使用上引连铸无氧铜杆生产电气化铁道用硬铜承力索工艺研究
电气化铁道接触网施工中整体吊弦应用的探讨
电气化铁道接触网施工中整体吊弦应用的探讨黄飞鹏, 刘国红摘要:阐述了电气化铁道接触网整体吊弦的结构型式及性能、计算整体吊弦长度需做的准备工作、计算公式及其修正公式,并给出了适用于简单链形悬挂整体吊弦的综合计算公式。
关键词:接触网;整体吊弦;应用Abstract: It illustrates the structure and characteristics of adopted complete set of droppers in constructing OCS for electrification of railways, introduces the preparation, calculation formula and modification formula for calculating the length of complete set of droppers, and gives the synthesized calculation formula applicable to complete set of droppers of simple chain suspension OCS.Key words: OCS; complete set of droppers; application中图分类号:U225文献标识码:B文章编号:1007-936X(2002)04-0023-03目前,在提速干线铁路和准高速、高速电气化铁道接触网中,整根由耐腐蚀铜合金软铜绞线制成的整体吊弦逐步替代了传统的环节吊弦,其具有机械强度高、耐腐蚀性能好、使用寿命长、施工安装方便等优点。
另外,由于整体吊弦取消了环节结构,所以改善了接触网的导电通路,避免了环节结构中的虚接触及由此产生的电损耗。
以上优点使整体吊弦在我国广深准高速、武广线电气化改造及京郑线、郑武线施工中得到广泛应用并具有推广前景。
大型铜闪速冶炼系统节能关键技术的研发与应用

大型铜闪速冶炼系统节能关键技术的研发与应用项目名称:大型铜闪速冶炼系统节能关键技术的研发与应用完成单位:铜陵有色金属集团股份有限公司,合肥金星机电科技发展有限公司,中南大学,厦门大学完成人:周俊、姚俊峰、陈卓、徐勇、宋彦坡、王守全、臧轲轲、肖华兵、朱壮志、胡子豪推荐奖种:安徽省科技进步奖项目简介:本项目属于有色金属冶金学科领域。
铜陵有色金属集团股份有限公司“铜冶炼工艺技术升级改造项目”是安徽省“861”重点工程。
项目采用先进的闪速熔炼-闪速吹炼(“双闪”)工艺处理铜精矿,是国内自行设计建设、世界上单套系统产能最大的铜冶炼工程。
自建设之初起,项目组克服诸多技术挑战,从工艺理论、设备研发、生产优化等多方面开展研究工作,相继开发应用了高产能低能耗闪速熔炼技术、大型电解槽极板短路在线监测及分析技术、闪速炼铜企业能效在线分析与优化控制技术等闪速冶炼系统节能关键技术,成功实现了“双闪”系统年产40万吨阴极铜的高产、稳定、高效以及低能耗、无污染运行。
项目主要研究内容及创新点如下。
1. 研发了高产能低能耗闪速熔炼技术:提出了闪速熔炼过程的“多粒子多相熔合”、“微熔池过程”以及烟尘形成过程等机理模型,奠定了闪速熔炼优化运行、节能降耗的理论基础;开发应用了高性能倍通量扰动预混型精矿喷嘴、雾化动量熔体粒化及收集装置等核心设备与工艺,实现了闪速炉在高投料量下的稳定高效、低能耗、无污染运行。
2. 开发应用了大型电解槽极板短路在线监测及分析技术:基于红外热成像、图像处理等技术,开发应用了电解槽极板短路的自动识别与定位技术,实现了对电解槽故障电极的自动快速检测与准确定位。
3. 研发了闪速炼铜企业能效在线分析与优化控制技术:开发了能效数据同步及云分配存储优化方法,构建了闪速炼铜企业多层级多尺度能效评价指标及在线计算模型,开发了以综合能耗最低为优化目标、关键工艺指标为约束的闪速熔炼、电解精炼等关键过程的能效优化控制模型,开发了“闪速炼铜企业能效监测评估与优化控制系统”,首次实现了炼铜企业全厂能耗的精细分析与优化控制。
年产18万吨铜的铜吹炼工艺设计毕业论文
本科毕业设计(论文)年产18万吨铜的铜吹炼车间工艺设计设计总说明本文主要设计了一座年产18万吨铜的铜吹炼车间工艺设计。
