不对中故障实例
输油泵机组不对中故障分析
,
也会 造 成 轴 向 表 读 数 误 差 。 输 油 泵 轴 的 驱 动 端 和 电机 的驱 动端 通
通 常 采 用 百 分表 , 千分表 , 激 光 对 中 仪进 行
2. 2 单架 百分 表的 实 际应用
过 联轴 器联 接 。 电 机 的 地脚 有三 个 螺 栓 , 用
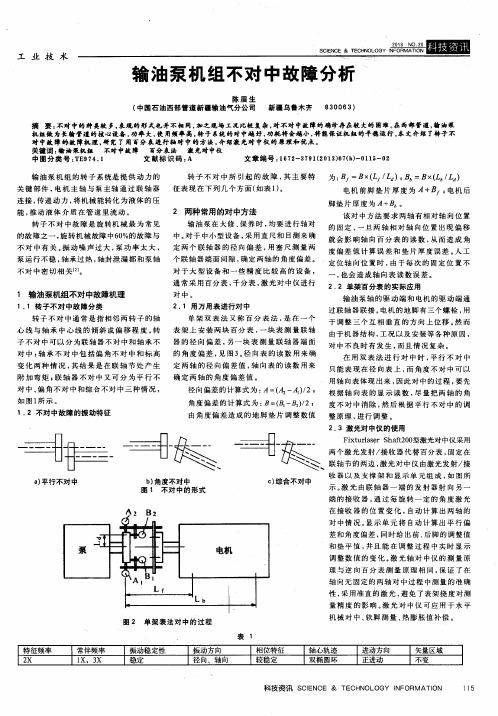
1 输 油泵机组 不对 中故障机理
Q:
SCI E NCE & TE CH N0L0eY油 泵 机 组 不对 中故 障 分 析
陈 眉 生 ( 中国石 油西部管 道 新疆输 油气 分公司 新 疆乌鲁 木齐
8 3 0 0 6 3 )
摘 要: 不对 中的种类较 多, 表 现的 形式也 并不相 同, 加之现 场工况比较 复杂 , 对 不对 中故障的确诊存 在较大的 困难。 在 西部 管道 , 输 油泵 机组做 为长输 管道的核 心设备 , 功 率大 , 使 用频率 高, 转子 系统的对 中越 好 , 功耗 将会越 4 、 , 将能保证机 组的平稳运行 。 本文介 绍 了转子不 对 中故障 的故 障机理 , 研完 了用百分表进 行轴 对 中的方 法, 介 绍激光对 中仪 的原 理和优 点。 关键词 : 输油泵机组 不对 中故障 百分表法 激光对 中仪 中 图分 类 号 ; T E 9 7 4 . 1 文献 标 识码 : A 文 章编 号 : 1 6 7 2 — 3 7 9 1 ( 2 0 1 3 ) 0 7 ( b ) 一0 1 1 5 — 0 2 输 油 泵 机 组 的转 子 系 统是 提 供 动 力 的
定 位 轴 向位 置 时 , 由于 每 次 的 固 定 位 置 不
一
中。 对 于 中小 型设 备 , 采 用 直 尺 和 目测来 确
定 两 个 联 轴 器 的径 向偏 差 , 用 塞 尺 测 量 两
烟气轮机联轴器不对中故障的诊断

一
1 . 烟气轮机联 轴器不对 中故 障运行征兆
、
影 响联 轴 器 不 对 中 的 因素
() 1低转速(0 -0 r i) 3 0- 0/ n下联轴器动幅值 随转子负荷增 大 4 r a
而增大。
1 . 联轴器螺孔 间隙偏大或螺栓预紧力不足 如果 机组存 在联轴 器螺孔 问 隙偏 大或 螺栓预 紧力不 足隐
对 中。 二 、 气 轮 机 联 轴 器 不 对 中故 障 的 运 行 征 兆 及机 理分 析 烟
美国 T xs Mosno ea 州 nat 化工公 司所作的故 障诊 断案例 中 , 中 其
6%是 由 转 子不 对 中 引起 的 。 转 子 不 对 中 的 系 统 在 运 转 过 程 中 0
易出现轴挠 曲变形 、机械振动 、轴承早期损坏及油膜失稳等现 象, 对系统平稳运行危 害极 大。 烟气轮机联 轴器不对 中故 障率较 高 , 导致 油膜 温升高 、 它会 油膜失 稳 、 机组振动异常 , 产生不正常 噪声 , 从而造成轴承早期 损坏 、 轴器轮齿 咬死断齿 、 联 螺栓变形 断裂 、 碰摩烧损 , 至出现 “ 甚 锁定” 现象 , 对生产安 全造成极大危
2 , ms是西 门子 s — 0 L 7 3 0 P C的 5 8倍 ; P c编程人 员容易获 - ③ L
得 功 能强 大 的 I C 13 — 语 言资 源 。 E 1 3 1 4软 件 开 发 .
