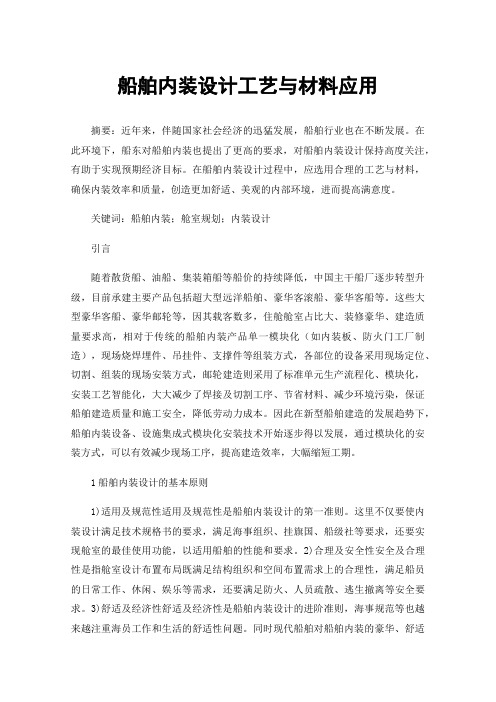
船舶内装_眉毛板安装节点
船舶内装设计工艺与材料应用
船舶内装设计工艺与材料应用摘要:近年来,伴随国家社会经济的迅猛发展,船舶行业也在不断发展。
在此环境下,船东对船舶内装也提出了更高的要求,对船舶内装设计保持高度关注,有助于实现预期经济目标。
在船舶内装设计过程中,应选用合理的工艺与材料,确保内装效率和质量,创造更加舒适、美观的内部环境,进而提高满意度。
关键词:船舶内装;舱室规划;内装设计引言随着散货船、油船、集装箱船等船价的持续降低,中国主干船厂逐步转型升级,目前承建主要产品包括超大型远洋船舶、豪华客滚船、豪华客船等。
这些大型豪华客船、豪华邮轮等,因其载客数多,住舱舱室占比大、装修豪华、建造质量要求高,相对于传统的船舶内装产品单一模块化(如内装板、防火门工厂制造),现场烧焊埋件、吊挂件、支撑件等组装方式,各部位的设备采用现场定位、切割、组装的现场安装方式,邮轮建造则采用了标准单元生产流程化、模块化,安装工艺智能化,大大减少了焊接及切割工序、节省材料、减少环境污染,保证船舶建造质量和施工安全,降低劳动力成本。
因此在新型船舶建造的发展趋势下,船舶内装设备、设施集成式模块化安装技术开始逐步得以发展,通过模块化的安装方式,可以有效减少现场工序,提高建造效率,大幅缩短工期。
1船舶内装设计的基本原则1)适用及规范性适用及规范性是船舶内装设计的第一准则。
这里不仅要使内装设计满足技术规格书的要求,满足海事组织、挂旗国、船级社等要求,还要实现舱室的最佳使用功能,以适用船舶的性能和要求。
2)合理及安全性安全及合理性是指舱室设计布置布局既满足结构组织和空间布置需求上的合理性,满足船员的日常工作、休闲、娱乐等需求,还要满足防火、人员疏散、逃生撤离等安全要求。
3)舒适及经济性舒适及经济性是船舶内装设计的进阶准则,海事规范等也越来越注重海员工作和生活的舒适性问题。
同时现代船舶对船舶内装的豪华、舒适也提出了越来越高的要求,但经济性是营运船舶的重要指标,因而船舶内装设计还要深度优化舱室布置和空间设计,优化各系统施工工序,优化材料设备选型等,在满足船舶舒适性的高要求下兼具有经济性。
锚链筒、锚台和锚唇的一体化安装工艺要点
锚链筒、锚台和锚唇的一体化安装工艺要点陶伯政; 陶积洋; 李英朋【期刊名称】《《船海工程》》【年(卷),期】2019(048)006【总页数】4页(P40-43)【关键词】锚链筒; 锚台; 锚唇; 一体化安装【作者】陶伯政; 陶积洋; 李英朋【作者单位】江南造船(集团)有限责任公司上海 201913【正文语种】中文【中图分类】U671.91锚系安装分离式安装方法,指在船体分段建造中,先安装锚链筒,再安装锚台,最后安装锚唇。
通过工艺细化[1-4]和精度过程管理[5-7]使得锚系安装水平得到较大提升。
但依然存在安装过程繁琐、精度控制复杂导致施工周期长、质量不宜保证等问题,已无法满足进一步缩短建造周期、降低生产成本的迫切需求。
锚链筒锚台锚唇一体化安装工艺是解决这些问题的有效途径。
