零件排样设计
单一型冲裁零件毛坯排样的优化设计

、
分 别 为条 料 的宽 度 和 长度
式 中:_ Ⅳ一
由板 料 冲得 的零件 数 目
在 一般 情 况 下 , 样 可 由图2 示 的 两个 参 数 排 所 和入 决定 , 数 、和 / 来 参 入 3 的含 义详 见 图2 。
A。 。 — 分 别 为板 料 的长 度和 宽 度 、— B
匦 圃
() a ) b
提高 材 料 的 利 用 率 ,首先 要 对 零 件 毛 坯 进 行 排 样 , 其 目的在 于 寻 求 材 料 利 用 率最 高 的 毛坯 排 列 方 案 。 人工 排 样 一 般 较 难 获 得最 佳 的排 列 方 案 , 是 因 为 这 毛坯 排 样 的方 案 多 种 多样 , 比较 这 些 方 案 的 材 料 要 利 用率 是 手 工 计 算 无 法 做 到 的 。 其 次 , 因为 需 要 冲
.--— —
3 .— 4 - - —
工{ 敝 20(1 f i 021)
维普资讯
维普资讯
材料 ・ 艺 工
槐 口 i& 珊 < o £ 口 6 ∞蚰
时 。 和 : 次 变 化 的量 AH= / 程 序 分 两次 优 每 H m。
n — 排 样 的排 数 —
次 求 得 的 最 大值 为 和 h ,,第 二 次 优 化 时 的搜
G :h2 AH<h1 {i -  ̄ t ≤^2 AH, 2 1 +
h 3 A H< h 2≤ 2 2 -  ̄ 3 3 +AH }
索 区域 为 :
条 料 的宽 度 和 进 给步距 日皆 为h , , 函数 。 , 和h 的
1 毛 坯 排 样 问 题 的数 学 描 述
图1 是实 际 生产 中常用 的排样 方 式 。其 中 ,a 、 ( ) ( ) 单排 排 样 ,c 、d 为 双排 排 样 ,b 、 d 为旋 b为 () ( ) ( ) ()
【材料成型工艺--锻压】2-5排样
三、搭边值与条料宽度的确定 (一)搭边值的确定
搭边: 排样时制件之间以及制件与条料侧边之间留下的工艺废料 。
搭边的作用:
补偿定位误差,确保冲出合格零件; 增加条料刚度,方便条料送进;
搭边值过大,材料利用率低。搭边值小,材料的利用率高,但过小,冲 裁时容易拉断造成送料困难,使工件产生毛刺,有时还会拉入凸、凹模间隙 中,损坏模具刃口,降低模具寿命。
当条料的送进步距用侧刃定位时,条料宽度必须增加侧刃切去的
部分。
动画
条料宽度:
导料板间距离:
图 3-16 有侧刃的冲裁
Lmax—条料宽度方向冲裁件的最大尺寸; a—侧搭边值;n—侧刃数; b1—侧刃冲切的料边宽度,b1 =1.5~ 2.5mm; Z—冲切前的条料宽度与导料板间的间隙; y—冲切后的条料宽度与导料板间的间隙,y=0.1~ 0.2mm。
搭边值一般由经验确定,见表。
(二)条料宽度的确定
在排样方案和搭边值确定之后,就可以确定条料的宽度和导料板之间的 距离。
料带的宽度为制件的最大宽度与两侧搭边值之和。为保证送料顺利,不 因料带过宽而发生卡死现象,料带的下料公差规定为负偏差。料带在模具上 送进时,一般都有导料装置,有时还要有侧压装置。
最小条料宽度要保证冲裁时工件周边有足够的搭边值;最大条料宽度能 在冲裁时顺利地在导料板之间送进条料,并有一定的间隙。
作业
图 3-18 排样方案
在利Dyn用afoCrAm中E,软给件出一进种行借用毛计坯算机展来开计算及毛坯排尺样寸的反向计算的方法。
