波峰焊锡炉铜超标解决方法
波峰焊常见问题解决方法
波峰焊常见问题解决方法波峰焊常见问题解决方法一、焊后PCB板面残留多板子脏:1. 助焊剂固含量高,不挥发物太多。
2. 焊接前未预热或预热温度过低(浸焊时,时间太短)。
3. 走板速度太快(助焊剂未能充分挥发)。
4. 锡炉温度不够。
5. 锡炉中杂质太多或锡的度数低。
6. 加了防氧化剂或防氧化油造成的。
7. 助焊剂喷雾太多。
8. PCB上扦座或开放性元件太多,没有上预热。
9. 元件脚和板孔不成比例(孔太大)使助焊剂上升。
10. PCB本身有预涂松香。
11 .在搪锡工艺中,助焊剂润湿性过强。
12. PCB工艺问题,过孔太少,造成助焊剂挥发不畅。
13. PCB入锡液角度不对。
14.助焊剂使用过程中,较长时间未添加稀释剂。
二、着火:1. 助焊剂闪点太低未加阻燃剂。
2. 没有风刀,造成助焊剂涂布量过多,预热时滴到加热管上。
3. 风刀的角度不对(使助焊剂在PCB上涂布不均匀)。
4. PCB上胶条太多,把胶条引燃了。
5. PCB上助焊剂太多,往下滴到加热管上。
6. 走板速度太快(助焊剂未完全挥发,助焊剂滴下)或太慢(造成板面热温度7. 预热温度太高。
8. 工艺问题(PCB板材不好,发热管与PCB距离太近)。
三、腐蚀(元器件发绿,焊点发黑)1. 铜与助焊剂起化学反应,形成绿色的铜的化合物。
2. 铅锡与助焊剂起化学反应,形成黑色的铅锡的化合物。
3. 预热不充分(预热温度低,走板速度快)造成助焊剂残留多,4.残留物发生吸水现象,(水溶物电导率未达标)5.用了需要清洗的助焊剂,焊完后未清洗或未及时清洗。
6.助焊剂活性太强。
7.电子元器件与助焊剂中活性物质反应。
四、连电,漏电(绝缘性不好)1. 助焊剂在板上成离子残留;或助焊剂残留吸水,吸水导电。
2. PCB设计不合理,布线太近等。
3. PCB阻焊膜质量不好,容易导电。
五、漏焊,虚焊,连焊1. 助焊剂活性不够。
2. 助焊剂的润湿性不够。
3. 助焊剂涂布的量太少。
4. 助焊剂涂布的不均匀。
波峰焊接不良原因及解决对策讲义
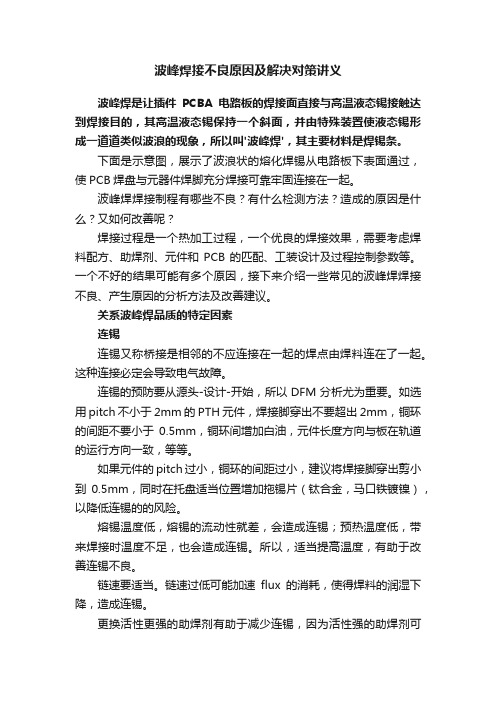
波峰焊接不良原因及解决对策讲义波峰焊是让插件PCBA电路板的焊接面直接与高温液态锡接触达到焊接目的,其高温液态锡保持一个斜面,并由特殊装置使液态锡形成一道道类似波浪的现象,所以叫'波峰焊',其主要材料是焊锡条。