一体化安装是相对分离式安装而言,即先将锚链筒、锚台和锚唇组装成一个完整的“中间产品”[8],再吊上分段安装的过程。
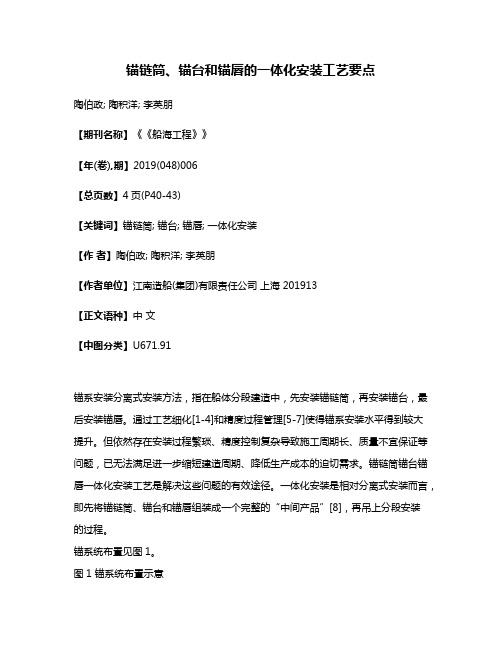
锚系统布置见图1。
图1 锚系统布置示意较分离式,一体化安装首先通过锚链筒、锚台和锚唇先行完成组装,组合件安装一次定位。
工序前移叠加工艺优化,正式的安装步骤由分离式的24个下降到14个,人力、场地和吊车等资源占用少了,建造成本自然而然就下降。
此外,组合件独立制造,锚链筒与锚台和锚台与锚唇定位、焊接工序提前,定位精度、焊接质量也更容易控制,这也是一体化安装的一大优势。
结合生产实践,具体分析一体化安装工艺要点。
1 一体化安装前提条件1.1 优化的焊接节点一般地,锚链筒、锚台和锚唇彼此之间焊接节点有4个,见图2。
图2 锚链筒锚台锚唇焊接节点示意其中节点①为锚链筒与船体外板焊接,节点②为锚链筒与锚台面板、锚台面板与锚唇对接焊,他们对实现一体化安装有直接影响。
节点①优化前焊缝朝向外板外侧,锚台、锚链筒、船体外板形成一个封闭的狭小空间[9],必然导致锚链筒安装完成后才能继续锚台的安装。
优化后,焊缝朝向外板内侧,锚链筒与锚台围板之间形成的封闭区域内无需焊接,为一体化安装创造了施工条件,见图3。
船体装配基础操作规程(3篇)
第1篇一、目的为确保船体装配过程中的安全、质量和效率,特制定本操作规程。
本规程适用于船体装配过程中的基础操作。
二、适用范围本规程适用于各类船舶船体装配过程中的基础操作,包括但不限于船体分段装配、焊接、涂装等。
三、操作前的准备1. 人员准备:操作人员应经过专业培训,具备一定的船舶装配知识,熟悉本规程,并取得相应操作资格。
2. 工具准备:根据装配作业要求,准备相应的工具、量具、焊接设备等,并确保其完好、适用。
3. 材料准备:根据船体装配图纸,准备所需材料,包括船体分段、焊条、涂料等,并检查其质量。
4. 环境准备:确保作业现场整洁、通风良好,消除安全隐患。
四、操作步骤1. 船体分段检查:在装配前,对船体分段进行检查,确保无裂纹、变形、锈蚀等缺陷。
2. 装配定位:根据装配图纸,将船体分段按照预定位置进行定位,确保各分段之间的相对位置准确。
3. 焊接:采用合适的焊接方法,对船体分段进行焊接。
焊接过程中,注意以下事项:a. 焊接顺序:按照焊接工艺要求,确定焊接顺序,避免焊接应力集中。
b. 焊接参数:根据焊接材料、焊接方法、焊接设备等,合理选择焊接参数。
c. 焊接质量:严格控制焊接质量,确保焊缝饱满、平整、无气孔、裂纹等缺陷。
4. 焊后检查:焊接完成后,对焊缝进行检查,发现缺陷及时进行返修。
5. 船体涂装:在船体装配完成后,按照涂装工艺要求,对船体进行涂装。
五、注意事项1. 操作人员应严格遵守操作规程,确保作业安全。
2. 操作过程中,注意观察设备、工具、材料等是否完好,发现异常及时处理。
3. 操作过程中,注意通风、防尘、防毒,确保作业环境良好。
4. 操作过程中,注意保护船体表面,避免划伤、污染等。
5. 操作完成后,对作业现场进行清理,确保整洁。
