无铅焊接工艺要求
回流焊接工艺及无铅技术要求

回流焊接工艺及无铅技术要求回流焊接是一种常见的电子组装工艺,旨在通过在电路板上加热的同一区域内同时完成焊接和热残留的去除。
回流焊接工艺的目的是确保焊接质量,并尽量减少热应力对电子器件造成的损害。
无铅焊接是一种环保型的回流焊接工艺,旨在取代含铅焊料并减少对环境的污染。
下面将详细介绍回流焊接工艺和无铅技术要求。
回流焊接工艺通常包括以下几个步骤:预热、焊接、冷却和清洗。
首先是预热阶段,通过加热电路板上的焊盘和元件至预定温度,以准备焊接。
焊接阶段是回流焊接的关键步骤,焊盘和元件表面的焊膏会熔化并形成焊点。
在此过程中,需要控制好温度和焊接时间,以确保焊接的质量。
冷却阶段是将焊点迅速冷却至室温,以固化焊膏。
最后是清洗阶段,通过去除焊接过程中产生的流动剂和焊膏残留物,以使电路板达到可靠的电气和机械性能。
无铅焊接是对传统含铅焊接的替代方案,以减少对环境的污染和人体健康的影响。
无铅焊料通常使用锡和其他合金元素的组合,以替代传统含铅焊料。
由于无铅焊料的熔点较低和流动性相对较差,需要对回流焊接工艺进行调整。
以下是无铅焊接技术的一些要求:1.温度控制:无铅焊接的温度一般较高,通常在240-260摄氏度之间。
需要确保焊接区域的温度能够达到要求,并且在焊接过程中保持稳定。
2.施加力度:由于无铅焊料的流动性较差,需要增加施加于元件的重量,以确保焊盘和元件之间能够良好接触。
3.回流焊炉的设计:无铅焊接需要的温度较高,而焊炉的设计应考虑到这一点,以确保工艺的可行性。
4.元件的选择:无铅焊接对元件有一定的要求,不同的元件可能需要适用于无铅焊接的制造工艺。
5.环境和健康安全:无铅焊接强调环保和健康安全,需要遵守相关的法规和标准,并对焊接工艺进行有效的控制和监测。
总之,回流焊接是一种常见的电子组装工艺,无铅焊接是其环保型的变体。
为了确保焊接质量和减少环境污染,需要对回流焊接工艺进行调整,并且遵守无铅焊接技术的要求。
这些要求包括温度控制、施加力度、焊炉设计、元件选择以及环境和健康安全等方面。
线路板装配中的无铅工艺应用规则
线路板装配中的无铅工艺应用原则电子装配对无铅焊料的基本要求无铅焊接装配的基本工艺包括: a. 无铅PCB制造工艺; b. 在焊锡膏中应用的96.5Sn/3.5Ag和95.5Sn/4.0Ag/0.5Cu共晶和近似共晶合金系统; c. 用于波峰焊应用的99.3Sn/0.7Cu共晶合金系统; d. 用于手工焊接的99.3Sn/0.7Cu合金系统。
尽管这些都是可行工艺, 但具体实施起来还存在几个大问题, 如原料成本依然高于标准Sn/Pb工艺、对湿润度的限制有所增加、要求在波峰焊工艺中保持惰性空气状态(要有足量氮气)以及可能将回流焊温度升到极限温度范围(235~245℃之间)而提高了对各种元件的热性要求等等。
就无铅替代物而言, 现在并没有一套获得普遍认可的规范, 经过与该领域众多专业人士的多次讨论, 我们得出下面一些技术和应用要求:1.金属价格许多装配厂商都要求无铅合金的价格不能高于63Sn/37Pb, 但不幸的是现有的所有无铅替代物成本都比63Sn/37Pb高出至少35%以上。
在选择无铅焊条和焊锡丝时, 金属成本是其中最重要的因素; 而在制作焊锡膏时, 由于技术成本在总体制造成本中所占比例相对较高, 因此对金属的价格还不那么敏感。
2.熔点大多数装配厂家(不是所有)都要求固相温度最小为150℃, 以便满足电子设备的工作温度要求,最高液相温度则视具体应用而定。
波峰焊用焊条: 为了成功实施波峰焊, 液相温度应低于炉温260℃。