下面是示意图,展示了波浪状的熔化焊锡从电路板下表面通过,使PCB焊盘与元器件焊脚充分焊接可靠牢固连接在一起。
波峰焊焊接制程有哪些不良?有什么检测方法?造成的原因是什么?又如何改善呢?焊接过程是一个热加工过程,一个优良的焊接效果,需要考虑焊料配方、助焊剂、元件和PCB的匹配、工装设计及过程控制参数等。
一个不好的结果可能有多个原因,接下来介绍一些常见的波峰焊焊接不良、产生原因的分析方法及改善建议。
关系波峰焊品质的特定因素连锡连锡又称桥接是相邻的不应连接在一起的焊点由焊料连在了一起。
这种连接必定会导致电气故障。
连锡的预防要从源头-设计-开始,所以DFM分析尤为重要。
如选用pitch不小于2mm的PTH元件,焊接脚穿出不要超出2mm,铜环的间距不要小于0.5mm,铜环间增加白油,元件长度方向与板在轨道的运行方向一致,等等。
如果元件的pitch过小,铜环的间距过小,建议将焊接脚穿出剪小到0.5mm,同时在托盘适当位置增加拖锡片(钛合金,马口铁镀镍),以降低连锡的的风险。
熔锡温度低,熔锡的流动性就差,会造成连锡;预热温度低,带来焊接时温度不足,也会造成连锡。
所以,适当提高温度,有助于改善连锡不良。
链速要适当。
链速过低可能加速flux的消耗,使得焊料的润湿下降,造成连锡。
更换活性更强的助焊剂有助于减少连锡,因为活性强的助焊剂可以增加润湿性。
冷焊冷焊是由于热量不足等原因造成焊点出现润湿不佳,呈灰色和有褶皱。
此类不良通常是因为热量不足使得焊接时间短,造成焊点灰暗。
适当增加焊接时间、调高预热温度和熔锡温度有助于不良的改善。
如果焊点看似碎裂、不平,大部分原因是元件在焊锡正要冷却形成焊点时振动而造成,这种情况下要注意链爪是否有异常振动。
锡炉内铜含量超标对品质的影响及处理方法

锡炉内铜含量超标对品质的影响及处理方法
1.铜杂质含量正常,尚在标准内(Cu<0.08)
2.铜杂质含量为0.08%至0.2%之建议如下(0.08<Cu<0.2).
铜杂质含量稍高,.已超出标准0.08%,不影响生产,但须注意氧化物会稍增加,特别落实操作要领.
3.铜杂质含量为0.2%至0.3%之建议如下(0.2<Cu<0.3)
铜杂质含量已高,超出标准0.08%过多,已渐影响生产质量,氧化物产生过多,机板零件容易短路,助焊剂耗量会增加,建议安排时间配合清炉.
