球墨铸铁700-10生产技术工艺
10、铸态高强度高韧性球墨铸铁生产技术

铸态高强度高韧性球墨铸铁生产技术李永红刘思明(安徽神剑科技股份有限公司安徽合肥 230022)摘要本文以铸态QT600-10材质生产技术为例,简要介绍了铸态高强度高韧性球墨铸铁件控制要点:在铸态通过控制影响力学性能的微观组织因素,满足球墨铸铁件高强度和高韧性的要求。
关键词铸态高强度高韧性;铸态QT600-10;合金化;铸态高强度高韧性球墨铸铁件,在满足特殊性能要求的基础上,减少了热处理环节,节约了中间运输成本,缩短了供货周期,是企业在制造过程中,努力追求的方向,特别是当前市场竞争激烈日趋白热化的环境下,可以有效减低企业生产成本,提高产品竞争力。
现结合本企业,在多年生产铸态高强度高韧性球墨铸铁件方面积累的经验,以QT600-10材质为例介绍其控制方法。
1 引言包括球墨铸铁在内的铸造合金的性能是由其含有一定成分的显微组织所决定的,要获得所需的性能,可以通过控制其显微组织,并使该组织中含有一定数量的合金强化元素。
通常强度与塑性之间始终存在矛盾,而随着对合金强化基体组织认识的加深,对于金属材料性能特殊要求的不断提高,要求球墨铸铁强度达到600MP以上,同时要求其具有很好的强韧性延伸率10%以上,通过热处理很难同时保证强度与韧性要求,通过控制影响显微组织的因素(化学成分,合金化,熔炼质量,球化孕育处理、壁厚条件、冷却速度等),可以满足铸态高强度,高韧性要求,现简单介绍其控制方法:2 化学成分的选择2.1 碳碳促进镁的吸收,改善球化、提高石墨球的圆整度;提高铁液的流动性,减少铸件的疏松缺陷和缩凹倾向;能够促进石墨化,减小白口倾向。
但是,过高的碳又容易产生石墨漂浮,使铸件综合性能降低。
因此将碳控制为3.5%~3.7%。
2.2硅促进石墨化元素,在球墨铸铁生产中由于硅的孕育作用,使珠光体和铁素体的比例改变:Si控制在2.0%~2.5%有利于珠光体组织的生成,而为了在保证强度达到600MP的基础上,延伸率达到10%,必须适当提高孕育效果,保证一定比例的铁素体组织,将硅控制在2.5%~2.8%。
球墨铸铁生产工艺控制

球墨铸铁生产工艺控制
一、生产准备
(1)熔炼:采用湿熔炼法,湿熔集中熔炼技术控制好料水比,以确保钢水成分稳定,钢水合金成分合理。
(2)球型成形:采用自动定盘机,控制钢水压力、温度等参数,使其形成稳定的球形。
(3)铸造:采用台式机铸造,铸件尺寸采用大小模具,控制铸件充型度,控制温度,保证每件机芯的一致性。
(4)淬火:采用Plunger Quench的淬火生产工艺,控制淬火温度750-785℃,淬火时间约为20-30min,保证球墨铸铁的质量。
二、加工
(1)水平加工:控制球墨铸铁的水平打磨机,控制加工速度,以确保表面平整度、光洁度、尺寸精度等技术指标满足要求;
(2)垂直加工:控制球墨铸铁的垂直复合机,控制加工参数,改变工具在每个角度的切削条件,保证表面形状的一致性;
(3)表面处理:采用打磨、抛光以及涂层等表面处理手段,使球墨铸铁表面更加光滑,抗腐蚀性更强,保证球墨铸铁的质量。
三、检验
(1)外观检验:外观检验是检查球墨铸铁表面质量和外观是否符合要求的过程,其具体步骤包括:观测表面是否有裂纹、毛刺、变形等缺陷。
QT700-10材料研究的论文
QT700-10材料研究国林钊,杨华(山东大学材料液态结构及其遗传性教育部重点实验室,山东济南250061)摘要:本文以全废钢增碳的方式获得球墨铸铁。
通过适当的合金化处理、热处理及生产工艺改进,在常规条件下,实现QT700-10。
试验探讨了Cu、Sn、Al的合金化作用,以及不同的热处理规范对球铁组织的影响,铸件当量壁厚为30~40mm。
结果显示:Cu、Sn复合可以有效的强化基体、抑制牛眼状铁素体形成,Al可以带来基体组织的细化,并认为Al应当属于类球化元素而非反球化元素;部分奥氏体化后进行高温回火,铁素体形貌由碎块状转变为针索状,塑韧性提高。
最终得到的组织为细小圆整的石墨球,分布于细层片珠光体加均匀分散的细碎状铁素体组成的混合基体之上,符合预期。
拉伸试验数据显示,材料综合性能优良,伸长率最高可以达到12%,抗拉强度则稳定在700MPa 以上。