采用具 有远程 I / O的 P O I U R FB S接 口端 子 与控 制器通 信 , 1 0 1u 个R FB s连接器将 耦合器 、 阀岛 、 伺服控制器 以及变频 器信 息传 入 P O I U 端 口,"R FB S连接器与其他控制系统通 R FB S 2 O IU P 信。 () 1将倍佛公 司总线耦合器 和费斯通公 司电磁阀组控 制器
5 旋转机械常见故障特征
特征频 常伴 振动稳 振动 相位 轴心 时域 率 频率 定性 方向 特征 轨迹 波形 1× 简谐 稳定 径向 稳定 椭圆 波形
转子不平衡振动敏感参数
1 振动 随转 速变 化 明显 2 振动 随负 荷变 化 不明 显 3 振动 随油 温变 化 不变 4 振动 随流 量变 化 不变 5 振动 随压 力变 化 不变 6 其它 识别 方法 低速 时趋 于零
转子不平衡产生的原因
转子不平衡产生的原因
转子不平衡类型
力不平衡
力偶不平衡
转子不平衡类型
动不平衡
悬臂转子不平衡
转子不平衡动力学特性
x = Acos(Ωt +θ )
me λ2 A= • M (1− λ2 )2 + 4ζ 2 λ2
2ζλ tanθ = 1− λ2
转子不平衡振动特征
1 2 3 4 5 6 7
转子不对中故障形式
轴线平行不对中
角度不对中
综合不对中
转子不对中故障轴心轨迹
∆α
∆y Z
∆α / 2
Z
∆L
(b)
Z
∆y
∆L
(a)
∆L
(c)
轴线平行不对中
角度不对中
综合不对中
转子不对中故障特征
1)齿式联轴器不对中故障的特征频率为轴转 角频率的2 角频率的2倍。 由不对中故障产生的对转子的激振力幅, 2)由不对中故障产生的对转子的激振力幅, 随转速的升高而加大,因此, 随转速的升高而加大,因此,高速旋转机 械应更加注重转子的对中要求。 械应更加注重转子的对中要求。 激励力幅与不对中量成正比, 3)激励力幅与不对中量成正比,随不对中量 的增加,激励力幅呈线性加大。 的增加,激励力幅呈线性加大。
第六章 旋转机械的故障诊断(第一讲)1

1.1 转子不平衡概念
转子不平衡:设计错误、材料质量、加工、装配以及运行多因
素影响,转子质心与旋转中心之间存在一定的偏心距, 转子
工作时周期性受离心力干扰,轴承产生动载荷引起机器振动。 不平衡原因:旋转体质量沿旋转中心线分布不均匀。
转子不平衡产生的离心力
以带薄圆盘的刚性转子为例, 两轴承支承跨度为l, 转子质量 为m,质心M距旋转中心O偏心距为e,旋转角速度为。 假定 转子系统无阻尼,则转子产生的离心力为:
平衡质量 双面动平衡技术
(2)转子运行中的不平衡 ① 转子弯曲
临时性弯曲:转子受外部影响或外力作用引起,不需动平衡 ,采用简单措施,如盘车或调整操作方式即可恢复,主要由 转子受热不均,转子自重,气流冲击, 温度突变以及负荷变 化快等因素引起。
永久性弯曲:转子慢转无法恢复,需要热处理校直或精加工 消除。
止推轴承设计:承载面积、压缩机超压、密封损坏,轴向力 大,瓦块磨烧。
供油系统:润滑油量、供油清洁、油温度、油黏度、供油压 力、滤清滤网、油孔堵塞、轴承磨损,油冷效果、润滑油水 分, 更换过滤器,更换润滑。
(3)轴承疲劳
原因: ① 轴承过载:油膜破裂,应力集中,局部裂纹,裂纹扩展
② 轴瓦松动:轴承间隙,机器振动,轴承交变载荷,裂纹 扩展,瓦块表面开裂与松脱。 ③ 轴承摩擦和咬粘:表面高温,材料热应力和热裂纹 ④ 巴氏合金过厚:疲劳敏感,疲劳破坏
