超声振动加工中的自动频率跟踪
用于压电换能器的频率跟踪驱动电路设计

用于压电换能器的频率跟踪驱动电路设计段誉;余厉阳;邹林【摘要】针对新的压电换能器损耗模型理论,设计并实现了跟踪最佳驱动频率的驱动电路.通过测量验证了最佳频率工作点的存在;利用LC滤波电路克服了电流振荡波形引起的干扰;对换能器进行阻抗匹配设计;通过数字锁相电路,结合FPGA多线程工作模式,实现了最佳频率跟踪.实验结果表明:在新的频率跟踪系统下,换能器的发热量降低为原来的一半,相较于定频系统运行更加稳定.【期刊名称】《传感技术学报》【年(卷),期】2018(031)009【总页数】6页(P1331-1336)【关键词】频率跟踪;压电换能器;最佳驱动频率;频率偏移【作者】段誉;余厉阳;邹林【作者单位】杭州电子科技大学电子信息学院,杭州310018;杭州电子科技大学电子信息学院,杭州310018;杭州电子科技大学电子信息学院,杭州310018【正文语种】中文【中图分类】O426.9现有理论认为压电陶瓷工作于其谐振频率时品质因数最高,因此压电换能器大都工作于谐振频率,驱动电路也常常根据换能器的谐振阻抗来设计,为了系统稳定工作而设计的锁频电路也都锁定在谐振频率。
但是,这一理论忽略了当不同压电损耗因子耦合时损耗会下降的情况。
最近由Shekhani和Uchino根据上述原理完成的实验证明[1-2],压电换能器的最高机械品质频率点出现在谐振频率和反谐振频率之间。
由于最佳驱动频率的高机械品质因数,此时的压电换能器获得了更高的效率,并降低了损耗减小了发热。
但是即使运行在最佳频率下,换能器的发热情况依旧明显,发热导致的频率偏移在固定频率的驱动方式下会导致工作效率大幅下降,因此本文根据这一现象,设计了一套针对最佳驱动频率运行原理的频率跟踪驱动电路。
在本文中,系统使用朗之万(Langevin)型压电换能器作为载体,验证了假设的可行性。
首先,通过恒定振动速度的测量方法测算出最佳驱动频率。
通过不同频率下实际输入功率的大小得出谐振与反谐振频率之间的最低功耗频率。
多峰超声振动系统频率自动搜索和跟踪

h x r t e e ei na i .t e s t f r s n n e o b t n s se i i e t id b a e a d c r e t h p me t ln e h t e o e o a c f v r i y tm s d n i e y p s l a i a o f h n u r n .T e
e e i e t o e u n y s a c i g a d ta k ng h e n d n n t e u ta o i l tc we d n p x rm n f f q e c e r r hn n c i a b e o e o rs n c p a i l i g ma h n r s h l s c ie o r tn t 2 王 .a d t e r s t s o s t t t e m e o f f e u n y s a c i g a d t a l n t o b e pe a i g a 0 z n e u h w ha h l h t d o q e c e hn h r r n r c d g wi d u l h
s s m.I h s p p r t e r l to s b t e e mu tm o a i r t n s s e a d t e p a e o o t g d yt e n ti a e h e a n e we n t l i d l v b a i y t m i h o n h h s fv l e a a n
c r e t o i r to y t m d t e v l o U T n , a d t e r l to e e n ta s e s i e o t a — u rn fvb a in s s e n a h aue f C l e t n h e a n b t e n v r e sz f u r s i w r l
基于MSP430超声波点焊机频率跟踪控制

J= , ■ 1 , r p 2 r
√ 可
… 1z6 2 4H ( 7‘ ) 2
() 7
电压信号起 限幅作 用 , 护放 大器 A 。取样 电压信 保 1