手工/机器焊接用焊锡丝: 液相温度应低于烙铁头工作温度345℃。
焊锡膏: 液相温度应低于回流焊温度250℃。
对现有许多回流焊炉而言, 该温度是实用温度的极限值。
许多工程师要求最高回流焊温度应低于225~230℃, 然而现在没有一种可行的方案来满足这种要求。
人们普遍认为合金回流焊温度越接近220℃效果越好, 能避免出现较高回流焊温度是最理想不过的, 因为这样能使元件的受损程度降到最低, 最大限度减小对特殊元件的要求, 同时还能将电路板变色和发生翘曲的程度降到最低, 并避免焊盘和导线过度氧化。
劲拓无铅波峰焊标准作业指导书

劲拓无铅波峰焊标准作业指导书一.引言无铅波峰焊技术是一种高可靠性的电子焊接技术,用于电子产品制造过程中,以取代传统的铅锡波峰焊技术。
本作业指导书旨在规范和指导相关人员进行无铅波峰焊的操作,确保焊接质量和产品性能。
二.作业准备1.准备工具:无铅焊锡丝、烙铁、镊子、扫描仪等。
2.准备材料:电子器件、PCB板、焊接剂等。
3.环境要求:焊接环境应保持干燥、无尘、无静电,避免对焊接质量造成影响。
三.作业步骤1.准备工作a.检查焊接工具,确保烙铁头部没有明显的磨损或腐蚀;b.检查焊锡丝,确保无铅焊锡丝质量符合要求;c.准备焊接剂,确保焊接剂保存良好。
2.PCB板处理a.检查PCB板,确保板面没有明显的划伤或损坏;3.焊接准备a.对需要焊接的器件进行检查,确保器件表面无污染、无损伤;b.检查器件焊脚,确保焊脚平整、无虚焊等问题;c.在焊脚上涂抹少量焊接剂,以提高焊接效果。
4.焊接操作a.打开无铅波峰焊设备,调整设备参数到指定数值;b.将PCB板放置在焊接台上,并对焊接台进行调平,保证焊接质量;c.使用烙铁对器件进行预热,以减少焊接温度的冲击;d.将器件插入焊接口,保持垂直状态;e.当焊接温度达到设定值时,让熔化的焊锡覆盖到焊脚上,形成良好的焊接连接;f.完成焊接后,观察焊点是否光亮均匀,没有虚焊或短路现象。
5.焊接质量检查a.使用显微镜对焊接点进行检查,确保焊点没有虚焊、短路等现象;b.使用万用表对焊接点进行电阻测量,确保焊接点无异常;c.对焊接后的器件进行外观检查,确保没有烧伤、变形等问题。
四.安全注意事项1.焊接过程中应注意用手套、口罩等防护措施,避免焊接烟雾对身体的危害;2.严禁使用铅焊锡丝进行焊接,以免对身体健康造成危害;3.设备操作时应注意电源安全,确保不发生电击等意外事故。
五.结束语该作业指导书简要介绍了无铅波峰焊的作业流程和操作注意事项,旨在规范和指导相关人员进行无铅波峰焊作业。
在操作过程中,应严格按照操作步骤执行,确保焊接质量和产品性能。
无铅焊接工艺
1、IPC(美国电子电路和电子互连行业协会):≤0.1wt% (1000ppm)
2、NEMI(国家电子制造创始组织)
: < 0.1wt%
3、Europe EUELVD (欧盟废弃车辆回收指令):<0.1wt% Pb
4、U.S. JEDEC(电子元件工业联合会 ) :<0.2wt% Pb
铋容易与Sn/Pb形成低熔相 (形成的Bi-Pb相较脆且易于破裂) 铋会导致健康问题(如:使染色体畸变) 铋需要特殊的回收利用工艺 铋是铅矿的副产品 铋是脆性金属,在镀层中容易造成龟裂 润湿性不佳 材料、维护、人力等费用较高 有锡须生长之虞
(四)锡铜(Sn99.3% Cu0.7%)
ROHS (Restrictions of Hazardous Substances
关于在电子电器设备中禁止使用某些有害物质指令 )
WEEE(Waste Electrical and Electronic Equipment directive