旋转轴线 质心 轴承中心 线
转子几种不平衡状态
1.2 临界转速对不平衡振动的影响
(1)临界转速的动力特性 临界转速现象:不平衡离心力引起共振现象。临界转速时, 转 子产生较大的弯曲变形,做弓状回旋运动(“涡动”或“进动 ”),转子质心远离轴承中心线,离心力剧增,转子产生更大 变形,离心力进一步放大,机器剧烈振动。 临界转速:一阶临界转速ncr1,多阶临界转速ncri (阶数i) 设计要求:工作转速n避开临界转速ncr。 一般规定:工作转速n<一阶临界转速ncr1,n 0.75 ncr1 工作转速n>一阶临界转速ncr1,1.4ncri<n <0.7ncr(i+1)
不对中故障机理与诊断

不对中故障机理与诊断大型机组通常由多个转子组成,各转子之间用联轴器联接构成轴系,传递运动和转矩。
由于机器的安装误差、工作状态下热膨胀、承载后的变形以及机器基础的不均匀沉降等,有可能会造成机器工作时各转子轴线之间产生不对中。
具有不对中故障的转子系统在其运转过程中将产生一系列有害于设备的动态效应,如引起机器联轴器偏转、轴承早期损坏、油膜失稳、轴弯曲变形等,导致机器发生异常振动,危害极大。
一、转子不对中的类型如图1-1所示,转子不对中包括轴承不对中和轴系不对中两种情况。
轴颈在轴承中偏斜称为轴承不对中。
轴承不对中本身不会产生振动,它主要影响到油膜性能和阻尼。
在转子不平衡情况下,由于轴承不对中对不平衡力的反作用,会出现工频振动。
机组各转子之间用联轴节连接时,如不处在同一直线上,就称为轴系不对中。
通常所讲的不对中多指轴系不对中。
造成轴系不对中的原因有安装误差、管道应变影响、温度变化热变形、基础沉降不均等。
由于不对中,将导致轴向、径向交变力,引起轴向振动和径向振动。
由于不对中引起的振动会随不对中严重程度的增加而增大。
不对中是非常普遍的故障,即使采用自动调位轴承和可调节联轴器也难以使轴系及轴承绝对对中。
当对中超差过大时,会对设备造成一系列有害的影响,如联轴节咬死、轴承碰磨、油膜失稳、轴挠曲变形增大等,严重时将造成灾难性事故。
J.—_…L一如图1-2所示,轴系不对中一般可分为以下三种情况:(1)轴线平行位移,称为平行不对中;(2)轴线交叉成一角度,称为角度不对中;(3)轴线位移且交叉,称为综合不对中。
图1-2齿式联轴器转子不对中形式二、不对中振动的机理大型高速旋转机械常用齿式联轴器,中小设备多用固定式刚性联轴器,不同类型联轴器及不同类型的不对中情况,振动特征不尽相同,在此分别加以说明。
1.齿式联轴器连接不对中的振动机理齿式联轴器由两个具有外齿环的半联轴器和具有内齿环的中间齿套组成。
两个半联轴器分别与主动轴和被动轴连接。
设备状态监测与故障诊断技术第5章-旋转机械故障诊断技术
2024/8/1
图5.8 典型不对中谱图
可编辑课件PPT
பைடு நூலகம்
19
19
实例四: 转子不对中故障的诊断
MO MI PI PO
电机
水泵
出现2×频率成分。 轴心轨迹成香蕉形或8字形。 振动有方向性。 轴向振动一般较大。 本例中, 出现叶片通过频率。
2X频率 1X频率
叶片通 过频率
2024/8/1
可编辑课件PPT
转子不平衡故障包括: ①转子质量不平衡、 ②转子偏
心、 ③轴弯曲、 ④转子热态不平衡、 ⑤转子部件
脱落、 ⑥转子部件结垢、 ⑦ 联轴器不平衡等,不
同原因引起的转子不可编平辑课衡件P故PT 障规律相近,但也各有 3
2024/8/1
3