零件形状不同材料利用情况的对比
a)
b)
c)
d)
最小搭边值的经验数表之一,供设计时参考。 表 2.5.2搭边a和a1数值(低碳钢)
二维矩形排样问题算法

二维矩形排样问题是在给定的矩形板材上排放一系列矩形零件,且所有零件采用正交排放的方式,被排放的零件之间不能有重叠,且零件必须全部排放在板材内部。
以下是一种可能的算法:
1. 初始化水平线集,初始状态下水平线集中只有一条水平线,为坐标系中板材最底部的边。
2. 选择要排入的零件。
3. 从水平线集中的选取最低的那条水平线,如果最低水平线不止一条则选取最靠左边的那条。
4. 如果被选中的水平线的宽度大于要排入的矩形零件的长度,执行步骤(4),否则执行步骤(5)。
5. 将该零件排放在最低水平线的最左端,更新水平线集。
6. 选择与最低水平线相邻且高度较低的一段水平线,将最低水平线提升与该水平线平齐,更新水平线集。
7. 判断所有零件是否排样完毕,若排放完毕则排样结束,否则转向执行步骤(2)。
这个算法的基本思想是尽可能地将零件放入更少的层数中,以提高板材的利用率。
冲裁排样设计
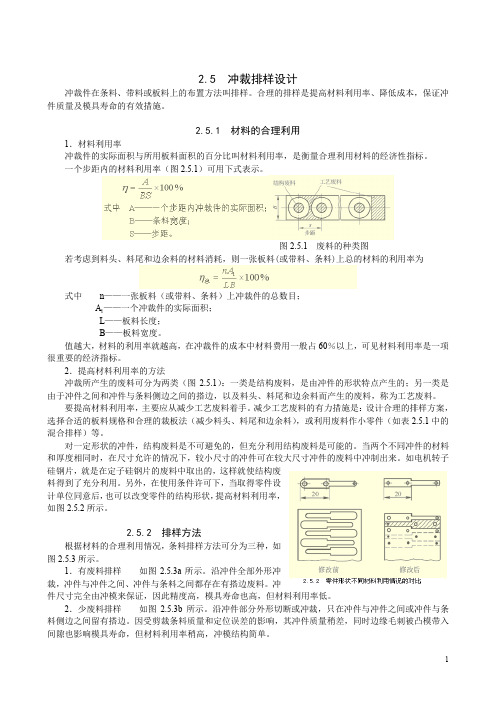
2.5 冲裁排样设计冲裁件在条料、带料或板料上的布置方法叫排样。
合理的排样是提高材料利用率、降低成本,保证冲件质量及模具寿命的有效措施。
2.5.1 材料的合理利用1.材料利用率冲裁件的实际面积与所用板料面积的百分比叫材料利用率,是衡量合理利用材料的经济性指标。
一个步距内的材料利用率(图2.5.1)可用下式表示。
图2.5.1 废料的种类图若考虑到料头、料尾和边余料的材料消耗,则一张板料(或带料、条料)上总的材料的利用率为式中n——一张板料(或带料、条料)上冲裁件的总数目;A1——一个冲裁件的实际面积;L——板料长度;B——板料宽度。
值越大,材料的利用率就越高,在冲裁件的成本中材料费用一般占60%以上,可见材料利用率是一项很重要的经济指标。
2.提高材料利用率的方法冲裁所产生的废料可分为两类(图2.5.1):一类是结构废料,是由冲件的形状特点产生的;另一类是由于冲件之间和冲件与条料侧边之间的搭边,以及料头、料尾和边余料而产生的废料,称为工艺废料。
要提高材料利用率,主要应从减少工艺废料着手。
减少工艺废料的有力措施是:设计合理的排样方案,选择合适的板料规格和合理的裁板法(减少料头、料尾和边余料),或利用废料作小零件(如表2.5.1中的混合排样)等。
对一定形状的冲件,结构废料是不可避免的,但充分利用结构废料是可能的。
当两个不同冲件的材料和厚度相同时,在尺寸允许的情况下,较小尺寸的冲件可在较大尺寸冲件的废料中冲制出来。
如电机转子硅钢片,就是在定子硅钢片的废料中取出的,这样就使结构废料得到了充分利用。
另外,在使用条件许可下,当取得零件设计单位同意后,也可以改变零件的结构形状,提高材料利用率,如图2.5.2所示。
2.5.2 排样方法根据材料的合理利用情况,条料排样方法可分为三种,如图2.5.3所示。
1.有废料排样如图2.5.3a所示。
沿冲件全部外形冲裁,冲件与冲件之间、冲件与条料之间都存在有搭边废料。
冲件尺寸完全由冲模来保证,因此精度高,模具寿命也高,但材料利用率低。
二维零件排样问题的研究
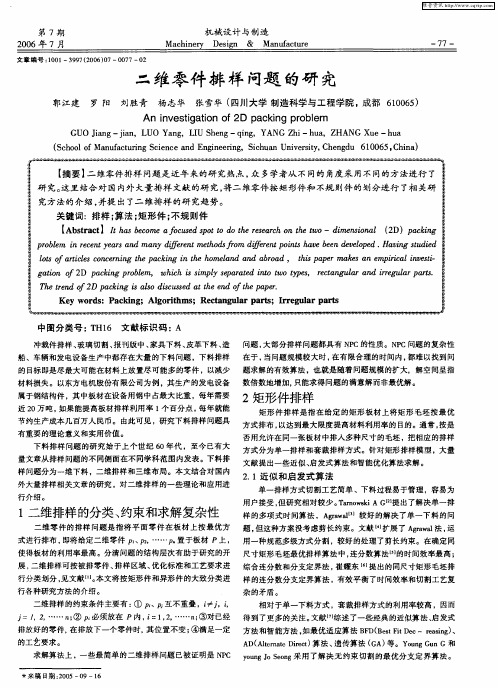