关键词:废钢增碳;合金化;部分奥氏体化Study on High Strength and High Toughness DuctileIron(QT700-10)GUO Lin-zhao , YANG Hua(Key Laboratory of Liquid Structure and Heredity of Materials, Ministry of Education, ShandongUniversity, Ji'nan 250061, China)Abstract:This paper depends on the recarburization of full scrap steel to produce ductile iron. Searching for proper alloying treatment, heat treatment and casting process improvements, to adjust the strength and the ductility of the ductile iron, and realize the brand requirements of QT700-10. The work focuses on the influence exerted by the alloying of Cu、Sn、Al and different thermal cycles on the microstructure and performance of ductile iron .The results show that Cu、Sn、Al all can refine the microstructure of the ductile iron , stabilize and promote the pearlite in the eutectoid transformation, suppress the formation of bull's eye ferrite,and Al should be regarded as spheroidizing element. After the partial austenitizing treatment, when the tempering temperature increases from 400°C to 600°C, the ferrite morphology will be changed from nubble to needle. The final microstructure we earn shows a matrix of dark fine layer pearlite plus bright etching nubble or needle shaped and uniform distributed ferrite with graphite nodules dispersed in it, fulfilling our expectations. And, the tensile test shows that the comprehensive mechanical property is quite well, the test strength is more than 700MPa, and the highest elongation can reach is 12%.Key words: recarburization of scrap steel; the alloying; partial austenitizing1 引言球铁因其高的性价比、强度重量比,在工程领域一直有很广泛的应用,它的出现被学者们视为作者简介:国林钊,男,研究生,E-mail:*********************。
新兴铸管股份有限公司球墨铸铁顶管产品技术资料
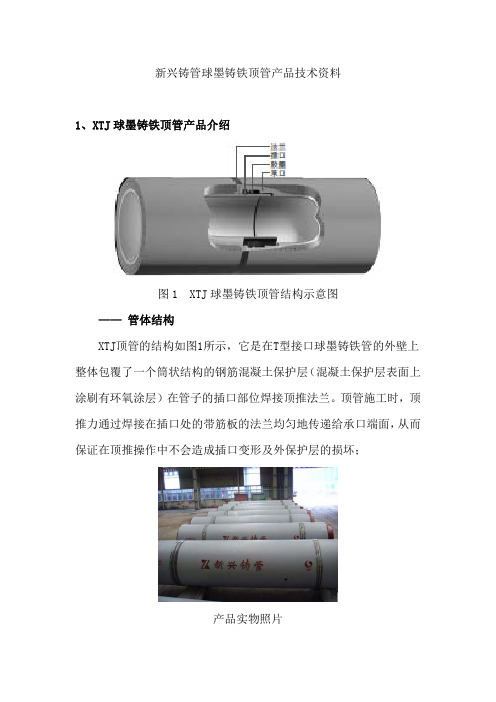
新兴铸管球墨铸铁顶管产品技术资料1、XTJ球墨铸铁顶管产品介绍图1 XTJ球墨铸铁顶管结构示意图—— 管体结构XTJ顶管的结构如图1所示,它是在T型接口球墨铸铁管的外壁上整体包覆了一个筒状结构的钢筋混凝土保护层(混凝土保护层表面上涂刷有环氧涂层)在管子的插口部位焊接顶推法兰。
