常见五种安全PLC 的冗余系统结构和安全性可靠性分析
浅谈PLC控制系统的可靠性措施
浅谈PLC控制系统的可靠性措施1. 引言1.1 引言PLC(Programmable Logic Controller,可编程逻辑控制器)控制系统作为工业自动化领域中常用的控制设备,在生产过程中扮演着至关重要的角色。
随着工业生产的不断发展和智能化水平的提升,PLC 控制系统的稳定性和可靠性也面临着越来越大的挑战。
加强对PLC控制系统的可靠性措施成为企业迫切需要解决的问题之一。
本文将从PLC控制系统的可靠性问题、可靠性措施的必要性、硬件方面的可靠性措施、软件方面的可靠性措施以及操作与维护方面的可靠性措施等多个方面进行深入探讨。
通过分析这些内容,我们可以更好地了解PLC控制系统在提升生产效率和保障生产安全方面的重要作用,同时也可以为企业制定更科学和有效的控制策略提供参考。
让我们一起探讨PLC控制系统的可靠性措施,共同推动工业领域的发展与进步。
2. 正文2.1 PLC控制系统的可靠性问题1. 硬件故障:PLC控制系统的硬件故障是导致系统不稳定和失效的主要原因之一。
硬件故障包括电源故障、输入输出模块故障、接线端子松动等问题,这些故障会直接影响系统的运行和控制效果。
2. 软件故障:PLC控制系统的软件故障也是一个重要的可靠性问题。
软件bug、编程错误、程序逻辑混乱等问题都可能导致系统的误操作和失效,进而影响设备的正常运行。
3. 通信故障:PLC控制系统通常会涉及到不同模块之间的通信,如果通信出现故障,会导致系统无法正常工作。
通信故障可能是由于网络问题、通信线路故障、通信协议不兼容等原因造成的。
4. 环境因素:PLC控制系统通常安装在工业环境中,在恶劣的环境条件下运行。
高温、湿度、电磁干扰等外部环境因素会对系统的稳定性和可靠性造成影响。
5. 人为误操作:操作人员的操作错误、维护不当等问题也可能导致PLC控制系统的故障和失效。
PLC控制系统的可靠性问题是一个综合性的难题,需要从硬件、软件、通信、环境和人为因素多方面加以考虑和解决。
PLC控制系统的可靠性分析
PLC控制系统的可靠性分析发表时间:2016-07-11T15:27:02.087Z 来源:《基层建设》2016年8期作者:金如刚[导读] 实践证明这些措施的采用对提高系统的可靠性是行之有效的。
宁波市轨道交通集团有限公司运营分公司浙江宁波 315100摘要:对影响PLC控制系统可靠性原因进行了较深入的研究,详细阐述了设备选型、输入和输出端、安装与布线、电源供电以及在软件设计方面如何提高系统的可靠性,并提出了采用冗余技术来提高系统可靠运行的措施。
实践证明这些措施的采用对提高系统的可靠性是行之有效的。
关键词:PLC;控制系统;可靠性;因素;一、前言由于可编程控制器PLC本身具有可靠性高、功能强、易于实现过程控制等优点,使得PLC在各种工业过程控制中得到广泛应用和迅猛发展。
但是,由PLC组成的控制系统往往在应用中会产生一些可靠性方面的问题,因此,探讨如何提高PLC控制系统的可靠性,便成为当前人们亟待解决的重要课题。
二、影响PLC控制系统的可靠性的主要因素1.设备选型不合理。
抗恶劣环境条件(如强磁场、超高温、潮湿、强腐蚀、超低压等)而引起的干扰能力不强。
2.没有严格按照安装规程进行安装,如电源处理不当,接地系统不好,布线时未考虑强磁场干扰,网络设计不合理等。
3.软件设计不合理。
三、提高PLC控制系统的可靠性的主要措施(一)在设备选型中应采取的措施要提高整个控制系统的可靠性,必须先从设备选型设计入手,可归纳以下几个方面:1、系统设计前的可靠性论证系统设计前,必须对设计的PLC控制系统进行严格的可行性论证,以避免因对系统可行性、先进性和经济性缺乏科学的考察分析,而给系统设计带来隐患,最终导致系统工作的不可靠。
对PLC控制系统的考察应侧重了解设备本身的功能、性能指标和它在应用时有无成熟的技术经验可供借鉴;对系统的技术难度及其投资、先进水平进行预估,以判断整个系统的可行性和价值。
系统总设计水平的高低不仅直接关系到系统的成败,也关系到系统的可靠性。
PLC系统冗余的可靠性
PLC系统冗余的可靠性
李建辉
【期刊名称】《武钢技术》
【年(卷),期】2005(43)4
【总页数】1页(P61-61)
【关键词】PLC系统;系统冗余;可靠性;控制设备;维护系统;CPU
【作者】李建辉
【作者单位】轧板厂
【正文语种】中文
【中图分类】TM571.61;U284
【相关文献】
1.双重冗余PLC控制系统的可靠性与可用性研究 [J], 刘冲;付江梅
2.双重冗余PLC控制系统的可靠性与可用性研究 [J], 张彦召
3.基于不同冗余结构的PLC系统可靠性与可用性研究 [J], 孟君
4.冗余技术提高PLC控制系统可靠性的研究 [J], 王虎军
5.冗余技术在PLC控制系统可靠性提高中的应用 [J], 张帆; 张隽爽
因版权原因,仅展示原文概要,查看原文内容请购买。
PLC控制系统可靠性与安全性的设计

PLC控制系统可靠性与安全性的设计[摘要] 分析了影响PLC控制系统可靠性与安全性的主要因素,提出提高系统可靠性与安全性的几种方法。
这些方法对工业中运用PLC控制系统具有普遍意义与实用价值。
[关键词] PLC控制系统可靠性安全性一、引言可编程控制器PLC是专为工业生产环境设计的控制装置,具有程序设计简单、组合灵活、维修方便和功能强大等优点,如今已广泛应用于工业各领域。
但多数工业环境都比较恶劣,通常会有高温、灰尘、磁电场的影响和干扰,这些干扰往往对系统工作的可靠性造成很大的影响。
因此,如何对抗干扰、提高PLC控制系统可靠性,提高工作效率,有重要的意义。
二、影响PLC控制系统可靠性和安全性的主要因素PLC是专门为工业生产环境设计的控制装置,与传统的继电器控制系统相比,它采用程序记忆网络取代了机械记忆网络,所以它具有可靠性高,抗干扰能力强的特点,故一般不用采取特别措施,就可以直接在工业环境中应用。
一般来说,执行程序的CPU很少出现故障,但其电源模块、I/O模块、存储模块及其外用线路,由于设计不合理、使用维护不当,或者由于软件故障,常常使PLC自动控制系统出现这样或者那样的故障,从而影响到整个系统的正常运行。
三、提高PLC控制系统可靠性和安全性的方法从影响PLC控制系统可靠性和安全性的主要因素入手,想要提高PLC控制系统可靠性和安全性,必须从下面几个方面考虑:(一)工作环境和安装注意事项:按技术指标规定,PLC工作环境温度为0~55度,工作环境湿度为45%~96%,因此,不要把PLC安装在高温、雨淋的场所,不宜把PLC安装在有灰尘、油烟的场所,也不能安装在有剧烈振动、冲击的地方。
如果环境恶劣,应采用相应的通风、防尘、防振措施。
PLC不能与高压电器安装在同一开关柜内。
在控制柜内,PLC应远离强干扰源与动力线,避免强信号的干扰。
输入线、输出线与控制线应分开布线,并保持一定的距离。
开关量与模拟量的I/O线也应分开敷设。
浅谈PLC控制系统的可靠性措施
浅谈PLC控制系统的可靠性措施摘要:PLC(可编程逻辑控制器)是现代自动化控制系统中常用的控制设备之一,具有可编程性和灵活性的特点。
然而,PLC控制系统在实际应用中需要具备高可靠性,以确保生产过程的稳定性和安全性。
本文就PLC控制系统的可靠性进行了综述,包括硬件和软件方面的措施,如冗余设计、故障诊断和备份等。
此外,本文还介绍了测试和维护对于提高PLC控制系统可靠性的重要性。