4.铜杂质含量大于0.3%之建议如下(0.3<Cu)
铜杂质含量过高,已超出焊锡特性破坏之权限,容易造成机板零件焊接不良,短路过多,半边焊,吃锡不均匀,零件脚卡锡浪费过多,锡渣氧化会过多,助焊剂浓度调高浪费过多等焊锡不良等情况发生,建议速安排时间配合清炉,更换新锡.。
波峰焊锡炉锡槽溶锡成份检测规范

3.2.1根据客户要求对检测结果进行核对。
3.2.2核对内容为:铅(Pb)含量小于600PPM。
铜(Cu)含量A:0.7%±0.2(锡棒成份:锡/银/铜)
B:0.7%±0.2(锡棒成份:锡/铜/镍)
3.2.3将检测及核对的结果记录于《锡炉溶锡成份管制表》
3.3异常处理:
3.3.1经对检测结果的核对,如果铅(Pb)含量超标需立即停止生产,并将整槽焊锡进行更换,直至铅(Pb)含量在规定范围内。
1.目的:
严格控制焊锡中铜(Cu)、铅(Pb)等杂质成份和有害物质的含量,持续焊锡作业质量之提升。控制有害物质的排放。
2.范围:
本公司PTH车间的波峰焊锡炉均适之
3.内容:
3.1锡槽溶锡成份的检测:
3.1.1每月需对PTH每台焊锡炉溶锡送锡棒供应商处检测。
3.1.2每半年需对PTH每台焊锡炉溶锡送第三方检测
3.3.2如果铜(Cu)含量超标需对焊锡进行铜(Cu)稀释(具体由锡棒供应商协作解决)直至铜(Cu)含量在规定范围之内,期间无需停止生产。
4.表单:
4.1锡炉溶锡成份管制表------------------ቤተ መጻሕፍቲ ባይዱ----------------------------------(ENF-031)
锡槽中铜含量对焊接质量影响初探
锡槽中铜含量对焊接质量影响初探摘要本文通过对波峰焊和热风整平(HASL)工艺锡槽中铜含量升高所导致的产品最终焊接不良问题原因的探讨,分析了铜含量升高所带来的危害及其常用的降铜处理方法。
中图分类号:TG151 文献标识码:AInfluence of Copper Content in Tin Bath to Welding QualityLI Xiancheng(The Three Ggorges Hydroelectric School, Chongqing 404160)AbstractThis article through discuss the reason for the problem that the product eventually welding bad that caused by copper content rise wave soldering and hot air solder leveling (HASL), then analyses harm of copper content rising brings and common used method to deal with it.Key wordshot air solder level tin bath; copper content; Cu6Sn5; reduce copper content在我国电子产品生产企业中,目前因焊点质量不良导致的不良产品数量约占企业不良产品总量的60%以上,在有的企业甚至高达80%。
影响焊点质量的因素很多,如焊接合金质量、生产工艺条件、PCB层压材料质量、元器件、机械负荷条件等都能导致不良焊点的产生,针对这些因素对焊点质量的影响已经有了较为成熟的分析和处理方法。
但在电子产品整机生产企业与其PCB供应商之间,具有相似工艺处理环节的波峰焊和热风整平(HASL)工艺锡槽中铜含量升高所导致的产品焊接不良问题较少有人进行进一步的探讨,锡炉内的铜皆因助焊剂、锡等的浸蚀,将PCB线路上的铜日积月累地带进锡炉,成为焊锡的污染物。