po l nr et er adma yd e n tos o ie n ons aebe ee pd. a i u i rb m i cn yas n n i r t hd f m d r p it h v endvl e H v gs de e e f e m e i f e t o n t d lt o rc scne igt akn o ln n bod, tip pr a e a m icl n s- o t l ocr n p ci i t h m a a ara s fa i e n e h g nh e d d e h a e m ks ne pr a v t s i i i e g t n o D p k gpo l , w i ipys aae t tot e rc n ua n r ua at ai 2 a i rb m o f c n e h hi s l p rt i o w ps et g lra i e lr r. c s m e dn y , a d rg p s T e 2 akn l i usda ee t a e e rd f h t n o D p ci i a od c e th n o h ppr gs s s s t df e .
矩 形 件 排 样 是 指 在 给定 的 矩 形 板 材 上 将 矩 形 毛坯 按 最 优 节 约 生 产成 本 几 百 万 人 民 币 。 由此 可 见 ,研 究 下 料 排 样 问题 具 方 式 排 布 , 以达 到 最 大 限度 提高 材 料 利 用 率 的 目的 。通 常 , 是 按 有 重 要 的理 论 意 义 和 实 用 价值 。 否 用 允 许 在 同 一 张板 材 中排 人 多 种 尺寸 的毛 坯 ,把 相 应 的排 样 下 料 排 样 问 题 的 研 究 始 于 上 个 世 纪 6 代 ,至今 已有 大 0年 方 式 分 为 单 一排 样和 套 裁 排 样 方 式 。针 对 矩 形 排 样模 型 ,大 量 量文章从排样 问题的不同侧面在不 同学科范 围内发表 。下料排 文献提 出一些近似、 启发式 算法和智能优化算法求解 。
基于人工干预的钣金零件排样算法

A b t a t:A i i tt ee it n e o u eo o c v rswhih ha elr ed sa c fdm e so a a sr c m nga h xs e c fn m r usc n a epat c v ag itn eo i n i n l p g bew e n e c ft e i ica ts e tm ea rs lyo t a u lo ih i pr po e t e a h o h m n ar rf h e tlpa a u ,a lyo tag rt m s o s d whih ma e t c keus
文 章 编 号 :0 1 2 6 ( 0 1 0 0 8 — 3 1 0 — 2 5 2 1 ) 2— 0 6 0
基于 人工 干 预 的钣 金 零件 排样 算法
谢友 宝, 吕永 海 , 张 睿 , 丽 笑 徐
( 昌航 空大学 航 空制 造工程 学院 , 昌 3 0 6 ) 南 南 3 0 3 摘要 : 对飞机 钣金零件 排样 中存在 大量的 凹形零件 , 些零件 尺寸 差异较 大, 针 这 将人 工干 预排 样 与改