通过采取这些措施,可以提高PLC控制系统的可靠性,确保工业生产的顺利进行。
关键词:PLC控制系统;可靠性;测试;维护;引言:PLC(可编程逻辑控制器)在工业自动化中被广泛应用,用于控制生产过程和设备。
然而,由于PLC控制系统的重要性,其可靠性显得尤为关键。
本文将讨论提高PLC控制系统可靠性的措施,包括硬件和软件方面的措施,以及测试和维护的重要性。
一、硬件方面的可靠性措施1.1 冗余设计冗余设计是提高PLC控制系统可靠性的关键策略之一。
它包括以下几个方面。
1).冗余CPU:采用多个CPU模块,实现主备份切换或热备份机制。
当主CPU发生故障时,备用CPU能够接管控制任务,确保系统的连续运行。
2).冗余输入/输出模块:使用冗余输入/输出模块可以增加系统的稳定性和容错性。
当一个模块发生故障时,备用模块能够顶替其功能,保证输入和输出的准确性和可靠性。
3).冗余电源:采用双重电源供应或冗余电源模块,确保在一个电源发生故障时,备用电源能够自动接管供电,防止系统中断。
1.2 电源保护电源的稳定性对PLC控制系统的可靠运行至关重要。
以下是一些常见的电源保护措施。
1). 使用UPS(不间断电源):UPS能够提供稳定的电源供应,并在主电源中断时提供备用电源,确保系统在电源故障时继续运行,防止数据丢失或生产中断。
2).过电流保护:通过安装过电流保护装置,可以防止电源供应中的过电流对PLC控制系统产生损害。
过电流保护装置能够及时断开电路,保护系统免受过载和短路等故障的影响。
双重冗余PLC控制系统的可靠性与可用性研究
双重冗余PLC控制系统的可靠性与可用性研究摘要:随着我国科学技术的不断发展,在工业、工程领域也取得了相当优异的成绩,作为现代科技的主要学科之一,对于双重冗余PLC控制系统的可靠性与可用性研究也显得更加具有实际意义,其作为工业生产领域的新兴技术,被广泛应用于农业、工业以及国防建筑等领域之中,并且在我国国民经济发展的过程中也发挥着越来越重要的作用,对于双重冗余PLC控制系统的灵活应用,在一定程度上可以满足人们生活过程中的需求。
本文通过双重冗余PLC控制系统的可靠性与可用性进行分析研究,以期对双重冗余PLC控制系统的发展提供相应的帮助。
关键词:双重冗余;PLC控制系统;应用;优势前言双重冗余PLC控制系统是信息技术、机械技术以及电子技术等多方面的学科相互渗透、相互融合结果,由此来说,双重冗余PLC控制系统是一门综合性很强的技术成果,随着双重冗余PLC控制系统在各领域大型设备的广泛应用,进一步使各领域的企业生产效率和科技化水平得到了提高,大幅度的增加了企业综合竞争能力,但是由于中国在生产方面的双重冗余PLC控制系统研究起步比较晚,与国际水平还具有着相当的差距,导致双重冗余PLC控制系统的研究探讨与应用体系不够完善,是阻挡现今国内生产企业发展的主要问题。
1.双重冗余PLC控制系统的重要意义随着工业制造水平的不断提高以及工业规模的不断扩大,更多的应用领域对生产可靠性提出了更多的要求,在实际工业生产过程中,由于生产环境以及控制对象的不统一性,导致工程的状况更加具有复杂性,在一些方面上,人为的因素也能够对控制系统产生一定的影响,进而使得系统无法保证长时间稳定持续的运行。
另外,想要通过无限制提高系统软硬件本身可靠性的办法,而令整个系统满足正常运行的需要也是不现实的,基于这种情况,就要对双重冗余PLC控制系统展开利用[1]。
2.PLC冗余控制在大型设备上的应用和优势2.1PLC冗余控制技术在大型设备上的应用(1)PLC冗余技术在莱钢RH精炼炉中的应用在莱钢RH精炼炉的网络系统中包括管理级和基础级网络。
浅谈PLC控制系统的可靠性措施
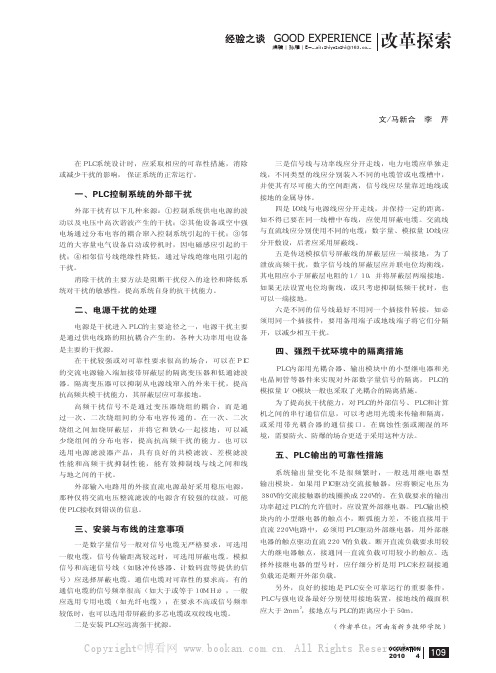
OCCUPATION109 2010 4在PLC系统设计时,应采取相应的可靠性措施,消除或减少干扰的影响, 保证系统的正常运行。
一、PLC控制系统的外部干扰外部干扰有以下几种来源:①控制系统供电电源的波动以及电压中高次谐波产生的干扰;②其他设备或空中强电场通过分布电容的耦合窜入控制系统引起的干扰;③邻近的大容量电气设备启动或停机时,因电磁感应引起的干扰;④相邻信号线绝缘性降低,通过导线绝缘电阻引起的干扰。
消除干扰的主要方法是阻断干扰侵入的途径和降低系统对干扰的敏感性,提高系统自身的抗干扰能力。
二、电源干扰的处理电源是干扰进入PLC的主要途径之一,电源干扰主要是通过供电线路的阻抗耦合产生的,各种大功率用电设备是主要的干扰源。
在干扰较强或对可靠性要求很高的场合,可以在PIC的交流电源输入端加接带屏蔽层的隔离变压器和低通滤波器。
隔离变压器可以抑制从电源线窜入的外来干扰,提高抗高频共模干扰能力,其屏蔽层应可靠接地。
高频干扰信号不是通过变压器绕组的耦合,而是通过一次、二次绕组间的分布电容传递的。
在一次、二次绕组之间加绕屏蔽层,并将它和铁心一起接地,可以减少绕组间的分布电容,提高抗高频干扰的能力。
也可以选用电源滤波器产品,具有良好的共模滤波、差模滤波性能和高频干扰抑制性能,能有效抑制线与线之间和线与地之间的干扰。
外部输入电路用的外接直流电源最好采用稳压电源,那种仅将交流电压整流滤波的电源含有较强的纹波,可能使PLC接收到错误的信息。
三、安装与布线的注意事项一是数字量信号一般对信号电缆无严格要求,可选用一般电缆,信号传输距离较远时,可选用屏蔽电缆。
模拟信号和高速信号线(如脉冲传感器、计数码盘等提供的信号)应选择屏蔽电缆。
通信电缆对可靠性的要求高,有的通信电缆的信号频率很高(如大于或等于10MHz),一般应选用专用电缆(如光纤电缆);在要求不高或信号频率较低时,也可以选用带屏蔽的多芯电缆或双绞线电缆。
二是安装PLC应远离强干扰源。
关于PLC的系统安全可靠性及解决方法
英文翻译PLC on the safe reliability of the system and the solutions Because the programmable controller has strong anti-interference ability, high reliability, easy programming, high ratio of performance to price, in the field of industrial control has been widely used.But PLC dedicated to industrial automation control and design, mostly in the big vibration, dust, acid and alkali corrosion resistance, strong electromagnetic interference and other harsh environment, there are many kinds of interference sources, may be on the PLC industrial automation control system interference.In order to improve the reliability of PLC control system, a requirement of PLC manufacturers to improve equipment anti-jamming