123402J0601512019 A0波峰焊锡炉微量元素含量管控规范
技术文件文件修订页1 目的为保证焊接质量对锡槽焊锡微量元素含量管控,保证生产焊接效果,减少焊接异常导致的效率成本。
2 适用范围适用于公司所有波峰焊工序锡槽中的焊锡成分微量元素含量。
3 术语和定义3.1焊锡成分微量元素含量:波峰焊锡槽中焊锡化验出的成分表中的微量元素含量。
3.2其他术语引用《管理手册》中的术语和定义。
4 职责和权限4.1工艺组负责提供焊锡成分中的微量元素含量管控标准,及影响焊接效果的金属含量超标后的解决办法。
4.2品质部IQC对焊锡成分中的微量元素含量进行确认,对含量超出管控标准的锡槽进行通报,并通知服务组进行改善。
4.3工程部服务组每季度抽样化验并记录,根据结果进行微量元素含量管控,不得超出管控范围。
超出管控范围的就立即根据工艺组提供的解决办法进行改善。
抽样结果交由采购部送相关检测单位进行化验检测。
4.4 品质部IPQC根据波峰焊焊接效果不良PPM进行管控。
并确认每季度成分化验结果,跟进服务组改善。
4.5 采购部(审价部)每季度按服务组提供的样品找相关供应商进行检测化验。
并将检测化验结果以邮件方式发给品质部、服务组、工程部、工艺组相关负责人。
5 微量元素管控标准和铜含量超标解决办法:5.1有铅锡槽焊锡微量元素含量对焊接的影响和管控标准5.1.1铝—Al:对焊锡影响很大,即使在0.001%的含量下会降低焊锡的黏着力,焊点表面下不平整,且易产生热龟裂。
解决方式尽量不要使用铝质夹具。
允许含量0.005%以下。
5.1.2铜--Cu:熔点极高、呈六角尖型,会造成焊点表面砂砾及粘滞,超出0.15%时可加纯锡进行稀释处理。
超出0.25%会对焊接造成影响,可以物理降铜方式进行降铜处理。
超出0.3%含量时必需更换锡槽中的锡才能解决铜含量对焊接效果的影响。
5.1.3锌--Zn:当锌含量超过0.005%时,会造成焊锡结合性变差,固化后焊锡点易断裂,因此少量锌会造成很大问题。
允许含量0.003%以下。
5.1.4镍--Ni:会造成焊锡浸润不良,若是在零件脚上过度生成,易造成零件抗焊。
波峰焊一般常见的小问题及解决对策

一. 常用焊锡的成份识别与熔点温度1.锡银铜(Sn/Ag/Cu)96.5%锡3%银0.5%铜;熔点是218℃;一般设定温度255℃±5℃.2.锡铜(Sn /Cu)99.3%锡0.7%铜;熔点是227℃;一般设定温度265℃±5℃3.锡铅(Sn/Pb)63%锡37%铅;60%锡40%铅;熔点是183℃一般设定温度240℃±5℃二.波峰焊之结构1.运输系统。
一般的链速为1.2m-2.0m/min。
链速过快容易出现预热不足,PCB吃锡不够,炉后PCB空焊和连锡较多。
链速的快慢是取决于PCB板的质量和设计来决定。
运输轨道的角度一般在50-70度之间。
2.喷雾系统。
喷雾系统是保证焊接质量的第一个环节,其主要作用是均匀地涂覆助焊剂,1.除去PCB和元件焊接表面的氧化物;2.防止焊接过程中再氧化;3.降低焊锡表面张力,增加扩散力。
助焊剂的涂覆一定要均匀,尽量不产生堆积,否则将导致焊接短路或锡珠。
3.预热系统。
一般预热温度为PCB板底的实际温度80℃-130℃;预热时间为1-3min。
预热的作用是使PCB快速加热使助焊剂活化去除被焊金属的氧化物,预热温度控制得好,可防止虚焊、锡珠、拉尖和桥接,减小焊料波峰对PCB的热冲击,有效地解决焊接过程中PCB板翘曲、分层、变形问题。
4.锡炉系统。