六、培训与考核1. 对操作人员进行定期培训,提高其专业技能和操作水平。
2. 定期组织考核,确保操作人员熟练掌握操作规程。
3. 对考核不合格的操作人员,进行补考,直至合格。
船舶结构节点图ppt课件

签字 日期 Sign Date
03.4 03.4
03.4
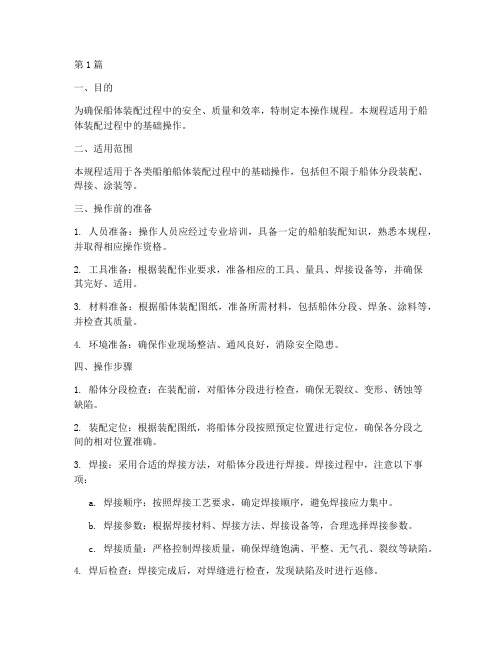
中横剖面图 Midship Section
重量 Weight
比例 Scale
1:50
共1页 Total sheets
第1页 Sheets
S11~S17 IA250×90×12×16
S5~S10 IA250×90×10×15
S1~S4 IA250×90×10×15AH32
I2~I12
IA350×100×11×17AH32(No3.4.5CH) IA300×90×10×16AH32(No2.6CH)
I0~I1 FB150×12AH32
B2~B19 IA300×90×10×16AH32
看下面的图片,想一想船体结 构是由哪些基本元素构成?
船体结构是由船体板、各种型 材组成的板架集合。
板材
平直板材、曲形板材、折边 板和肘板
型材
角钢、球扁钢、T形材、扁钢、 圆钢等
船体结构节点图
结构节点是指船体纵向构 件和横向构件相交之处。
YFBS401-110-001
780×5 R500
730×13
开孔 φ400 φ450 φ500 400×600 500×700 600×800 420×700 360×600
Ellipse 椭圆孔
S6
L2
O6
S5
L1
S F1 S Ft1
S4 FB160×13
S3
H5 H4 H3
727×5
11 SP2610 FB150×11
850 850
船舶舱室内装饰施工及检验标准2016
船舶舱室内装饰施工及检验标准2016船舶舱室内装饰工程施工工艺及检验标准目录1、总则 (3)2、船舶常用舾装材料 (4)3、船舶常用舾装工艺 (6)4、船舶常用舾装施工检验标准 (14)1)、舱室绝缘材料施工及检验标准 (14)2)、甲板敷料敷设、地板木作施工的检验标准 (17)3)、复合岩棉板系统的检验标准 (19)4)、复合岩棉板门窗系统的检验标准 (22)5)、复合岩棉板上设备安装的检验标准 (22)6)、船用家具安装技术要求及检验标准 (23)7)、舱室完整性检验标准 (29)1. 总则1.1 目的1.1.1 规范化--有效提高船舶舱室安装工作的施工规范。
1.1.2 标准化--提高船舶舱室安装工作的标准化作业。
1.1.3 网络化--便于网络上规范化管理和成果的共享。
1.2 适用范围1.2.1 本文件仅适用于武汉南华工业设备工程股份有限公司所有工程项目的施工、设计及验收。
1.3 工作风格1.3.1本规范文件为(武汉南华工业设备工程股份有限公司)装饰事业部标准的施工工艺文件,不提倡个人更改工艺,如确实有提高工作效率、提高施工质量的施工工艺,经统一讨论、确定后对本规范进行补充并实施。
工程施工严格遵照国家有关船舶舾装标准进行。