第一节 旋转机械典型故障的机理和特征
1.转子质量不平衡
力不平衡: 不平衡产生的振动幅值在转子第一临界转速以下随转速的 平方增大。例如,转速升高1倍,则振动幅值增大3倍。在转子重 心平面内只用一个平衡修正重量便可修正之。
4.转子热态不平衡: 在机组的启动和停机过程中,由于热交换速
度的差异,使转子横截面产生不均匀的温度分布,使转子发生
瞬时热弯曲,产生较大的不平衡。热弯曲引起的振动一般与负
荷有关。
可编辑课件PPT
5
2024/8/1
5
第一节 旋转机械典型故障的机理和特征
5. 转子部件脱落 可以将部件脱落失衡现象看作对工作状态的转子
掌握滚动轴承故障诊断技术、齿轮故障诊断技术;
了解电动机故障诊断技术、皮带驱动故障诊断技术;
2024/8/熟1 悉利用征兆的故障诊可断编辑方课件法PPT。
2
2
第一节 旋转机械典型故障的机理和特征
转子不对中故障的分类有哪几种

转子不对中故障的分类有哪几种?1、旋转机械常见不对中形式及新分类在工程实际中,基础下沉、缸体变形、轴承座安装不当、热膨胀不均等均会造成转子不对中故障,尽管产生不对中故障的原因千差万别,但是究其直接原因,应是由于轴承中心的不一致造成的,图1给出了由两根转子通过柔性联轴器联接组成的轴系常见的不对中形式,图中1~4表示轴承,虚线框起来的为联轴器部分,z为轴线方向,X为水平方向,y为竖直方向,由于对称原因,图1中未列出那些对称的不对中形式。
图I中,(a)、(b)两种不对中形式,实际上在静态时转子是对中的,不对中的是轴承,这两种不对中形式的共同之处在于,在4个径向支承轴承中,有3个轴承是等高的,一个轴承中心偏高或偏低,转子间实际上是对中的。
在文中,把这种不对中形式称为同侧轴承不对中(即由同一侧某一轴承相对于初始轴承位置发生变化引起的不对中故障);(c)中的不对中形式,同一侧的两个轴承都是中心对中的,但是异侧的两对轴承中心是不对中的,而且这种不对中形式转子间也是不对中的,在文把这种不对中形式称为异侧轴承不对中;(d)、(e)、(f)、(g)4种不对中形式既有轴承不对中存在也有转子不对中存在,在文中称为混合不对中。
2、各类不对中故障机理及特征传统的转子不对中形式按照联轴器两端转子轴线之间的关系分为:轴线平行位移不对中、轴线角度位移不对中和轴线综合位移不对中。
从时域波形、频率成分、相位特征、轴心轨迹、稳定性等方面给出了不对中故障的振动特征,并提供了区分平行不对中、角度不对中的方法,这里不再详述,下面讨论作者提出的新不对中分类中各类不对中故障的机理及特征。
根据前面定义,同侧轴承不对中形式,实际上转子间是对中的,也就是说,该类不对中只有轴承不对中,而没有转子不对中。
以图l(a)为例,当转予运动时,由于轴承3、4不对中,使得这两个轴承在不对中方向(图中为y方向)上的轴瓦间隙发生变化,蕞小油膜厚度变小,从而使支承刚度发生变化,就有可能使间隙变小的地方发生轴颈与轴瓦间的摩擦,对于以在一阶振型为主要振动型态的转子系统,就会使轴承3、4承受2倍工频的周期激励,根据作用力与反作用力原理,同样的力也会作用到转子上面,但是由于转子间对中情况良好,这种2倍频激励在转子轴振信号中不一定表现明显,因此对于此类不对中形式,应以瓦振(或座振)信号为准,而且由于转子间不存在不对中,因此与之相连的转子振动不会受到不对中的影响。
不对中-诊断要点

一、不对中情况的谱图特征。
1 角不对中故障角度不对中特征谱的特点:( 1) 会产生较大的轴向振动, 频谱为基频和2 倍频为主, 还常见基频和2 倍、3 倍频都占优势的情况。