锡炉系统一般采用双波峰,第一个波峰是由窄喷嘴喷流出的“湍流”波峰,流速快,对焊料有较高的垂直压力,使焊料对尺寸小,对密度高的SMT红胶板贴片元器件的焊端有较好的渗透性,同时也克服了DIP因过炉夹具遮蔽焊料不上锡的问题,大大减少了空焊这一问题。
第二个波峰较稳定,是一个“平滑”的波峰,流动速度慢,有利于形成充实的焊点,同时也可有效地修正因第一波峰浸锡不良的短路、锡多和焊点不光亮等问题。
PCB板一般吃锡时间是3-6秒、吃锡高度为PCB 板的1/2——2/35.冷却系统。
浸锡后适当的冷却有助于焊点的形成和增强焊点接合强度的功能,同时,冷却的产品有助于作业人员的操作。
?波峰焊里的锡渣像豆腐渣是怎样产生的

波峰焊里的锡渣像豆腐渣是怎样产生的在波峰焊焊接的过程中,印刷电路板表面的敷铜以及电子元器件引脚上的铜都会不断地向熔融焊锡中溶解。
而铜与锡之间会形成Cu6Sn5金属间化合物,该化合物的熔点在500oC以上,因此它以固态形式存在。
同时,由于该化合物的密度为8.28g/cm3,而Sn63-Pb37焊锡的密度为8.80g/cm3,因此该化合物一般会呈现豆腐渣状浮于液态焊锡表面。
当然,也有一部分化合物会由于波峰的带动作用进入焊锡内部。
因此,排铜的工作就非常重要。
其方法如下:停止波峰,锡炉的加热装置正常动作,首先将锡炉表面的各种残渣清理干净,露出水银状的镜面状态。
然后将锡炉温度降低至190-200oC(此时焊锡仍处于液态),而后用铁勺等工具搅动焊锡1-2分钟(帮助焊锡内部的Cu-Sn化合物上浮),然后静置3-5个小时。
由于Cu-Sn化合物的密度较小,静置过后Cu-Sn化合物会自然浮于焊锡表面,此时用铁勺等工具即可将表面的Cu-Sn化合物清理干净。
按照上述方法可以排除一部分的铜。
但是如果焊锡中含铜量太高,就要考虑清炉。
根据每家公司的生产情况,大约每半年或一年要清炉一次。
波峰焊豆腐渣状锡渣产生的原因1、主要原因是波峰焊锡炉设备的问题:目前市场上部分波峰焊、铅波峰焊锡炉的设计都不够理想,波太高,台过宽、双波峰焊锡炉波靠得太近以及选用旋转泵而造成的。
波太高,焊料从掉下来的时候,温度降低偏差比较大,焊料混合着空气冲进锡炉中造成氧化和半溶解现象,导致锡渣的产生。
旋转泵没有做好预防措施,不断的把锡渣压到炉中,回圈的连锁反应加激锡渣产生。
2、波峰焊的温度般都控制得比较低,般为280℃±5℃(针对铅SN-CU0.7的锡条来说),这个温度是焊料过程中所要求的基本需要达到的温度,温度偏低锡不能达到很好的溶解,间接造成锡渣产生过多。
3、波峰焊操作工人为的因素,在适当的时候加锡条也是很关键的,加锡条适当的时候是始终保持锡面和的距离要短。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
波峰焊锡炉铜超标解决方法
锡炉的物理除铜(降温除铜)
过程:
1.将波峰通道从锡炉中卸下。
2.将锡炉温度设置成280~300℃,升温,同时去除锡面浮渣。
3.当温度达到设置温度时,关闭加热器电源,自然降温。
4.自然降温至195℃左右时,开始打捞铜锡合金结晶体。
5.低于190℃时,停止打捞(需要时,重复2、3、4项)。
注意事项:
1.280~300℃降至195℃的时间约1.5小时(因锡炉容量而异)。
2.约220℃时,可观察到锡面点、絮状的晶核产生。
随温度的进一步降低,晶核不断聚集增大,逐步形成松针状的CUSN结晶体。
3.195~190℃的时间约20分钟(因锡炉容量而异),打捞期间要快速有序。
4.打捞时漏勺要逐片捞取,切勿搅拌(结晶体受震动极易解体)。
5.打捞时漏勺提出锡面时要轻缓,要让熔融焊料尽量返回炉内。
6.CUSN结晶体性硬、易脆断,小心扎手!