2.船舶常用舾装材料序号材料名称型号规格容重备注及说明一舱室绝缘及隔热材料1 32K25mm厚超细玻璃棉(隔热层) 32k25mm 25mm 32Kg/M3单面带铝箔布2 岩棉(绝缘层) 25mm/50mm 100Kg/M3单面包玻璃丝布3 陶瓷棉(绝缘层) 20mm/50mm 170Kg/M3单面包玻璃丝布4 陶瓷棉套块(绝缘层) 20mm/50mm 170Kg/M3单面包玻璃丝布5 矿物棉复合板(绝缘层) KPB-3 20mm~50mm不等34Kg/M36 矿物棉复合板(绝缘层) KPB-3J 20mm~50mm不等35Kg/M3(外贴玻璃丝布)7 矿物棉复合板(绝缘层) KPB-3JF 20mm~50mm不等45Kg/M3(外贴阻燃白布)8 矿物棉复合板套块(绝缘层) KPB-3J 20mm~50mm不等35Kg/M3(外贴玻璃丝布)9 矿物棉复合板套块(绝缘层) KPB-3JF 20mm~50mm不等45Kg/M3(外贴阻燃白布)10 阻燃粘接白胶用于矿物棉施工11 阻燃粘接白布~0.5Kg/M2用于KPB-3JF矿物棉施工12 阻燃腻子用于KPB-3JF矿物棉施工13 镀锌钢质碰钉(带锁紧压片) 用于绝缘层、防火层的施工14 钢质粘接碰钉(带锁紧压片) 用于绝缘层、防火层的施工二舱室天花、围壁材料1 铝质条形天花扣板(含龙骨等) 84R 0.5mm×6M/根~3Kg/M2用于天花的施工2 4mm铝塑板(含龙骨等) 1.22M×2.44M ~4.5Kg/M2用于天花、围壁的施工3 TC防火板(双面PVC) 6mm厚1.22M×2.44M~4Kg/M2用于天花、围壁的施工4 波音板(含龙骨等) ~4mm厚1.22M×2.44M ~4Kg/M2主要用于天花5 人造皮革面软包板(含龙骨等) 8~13mm厚按设计要求~5Kg/M2用于天花、围壁的施工6 6mm厚双面贴防火板6mm厚1.22M×2.44M~4Kg/M2用于天花、围壁的施工7 玻璃钢窗斗主要用于窗斗的施工8 复合岩棉板(单面PVC,0.7mm镀锌钢板,岩棉芯材)25mm 550mm ~16Kg/M2用于天花、围壁的施工9 复合岩棉板(双面PVC,0.7mm镀锌钢板,岩棉芯材)50mm 550mm ~17Kg/M2用于天花、围壁的施工10 铝质蜂窝板(单面PVC,0.7mm镀锌钢板,铝蜂窝芯材)25mm 550mm ~13Kg/M2用于天花、围壁的施工11 铝质蜂窝板(双面PVC,0.7mm镀锌钢板,铝蜂窝芯材)50mm 550mm ~14Kg/M2用于天花、围壁的施工12 铝质蜂窝板(单面PVC,0.7mm铝板,铝蜂窝芯材)25mm 550mm ~10Kg/M2用于天花、围壁的施工13 铝质蜂窝板(双面PVC,0.7mm铝板,铝蜂窝芯材)50mm 550mm ~11Kg/M2用于天花、围壁的施工14 微孔吸音板(单面PVC,0.7mm镀锌钢板,岩棉芯材)25mm 550mm ~16Kg/M2用于天花、围壁的施工15 微孔吸音板(双面PVC,0.7mm镀锌钢板,岩棉芯材)50mm 550mm ~17Kg/M2用于天花、围壁的施工16 进口铝质蜂窝板(双面2mm铝板板烤漆面,铝蜂窝芯材)12mm 