顶管施工时,顶推力通过焊接在插口处的带筋板的法兰均匀地传递给承口端面,从而保证在顶推操作中不会造成插口变形及外保护层的损坏;产品实物照片——技术参数XTJ 顶管的技术参数详见图2和表2;1——钢筋混凝土保护层;2——顶推法兰;3——球铁管图2 XTJ 球墨铸铁顶管表2 XTJ 球墨铸铁顶管产品技术参数尺寸参数允许顶推力 规格DN壁厚级别 DE (mm) D (mm) A (mm)Lu 总重 (kg/支)KN Tonf 4000518 250 274 344 1006000 773 920 94 4000 639 300 326 399 1056000 953 1240 127 4000 767 350 378 450 1056000 1145 1270 129 4000 907 400 429 504 1056000 1353 1350 138 **** **** 450 480 553 1156000 1556 1560 159 **** **** 500 532 618 1156000 1890 1910 195 4000 1626 600 635 728 1156000 2423 2720 278 4000 2281 700 738 853 ******* 3385 2720 277 800K98429591554000266133003376000 39924000 31714140 422 900 945 1067 1706000 47064000 36851000 1048 1173 1805080 5186000 53764000 50461200 1255 1400 2107240 7396000 73494000 61549020 920 1400 1462 1604 2376000 89634000 774912360 1261 1600 1668 1825 2616000 112554000 952312360 1261 1800 1875 2047 2926000 138264000 113522000 2082 2266 31416970 17316000 16459备注:1. 可根据客户要求提供带灌浆孔的顶管;2. 可以提供其它壁厚级别的顶管产品,详细技术参数欢迎咨询。
铸态QT700-3球墨铸铁的工艺探究
摘 要 : 随着铸 态生产 高性能球铁技 术不断成熟及 推广 , 降本增效 的 目的十分明显。针对铸 态珠光体球铁 工艺生产要 求, 通过严格控 制原材料 , 合理 选择化 学成 分, 并针对 电炉熔炼特点制定合 理工艺 , 添加适量 的 c u —
S n 合金 工艺, 并选用合适的球化 剂及 经过 两次孕育处理 工艺, 成功生产 了满足 Q T ' / O 0 — 3性能要 求的铸态飞轮 毛
Ab s t r a c t : As t h e ma t u r e a n d p r o mo t i o n o f a s - c a s t h i g h - p e r f o r ma n c e d u c t i l e i r o n p r o d u c t i o n t e c h n o l o g y, t h e c o s t r e d u c t i o n e f e c t i s o b v i o u s .F o r a s - e a s t p e a r l i t e d u c t i l e i r o n p r o d u c t i o n r e q u i r e me n t s , t h e a s - c a s t l f y wh e e l b l nk a
铸态QT700-10球墨铸铁的研制

Nodular Iron铸态QT700-10球墨铸铁的研制张军,文宏,郑言彪,齐基(湖北省机电研究设计院股份公司,湖北武汉430070)摘要:介绍了QT700-10球墨铸铁的生产工艺:合理设计化学成分,采用0.5t中频电炉熔炼;选用FeSiMg8RE3球化剂,包内孕育剂选用75SiFe,二次孕育及随流孕育采用自行配制含有Sb、Ba、Ca等多种元素的复合孕育剂,冲入法进行球化及孕育处理。