ability that software programming, on the other hand, requires the application of departments in engineering design, installation and maintenance of various cooperate to solve problems, effectively enhance the anti-interference performance of the system is related to the whole system the key to reliable operation.Industrial time machine as central control unit, equipped with configuration software, selection of large screen monitor interface, realize the control points of the dynamic display, modify data, fault diagnosis, automatic alarm, but also show the query history records, system is the main component of total operation time of each device, process flow diagrams, each device structure diagram.The central control unit and the lower position machine serial communication mode between PLC used for data exchange, usually from within 1000m 485 selection of twisted pair communication way, often can choose optical fiber communication distance, longer distance can also use the way of wireless communication.The machine used PLC control, according to the controlled object of the number, the control object range, can use one or more PLC control, PLC data exchange is to use an internal link register, realize the data exchange and share.Due to PLC on site in real-time monitoring has high reliability, and simple programming, flexible, so people pay more attention to.In 2, the reliability of the control system is the main cause of lowAlthough the industrial control computer and programmable controller itself has very high reliability, but if the input to the PLC switch signal error, analog signals appear larger deviation, PLC output port control actuator without the required action, which may make the control process error, cause the pecuniary loss that cannot redeem.Effects of field input to the PLC signal error is the main reason:1) caused by signal transmission line short circuit or open circuit (due to mechanical pulling, line their own aging, particularly rodent), when the signal transmission line failure, the signal cannot be transmitted to the PLC, causing the control error;2) mechanical contact bounce, although only one field contacts closed, PLC felt that closed multiple times, although the hardware and software of the filter circuit, increase the differential instruction, but because the PLC scan cycle is short, may still be in the count, accumulation, translocation and instructionin error, error control results;3) the transmitter, a mechanical switch itself out of trouble, such as bad contact, the transmitter site of non electric quantity deviation reflects or is not working properly, these faults will also make the control system can not work normally.Effects of actuator error is the main reason:1) control the load contact cannot be reliably action, PLC issued a command, but was not required action actuator;2) control frequency converter starting their own fault, due to inverter, inverter with motor and without the required work;3) all kinds of electric valve, electromagnetic valve in the open failed to open, the clearance did not turn in place, as the actuator is not according to PLC