通过实习并搜集相关资料,熟悉了铜锍吹炼工艺及车间布置。
本次设计的内容包括文献综述、厂址选择与论证、工艺流程与参数的选择、冶金计算、主要设备计算与选型、环境保护等部分。
在文献综述中,叙述了铜资源的分布,火法、湿法的冶炼方法。
铜锍的工艺流程与其技术经济指标以设计手册为主,各铜锍吹炼车间参数为参考依据进行选取。
依据任务书的物料成分和产品质量要求进行物料平衡计算。
通过转炉的尺寸与有关的参数确定吹炼的热平衡计算。
绘制出卧式转炉结构图、车间配置图、设备连接图和流程图各一张。
关键字:铜锍,吹炼,转炉,物料平衡Design DescriptionThe paper aims at designing the technological process and one copper smelting plant , which could produce 180,000 tons of copper each year. Through the practice and collect relevant data, familiar with the copper matte converting process and plant layout. This design content included literature review, site selection and demonstration,technological process and parameter selection, calculation, calculation and selection of main equipment, environmental protection and so on. In the literature review, described the distribution of copper resources, copper pyrometallurgy and copper hydrometallurgy. Copper matte process and the technical and economic indicators to design handbook, the copper matte converting plant parameters as the reference for selection. For material balance calculation according to the material composition and product quality requirements of the task book. Through the thermal balance converter size and related parameters of converting calculation. Drawed a horizontal converter structure chart, workshop layout, equipment connection diagram and flow chart of each one.Key Words:copper matte ,converting, converter, material balance目录第一章文献综述 (7)1.1概述 (7)1.1.1 世界铜资源分布 (7)1.1.2 我国铜资源分布 (8)1.2铜生产方法 (9)1.3火法炼铜 (9)1.3.1铜熔炼 (10)1.3.2铜锍转炉吹炼 (15)1.3.3铜的精炼 (17)1.3.4铜的电解精炼 (18)1.4湿法炼铜 (18)1.4.1硫化铜精矿焙烧-浸出-电积法 (19)1.4.2浸出-萃取-电积法 (19)1.4.3铜矿氨浸-萃取-电积 (19)1.4.4酸浸法处理氧化铜矿 (19)1.5国内铜冶金的发展现状 (21)第二章厂址选择与论证 (23)2.1厂址选择基本原则 (23)2.2工业布局 (23)2.3原材料的供应及交通条件 (24)2.4供水供电条件 (24)2.5环境保护和地理气候条件 (24)2.6厂址的协作条件 (25)第三章工艺流程与参数的选择 (26)3.1铜锍转炉吹炼流程的选择与论证 (26)3.2技术操作条件 (26)3.2.1吹炼制度 (26)3.2.2 供风 (27)3.3 主要技术经济指标 (27)3.3.1 送风时率 (27)3.3.2 铜直接实收率 (28)3.3.3 铜锍加入量 (28)3.3.4 转炉烟罩水耗 (29)3.3.5 鼓风机动力负荷 (29)第四章冶金计算 (30)4.1闪速炉熔炼冶金计算 (30)4.1.1各种物料及成分计算 (31)4.1.2日物料平衡计算 (34)4.1.3热平衡计算 (36)4.2转炉吹炼的冶金计算 (50)4.2.1物料平衡计算 (50)4.2.2转炉热平衡计算 (54)4.3反射炉精炼冶金计算 (58)4.3.1物料平衡计算 (58)4.4铜电解精炼冶金计算 (59)4.4.1物料平衡计算 (60)4.4.2电解设备选择 (61)4.4.3热平衡计算 (63)4.5电解液净化冶金计算 (64)4.5.1净液量的计算 (64)4.5.2硫酸盐生产的物料平衡计算 (65)4.5.3粗硫酸镍生产计算 (67)第五章吹炼车间的相关设备选择及计算 (69)5.1转炉的结构 (69)5.1.1炉体 (69)5.1.2万向接头 (72)5.1.3传动装置 (73)5.1.4支撑装置 (73)5.1.5润滑系统 (73)5.2转炉主要参数的确定 (73)5.2.1筒体 (73)5.2.2炉口 (75)5.2.3风眼直径及位置确定 (75)5.3吹炼车间主要设备选择 (76)5.3.1熔剂、冷料加入装置 (76)5.3.2捅风眼机 (77)5.3.3炉口清理机 (77)5.3.4转炉烟罩 (77)5.3.5鼓风机 (78)5.3.6桥式起重运输机 (78)5.3.7铸渣机 (78)5.3.8粗铜锭直线铸型机 (78)5.4砌体 (78)5.4.1材质选择 (79)5.4.2筒体砌砖 (79)5.4.3炉口砌砖 (79)5.4.4风口砌砖 (79)5.4.5端墙砌砖 (80)第六章铜锍转炉吹炼车间环境保护 (81)6.1概述 (81)6.2铜锍转炉吹炼炉渣及处理 (81)6.3转炉烟气和烟尘及处理 (82)第七章心得体会 (83)参考文献 (84)致谢 (85)第一章文献综述1.1概述有色重金属提取冶金方法分为火法冶金和湿法冶金两大类,并以火法为主。
电气化铁路用压接式接触线电连接线夹试验分析与研究
后 ,需 通过具 体试 验对 理论结果 进行 验证 ,并对 出
保持对接触线持续 的夹持 力。为分 析方便 ,假设线夹 与接触 线接触 时 ,接触线对线夹施加 的是一个集 中载
现的松脱及裂纹等情况进行原因分析。 31 现场 检查情 况 .
在 现场检 查 中发现 ,电连 接线夹 易 出现压接 不
\
式 ( )中 ,,为 电流 ,A;R 为接 触 电 阻 ,Q。R 1 ; 的计 算公 式为
.尺 氧 + 过 + 体 - 化 渡 积。 ( 2)
式 ( )中 ,R氧 为氧 化 电阻 ,Q;尺过 为 过 渡 电 2 化 渡
阻 ,Q;R体 为材料 体积 电阻 ,n。 积 当线 夹 尺寸 给定 、材 料选 定 后 ,尺体 已 固定 , 积
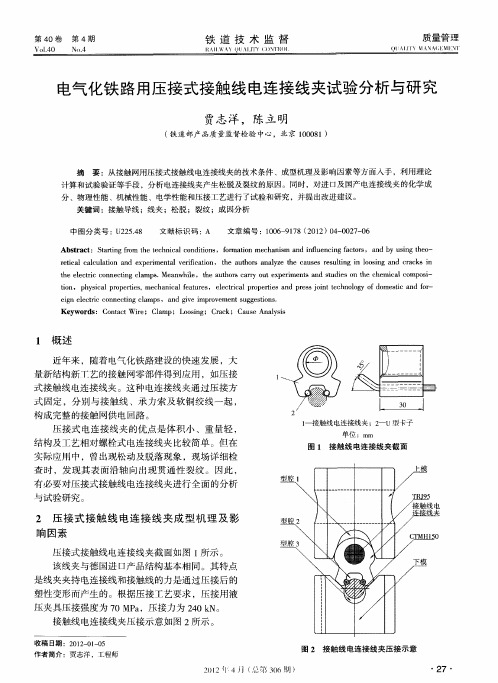
压夹具 压接 强度 为 7 a 0MP ,压 接力 为 2 0k 4 N。
接 触线 电连接 线夹 压接示 意如 图 2所示 。
收 稿 日期 : 作 者简 介 :
图 2 接 触 线 电连 接 线 夹压 接 示 意
・
2 ・ 7
铁 道 技 术 监 督
以线夹 中性层 为界 ,上部 为拉应 力状 态 ,下 部 为压应 力状 态 。如 果材 料不具 备足 够 的延 伸率 ,在
一
定 的条 件下 ,塑性 变形不 足 ,造 成线 夹对 接触线
高速铁路接触网的研究--- - 副本
高速铁路接触网的研究学生姓名: xx 学号: xx专业班级:电气化铁道技术xxxxx 指导教师: xx西安铁路职业技术学院西安铁路职业技术学院毕业设计(论文)摘要高速铁路的发展不仅代表着一个国家的经济技术水平与综合国力,而且是当今世界铁路发展的趋势和潮流。
接触网是电气化中所提到的主要供电装置之一,其功用是通过它与受电弓的直接接触,而将电能传送给电力机车。