生产结果显示:从浇注的Y型试块及铸,检测得到的铸学均符合技术要求,随后进行了批生产,试棒结果:球化等1~3,墨6~7,+铁素,中,珠光体体积分数50%~70%,抗拉强度700-750MPa,伸长率10%~13.5%,硬度220-250HB。
关键词:球墨铸铁;;中图分类号:TG255文献标志码:B文章编号:1003-8345(2020)06-0011-03D0I:10.3969/j.issn.1003-8345.2020.06.003Development of As-cast QT700-10Nodular IronZHANG Jun,WEN Hong,ZHENG Yan-biao,Qi Ji(Hubei Mechanical and Electrical Research and Design Institute Co.,Ltd.,Wuhan430070,China)Abstract:The production process of QT700-10nodular iron was introduced:using0.5t medium frequency furnace to conduct melting,using FeSiMg8RE3nodularizing alloy,choosing75SiFe for ladle inoculation,for secondary inoculation and stream inoculation using self-made composite inoculants containing multiple elements including Sb,Ba,Ca,adopting pour-over processto conduct nodularization and inoculation treatment.The production results showed:by sampling from Y-type test block andfrom casting body,detected metallographic structure and mechanical properties met technical requirements.Subsequently,small batch production was carried out,the inspection results of casting body test bar were as following:nodularizing gradewas of1-3grade,graphite size was of6-7grade,the matrix structure was of pearlite+ferrite,and the volume fraction of pearlitewas of50%-70%,tensile strength was of700-750MPa,elongation was of10%-13.5%,hardness was of220-250HB.Key words:nodular iron;high strength;high toughness中制2025化政策要求,、球墨铸铁的合要求GF公司、公司等采用、、等的铸球墨铸铁生产高,技术处,的低端球墨铸铁为主c1d,公司了收稿日期:2020-06-11修订日期:2020-11-28作者简介:张军(1979—),男,安徽阜+人,硕士,/0工程3,主要从事ADI、铸态/强度、耐疲劳球墨铸铁和耐磨铸铁材料的研I及管理工作。
球墨铸铁性能及生产工艺
二、合金元素 球墨铸铁的合金元素主要有钼、铜、 镍、铬、锑、钒、铋等金属。 这些元素的主要是起提高铸铁的强度, 稳定基体组织的作用。
球墨铸铁的凝固特点
1、球墨铸铁有较宽的共晶温度范围 2、球墨铸铁的糊状凝固特性 3、球墨铸铁具有较大的共晶膨胀
球墨铸铁的典型缺陷
1、球化不良和球化退化 特征:断口银灰色,分布芝麻状黑斑点。 金相组织分布大量厚片石墨。 原因:原铁液含硫高,过量反球化元素。 建议选用低硫焦炭,脱硫处理,必要时增 加球化剂稀土量,控制冲天炉鼓风强度和 料位。
讨 论
薄壁铸态球墨铸铁