requirements for the control of movement, so that the system can work normally, reduce the reliability of the system.In order to improve the reliability of the whole control system, the input signal must improve the reliability and accuracy of the actuator moves, or PLC should be able to find the problem in time, an acoustooptic alarm approach to operating personnel as soon as possible tips, troubleshooting, system security, reliable, correctly3, improve the design of the fault alarm systemIn the design of the automatic control system we designed 3 fault display and alarm system, level 1 is arranged in the control cabinet control panel, indicating lamp for indicating equipment normal operation and fault conditions, when the normal operation of the device when the corresponding indicator light, when the equipment running fault indicator to 1Hz frequency of blinking.In order to prevent the lamp bulb is damaged can not correctly reflect the equipment work, set up a special fault reset / lamp test button, system operation continued to press that button at any time, all lights should be fully lit, if then there are instructions does not light the lamp has been bad, should be replaced immediately, change the button reset indicating lamp still according to the original work state display the working state of the equipment.2 level fault display settings in the central control room of large screen monitor, when the equipment fails, a text display fault type, process flow diagram corresponding equipment flashing, historical events recorded in the fault table.3 level fault display settings in the central control room signal box, when the equipment fails, the signal box with sound, light alarm prompt staff, timely fault.In the processing of fault, and the fault classification, Some of the faults is the requirement of system stops running, but some faults on system effect, system with faults, fault can be excluded in operation, thus greatly reducing the system stops running time, improves the reliability of the system operation level.Study on reliability of input signalIn order to improve the input to the reliability of the signal, the first choice of higher reliability of transmitter and a variety of switches caused byvarious reasons, to prevent the signal transmission line short circuit, open circuit or bad contact.The second in program design to increase digital filter program, increasing the input signal credibility.In the input contacts with a timer, timing time according to the contact bounce and system response speed is determined, usually in the tens of MS, which will ensure that the contact is stable after closure, have other response.Analog filter can be used in mapProgram design method of scene simulation signal, continuous sampling time, sampling the analog signal by converting speed and the rate of change of decision.Sampling data were stored in the data register, when the last sampling after using data comparison, data exchange, data comparison instruction instruction from the maximum and minimum value, retain the intermediate value as the sampling results stored in the data registerImprove