接触网最早出现的形式是利用钢轨供电。
随着电压的提高、运输量的增大、技术的不断改进以及对人身安全的严格要求等,使接触网的结构逐渐发展成为目前广泛采用的架空式接触网。
地下铁道由于受空间条件的限制,一般采用接触轨式接触网。
但是近年来,随着电压的升高,也在采用架空式的刚性悬挂或软索式悬挂。
论文主要介绍目前我国高速电气化铁路接触网以及国外高速电气化铁路接触网发展情况,从而为我国高速铁路接触网施工技术向国际先进水平看齐提供了参考。
得出结论、给出发展前景,最后又叙述高速铁路接触网的发展价值和今后的方向。
关键词:高速铁路;接触网;电气化铁路;铁路发展方向;弓网关系AbstractThe development of high-speed railway not only represents a country's economic and technological level and the comprehensive national strength, and it is the world's railway development trends and fashion.Catenary electrification is mentioned in one of the main power supply device, its function is through its direct contact with the pantograph, transmitting高速铁路接触网的研究electricity and electric locomotives. Catenary first appeared in the form of a power supply is the use of rail. With the improvement of the voltage, the increase of traffic volume, technology of continuous improvement, and strict requirements for safety, etc., the structure of the catenary is developed as the overhead contact line. Underground railway due to space limitations, generally USES the contact rail type catenary. But in recent years, with the increase of voltage, also in the use of overhead rigid suspension or soft cable suspension.Paper mainly introduces the current our country high speed electrified railway catenary and foreign high speed electrified railway catenary development situation, for the high-speed railway catenary construction technology in China provides reference to the international advanced level. Come to the conclusion, the development prospect is given, then describe the development of thehigh-speed railway catenary value and the direction in the future.Key words: high speed railway; Catenary; Electrified railway; Railway developmentdirection; Bow net relations西安铁路职业技术学院毕业设计(论文)目录摘要 (I)Abstract (I)引言 (1)1 高速铁路接触网的组成和结构 (2)1.1高速铁路接触网的发展与组成 (2)1.2高速铁路接触网的支持装置 (3)1.2.1高速铁路接触网的概述 (3)1.2.2高速铁路接触网的腕臂支持装置 (3)1.3高速铁路接触网的定位装置 (7)1.3.1高速铁路接触网的定位装置的作用 (7)1.3.2高速铁路接触网的定位器类型 (8)1.3.3高速铁路接触网的定位装置形式 (9)1.4高速铁路接触网的接触线与承力索 (10)1.4.1高速铁路接触网的接触线 (10)1.4.2高速铁路接触网的承力索 (12)2 国内高速铁路接触网的现状 (14)2.1 国内高速铁路接触网的研究背景和内容 (14)2.1.1国内高速铁路接触网的研究背景 (14)2.1.2 国内高速铁路接触网的研究内容 (15)2.2 我国高速铁路接触网的发展状况 (15)2.3高速接触网与普速接触网的区别 (17)3 国外高速铁路接触网的发展现状 (20)3.1国外高速铁路接触网动态监测管理 (20)3.2国外高速铁路接触网的悬挂方式 (20)3.3德国高速铁路接触网的先进技术 (20)4 高速铁路接触网故障判断的主要思路和方法以及相关建议 (22)4.1高铁接触网故障判断的主要思路和方法 (22)4.1.1根据天气情况判断 (22)4.1.2根据跳闸情况判断 (22)4.1.3根据跳闸报告内容判断(按照归算至一次侧数值进行判断) (22)4.1.4根据受电弓损伤位置判断 (23)高速铁路接触网的研究4.1.5外界反映情况 (23)4.1.6特殊故障 (23)4.2我国高速铁路接触网发展的相关建议 (24)4.2.1高速铁路设计需加强避雷防护 (24)4.2.2高速铁路选址避开重污区 (24)4.2.3 加强施工标准化 (24)4.2.4 注意供电线同杆合架现象 (24)4.2.5 严把接触网零部件的生产制造工艺关 (24)5 高速铁路接触网的研究价值和发展方向 (25)5.1 高速铁路接触网的发展前景 (25)5.2 研究价值 (25)5.3 发展趋势 (25)结论 (27)致谢 (28)参考文献 (29)附录A 相关装配图 (30)西安铁路职业技术学院毕业设计(论文)引言高速铁路是当今世界铁路发展的潮流,随着经济技术的发展和交通运输的激烈竞争,高速铁路以其独特的优势被许多国家作为大力研制和重点发展的目标。
电气化铁道接触网零部件 第3部分:横承力索线夹
TB 中华人民共和国铁道行业标准TB/T2075.3-2002电气化铁道接触网零部件第3部分:横承力索线夹Fittings for overhead contact system of electrification railwayPart3:Clamp for headspan cross messenger wire2002-05-17发布 2002-08-01实施 中华人民共和国铁道部发布TB/T 2075.3-2002前言TB/T 2075《电气化铁道接触网零部件》分为54个部分:——第1部分:接触经吊弦线夹;——第2部分:承力索吊弦线夹;——第3部分:横承力索线夹;——第4部分:双横承力索线夹;——第5部分:接触线中心锚结线夹;——第6部分:承力索中心锚结线夹;——第7部分:杵座鞍子;——第8部分:钩头鞍子;——第9部分:吊环;——第10部分:长吊环;——第11部分:耳环杆;——第12部分:悬吊滑轮;——第13部分:定位线夹;——第14部分:支持器;——第15部分:长支持器;——第16部分:定位环线夹;——第17部分:定位器;——第18部分:特型定位器;——第19部分:软定位器;——第20部分:特型软定位器;——第21部分:定位管;——第22部分:线岔;——第23部分:连接器;——第24部分:定位环;——第25部分:长定位环;——第26部分:套管双耳;——第27部分:套管铰环;——第28部分:铜接触线接头线夹;——第29部分:承力索接头线夹;——第30部分:UT型耐张线夹;——第31部分:杵座楔形线夹;——第32部分:双耳楔形线夹;——第33部分:双环杆;——第34部分:接触线终端锚固线夹;——第35部分:承力索终端锚固线夹;——第36部分:坠砣;ITB/T 2075.3-2002——第37部分:补偿滑轮组;——第38部分:补偿棘轮;——第39部分:旋转腕臂底座;——第40部分:特型旋转腕臂底座;——第41部分:调节板;——第42部分:压管;——第43部分:杵环杆;——第44部分:软横跨固定底座;——第45部分:拉杆底座;——第46部分:特型拉杆底座;——第47部分:钢柱拉杆底座;——第48部分:腕臂;——第49部分:接触线电连接线夹(斜型);——第50部分:接触线电连接线夹(垂直型);——第51部分:电连接线夹(方型);——第52部分:电连接线夹(长方型);——第53部分:接地线夹;——第54部分:接地线连接线夹。