进 的 最低 水 平 线搜 索 算 法 相 结合 , 凹 形 零 件 内部 再 加 以利 用 , 出一 种 可 满 足 实 际 生 产 需 要 的 排 对 提
样算 法。该算 法利 用最小 包络 矩形把 不规 则零件转化 成矩 形零件 , 由人 工选择 凹形零件 的凹形 区 并 域 , 用传统 的最低水 平线搜 索算 法改进 后 的 算 法进 行 排样 , 遇 到 凹形零 件 则在 其 中插入 尺 寸 相 利 若 对较 小的零件 , 直到 零件 排 至板材 末 端。 自动排 样 完毕 进入 人 工干预 阶段 , 在一 些 空 白 区域再 次 排 入零件 , 而得 到利 用率较 高的排 料 图。 实验 结果表 明 , 该算 法应 用到钣 金 零件排 样 系统 中, 论 从 将 无
冲压排样图

搭边:
排样时冲裁件之间以及冲裁件与条料侧边之间留下的工艺废料。
搭边的作用:
1)是补偿定位误差和剪板误差,确保冲出合格零件; 2)是增加条料刚度,方便条料送进,提高劳动生产率; 3)搭边还可以避免冲裁时条料边缘的毛刺被拉入模具间隙, 从而提高模具寿命。
1.搭边值的确定
p107表4-18为最小搭边值的经验数表之一, 供设计时参考。
P108,表4-19
2 无侧压装置时条料的宽度
条料宽度:
B0
( Dm ax
2a
C
)
0
P108,表4-19
随堂练习
φ38-00.3
有一落料件,材料20,料厚 T=2.0mm,采用无侧压装置的 导料板导料,确定条料宽度。
提示:搭边值查p107表4-18; 条料宽度p106公式4-11;
搭边值取大些。
(4)送料及挡料方式 用手工送料,有侧压装置的搭边值可以
小一些;用侧刃定距比用挡料销定距的搭边小一些。
教材
(5)卸料方式 弹性卸料比刚性卸料的搭边小一些。 P147
★ 计算条料宽度
条料宽度的计算(p106) 1 有侧压装置时条料的宽度
条料宽度:
B0
(Dmax
2a)
0
提示:搭边值查p107表4-18;条料宽度 p106公式4-11;排样图p109图4-24 ;
参考答案
知识点小结
1、排样与搭边 2、计算条料宽度 3、绘制排样图
冲裁变形过程(三个阶段)
载荷 p
σb σs
0
伸长
确定下图垫片的冲裁间隙
垫片 材质: 20 料厚:1.0mm
区分落料与冲孔
冲裁工艺与排样设计
2.冲裁件断面特征—四个特征区
(1)塌角(圆角)区
①板料弯曲、拉伸作 用形成; ②冲孔、落料工序中, 塌角区分别位于孔
断面的小端和工件
断面的大端;
③板料塑性越好,凸、
凹模间的间隙越大, 形成的塌角区越大。
(2)光亮带
①因剪切变形而形成,光
亮带垂直于板料平面;
②冲孔、落料工序中,
光亮带分别位于孔断 面的小端和工件断面
(5)材料利用率计算
S1
100%
S1
100%
S0 AB mm 2 式中: s1—一个进距内冲裁件实际面积,
s0—一个距内所需毛坯面积, 2 mm
A—送料进距,mm B—条料宽度,mm。
提高材料利用率的有力措施是: 选择合适的板料规格和合理的裁板法; 利用废料作小零件;
设计合理的排样方案,例如:
⑵ 改善操作性 排样应使操作方便、安全、劳动强度低。具体
地,应尽量减少条料翻动次数,利用率相近时应选
用条料宽度和进距小的排样方式。
⑶ 使模具结构简单合理,使用寿命高。