the reading field signal reliability can also be used to control the system characteristics, using the signal to determine the relationship between the signal between the credibility degree.As for level control, due to storage tank size is known, the liquid inlet or outlet valve opening and the pressure is known, in a certain time of liquid in tank changes height of approximately in what range is known, if the liquid level meter for PLC data and estimate the height of liquid level difference, judgment may be level fault, the fault alarm system informs the operator to check the liquid level gauge.And as each tank having upper and lower liquid level limit protection, when the switch is to send a signal to the signal, is reliable, when programming we will this signal and the tank level gauge signal contrast, if the liquid level meter readings in the limit position, the signal is true; if the level meter reading in the limit position, judgment may be liquid level limit switch fault or transmission line fault, through the same alarm system informs the operator of the fault treatment.Because the procedures used in the design of the above method, greatly improves the reliability of input signal.In 5, the actuator reliability studyWhen the signal accurately input to PLC, PLC executive program, will the results of the executive body of the field device to regulate, control.How to guarantee the implementation of institutions according to the control requirements, when the actuator is not in accordance with the requirements of the work, how to find fault?We adopt the following measures: when the load is controlled by a contactor, start or stop the load to the contactor coil control, start contactor whether reliable pick-up, stop when the contactor is reliable release, this is our concern.PLC system reliability method is also our practical concern.Here are a few solutions.Hardware solutionIndustrial automation control system reliability depends heavily on the design of the hardware circuit and software programming, including the PLC useenvironment, installation, power, input, output circuit.PLC installation environmentPLC in the design and manufacturing process used in the multi-level anti-interference and featured element measures, can be directly applied in industrial environment.The current PLC overall mean time between failure generally up to 5 ~ 100000 hours.But the work environment is bad or the installation and use are not at the time, reliability can be greatly reduced.PLC can work at - 25 DEG to 65 DEG C environment, installation do not put large amount of heating element on the following PLC, PLC around the ventilation and heat dissipation space should be large enough, switch cabinets, lower should have ventilation louver.In order to ensure that PLC insulating properties, the relative humidity of the air is generally less than 85%.Should make the PLC away from strong vibration source.Can be used to reduce the vibration damping rubber in the cabinet or cabinet vibration effect.To isolate air thick dust, corrosive gas and smoke, the temperature can be sealed to allow PLC, or PLC installation in