关于报废电子电器设备指令 ) 执行期限:2006年7月1日
目前,锡-银-铜是一种用于 SMT 装配应用 的常用合金。这些合金的回流温度范围为 217-221℃ ,峰值温度为235-255℃时即可对 大多数无铅表面达到良好的可焊性
用于波峰焊的无铅焊料多为锡-银-铜或锡-铜
五、无铅波峰焊
建议的无铅焊料 – SnAgCu或SnCu
T (℃)300
250 200 150 100 50
二、无铅简介
(一)定义:迄今为止国际上尚无通用定义
1、无铅的定义是指端头无铅,其铅含量不超过 100ppm(Sony SS-00259)
2、电子电气产品在原料和制造过程中未有意加入 铅元素可认为是无铅
无铅焊接工艺

无铅合金的手工焊接手工焊接可以使用哪些无铅焊料合金和助焊剂?目前常用的无铅焊线有锡-银-铜(熔点 217-221C),锡-银(熔点 221C) 以及锡-铜(熔点 227 C)。
三种合金全都具有免清洗、可水洗或松香配系,并能拉制成极为纤细的线径。
这些合金已用于无铅产品的手工装配,并与无铅合金相容。
无铅焊料合金需要使用温度较高的烙铁头吗?使用无铅焊线进行手工焊接并不一定需要较高的焊接温度,烙铁头温度处于 700-800 华式度之间即可进行正常焊接。
焊接人员会注意到熔湿速度比传统的 Sn63 焊料慢,此外还可能需要略长的接触时间才可以达到良好的焊接效果。
焊点终饰外观将会不同,终饰外观略为暗淡是上述无铅焊料的典型特点。
使用具有较高锡含量无铅焊料容易造成烙铁头腐蚀,因而可能需要较为频繁地更换烙铁头。
无铅 BGA 再加工时需要考虑的主要问题是什么?BGA 元件在除焊及焊接工艺流程中可经受较高的温度,锡-铅-铜的熔点为 217-221 摄式度。
局部过热可导致线路板损坏,在元器件放置时还会对 BGA 的可靠性造成损害。
应避免过度加热。
用于无铅焊接的性能优异的 BGA 再加工设备已经出现,通过在元件下方导引流量受控的空气或氮气,辅以良好的底侧,可以防止这种现象的出现。
无铅焊点再加工可以使用哪些助焊剂?无铅焊接与 Sn63 焊接并无不同。
助焊剂有免清洗、可水洗以及松香类型,可适应各种焊接和再加工工艺。
可水洗型助焊剂由于其较高的活化剂浓度而能实现更为有效的焊接,免清洗型焊剂传统上由较弱的有机酸制成,其焊接过程较慢,如果曝露于过度加热环境中则较易失活。
使用无铅焊料焊接时会产生较多的烟雾吗?用于无铅焊接并具有良好热稳定焊剂配系的新型焊剂已经出现。
这些焊剂在无铅工艺中可能采用的略高温度下并不分解。
手工焊接需要使用氮气吗?如果使用了用于无铅焊接的焊剂,则采用氮气辅助进行再加工并无必要。
优秀的焊料制造商都可以确保焊剂化学性质在较高的焊接温度下仍能保持活性。
SMT无铅制程工艺要求及问题解决方案

一、锡膏丝印工艺要求1、解冻、搅拌首先从冷藏库中取出锡膏解冻至少4小时,然后进行搅拌,搅拌时间为机械2分钟,人手3分钟,搅拌是为了使存放于库中的锡膏产生物理分离或因使用回收造成金属含量偏高使之还原,目前无铅锡膏Sn/Ag3.0/Cu0.5代替合金,比重为7.3,Sn63/Pb37合金比重为8.5因此无铅锡膏搅拌分离时间可以比含铅锡膏短。
2、模板不锈钢激光开口,厚度80-150目(0.1-0.25mm)、铜及电铸Ni模析均可使用。
3、刮刀硬质橡胶(聚胺甲酸酯刮刀)及不锈钢金属刮刀。
4、刮刀速度\角度每秒2cm-12cm。
(视PCB元器件大小和密度确定);角度:35-65℃。
5、刮刀压力(图一)1.0-2Kg/cm2 。
6、回流方式适用于压缩空气、红外线以及气相回流等各种回流设备。