号通 过 放 大器 A1进 行 同相 限 幅放 大 , 取 样 的 正 弦 把
2 一 主 回路 的设 计
示 。该 电 路 工 作 原 理 如 下 : 桥 臂 由 MO 2, S , 上 S MO 4 MO 6和 MO 8四 只 I F3 S S R 70场 效 应 管 并 联 组 成 , 桥 下
臂 由 MO 1 MO 3, S S , S MO 5和 MO 7四只 I F 3 S R v O场 效应 7 管并 联 组成 , 下 桥 臂 的 场 效 应 管 轮 流导 通 。如 当上 上 桥臂 导通 , 下桥 臂 开关 截 止 时 , 过 变 压 器 T对 C 充 通
当振 动 系统 发 生 并 联 谐 振 时 , 阻 电容 C和换 能 调
要 消 除调 阻 电容 C和换 能 器夹 持 电容 C 。的影 响 , 应 提 高系统 的功 率 因数 , 并 联 谐 振 点 上 对 系 统 进 行 在
电学 匹配 , 假设 匹配 电感 为 L 则 系统 的等效 阻抗 为 : ,
频 率点 串联 谐 振 消 除逆 变 矩 形 波 中 的高 频 分 量 , 逆 在 变 器变 压器 的 副边得 到正 弦信 号 。
超 声 波点焊 机 一般在 1 8 H 6~ 0k z的频 率 范 围 内工 作 , 中设 计 的 超声 波 点 焊 机 工 作 频 率 为 2 .4k , 文 7 2 Hz 采 用半 桥 逆变 的方 法 实 现 , 半 桥 逆 变 电路 如 图 3所 其
基于Fuzzy-DDS的超声换能器频率自动跟踪系统
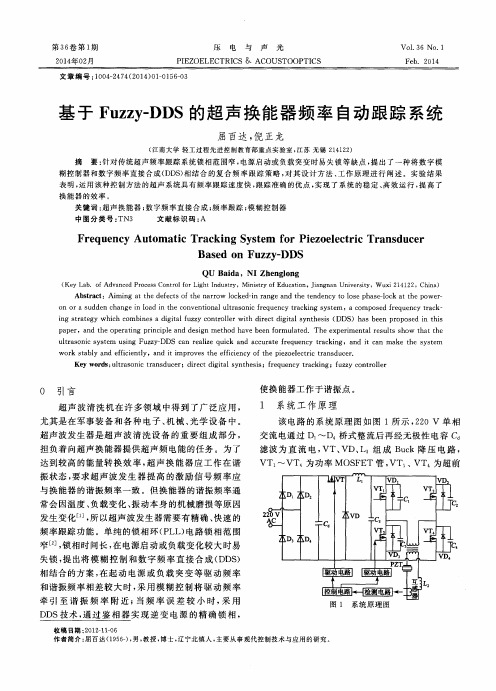
Ab s t r a c t :Ai mi n g a t t h e d e f e c t s o f t h e n a r r o w l o c k e d — i n r a n g e a n d t h e t e n d e n c y t o l o s e p h a s e - l o c k a t t h e p o we r — o n o r a s u d d e n c h a n g e i n l o a d i n t h e c o n v e n t i o n a l u l t r a s o n i c f r e q u e n c y t r a c k i n g s y s t e m ,a c o mp o s e d f r e q u e n c y t r a c k — i n g s t r a t e g y wh i c h c o mb i n e s a d i g i t a l f u z z y c o n t r o l l e r wi t h d i r e c t d i g i t a l s y n t h e s i s( DDS )h a s b e e n p r o p o s e d i n t h i s p a p e r ,a n d t h e o p e r a t i n g p r i n c i p l e a n d d e s i g n me t h o d h a v e b e e n f o r mu l a t e d .Th e e x p e r i me n t a l r e s u l t s s h o w t h a t t h e u l t r a s o n i c s y s t e m u s i n g F u z z y - DDS c a n r e a l i z e q u i c k a n d a c c u r a t e f r e q u e n c y t r a c k i n g,a n d i t c a n ma k e t h e s y s t e m wo r k s t a b l y a n d e f f i c i e n t l y ,a n d i t i mp r o v e s t h e e f f i c i e n c y o f t h e p i e z o e l e c t r i c t r a n s d u c e r .