confined well control room, and installation of air purification device.2.2 PLC reasonable system of power supply and groundingUsually, because PLC anti-interference ability is very strong, only the PLC power system and power equipment power supply separate wiring, but in the strong disturbance or high reliability required occasions, power part, control part, PLC and input / output (I / O) part shall be respectively wiring, coupled with a shield layer of isolation transformer to power PLC.Isolation transformer primary side to exchange 380V, to avoid the interference current.As shown in Figure 1 is a common power supply modes.In addition, PLC I / O line and the control line should be separated from the wiring, and to maintain a certain distance, the AC line and DC line, an input line and an output line are separated from the best line.Switch quantity and analog quantity I / O line preferably also separate laying, transmits analog signal line by line best.In the actual industrial automation control system, grounding is suppression of interference, make the system to work reliably in the main method.In the design of the grounding and shielding the right used in combination, can be solved Most of the interference problem.PLC system grounding is the basic principle of the single point grounding, in order to suppress the attached In power supply and input / output interference, PLC should be used for grounding, and ground to and other equipment separate.2.3 inhibitory input / output wiring introduced interferenceThe input end or the output end is connected with the inductor, should be in their ends parallel diode (for DC circuit) or RC circuit (for AC circuit), to inhibit circuit is disconnected from the electric arc generated when the influence to PLC.360毕业设计网 In addition, in order to suppress the input / output circuit introduced interference, but also pay attention to the following points:(1) the switch signal is not susceptible to outside interference, can use an ordinary single wire transmission.(2) digital pulse signal frequency is high, the transmission process is susceptible to interference, should use shielded cable.(3) the analog signal is a continuous variation of signal, various external disturbances are superimposed on the analog signal and interference, thus to use shielded wire or belt protection twisted pair.If the analog I / O signal from the PLC far, should adopt 4 ~ 0 ~ 10mA 20mA or the current transmission mode, and not susceptible to interference voltage signal transmission.(4) for large power switch input / output line preferably with analog input / output lines separate laying.(5) the PLC input / output line and power line distance apart, in 20cm above, if it could not guarantee the minimum distance, can be part of this power line through the pipe, and the pipe.Never allow the PLC input / output line and the power line voltage banding together.(6) should try to minimize the power line and signal line parallel laying length, otherwise should increase the distance between the two in order to reduce the noise interference.General two line for a distance 20cm.When the two line parallel laying length 100 ~ 200m, two line distance should be more than 40cm; parallel laying length 200 ~ 300m, two distance between lines should be above 60cm.