7、工艺要求锡膏丝印工艺包括4个主要工序,分别为对位、充填、整平和释放。
要把整个工作做好,在基板上有一定的要求。
基板需够平,焊盘间尺寸准确和稳定,焊盘的设计应该配合丝印钢网,并有良好的基准点设计来协助自动定位对中,此外基板上的标签油印不能影响丝印部分,基板的设计必需方便丝印机的自动上下板,外型和厚度不能影响丝印时所需要的平整度等。
8、回流焊接工艺回流焊接工艺是目前最常用的焊接技术,回流焊接工艺的关键在于调较设置温度曲线。
温度曲线必需配合所采用的不同厂家的锡膏产品要求。
二、回流焊温度曲线本文推荐的无铅回流焊优化工艺曲线说明(如图二):推荐的工艺曲线上的四个重要点:1、预热区升温速度尽量慢一些(选择数值2-3℃/s),以便控制由锡膏的塌边而造成的焊点桥接、焊球等。
2、活性区要求必须在(45-90sec、120-160℃)范围内,以便控制PCB基板的温差及焊剂性能变化等因数而发生回流焊时的不良。
3、焊接的最高温度在230℃以上保持20-30sec,以保证焊接的湿润性。
4、冷却速度选择在-4℃/s。
回流温度曲线如下:(图二)图二中红色曲线推荐对焊点亮度要求的客户回流曲线湿度变化说明:1、焊锡膏的焊剂在湿度升至100℃时开始熔化(开始进入活性时期),焊锡膏在活化区的主要作用是将被焊物表面的氧化层去掉,如果活性区的时间过长,焊剂会蒸发挥过快,也会造成焊点表面不光滑,有颗粒状。
无铅浸焊与无铅波峰焊焊接注意事项
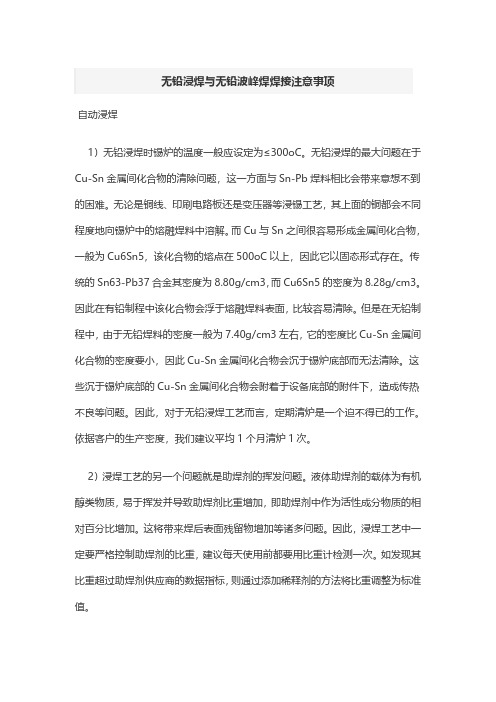
无铅浸焊与无铅波峰焊焊接注意事项自动浸焊1)无铅浸焊时锡炉的温度一般应设定为≤300oC。
无铅浸焊的最大问题在于Cu-Sn金属间化合物的清除问题,这一方面与Sn-Pb焊料相比会带来意想不到的困难。
无论是铜线、印刷电路板还是变压器等浸锡工艺,其上面的铜都会不同程度地向锡炉中的熔融焊料中溶解。
而Cu与Sn之间很容易形成金属间化合物,一般为Cu6Sn5,该化合物的熔点在500oC以上,因此它以固态形式存在。
传统的Sn63-Pb37合金其密度为8.80g/cm3,而Cu6Sn5的密度为8.28g/cm3。
因此在有铅制程中该化合物会浮于熔融焊料表面,比较容易清除。
但是在无铅制程中,由于无铅焊料的密度一般为7.40g/cm3左右,它的密度比Cu-Sn金属间化合物的密度要小,因此Cu-Sn金属间化合物会沉于锡炉底部而无法清除。
这些沉于锡炉底部的Cu-Sn金属间化合物会附着于设备底部的附件下,造成传热不良等问题。
因此,对于无铅浸焊工艺而言,定期清炉是一个迫不得已的工作。
依据客户的生产密度,我们建议平均1个月清炉1次。
2)浸焊工艺的另一个问题就是助焊剂的挥发问题。
液体助焊剂的载体为有机醇类物质,易于挥发并导致助焊剂比重增加,即助焊剂中作为活性成分物质的相对百分比增加。
这将带来焊后表面残留物增加等诸多问题。
因此,浸焊工艺中一定要严格控制助焊剂的比重,建议每天使用前都要用比重计检测一次。
如发现其比重超过助焊剂供应商的数据指标,则通过添加稀释剂的方法将比重调整为标准值。
无铅波峰焊1)无铅波峰焊工艺中时刻要注意到两个基本特点:由于无铅焊料熔点较高,因此需要较高的焊接温度;由于无铅焊料的润湿性较差,因此需要与之相配套的无铅专用助焊剂。
2)目前无铅波峰焊设备一般采用喷雾方式来涂敷助焊剂。
喷雾参数的调整以助焊剂能够均匀分布在印刷电路板表面且不会有垂滴为目标。
在满足这一要求的前提下,喷雾气压不宜过大。
与此同时,设计良好的波峰焊设备一般会将液体助焊剂中溶剂的挥发降到很小,但是还应该提醒自己定期检测液体助焊剂的比重。