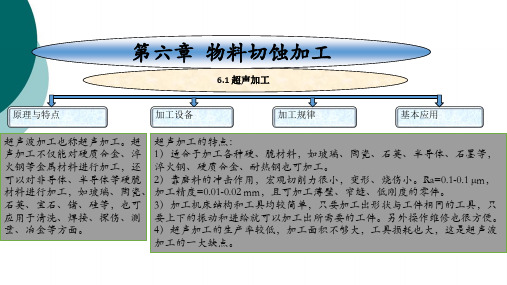
特种加工技术第6章物料切蚀加工
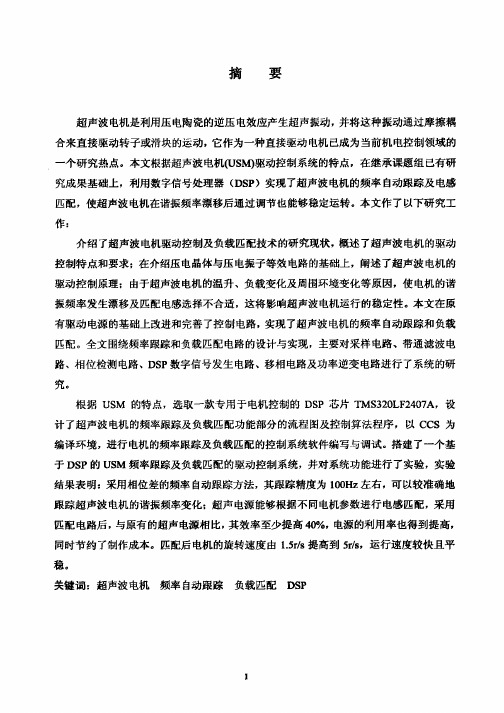
(a) 锥 形
(b) 指 数 形
(c) 阶 梯 形
超声波加工规律
加工速度
加工精度
表面质量
加工精度:机床精度、夹具精度、磨料粒度、工具精度、工具磨损、工具 表面粗糙度一般为Ra0.1 -1 mm,
的横向振动、加工深度、工件材料性质等有关。一般孔的尺寸精度可达到 取决于每个磨粒每次撞击在工
±0.02-0.05 mm。
4)超声加工的生产率较低,加工面积不够大,工具损耗也大,这是超声波
加工的一大缺点。
超声波及其特性
超声加工原理与特点
超声波加工原理
超声波加工是利用超声振动的工具,在具有磨
当声波频率超出16000 Hz范围称为超声波。超声波可以在气体、液体和固 料的液体介质或磨料干粉中,产生冲击、抛磨
体介质中传递,由于超声波频率高、波长短、能量大,所以传播时反射、 等产生气蚀来去除材料,或是振动的能量转化
生波的反射和折射。
撞击作用,因此特别适合于硬脆材料的加工。
4)干涉和共振。在一定的条件下会产生干涉和共振现象。为了使弹性杆
处于最大振幅共振状态,应使弹性杆设计成半波长的整数倍,而固定弹性
杆的支撑点应该选在振动过程的波节处(没有振动的地方)。
超声波加工设备及其组成
超声波发生器
超声波振动系统
机床本体
工作液循环系统
超声波加工机床的本体一般很简单,包括支撑声学部件的机 架、工作台面以及使工具以一定压力作用在工件上的进给机 构等;图6-4是CSJ-2超声波加工机床。图中声学部件安装在一 根能上下移动的导轨上,导轨由上下二组滚动导轮定位,使 导轨能灵活精密地上下移动。工具的向下进给及对工件施加 压力靠声学部件的自重,为了能调节压力的大小,在机床后 部可以改变平衡重锤,也有采用弹簧或液压等其它方法改变 平衡砝码的重量。
超声波电机频率自动跟踪与负载匹配技术
o p zeci m tis ee tur oiv ri , t fco culgt f ol tc ea t gnre a n iao wt h rtn pn, i e r a rl o a l s c tn i e i o i h e t b h i e r ao o t ro o m v g t sdr ee t . a cdin m t, o tn h o r oi o h le ignre A d et i o ri s ti f t r n f i s a d s i r g o t e e r v i
r sb b r u tg qec w e t r oat uny fd w i w s u t l y li f uny n e nn fqec s t , c a n y e an r a g e h h s e r e h e h h i
ip m n d D P as o i acr y e ietO bs o r e i ad m l et o S bcue t cua ad c n n i f rn n e e n e f s c n f i . a s e r g f f
cn oi ss m sd t ca c rts U M, fn i 'fw a ad ot l g t b e o h hr tii o S t uco s c r n rl y e a n n e a esc f h e t n l o h t
a ot p g m fqec at ac ci ad pdne t i wr l r m or o r uny o t t k g i eac m c n e gi h r a f e um i r n n m a a h g e ds n . p g m w o cnoi s t w s icm ir ao o C S ei e T e r o hl otl g e att o pesutn C . g d h r a f e rl y m e n l i i f o n s s t
超声波金属焊接技术--SonicTech

*调节参数全数字化控制及多种系统保护功能
SonicTech
B.高品质换能器