⑷ 保证冲裁件质量。 有废料排样
3.排样的类型
少废料排样
无废料排样 (1)有废料排样 冲裁件与冲裁件之间、
冲裁件与条料侧边之间均有
工艺废料,冲裁是沿冲裁件 的封闭轮廓进行的。
经验确定的低碳钢冲裁时常用最小搭边值/mm
⑵ 条料进距 模具每冲裁一次,条料在模具上前进的距离。 当单个进距内只冲裁一个零件时,送料进距的
大小等于条料上两个零件对应点之间的距离。
A D a1
式中:
A —送料进距,mm; D —平行于送料方向的冲裁件宽度,mm; a1—冲裁件之间的搭边值,mm。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
零件排样设计
1排样方法
零件简图;如下图所示
零件材料;Q235板厚3mm
生产批量;批量生产
由于采用少、无废料排样,对工件所能达到的质量与精度都较差,同时模具寿命也较低,且零件图中的数据属于IT10-IT8级且采用落料冲孔复合模,要求精度比较高。
为确保冲出合格的制件,保持条料的刚性,方便送进,提高劳动效率,避免冲裁时条料边缘的毛刺被带入模具间隙,提高模具寿命,应选用有废料排样。
2排样方式比较分析
2.1 直排
冲压件面积
A=(17+84)x32.68/2+(106+177-32.68)x84/2=12163.78
条料宽度
采用无侧压装置,由于板厚3mm,查表1-5得Z=1,所以
B 0-△=(D max +2a+Z )0-△=84+3.2x2+1=91.4
利用率
η=BS
A ×100%=12163.78/(179.8x91.4)=74.02% 式中A---一个制件的有效面积
D max ---一条料宽方向冲裁件的最大尺寸(mm)
a---侧搭边值
Z---导料板与最宽条料之间的间隙(mm)
S---步距
2.2斜排
条料宽度
采用无侧压装置,由于板厚3mm,查表1-5得Z=1,所以
B 0-△=(D max +2a+Z )=(157.46+2x3.2+1)=164.8
利用率
η=BS
A ×100%=12163.78/(164.86x121.59)=60.68% 式中A---一个制件的有效面积
D max ---一条料宽方向冲裁件的最大尺寸(mm)
a---侧搭边值
Z---导料板与最宽条料之间的间隙(mm)
S---步距
2.3直对排
条料宽度
采用无侧压装置,由于板厚3mm,查表1-5得Z=1,所以
B 0-△=(D max +2a+Z )=91.4
利用率
η=BS
A ×100%=(2x12163.78)/(91.4x296.89)=89.65% 式中A---一个制件的有效面积
D max ---一条料宽方向冲裁件的最大尺寸(mm)
a---侧搭边值
Z---导料板与最宽条料之间的间隙(mm)
S---步距
3分析比较
通过计算直排,斜排,直对排数据得到的利用率,得知直排利用率为74.02%,斜排为60.68%,直对排利用率为89.65%。
由数据得知直对排的利用率最高,但加工难度和负载都比其余两者大,加工生产效率也高,且一模可产两个零件。
而斜排和直排的材料利用率低,生产效率也低于直对排,成本也大于直对排,经过分析比较,直对排适合批量生产。
4排样图
机械工程系班级:模具1332班
第六组:04陈志浩 05官博
29王国理 34叶林方
24农良平 16林明冲
2014年9月27日。