国家科技支撑计划重点项目
国家科技支撑计划重点项目“铜材短流程生产关键技术开发与工程化”课题申请指南中国有色金属工业协会二○一○年九月第一章申请须知一、项目总体目标铜是重要的结构及导电材料,对国民经济、社会发展和国防建设具有重要战略意义。
本项目根据我国当前铜加工技术发展现状,结合国家科技计划总体部署,针对我国铜产业生产技术落后、高端产品严重依赖进口和铜资源短缺的现状,结合当前世界发展低碳经济的主题,集中针对铜带材与铜管材的短流程制造工艺及装备、高精压延电子铜箔制造工艺以及铜资源回收等若干关键技术,进行产业化技术开发,形成具有自主产权的铜材短流程、高效节能的新型制备技术和铜材循环再生产利用新技术,全面带动我国铜加工产业生产技术水平的全面提升,进而提升国家的整体竞争力。
本项目符合《国家中长期科学和技术发展规划纲要()》制造业领域基础原材料优先主题,也符合制造业领域新一代信息功能材料及器件优先主题。
二、申请内容本项目针对传统工艺制造高纯无氧铜带品质差、成本高的技术难题,通过采用连续挤压工艺技术和大型连续挤压生产装备的研究和开发,全面提升我国高纯无氧铜带生产的技术和设备水平,在大幅提高铜带质量的同时,降低成本及能源消耗,并减少污染物排放;针对耐蚀铜合金管材和高性能电子铜管生产能耗大、效率低的状况,开发高性能铜合金管和电子铜管加工成套技术,形成系列管材研发能力,提供高性能、高品质的多种管材,满足国民经济发展和国防建设急需;通过引进消化吸收再创新,开发高精压延电子铜箔制造技术;针对再生铜材的回收率低、工艺落后的局面,开发铜资源短流程回收新工艺新装备,最大限度地节约资源。
本项目研究内容分解为个课题,包括:三、申请管理、本项目在科技部的指导下,由中国有色金属工业协会负责该项目的组织实施。
、根据《国家科技支撑计划管理暂行办法》的有关规定,遵循“公开申报、统一评审、优势优先”的原则,通过评审择优选择并落实优势承担单位。
四、项目实施期限及经费来源本项目实施年限为年(年月年月),国拨经费万元。
拉丝工艺学
第二节 铜、铝单线的标准代号及型号
一 铜、铝单线的标准代号
我国的产品标准由汉语拼音字母和数字组成如GB/T17048-1997。前面的汉语拼音字母表示标准的级别如国家标准为GB,原机械工业部标准为JB,治金工业部标准为YB,地方规定的企业标准为QB。斜杠后的T表示推荐标准。汉语拼音字母后数字是标准的编号,破折号后面的数字是标准颁布的年份如GB/T17048-1997为国家推荐标准编号17048、1997年颁布。
(二)架空绞线用硬铝线
1、硬铝线计算用数值
计算时,应使用下列硬铝线的数值:
20℃时的电阻率,最大值
20℃时的密度
线膨胀系数
20℃时的电阴温度系数
2、材料
硬铝线应由符合要求纯度的铝制成,以达到规定的机械性能和电气性能。铝的含量应不小于99.5%。
3、表面质量
硬铝线表面应光洁,并不得有与良好的商品不相称的任何缺陷。
表1-2 圆铜线型号规格
型号
名称
规格范围(mm)
TR
软圆铜线
0.020~14.0
TY
硬圆铜线
0.020~14.0
TYT
特硬圆铜线
1.50~5.0
表1-3 圆铜线直径及允许偏差
标称直径(mm)
允许偏差(mm)
0.020~0.025
±0.002
0.026~0.125
±0.003
0.126~0.400
±0.04
TBY2
0.01777
0.00395
扁铜线的机械性能见表1-13规定。
表1-13 扁铜线的机械性能
厚度(mm)
TBR
TBY1
TBY2
电炉短流程高品质钢生产控氮技术探索与创新实践