(7) the PLC input / output line is preferably separate laying in a closed cable trough frame, wire slot casing to be well grounded, different types of signals, such as different voltage, different type of current input / output line, should not be arranged in the same root multicore shielded cable, but also in the groove frame. A certain distance from the place, shielding layer shall be grounded.The ambient temperature is high, the rated load current decreases.3 programming software system reliability improvementTo timely, accurate, comprehensive judgment system is the source of the fault, and eliminate accident hidden danger by software method to the design of some of the procedures, can eliminate the input / output components of the error signal and the error action, improve the system reliability, fault tolerance.The 3.1 input fault alarm programPractice has proved, in the software design of fault detection procedure is increased inhibition of PLC by PLC external components trigger control system fault method.The 3.2 actuator fault diagnosis programWhen the industrial automatic control field signal correctly input to PLC, PLC output by the executive body of the object to be controlled.If the actuator failure, ought to be able to immediately determine.For example, when the object is controlled by a contactor, start contactor whether reliable pick-up, stop when the contactor is reliable release, which is the PLC control system reliable operation is an important aspect.关于PLC的系统安全可靠性及解决方法可编程控制器由于抗干扰能力强,可靠性高,编程简单,性能价格比高,在工业控制领域得到越来越广泛应用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
常用安全PLC 的结构和性能【摘要】本文介绍了几种常见的安全PLC的结构和性能,然后对各种安全PLC的特性进行了归纳和总结。
【关键词】安全PLC N选X系统三重冗余四重冗余Abstract: The article analyses several popular safety PLC’s architecture and performance. Finally, summarize their features.Key word: Safety PLC XooN TMR QMR近几十年来,多起工业事故发生的原因可以追溯到计算机系统的失效,引起了人员伤亡、设备损坏和环境污染。
这些信息也唤醒了国家和公众对减少危险、建立安全工业流程的意识。
为此,IEC制定了新的安全国际标准:IEC 61508/ 61511,也已经由工业组织合作制定完成,我国的相关标准也即将颁布。
为了帮助读者了解目前安全仪表系统(SIS)使用安全PLC实现电气/电子/可编程电子系统(E/E/PES)功能的情况,就常见的几种安全系统结构进行探讨,希望能对今后的系统选择有所借鉴和参考。
1.PLC 是一个逻辑解算器一个安全系统的逻辑解算器是一种特殊类型的PLC,它具有独立的安全功能认证,但也有继电器逻辑或者固态逻辑的运算能力。
逻辑解算器从传感器读入信号,执行事先编制好的程序或者事先设计好的功能,用于防止或者减轻潜在的安全隐患,然后通过发送信号到执行器或最终元件采取行动。
逻辑解算器的设计有很多种,来满足不同的市场需求、应用和任务。
我们下面将就比较典型的安全PLC的结构进行探讨。
2.安全PLC 的体系结构当你构建一个安全系统时,可以有很多方式来安排安全系统部件。
有些安排考虑的是对成功操作有效性的最大化。
(可靠性或可用性)。
有些安排考虑的是防止特殊失效的发生(失效安全,失效危险)。
控制系统部件的不同安排可以从它们的体系结构中看出来。
这节内容将介绍市场上几款常见的可编程电子系统(PES)的体系结构,了解它们的安全特性,以及在安全和关键控制的应用。
它们是已经在实践中存在的多种结构的代表,真正现场使用的系统就是这些结构的不同组合。
下面的内容将用N选X (比如2选1) 的方式:XooN 来介绍系统。
在每个类型中,X 代表需要执行安全功能的通道数,而N 代表整个可用的通道数。
.2.1.1oo1 单通道系统单控制器带有单个逻辑解算器和单个I/O 代表了一个最小化的系统,见下图(图1)。
这个系统没有提供冗余,也没有失效模式保护。
电子电路可以失效安全(输出断电,回路开路)或者失效危险(输出粘连或给电,短路)。
这种安排方式是典型的非安全-常规PLC系统结构。
图1:1oo1 结构安全PLC的输入和常规PLC的输入接法也有区别,常规PLC的输入通常接传感器的常开接点,而安全PLC的输入通常接传感器的常闭接点,用于提高输入信号的快速性和可靠性。
有些安全PLC输入还具有“三态”功能,即“常开”、“常闭”和“断线”三个状态,而且通过“断线”来诊断输入传感器的回路是否断路,提高了输入信号的可靠性。
另外,有些安全PLC的输出和常规的PLC的输出也有区别。