在欧美发达国家的阀门铸造 工艺中,日趋使用薄壁铸件, 可以节约资源。 薄壁铸态球墨铸铁件是壁厚 仅为几毫米的铸件。由于薄壁, 共晶凝固时冷却速度极快,所 以抑制白口组织的出现成为首 要问题。
白口临界球数(个/平方毫米)
700 600 500 400 300 200 100 0 0 1 2 5 10 15 20 25 冷却速度R(摄氏度/秒) 冷却速度与临 界球数的关系
1、石墨:未溶石墨、添加晶体石墨、非平 衡石墨 2、岩状结构碳化物基底 3、氧化物 4、硫化物/氧化物 5、铋及铋的化合物
球墨铸铁的孕育
球墨铸铁孕育的重要性 灰铸铁、球墨铸铁孕育的异同点 孕育衰退现象 提高孕育效果的措施 a.选择强效孕育剂 b.必要的S的含量 c.改善处理方法 d.提高铸件冷却速度
球状石墨的生长
球状石墨的生长条件 a、极低的硫、氧含量 b、限制反球化元素 c、保证必要的冷却速度 d、添加的球化元素 第一组:镁、钇、铈、钙、镧、镤、钐、 镝、镱、钬、铒 第二组:钡、锂、铯、铷、锶、钍、钾、钠 第三组:铝、锌、镉、锡 最佳含量 W(Mg):(0.04-0.08)% W(Ce): (0.07-0.12)% W(Y) : (0.15-0.2)%
球墨铸铁技术介绍
弹性模量:159,000~172,000MPa
➢ 球墨铸铁的弹性模量随球化率的降低而降低。
球墨铸铁的验收
➢ 以抗拉强度和延伸率两个指标作为验收依据。 ➢ 生产工艺稳定的条件下,可根据硬度值进行验收。
硬度与强度的对应关系必须建立在球化合格,化学成 分、孕育稳定的基础上。
的基体类型。
焊补性
➢ 球墨铸铁不能焊接,只能焊补。
➢ 球墨铸铁中稀土镁合金含量较高时,在焊缝和近焊 缝区易产生白口或马氏体组织,形成内应力和裂 纹。
➢ 国家标准GB/T10044-1988规定了适用于球墨铸 铁焊补用的焊条,按照要求,可获得高强度珠光体 基体球墨铸铁的焊缝。
9
铁素体球墨铸铁(F体高韧性)
➢ 铸造工艺合理稳定,为保证性能,规定按硬度验收 时,必须检验金相组织,其球化率不得低于4级。
➢ 即使硬度和球化合格,由于基体其中存在渗碳体、 磷共晶、高硅固溶强化等,强度和韧性也可能达不 到要求。
➢ 生产工艺不稳定时,不能根据硬度值验收。
13
冲击韧度
➢ 铁素体球墨铸铁由于含硅量变化,贝氏体球墨铸铁 由于上、下贝氏体及奥氏体数量变化,冲击韧度的 变化范围较大。
强度和塑性
➢ 球墨铸铁的强度和塑性主要取决于基体组织
• 下贝氏体B下或回火马氏体M回强度最高; • 其次是上贝氏体B上、索氏体S体、珠光体P体、F体; • 铁素体增多,强度下降,延伸率增加; • 奥氏体或铁素体强度较低,塑性较好。
➢ 球墨铸铁的屈服点σ0.2高,超过正火45钢 ➢ 比强度σ0.2/σb也高于钢
布氏硬度HBS
四种退火球墨铸铁的高温硬度
180
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
球墨铸铁700-10生产技术工艺
关注我们请点这里铸造工业网7月10日
近年有关高强度、高伸长率球墨铸铁的研究与生产技术开发受到相关研究机构的关注。
通过采用合理的成分设计、铁液净化、多元素合金固溶强化、晶粒细化等一系列生产工艺措施,探讨
了铸态QT700-10工艺开发的可行性。
随着汽车工业的进步,商用车、重卡朝着重载、高速、低耗、低成本及良好的舒适性等方向发展,汽车底盘支架、托臂梁等零部件对高强度、高伸长率材料的综合性能要求也越来越高。
就材料的综合性能和成本而言,高强度、高伸长率球墨铸铁备受青睐,目前国家标准中关于球墨铸铁的要求,一般是低强度高伸长率或是高强度低伸长率,对于那些不仅要求高强度、还要求高韧性、高疲劳性能等的铸件,传统国标的球墨铸铁材料不能满足性能要求。
因此我公司与湖北汽车工业学院联合开展了高强度、高伸长率球墨铸铁研究工作,以满足汽车零部件轻量化需求。
1国内外球墨铸铁发展现状
目前球墨铸铁的生产,都是根据GB/T 1348-2009《球墨铸铁件》标准,球墨铸铁的力学性能从QT350-22L到QT900-2共14个牌号,生产工艺己非常成熟,随着铸造企业质量控制水平的提高,绝大多数企业都能大批量稳定地生产。
然而,国内对高强度、高伸长率球墨铸铁技术研究与应用的报道并不多。