化学分析结果:两份取样(脆性体),铜含量分别为17WT%和22WT%。
补充说明:
1.铜含量较CU6SN5低,是由于样品中的焊料无法分离的结果。
2.锡炉铜含量达0.25WT%时,凝固后的洁净锡面就可以观察到CU6SN5的结晶体(位置一般靠近结构件)。
波峰焊锡炉铜超标解决方法
a. 焊料氧化问题。
无论何种焊料,与空气接触后都会产生一定程度的氧化。
按照热力学的原理,氧化物的标准生成自由能数值越低,该金属就越容易氧化。
Sn 比 Pb 更易氧化,同时无铅焊结使用更高的温度,因此无铅焊料的氧化量会大大超过有铅焊料,一般认为会产生 2.4 倍的锡渣。
因此,防氧化措施及清渣工作将有所不同。
现在有力锋LF-280推出锡渣还原机,通过物理式还原方式,超过 70%的回收能力,为企业节省了一定的费用。
b. 铜的溶解问题。
无论是线材、电子元件或焊盘上的铜均会不断溶解到锡炉中,在使用
有铅焊料时,在锡炉中会形成 Cu
6Sn
5
金属间化合物,其密度比 Sn-37Pb 小,故可用“比重
法”捞铜工艺来解决铜含量超标问题。
但在使用无铅焊料时,虽然含铜的无铅焊料会抑制外
部的铜元素向其溶解的速度,但并不能根本避免这种现象,困难的是所形成的 Cu
6Sn
5
金属间
化合物其密度比 Sn-0.7Cu 比重小,所以会沉入锡炉底部无法清除。
为避免传热性能的降低,需要定期进行清炉作业。
c. 锡铅焊料在高温下(250℃)不断氧化,使锡锅中锡-铅焊料含锡量不断下降,偏离共晶点,导致流动性差,出现连焊、虚焊、焊点强度不够等质量问题。
可采用以下几个方法来解决这个问题:
①添加氧化还原剂,使已氧化的 SnO 还原为 Sn,减小锡渣的产生;
②不断除去浮渣;
③每次焊接前添加一定量的锡;
④采用含抗氧化的焊料;
⑤采用氮气保护,让氮气把焊料与空气隔绝开来,避免氧化。
附:“比重法”捞铜工艺过程:
1. 将波峰通道从锡炉中卸下。
2. 将锡炉温度设置成 280~300℃,升温,同时去除锡面浮渣。
3. 当温度达到设置温度时,关闭加热器电源,自然降温。
4. 自然降温至 195℃左右时,开始打捞铜锡合金结晶体。
5. 低于 190℃时,停止打捞(需要时,重复 2、3、4 项)。
注意事项:
1. 280~300℃降至 195℃的时间约 1.5 小时(因锡炉容量而异)。
2. 约 220℃时,可观察到锡面点、絮状的晶核产生。
随温度的进一步降低,晶核不断
聚集增大,逐步形成松针状的 CUSN 结晶体。
3. 195~190℃的时间约 20 分钟(因锡炉容量而异),打捞期间要快速有序。
4. 打捞时漏勺要逐片捞取,切勿搅拌(结晶体受震动极易解体)。
5. 打捞时漏勺提出锡面时要轻缓,要让熔融焊料尽量返回炉内。
6. CUSN 结晶体性硬、易脆断,小心扎手!
补充说明:
1. 铜含量较 CU6SN5 低,是由于样品中的焊料无法分离的结果。
2. 锡炉铜含量达 0.25WT%时,凝固后的洁净锡面就可以观察到 CU6SN5 的结晶体(位置一般靠近结构件)。
3. 铜含量达 0.3WT%以上,每星期除一次(这时通道可不撤除,但需要把峰口撤掉,
让锡面扩大,便于打捞),每次约 5~10GK。
4. 有铅焊料的铜含量已达 0.25%是 SMD 焊接的一个界线,超过就容易发生桥接等焊接缺陷。
5. 捞前要将锡渣先清除干净了再降温,然后在 190C 时打捞。
锡炉的化学除铜(硫化除铜)
过程:
1.将波峰通道从炉内撤除,并清理锡面浮渣。
2.当炉温达到230℃时,将绑有硫磺袋的木棍伸入炉底部并缓缓移动着搅拌。
3.当第一个硫磺袋的硫用完后,可将第二个绑有硫磺袋的木棍伸入炉底部继续缓缓移动着搅拌。
4.当所有的硫磺用完后,将炉温升至250~260℃,此间可打捞硫化铜的黑渣并继续进行搅拌(搅拌速度慢一些),直到没有硫化铜的黑渣浮起为止。
注意事项:
1.装有硫磺的袋子用装大米的那种,硫磺量约0.5KG一袋,用麻绳扎于干燥木棍的端部。
2.装有硫磺的袋子插入锡面时要快并迅速插到锡炉的底部,防止气体飞溅,熔锡烫着人。
3.波峰焊的抽风机要开足,整个过程会有大量硫化气体产生,要防止废气伤人,抽风不良的波峰焊禁止使用此法除铜!