常规PLC输出信号之后,就和PLC本身失去了关联,也就是说输出后,比如说“接通”外部继电器,继电器本身最后到底通没通,PLC并不知道,这是因为没有外部设备的反馈所致。
安全PLC具有所谓“线路检测”功能,即周期性的对输出回路发送短脉冲信号(毫秒级,并不让用电器导通)来检测回路是否断线,从而提高了输出信号的可靠性。
2.2.1oo2 双通道系统两个控制器并行处理和连线可以把单个PLC危险失效的影响降到最低为了可靠断开系统,两个输出电路采用串行连接,以防止任何一个控制器在危险的方式下失效,造成系统失效危险。
1oo2 结构(图2)常用于两个独立逻辑解算器、并各自带有自己独立I/O的场合。
系统提供了较低的失效可能性,但它增加了失效安全断路的可能性。
失效安全断开率的增加,有助于提高流程系统的停车和机器系统的停机能力。
图2:1oo2 结构这种结构的输入方式有两种:一种为一个传感器接到两个输入点上(可以使用同一个模块的两个点,也可以使用两个模块的两个点,厂商推荐用户最好采用不同机架上的两个不同模块的两个点);一种为两个传感器或者一个传感器的两个接点接到两个输入点,这样可以进一步提高输入信号的可靠性(传感器冗余)。
图中的结构为两个彼此独立的系统,在输出之前并没有对输入信号和运算结果进行表决,而有些系统对输入信号和逻辑结果要进行表决,然后输出。
1oo2系统的表决机制也非常特别。
当两个输入都为“0”或“1”信号时,自然没有问题。
但如果出现一个为“0”、而一个为“1”,系统如何表决呢?答案是:取安全的值做为表决的结果!那么何谓安全值?答案是:要根据具体的应用进行设置。
如果“0”为安全值,那么出现一个“0”和一个“1”时,就选择“0”,相当进行了一次3选2的表决。
下面再谈谈输出的接线方式问题。
一般来说也有两种接法,被称为:安全接法和冗余接法。
所谓安全接法指得是:输出的两个通道进行串联后再接执行器,逻辑关系为“与”,也就是说:一个通道为“0”,负载就不得电,这样可以确保系统的安全性。
所谓冗余接法指得是:输出的两个通道进行并联后再接执行器,逻辑关系为“或”,也就是说:一个通道为“1”,负载就可以获电,这样可以提高系统的容错能力。
至于采用哪种接线要根据应用的要求来决定。
如果是安全性系统,建议采用安全接法。
如果是高可用性系统,建议采用冗余接法。
2.3.1oo1D 双通道系统这种结构使用一个带有诊断能力的单一控制器通道,和第二个诊断通道利用串行连接构成输出回路。
典型的1oo1D 结构见图3。
1oo1D的“D”意思是诊断的含义,所以被称为一选一诊断系统,功能相当于一种二选一系统。
因为这种系统的造价相对低廉,所以这种系统在安全应用中扮演了重要的角色。
这种1oo1D 结构由一个单一逻辑解算器和一个外部的监视时钟而构成,定时器的输出与逻辑解算器的输出进行串联接线。
在更先进的系统中,内置诊断控制一个独立串联输出,当系统检测出失效时,它会强制系统处于断开状态。
诊断功能把检测到的一个危险失效转变成一个安全失效。
图3:1oo1D 结构1oo2D 结构包含两个独立的电路通道。
输出电路可以使用不同类型的双重开关。
比如固态开关提供了常规的控制器输出,而另一个继电器由内部诊断控制,提供了第二个常开接点开关。
如果在输出通道检测到一个潜在的危险失效,继电器触点就会断开,使输出回路断电,确保执行器处于安全状态。
双重电路通道可以使用不同类型的触点实现1oo1D 结构,比如两个常开点,或者一个常开点加一个常闭点等。
后缀“D”反映了系统在每个通道中,具有更广泛和更细致的自诊断能力。
第二个停机路径,就是由这个自诊断系统,运用高级的“依据参考”的方法进行系统诊断。
下面是标准的1oo1D 结构的特性:•单一控制器;•单一I/O 子系统,带有保护输出和“失效接通”和“失效断开”的诊断输出选择;•冗余电源;•冗余通信总线;•诊断率>99.5%。
2.4.2oo3 三通道系统如果在一些控制系统的应用中,根本不允许失效模式的出现,那么三选二系统是一种最牢靠的选择。
当要防止两种失效模式的出现时,系统的结构变的非常复杂。
一种既可以容忍“安全”失效,又可以容忍“危险”失效的结构设计就是三选二结构(三个单元中选择两个相同的结果用于安全功能,图4)。
这种带有三个控制器单元的结构提供了即有安全性又有高可用性的系统。
这种系统被称为TMR(三重模块冗余)系统。
每个控制器单元的输出通道带有两个输出点。
把三个控制器各自的两个输出点连接成“表决”电路,用表决的结果来决定真正的输出信号。
输出的结果取决于“多数”的意见。
当一条电路中有两个输出点接通时,输出负载将被激活。
当一条电路中有两个输出点断开时,输出负载将被断电。
图4:2oo3 结构在上图的输出接线中,没有直接把三个输出的接点简单地串联后,接到执行器。
如果这样接的话,那就是纯粹的安全接法,而不考虑容错问题了。
图中采用的是:两两输出接点先进行串联-安全接法,然后把三种可能的串联组合再并联起来-冗余接法。
所以把这种系统称为:兼顾了安全性和高可用性的系统。
一个TMR 系统通常由三个同样的CPU 组成,通常运行同一个应用程序(特殊情况下,有些系统故意要运行不同的应用程序,这里暂且不讨论)。
每个CPU连接到同样的输入和输出子系统。
每个CPU 接受所有的输出并执行表决,决定开关量输入和选择中间量的模拟量输入。
每个输入可以是一个传感器、两个传感器或者三个传感器,这取决于应用的要求。
每个扫描周期,每个输入设备往CPU 传送一次数据,因为传感器是广播方式传送输入数据,所以同样的输入传给所有的CPU。
每个CPU 接收了表决输入数据以后,再执行应用程序。
每个CPU 是各自独立地、非同步地运行,并且不共享它们的输入/ 输出数据,从而避免了一个CPU 的错误数据影响其他CPU 的数据存储器。
每个CPU 执行相同的应用程序,处理输入数据,然后建立新的输出数据。
通过输出模块和现场表决接线,把输出数据传送至输出设备。
保证一个TMR 系统可以正常运行的另一个重要内容是TMR 软件。
TMR 软件提供系统配置工具和系统软件功能。
还有专为TMR 应用准备的文件夹,TMR 系统软件控制输入表决、特殊的TMR 存储器映射、诊断信息、周期性自检、和PLC子系统的其他操作特性。
2.5.1oo2D 带诊断的双通道系统1oo2D 结构有两重的1oo1D 系统,并联接线,并有额外的控制线路,提供了1oo2 安全功能。
图5 表示了1oo2D 的结构。
1oo2D 设计成既能容忍安全失效,又能容忍危险失效的系统。
基于诊断和结合2oo2 的可用性与1oo2的安全性的执行,它可以有效的进行自我重新配置。
这种结构非常依赖诊断,因此不同厂商在具体实现时,有不同的解决方案。
现在,这种结构取代了很多2oo3 系统,因为它降低了系统成本,并且在安全性和可用性的性能相差无几。
图5:1oo2D 结构1oo2D结构提供了完全的系统容错,与1oo1D系统提供了相同的基本特性,但增加了控制器和I/O 系统的全部冗余。
1oo2D 结构提供了最高级别的安全性和可用性。
为了实现全部的容错,把基于1oo1D 的结构进行并联,1oo2D 也被称为“四重化”结构。
在检测到第一个关键失效时,系统会走向(降级)1oo1D 模式,但不停机。
这时可以对系统进行在线维护,直到系统恢复成1oo2D 结构。
1oo2D结构减少了硬件的数量,特别是相对于标准的TMR系统,同时提供了一个并行的带有保护的输出。
系统的一方面在线诊断关键失效(输入/处理器/输出),另一方面维持控制和系统有效状态。