一个适合于焊接金属的高品质换能器必须具备最基本的 两项参数,以20KHZ换能器为例: ★动态阻抗≤2Ω ★品质因数(Qm值):9000-10000 高品质换能器还决定于芯片材料的选择和严格的安装工 艺,我司换能器芯片采用德国进口压电陶瓷,转换效率 非常高,我司20KHZ的换能器带负载能力达5KW以上。
大功率超声波金属点焊机
型号:CX-20DB 机架尺寸:150×550×330mm 工作频率:20KHZ 标称功率容量:5KW 工作电压:220V~/50HZ 工作气压:0.05MPa-0.6MPa 用途:多层铜箔/铝箔焊接,多层镍片焊接,铝转镍 大面积电池极耳焊接(max:120mm2焊铜)等 适用电池行业工艺焊接,电子电气零部件焊 接。
•
SonicTech
超声波金属焊接三大核心技术 A.超声波发生器
*频率自动跟踪技术:
频率自动跟踪技术是超声波金属焊接 技术中最基本、最关键的一项技术。 没有掌握这门技术的,对于研发超声 波金属焊接工艺来说,根本没有入门。 下面详细阐述这技术所发挥的作用。 设备在静态时,超声波振动杆(换能器、二级杆、焊头)与超声波发生器的谐振 频率皆为ƒ0如图(1)所示,静态时ƒ0在正弦曲线中所对应的振幅达到峰值,但设 备在工作时,超声波振动杆的谐振频率是会发生动态变化的,此时振动杆振动频 率已变为ƒ1 ,发生器的谐振频率还是ƒ0如图(2)所示,如果ƒ0不能及时追踪到ƒ1 所处位置时,振动杆的振幅就不能达到最大化,ƒ1 在正弦曲线上所对应的振幅只 有最大振幅的约一半(或更小),而且ƒ1 是一个动态值,说明在工作时当ƒ0与ƒ1 不能保持一致时,超声波振动杆的振幅会急剧下降,而且不能保持稳定。所以频 率自动跟踪技术是保证设备工作稳定的关键技术,它能保证超声波振动杆随时工 作于谐振状态,维持振幅的稳定,也就能保证焊接质量的稳定。
超声发生器自动频率跟踪研究

;
{
1 引言
能, 所有的模块组合后成为一个整体 , 完成整个系统所要求的功能,
依赖陛弱, 子模块内部设计自由化等多种优点。 因 在旋转超声加工 系统 中,为了获得较大 的振幅提高加工 的 具有设 计效率高 , 此可以对超声发生器进行模块化 , 从而通过改进各个模块来提高整 效率和稳定性 , 要求振动系统具有 自动频率跟踪能力。 超生发生
;
【 摘 要】 转超声 在旋 加工中 频率的自 跟踪 动 技术 接影 直 响着系 加工质 加工 统的 量和 性能。 通过对 整个
}超声发生器系 统进行控制研究, 对系统进行模块化, 从而可以通过各种新技术的应用来提高超声发生系 统的 { l频率跟踪速度, 同时运用了 双处理器结构, 在很大程度上提升了 频率控制的响应速度。 i 关键词: 自动频率跟踪 ; 超声发生器 ; 功率控制 { 【 bt c】 h ahn g ul ad r e y 厂 laoiss mii une t f qec { A s at Te ci n q at n pa r Q u r n t sn ecd yh r uny e r m i i y p t ts c y e f l b ee s ;r i ty laoim h i . ruhh uy 厂otl t hlur ois t t smi t n ira tsn a in T og et cno0 h wo t n s m,eyt c a gno rur c c n g h t sdQ r e e la cy e h s e s{ / s ; ou  ̄d Oh f qec t i e n e  ̄e p i nsf e cnly h s ei m dl e, er un a n s e c s b a ln k d o n t ho gA e a r a S t e yr gp d a b r d yp y g i w e o . t m c t
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第20卷第6期合肥工业大学学报(自然科学版)Vo1.20№6 1997年12月JOU RNAL OF HEFEI UNIVERSIT Y OF TECHNOLOGY Dec.1997超声振动加工中的自动频率跟踪黄景荣摘要 文章论述了超声加工中的自动频率跟踪的必要性,较详细地阐述了超声加工中的自动频率跟踪原理,介绍并分析了国内外几种典型的频率跟踪系统,对我国超声技术的应用具有实际意义。
关键词 谐振频率;反馈;自动频率跟踪;超声振动中图分类号 TB559a0 引 言在超声振动加工中,为得到大的振幅以提高加工质量,发挥超声加工的优越性,要求振动系统工作在谐振状态。