标板~8Kg/M2用于天花、围壁的施工17 组装式冷库板(双面2mm不锈钢板板,聚氨脂隔热芯材)120mm 标板~42Kg/M2用于冷库的施工18 (成品)玻璃钢板6mm 标板~6Kg/M2用于湿房间的施工19 (成品)玻璃钢卫生间隔断30mm 标板~25Kg/M2用于湿房间的施工20 (成品)千思板卫生间隔断12mm 标板~5Kg/M2用于湿房间的施工21 1.2mm厚不锈钢板 1.2mm 标板~4Kg/M2用于湿房间的施工22 墙面瓷砖8~12mm 标板40~50Kg/M2用于湿房间的施工23 9mm厚仿红木面板(进口板材) 9mm 标板~4Kg/M2用于围壁的施工24 3mm厚仿红木面板(进口板材) 3mm 标板~1.2Kg/M2用于天花、围壁的施工三舱室地面装饰材料1 2mm厚PVC地板2mm 1830~2000mm宽×20M长3.3Kg/M2用于房间的地面施工2 3mm厚橡塑地板3mm 1830~2000mm宽×20M长~3.8Kg/M2用于房间的地面施工3 4mm厚橡胶地板4mm 600×600 ~5.8Kg/M2用于房间的地面施工4 阻燃混纺(羊毛地毯) 6~12mm厚不等~4Kg/M2用于房间的地面施工5 (防潮型)复合木地板12mm厚不等~7.5Kg/M2用于房间的地面施工6 (防潮型)实木地板18mm厚不等~15Kg/M2用于房间的地面施工7 TQ-1型甲板基层敷料10mm厚~1800Kg/M38 流平甲板敷料2mm厚~1800Kg/M39 CF-800型超轻质甲板敷料9mm厚800Kg/M310 TZ-2(A60级)防火甲板敷料50mm厚2800Kg/M311 TZ-3型浮动式(A60级)甲板敷料50mm厚2300Kg/M312 TZQ-3轻型浮动式(A60级)防火甲板敷料50mm厚1800Kg/M313 TZQ-2轻型复合式(A60级)防火甲板敷料50mm厚2500Kg/M314 HF91-02阻尼膏基材的1.5-2倍敷设厚 1.5g/C M3人工敷设15 HF91-04阻燃型阻尼板材基材的1-2倍敷设厚度1.8g/C M3人工粘贴16 HF98-10INP型阻尼涂料基材的1.5-2倍敷设厚 2.6g/C M3人工敷设17 HF05-01自粘性阻尼板材2~2.5mm 4.5Kg/M2人工敷设3.船舶常用舾装施工工艺3.1 绝缘材料施工3.1.1 32K25mm厚超细玻璃棉(隔热层)施工工艺a. 在船舱内板除锈完毕、底层防锈油漆完成,将钢质镀锌碰钉碰接在船板上(如船的上层建筑、主体建筑为铝合金,则采用粘接工艺安装碰钉,碰钉粘接密度约16~24颗/M2,钢质碰钉采用阻尼胶水粘接)。
船舶内装大全
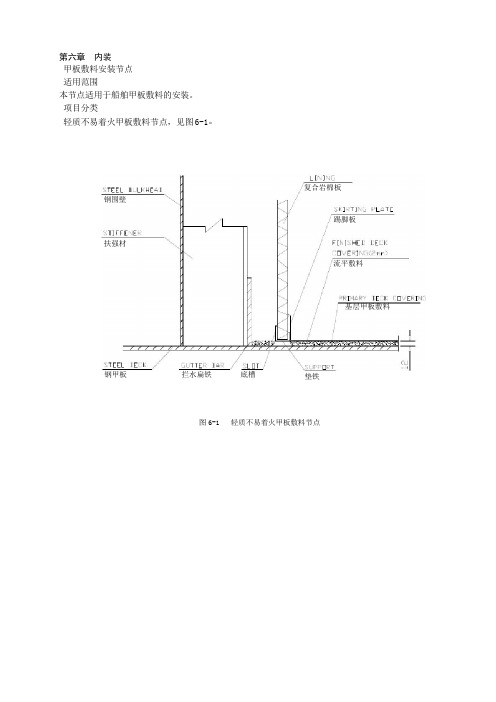
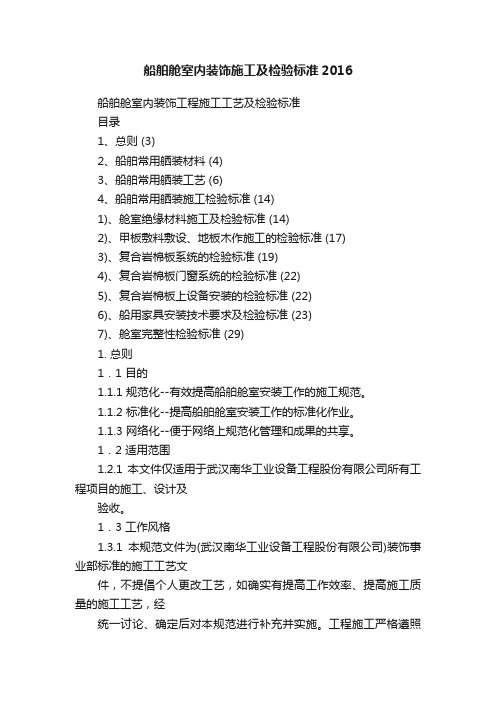
第六章内装甲板敷料安装节点适用范围本节点适用于船舶甲板敷料的安装。
项目分类轻质不易着火甲板敷料节点,见图6-1。