4.备有干粉灭火器,防止不测事件发生。
化学分析结果:
铜的含量可降到0.1WT%以下。
补充说明:
1.插入锡面的材料必须干燥。
2.硫磺的用量可根据焊料的含铜量和硫化亚铜分子式:S2CU进行重量比换算(粗算一下即可)。
3.硫可到化工商店,采购纯度超过95%的就行。
有铅波峰焊铜(Cu)杂质的管理
众所周知,Sn/Pb焊料是一种很好的电子焊料,特别以63/37焊锡条为典范,他具有良
好的浸润流动性、低熔点性和固液共熔温度范围小的特性得到了电子表面组装界的广泛青睐。
但是波峰焊锡炉中的焊锡使用一段时间后铜(Cu)的含量会逐步增加,从而影响焊料的焊接性能。
首先,当铜(Cu)的含量偏高时焊料的粘度会随着增加从而流动性会变差,过PCB板时极易产生桥联、拉尖等缺陷;其次是焊点不光亮,严重时还会产生焊点表面毛糙、泛白的现象发生,影响到焊点的可靠性。
因而我们应该对焊料中的铜(Cu)含量必须引起重视。
在有铅焊料的实际应用中,关于焊料中的铜(Cu)的含量,电子科技界和焊锡料工程技术界有一个共识:锡铅焊料的铜(Cu)含量应该控制在0.15%一下,当锡炉中焊料的铜(Cu)含量超过0.15%时,必须掺入新料予以稀释铜的含量,当铜(Cu)的含量达到了0.3%时,那么整个锡炉中的焊锡因该予以更换和清炉,重新加入新料。
对于一个400KG的锡炉来说,若采取稀释处理,需要加入100KG以上的新料,否则达不到降铜(Cu)的效果。
锡炉中的铜(Cu)杂质一般以Cu6Sn5(见图)的铜锡合金出现,是一种针状体的化合物。
Cu6Sn5合金的比重为8.28,而锡铅合金(63/37)的比重为8.40左右(随锡铅合金的比例稍有差异)。
因此,如果铜(Cu)超标较高,在加入新料稀释铜的含量之前,我们首先可以采用焊料分层法来先降低铜(Cu)的含量。
首先将锡炉的炉温升到300℃保持半小时,然后降温到195℃。
由于Cu6Sn5的比重比63/37的锡料比重轻,会被分层在上面部分,此时我们可以用不锈钢网勺快速打捞Cu6Sn5。
在次过程中一定要注意温度的控制,这样可以打捞出更多的Cu6Sn5,然后再添加新料,降铜的效果明显提高,对降低成本有很大的好处。
锡炉的物理除铜(降温除铜)
过程:
1、将波峰通道从锡炉中卸下。
2、将锡炉温度设置成280~300℃,升温,同时去除锡面浮渣。
3、当温度达到设置温度时,关闭加热器电源,自然降温。
4、当锡炉中温度自然降温至195℃左右时,开始打捞铜锡合金结晶体。
5、如果温度低于低于190℃时,停止打捞(需要时,重复2、3、4项)。
注意事项:
1、280~300℃降至195℃的时间约1.5小时(因锡炉容量而异)。
2、约220℃时,可观察到锡面点、絮状的晶核产生。
随温度的进一步降低,晶核不断聚集增大,逐步形成松针状的CU6SN5结晶体。
3、195~190℃的时间约20分钟(因锡炉容量而异),打捞期间要快速有序。
4、打捞时漏勺要逐片捞取,切勿搅拌(结晶体受震动极易解体)。
5、打捞时漏勺提出锡面时要轻缓,要让熔融焊料尽量返回炉内。
6、CU6SN5结晶体性硬、易脆断,小心扎手!
补充说明:
1、铜含量较低时不易采用次方法。
2、锡炉铜含量达0.25WT%时,凝固后的洁净锡面就可以观察到CU6SN5的
结
体(位置一般靠近结构件)。