一般,换能器振动系统工作前,通过调节电源的电频率,可满足系统处于共振的工作条件。
但是,在实际加工中,由于负载的变化、系统发热等一系列因素的影响,使振动系统的固有频率发生变化,此时,若不及时调整换能器的电源频率(即不采用自动频率跟踪),振动系统将工作在非谐振状态,从而使振动系统的输出振幅减小,造成加工质量下降,当失谐严重时,超声振动加工的优越性消失[1]。
因此,在超声振动加工中采用自动频率跟踪是非常必要的。
1 自动频率跟踪原理所谓自动频率跟踪,是指在加工过程中,当由换能器、变幅杆、刀具组成的振动系统在外界因素影响下,其固有振动频率发生变化时,控制系统能立即发现变化后的固有频率并及时调整供电频率与变化后的固有频率相同,使振动系统始终工作在谐振状态,以维持振动系统的最大振幅(或者说是维持最大振动速度)。
若在所有情况下,均能保证供电频率f g与振动系统固有频率f o相等,则自动频率跟踪系统是理想的,但这是非常困难和不易实现的。
对于一个实际的跟踪系统来说,只要能使供电频率f g与振动系统的固有频率f o 比较接近,频率失调$f1=ûf o-f gû较小($f1≤$f)即可。
2$f称为振动系统的有效带a收稿日期:1997-06-24宽,在此带宽范围内,系统的振幅不会下降的比允许数值A a =k a A o (A 0是谐振频率上的振图1 频率-振幅曲线幅)小,此时也不会发生加工效果的明显下降。
$f 取决于系统的品质因数,加工安装方式和系数k a 。
采用低品质因数的振动系统时(如超声清洗设备),振动系统的固有频率变化较小,条件$f 1≤$f易于满足。
而对于带有声波导的声学系统(如超声机械加工)及自然冷却的组合型压电陶瓷换能器系统来说,则工作中,其固有频率f o 变化较大,如不自动跟踪,则$f 1≤$f 不能满足。
此时,只有进行自动频率跟踪,才能满足$f 1≤$f ,从而保证超声设备的最佳工作效果。
2$f 可由下式确定2$f =f o Q 1k 2-1(1)式中 f o ——换能器系统的固有频率Q ——换能器系统的品质因数k ——系数,k =k a自动频率跟踪的任务在于提取与换能器机械振动成比例的信号,并将电源的频率调谐到超声振动系统的固有频率上。
而能否准确地提取有效信号是自动频率跟踪能否实现的关键。
自动频率跟踪系统按获得反馈(跟踪)信号的方法可分为电反馈系统(利用电—机换能器的输入信号,此信号与换能器工作部分的振动速度或其位移成比例)和声反馈系统(利用换能器或变幅杆机械振动输出的信号)。
获取和传送自动频率跟踪系统控制信号的不同方案如图2所示。
图2 超声设备中可能采用的跟踪方案84 合肥工业大学学报(自然科学版) 1997年第20卷(6)由图2可见,电反馈信号在电源至电—机换能器之间区域内提取;而声反馈信号则藉助于换能器机械振动,工质振动或负载振动的转换取得(这种转换是利用机—电或声—电换能器实现的)。
目前,提取反馈信号的方法有补偿电路、电—声换能器和其它传感器等。
2 几种典型的频率跟踪系统超声加工中的自动频率跟踪问题深受国内外研究、应用者重视,特别是国外,由于起步早,应用广,形式也很多。
下面介绍几种典型系统。
(1)模拟试验式频率跟踪系统前苏联的一项早期研究认为,超声设备在载荷状态下,换能器系统的固有频率会发生变化,输出振幅减小,为获得大振幅以提高加工质量,应使系统工作在谐振状态下。
实现方法:通过模拟试验,找出各种载荷下的对应固有频率{f ′o },工作时,根据载荷情况,调节电源的频率至相应的f ′o ,从而保证系统的谐振工作状态。
该方法思路简单,所需的设备少,但存在以下缺陷:(a)由于各种加工设备的性质不同,即使载荷相同,其固有频率变化也不会相同,因此实验数据通用性差。
(b )由于振动系统的固有频率受多种因素影响,而模拟试验不可能照顾到各个方面,因此,数据的可靠性不强,失谐在所难免。
(c)不易自控。
鉴于以上缺陷,该法不能推广使用。
(2)利用声—电换能器提取谐振频率信号从而实现自动频率跟踪利用声—电换能器提取反馈(跟踪)信号是声反馈的一种。
该法根据反磁致伸缩原理,把工作换能器同时作为敏感元件,在其上绕制测量线圈。
换能器工作时的伸缩振动,将在测量线圈中感应出电动势。
该电动势的大小与换能器的振幅成比例。
工作时,不断小幅度改变电源频率,测量并处理感应电动势,从而得到谐振频率。