(2) 如果3 倍频超过30% ~ 50%, 则可认为是存在角度不对中。
( 3) 联轴节两侧轴向振动相位相差180°。
2 平行不对中故障平行不对中特征谱的特点:( 1) 振动特性类似于角度不对中, 但径向振动较大。
( 2) 频谱中2 倍频较大, 常常超过基频。
( 3) 角度不对中和平行不对中严重时, 会产生较多谐波的高谐次( 4~ 8 倍频) 振动。
( 4) 联轴节两侧相位相差也是180°。
3 轴承不对中故障轴承不对中实际上反映的是轴承坐标高和左右位置的偏差。
由于结构上的原因。
轴承在水平方向和垂直方向具有不同的刚度和阻尼,不对中的存在加大了这种差别。
虽然油膜既有弹性又有阻尼,能够在一定程度上弥补不对中的影响,但当不对中过大时,会使轴承的工作条件改变,使转子产生附加的力和力矩,甚至使转子失稳和产生碰摩。
轴承不对中会产生基频、2 倍频, 振动以轴向为主;找对中无法消除振动, 只有卸下轴承重新安装。
轴承不对中使轴颈中心的平衡位置发生变化,使轴系的载荷重新分布。
负荷大的轴承油膜呈现非线型,在一定条件下出现高次谐波振动,负荷较轻的轴承易引起油膜涡动进而导致油膜振荡,支承负荷的变化还使轴系的临界转速和振型发生改变。
二、不对中诊断要点1.频域:① 确认轴向和径向在1、2、3倍频处有稳定的高峰,特别注意2倍频分量。
②径向振动信号以1倍频和2倍频分量为主,轴系不对中越严重,其2倍频分量就越大,多数情况下会超过1倍频。
③轴向振动以1倍频分量幅值较大,幅值和相位稳定。
④联轴节两侧相临轴承的油膜压力反方向变化,一个油膜压力变大,另一个则变小。
相位基本上成180度。
⑤4-10倍频分量较小。
2) 时域:确认以稳定的周期波形为主,每转出现1个、2个或3个峰,没有大的加速度冲击现象。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.2 汽轮发电机组振动
2010年11月28日,榆林能化集团的一台汽轮发电机组,在运行过程中振动较大,影响生产,厂方希望对机组振动进行测试、分析,找出故障原因。
⑴机组情况及测试方案
机组情况:机组结构简图及测点布置图如下:
图1. 机组结构简图及测点布置图
汽轮机转速为3000rpm,通过联轴器等转速发电机运转。
根据现场实际情况,选用吸附式加速度传感器测量。
测点选取如图:①为汽轮机前端轴瓦;②为汽轮机后端轴瓦;③为发电机前端轴瓦;④发电机后端轴瓦。
测试结果如下。
⑵测试结果
各测点的振动加速度大小如表1所示。
表1 各测点振动加速度值(g)
图2 测点②水平方向波形频谱图
图3 测点②垂直方向波形频谱图
图4 测点③水平方向波形频谱图
图5 测点③垂直方向波形频谱图
⑶测量结果分析
从测量结果分析,可以得到以下几点结论:
①联轴器两端振动比较大,汽轮机前端和发电机后端振动较小。
可见振动的根源应在联轴器部分;
②联轴器两侧的振动除了具有明显的一倍频分量外,其二倍频分量也较为明显,可能汽轮机轴存在不平衡质量,且联轴器对中已经超过了要求。
⑷处理建议
对联轴器进行精确对中。
对汽轮机转子部件进行动平衡(包括清洁除垢、修补缺损等)。
⑸案例解析
一般来说,联轴器不对中的识别原则是:联轴器两侧的振动较大,且存在较为明显
的二倍频分量。
本案例中符合这项识别原则,联轴器汽轮机侧的振动值最大,二倍频特征最明显,时间波形呈明显的“w”型。