复合岩棉板钢围壁踢脚板扶强材流平敷料基层甲板敷料钢甲板拦水扁铁底槽垫铁图6-1轻质不易着火甲板敷料节点A-60级轻质复合耐火甲板敷料节点,见图6-2。
扶强材拦水扁铁钢围壁流平敷料面层轻质敷料钢筋网A-60级甲板敷料钢甲板珍珠岩混凝土马脚图6-2A-60级轻质复合耐火甲板敷料节点A-60级轻质浮动耐火甲板敷料节点,见图6-3。
复合岩棉板踢脚板扶强材钢围壁流平敷料陶瓷棉钢筋网密封膏A-60级甲板敷料钢甲板拦水扁铁垫铁面层轻质敷料防水薄膜陶瓷棉分隔条图6-3A-60级轻质浮动耐火甲板敷料节点水泥+防滑地砖安装节点,见图6-4。
硅胶胶粘剂钢围壁地砖踢脚线胶粘剂扶强材水泥拦水扁铁垫铁马脚钢甲板图6-4水泥+防滑地砖安装节点5 ROCK WOOL(100kg/m) ROCK WOOL(80kg/m )5 )ALUMINO SILICATE(170kg/m )绝缘安装节点 适用范围本节点适用于船舶绝缘材料的安装。
项目分类绝缘安装典型节点a) 隔热典型节点,见图 6-5。
DECK OR WALL 甲板或舱壁BEAM OR STIFFENER30 横梁或扶强材3 (WITH GLASS FIBRE CLOTH)岩棉(外包玻璃丝布)STUDPIN 碰钉3 (WITH GLASS FIBRE CLOTH)岩棉(外包玻璃丝布)图 6-5 隔热典型节点b) 隔音典型节点,见图 6-6。
DECK OR WALL 甲板或舱壁BEAM OR STIFFENER 横梁或扶强材ROCK WOOL(100kg/m 3 (WITH GLASS FIBRE CLOTH)岩棉(外包玻璃丝布)STUDPIN 碰钉图 6-6隔音典型节点C) A-60 级典型节点,见图 6-7、图 6-8。
3(WITH GLASS FIBRE CLOTH) 陶瓷棉(外包玻璃丝布)30BEAM OR STIFFENER 横梁或扶强材DECK甲板3243图 6-7 A-60 级典型节点(I 型)ALUMINO SILICATE(170kg/m ) (WITH GLASS FIBRE CLOTH) 陶瓷棉(外包玻璃丝布)20 20BEAM OR STIFFENER横梁或扶强材WALL 舱壁STUDPIN 碰钉ALUMINO SILICATE(170kg/m ) (WITH GLASS FIBRE CLOTH) 陶瓷棉(外包玻璃丝布)图 6-8 A-60 级典型节点(II 型)绝缘延伸典型节点隔热、隔音延伸节点,见图6-9。
船舶门窗安装工艺(居室装修工艺)

4.2.3门窗安装中的保护
a)门窗安装过程中要注意拆下的包装物当天加以妥善处理,归拢,集中放入垃圾箱,以防发生火灾事故。
b)由于门窗的自重,从施工和安全来看应2~3人为一组安装操作。为保护玻璃与门叶装饰PVC薄膜,应以马粪纸、纤维板、塑料薄膜等低值易耗材料用胶带予以固定保养。
5.2防风雨水密门:常规采用钢或铝板制造,主要用以阻挡室外风雨的侵入,关后水密的门。
5.2移门:为减少占用通道或舱室有限的空间方便人员进出的较为特殊的门。
5.3其它功能门:为完成某一项功能而设置的门。如液压水密门、隔音门。(本工艺不包括此项)