图3 电—声反馈系统框图这种方法,控制思路科学,实用效果好,对工作机及其负载无特殊要求,适应性广,自动跟踪易于实现。
不足之处是工作换能器兼作敏感元件,其结构必然较为复杂。
(3)电反馈法一电反馈法一把换能器等机械系统等效为一个电负载。
其等效电路如图4所示。
85第6期 黄景荣:超声振动加工中的自动频率跟踪测量等效电路中的信号,并加以比较。
当谐振时,其回路电流电压同相位,即电位差为0;当电压超前电流时,工作电源频率高于换能器的固有振动频率;反之,当电压滞后电流时,工作电源频率低于换能器的固有振动频率。
因此,只要测量出电压、电流的相位,加以比较,即可判断出工作状态,再进行适当调整即可使系统工作在谐振状态。
图4 换能器等效电路该法用电子线路控制,不涉及换能器等机械系统的结构、尺寸。
因此,适应性广。
(4)电反馈自动频率跟踪系统该法把换能器系统等效成桥式回路的一个电学臂,如图5所示。
工作原理:用桥式电路补偿电学臂,用运算放大器的差动放大形式对压电振动子(换能器)的传输函数进行补偿运算。
当C 、R 、C o 、R o 组成的电桥臂平衡时,有v i =R F R 1=[R o R m +j (w L m -1w C m )]v o (2) 由(2)式可看出:当w L m -1w C m=0(即在机械谐振点上),v i 与v o 同相时,设功放A v 无相移,则电路满足自激振荡的相位条件,整个电路组成一自激振荡回路随机械谐振点同步变化,从而实现自动频率跟踪。
该法的主要缺陷为:精细的动态平衡不易实现,参量调节范围不大。
图5 自动频率跟踪电路原理图3 结束语超声振动加工在美、日、俄等工业化国家应用广泛,而且显示了明显的优越性。
我国这方面的工作起步较晚,应用也较少。
对自动频率跟踪方面的研究、使用就更少,未能引起各方注意。
本文的研究旨在供超声应用研究人员参考。
86 合肥工业大学学报(自然科学版) 1997年第20卷(6)参考文献1 黄景荣.超声振动切削中的振幅衰减及其危害.合肥工业大学学报(自然科学版),1996,19(1)2 张镜澄.超声波振荡器的自动频率跟踪.声学技术,1985,7(1)3 A RAM OS -FERN ANDEZ.Autom atic system fo r dynamic control of resonance inhigh pow er and hig h Q ultrasonic transducer s ULTRASON IC July,19854 蔡崇诚,李志谆.大功率超声用有源频率自动跟踪系统.应用声学,1987,9(4)AU T O M A T ICA L FREQ U EN CY T R ACKING IN T HEU L T RA SON IC V IBRA T IO N SY ST EMH uang J ingrongAbstract Based on the pr actical exper im ent,the paper prov ides the necessary o f autom atical frequency tracking in the ultraso nic vibr ation tooling ;explains the principle of the auto matica frequency tracking in the ultrasonic v ibration systems;intr oduces and analy ses som e special system s at hom e and abroad.The research in the paper has practi-cal significance in the ultraso inc apply .Key Words reso nant frequeney ,tracking automtical ,frequency tracking ,ultroso ricvibration姓名 黄景荣 出生于 1962 年 3 月 学位 硕士 职称 讲师主要研究方向 精密加工技术及其自动化主要成果及获奖情况 完成机械工业部基金项目1项,发表论文多篇。
联系地址 合肥工业大学招生办公室 邮编 230009 (本文责任编辑瞿尔仁)87第6期 黄景荣:超声振动加工中的自动频率跟踪。