无铅焊接温度
无铅焊接温度,注意事项
无铅焊接温度通常在220°C至260°C之间,具体温度取决于焊接材料的要求和工艺。
在进行无铅焊接时,需要注意以下事项:
1. 控制焊接温度:确保焊接温度在合适的范围内,过高的温度可能导致焊接材料熔化过度或烧焦,而过低的温度则可能导致焊点不牢固。
2. 控制焊接时间:焊接时间应适中,过长的焊接时间可能导致焊接材料的氧化或烧焦。
3. 使用合适的焊接材料:选择符合要求的无铅焊锡丝和焊接剂,确保焊接质量和可靠性。
4. 清洁焊接表面:在焊接之前,应清洁焊接表面,去除油污、氧化物等,以确保良好的焊接接触。
5. 控制焊接环境:确保焊接环境通风良好,避免吸入有害气体和烟尘。
6. 注意安全防护:在焊接过程中,应佩戴适当的防护设备,如手套、护目镜等,以防止烫伤和眼睛受伤。
7. 进行焊接后处理:焊接完成后,应及时清理焊接残留物,如焊渣、焊锡球等,以确保焊点的质量和可靠性。
总之,无铅焊接温度的控制和注意事项对于保证焊接质量和可靠性非常重要,应根据具体材料和工艺要求进行合理选择和操作。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
随着电子产业的发展,铅波峰焊电子产品也得到了很好的应用。
铅波峰焊电子产品的制造涉及利用铅焊料合金将铅元件装配到铅印刷电路板上。
学术界及工业界针对的关键问题包括铅焊料合金的选择、铅焊料合金的性质特点及在各种应力负载条件下的性状,铅制造、物流及知识产权问题、铅装配可靠性评价。
1. 含铅焊接材料对环境的影响:
由于Pb是种有毒的金属,对人体有害。
并且对自然环境有很大的破坏性。
2.无铅焊接的起源:
由于环境保护的要求,特别是ISO14000的导入,世界大多数开始禁止在焊接材料中使用含铅的成分。
日本在2004年禁止生产或销售使用有铅材料焊接的电子生产设备。
欧美在2006年禁止生产或销售使用有铅材料焊接的电子生产设备。
据估计,中国没有多久也将采用无铅焊接。
因此,在这种情况下,电子材料开始生产无铅焊料。
3.焊丝的氧化速度特性示意图
A. 焊丝在室温24℃的氧化速度的数值=5。
B. 焊丝在其他温度下的氧化速度的数值=该温度氧化速度/室温24℃的氧化速度×5。
说明:焊料的组成成分不同,其氧化速度不样。
4. 有铅焊丝及无铅焊丝的区别:
成分区别
通用6337含铅焊丝组成比例为:63%的Sn;37%的Pb。
l
无铅焊丝的主要组成:96.5%Sn;3.0%Ag;0.5%Cu
二:熔点及焊接温度:
温度
焊丝种类熔点焊接温度
6337含铅焊丝183℃350℃
无铅焊丝220℃390℃
5. 使用无铅焊丝,对现有焊台产生的影响
温度
焊丝种类熔点焊接温度焊接速度
6337含铅焊丝183℃350℃大约4秒/个
无铅焊丝220℃390℃大约6秒/个
产生问题l
A. 焊点的氧化严重,造成导电不良、焊点脱落、焊点不光泽等质量问题。
B. 工厂的产能下降。
6. 生产厂的解决方案
A.提高焊台的功率:从60W提高到100Wl
提高焊笔的导热性能:改变焊笔的结构,将烙铁头与发热体做成整体。
缺点:由于烙铁头与发热体整体化,使用户使用成本出现巨大提高。
B.提高焊台的功率:从50W提高到80Wl
提高焊笔的导热性能:改变导热材质。
由般合金改为贵金属,大提高导热性能。
优点,基本不增加用户的使用成本
7. 争论:在使用焊台的时候,是否需要氮气保护和提供预热:
根据个人观点,不需要提供氮气保护和提供预热。
因为改用新的焊台,每个焊点需要的时间般只有3秒,因此已经达到并超过有铅焊接的工艺标准,因此,不需要。