5.4舷窗:圆形的常带风暴盖的窗,常用于舷侧要求水密和气密的处所。
c)里子板封板结束后,门框四周用钢质或铝质装饰线,用自攻螺丝对称固定。
1.2.3双面里子板钢围壁防火门安装
a)检查标志、规格、开向、色彩与图纸对照无误。
b)从固定形式看,可直接四角电焊点焊定位,有环折边可环折边直接与钢壁焊接,无环折边则可用长8~10CM的25X25mm的小角铁将门框与钢壁焊接固定。
注意事项:本类门安装时,应当注意通常较长的室内走道多舱室的、
多扇防火门在一平面,因此不能产生凸出凹进参差不齐的现象。
2防风雨密门的安装
2.1防风雨密门安装前准备
2.1.1施工人员必须正确识别、理解及熟悉施工图纸,掌握其有关技术数据和安装技术要求。
2.1.2防风雨密门上船安装前要经过产品检验,根据清单要求检查门数量、编号、开向、证书、质量等等,安装人员主要检查门的缺损与标签。
4.1.1窗安装前的准备工作参照门安装前的准备进行。
船舶内装工艺

船舶内装工艺1 适用范围本指导书适用于绝缘材料敷设工艺、甲板敷料敷设工艺、木质家具制作及安装、木作舱室内装工艺。
2 工艺内容2.1 陶瓷棉敷设工艺2.1.1 施工前准备(1)防火分隔绝缘材料敷设前,有关结构的焊接、切割、火工校正等工作均应结束,一般不允许在绝缘材料施工后再进行明火作业;(2)防火分隔及防潮型矿物棉板的固定形式按已确定的设计图纸施工。
2.1.2 材料准备(1)按施工图的要求备齐各种规格的防火绝缘材料、碰钉及各类胶水;(2)A-60级防火分隔绝缘材料为陶瓷棉,分板材与套块两种形式,板材厚度为20mm+20mm(40mm),容重为170kg/m3;(3)A-30级防火分隔绝缘材料为陶瓷棉,分板材与套块两种形式,板材厚度为15mm+15mm(30mm),容重为120kg/m3;(4)碰钉:碰钉采用碰焊形式或粘贴形式由设计确定。
(单位:mm)(5)碰钉长度根据防火分隔绝缘材料理论总厚度以及有装饰或无装饰部位所采用的不同锁紧盖,来确定碰钉的长度,无装饰部位采用半圆锁紧盖的碰钉长度在理论总厚度上加5mm,有装饰部位,采用平锁紧片的碰钉长度在理论总厚度上加10mm;(6)胶水(由防火分隔绝缘材料生产厂配套供应);(7)耐高温碰钉粘结剂,用于碰钉与船体钢结构之间的粘结;(8)MPV-20型粘结剂(单组份),用于绝缘材料与船体钢结构之间的粘结。
2.1.3 工具准备手提式风动搅拌器或搅拌棒(用于各种胶水的搅拌),切割刀,剪刀,带齿形刮板,油漆刷、尺等。
2.1.4 环境准备(1)需敷设绝缘的钢板和型材,均应按油漆工艺涂刷或二层底漆。
施工时底漆表面应干净无油渍、锈斑。
如有不洁必须打磨干净,并补上底漆,然后方可敷设绝缘材料;(2)凡施工现场均应有良好的通风环境,以保证施工的安全性;(3)在施工现场,环境温度低于-10℃时不得施工。
2.1.5 施工步骤及安全(1)碰钉粘结a.碰钉胶应用搅拌器或搅拌棒搅拌、并按说明书要求进行;b.在需粘碰钉处划好线(纵、横线要求垂直,水平);c.将碰钉底部圆铁片的油污、锈斑清除干净然后蘸上碰钉胶,将其粘贴在所需的部位(胶的厚度不大于2mm)。