通过对国外球墨铸铁技术检索发现,SiboDur球墨铸铁是GF公司最新研发的铸态高强度高韧性球墨铸铁,对其化学成分及性能进行解读,SiboDur球墨铸铁形成了SiboDur450-17、SiboDur550-12、SiboDur700-10、SiboDur800-5系列,力学性能指标在传统球墨铸铁力学性指标中分布见图1 。
SiboDur球墨铸铁以Si和B作为合金化元素,其综合力学性能远远高于传统珠光体-铁素体球铁,适合制造承受冲击的铸件,广泛应用国外汽车行业。
2化学成分对球铁性能的影响
2.1化学成分与金相组织
SiboDur球墨铸铁是以Si和B作为合金化元素,实现铸态球铁高强度、高韧性综合力学性能,据此我们设计铸态QT700-10的主要化学成分见表1。
金相组织:球化等级1-2级,石墨球大小6-7级,珠光体含量25%~85%。
2.2化学成分对力学性能的影响
金属材料的力学性能主要决定于其基体组织,要生产铸态高强度、高伸长率球墨铸铁,首先需要分析这种球铁应该具有的组织结构特点,然后考虑技术方案和措施。
球墨铸铁的金相组织可分为石墨和金属基体,其力学性能主要决定于金属基体,但也受到石墨的影响,要同时获得高强度和高伸长率,石墨和基体组织都应有严格要求。
石墨球化良好,金属基体性能才能得到充分发挥,因此,铸态高强度、高伸长率球墨铸铁生产要严格控制铁液中球化和反球化元素,保证球化率在90%以上。
细化石墨球对高强度、高伸长率球墨铸铁十分重要,一方面,细化石墨球能提高石墨的圆整度和球化率;另一方面,细化石墨球能减小晶间偏析程度,防止晶间析出脆性相,保证材料的塑性和韧性。
细化石墨球的技术措施是强化孕育,选用高效孕育剂,如含Ba、Bi的孕育剂。
球墨铸铁的基体可通过合金化和热处理调控为多种组织,从而获得不同的性能。
为使铸态球墨铸铁在获得高强度的同时获得高伸长率,需要在不改变组织类别的条件下寻求强韧化方法。
固溶强化、细晶强化可在铸态条件下实现,而且细晶强化在提高强度的同时还提高塑性。
固溶强化、细晶强化通过合金化来实现,Si、Cu、Ni是首选的合金化元素,它们都有固溶强化作用,都促进一次结晶石墨化,没有晶间偏析。
Cu、Ni促进形成珠光体,还有细化珠光体的作用,Si是促进铁素体形成的元素。
控制其含量可调控基体组织中珠光体和铁素体比例,获得不同的强度和伸长率。
根据上述分析,选择基体组织为珠光体+铁素体混合基体,一定量的铁素体保证伸长率,增加固溶强化作用,弥补珠光体量减少对强度的影响。
选择Cu、 Si为主要合金化元素,验证Ni 、 B的作用。
2.3严格的生产过程控制
生产高强度、高伸长率的球墨铸铁,最大的工艺难度在于要保证强度的同时必须有-定的铁素体含量,尤其是石墨球化良好、球径细小,基体组织充分固溶强化、晶粒细化,夹杂物少、晶间偏析小,这涉及到化学成分设计、低磷低钦生铁原料、铁液熔炼和处理工艺、冷却条件等因素,是实现稳定生产高强度、高伸长率的铸态球墨铸铁工艺的关键。
3试验数据与结果分析
采用生铁和碳素废钢配料,100 kg无芯中频感应炉熔炼,稀土镁合金球化剂、冲入法球化处理,硅铁孕育剂进行型内孕育(00.1%)和随流孕育(00.1%),Si、Cu、Ni加入球化处理包中,B(0.0025%)在包内或随孕育剂加入,浇注标准(GB/T 1348-2009) Y型试棒,性能测试数据绘制出抗拉强度与伸长率的关系曲线见图2。
试制的球铁力学性能指标远高于国家标准
牌号,从趋势线上看到,抗拉强度达到700 MPa时,伸长率可达10%。
加B 的Si-Cu合金化球铁力学性能指标略低于不加B的球铁。
Si、Cu合金化的球墨铸铁中加Ni的力学性能与不含Ni的比较(图3),加Ni 能获得更高的强度,且镍对伸长率影响小。
另外,随着试块增厚,冷却速度下降,同等抗拉强度下伸长率略有下降。
4结论
(1)在本试验条件下,用Si-Cu和Si-Cu-Ni合金化生产铸态球墨铸铁,抗拉强度达到700 MPa时,伸长率可达10%,实际生产中铸件本体及附铸试块性能略有下降。
(2)铁液中各元素及交互作用非常敏感且复杂,除了通过加入合金元素来控制合适化学成分外,还须在工艺上采取纯净炉料,严格控制熔炼、浇注工艺及冷却,强化球化及孕育处理等措施,才能稳定生产高强度、高伸长率铸态球墨铸铁。