电炉短流程高品质钢生产控氮技术探索与创新实践目录一、内容描述 (2)二、电炉短流程高品质钢生产概述 (3)1. 电炉短流程工艺特点 (4)2. 高品质钢生产需求 (5)三、控氮技术在电炉短流程生产中的应用重要性 (6)1. 氮对钢性能的影响 (7)2. 控氮技术在提高钢质量中的作用 (8)四、电炉短流程高品质钢生产控氮技术探索 (9)1. 原料控制 (10)(1)原料选择与储存 (12)(2)原料预处理方法 (13)2. 冶炼过程控氮技术 (14)(1)电炉操作优化 (15)(2)冶炼气氛控制 (16)(3)合金元素加入时机与方式优化 (17)3. 精炼与连铸过程控氮技术 (19)(1)精炼手段选择与应用 (20)(2)连铸工艺参数优化 (21)五、创新实践 (22)1. 新型控氮工艺技术研究与应用 (23)(1)氮气浓度在线监测技术 (24)(2)低氮氧化物排放技术 (26)(3)精准控氮技术优化方案 (27)2. 生产实践案例分析 (28)六、效果评估与改进建议 (29)1. 生产效果评估 (31)(1)产品质量提升情况分析 (32)(2)生产效率及能耗变化分析 (33)2. 持续改进与优化建议 (34)(1)原料采购与质量控制优化建议 (35)(2)工艺参数调整与优化建议七、结论与展望 (37)一、内容描述本报告旨在深入探讨电炉短流程高品质钢生产的控氮技术,分析当前技术现状与发展趋势,并详细阐述我们在这一领域的创新实践与探索。
随着现代工业的飞速发展,高品质钢的需求日益增长,电炉短流程生产工艺因其高效、节能等优点而受到广泛关注。
在高品质钢的生产过程中,氮含量的控制是一个关键难题,它直接影响到钢材的性能与品质。
针对这一问题,我们团队积极开展了一系列实验研究和技术攻关,成功开发出一种高效的电炉短流程控氮技术。
该技术通过精确控制冶炼过程中的氮含量,有效降低了钢中的氮含量,提高了钢材的强度和韧性等性能指标。
铁运2010]12号-关于印发《电气化铁路接触网器材管理办法》的通知
关于印发《电气化铁路接触网器材管理办法》的通知铁运[2010]12 号电气化铁路接触网器材管理办法第1 条为规范电气化铁路接触网器材(以下简称接触网器材)的设计、制造、采购、验收和使用管理,提高接触网器材的产品质量,保证电气化铁路接触网系统的工作性能和行车安全,特制定本办法。
第2 条电气化铁路设计、建设、施工、运营及接触网器材设计、制造单位在从事接触网器材研究设计、技术审查、生产制造、工程采购和安装使用时,必须遵守本办法。
第3 条接触网器材必须满足电气化铁路运输需要,具有较高的可靠性、安全性、耐久性,不断提高少维护、免维修的程度,接触网器材应具备通用互换性。
第4 条接触网器材按其重要程度分为两大类,即重要器材和一般器材。
重要器材包括:1. 接触线及承力索;2. 接触网关键零部件(详见附件1);3. 绝缘子(包括棒式及悬式绝缘子);4. 分相、分段绝缘器;5. 接触网负荷开关、隔离开关;6. 支柱及硬横梁。
除上述6 种之外的接触网器材为一般器材。
主要包括:1.电力金具;2. 关键零部件之外的其他零件及接触网零件用螺栓;3. 铝绞线、铝包钢芯铝绞线。
第5 条接触网器材改变设计、工艺和材质以及新产品的研制开发,应按照技术设计审查、型式试验、运行考核、产品鉴定的程序进行。
其中重要接触网器材由铁道部运输局组织技术评审,一般器材由铁道部运输局(装备部)委托相关单位组织技术评审,评审结果报铁道部核备。
第6 条接触网器材中实行生产企业认定管理的产品,生产企业必须取得铁道部颁发的认定资格证书。
各单位不得采购和使用未获得认定资格或部公布的监督抽查不合格的接触网器材。
第7 条新建、改造、大修工程用接触网器材,上网安装前必须经过检验验收,合格后方可上网使用,对未经检验验收或经检验验收不合格的器材禁止上网使用(具体要求见附件2)。
第8 条建设工程中重要接触网器材上网前必须依据相关标准、技术条件及合同规定进行验收,需进行检验试验的,其检验试验应由铁道部授权、并取得国家“计量认证”及“实验室认可”资质、具备检验项目所需的检验设备及能力的第三方实验室承担,承担检验试验的实验室应与生产及使用企业无任何利益关系。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
及铜合金绞线> 行业标准, 该标准博采众长, 有些技术
指标甚至高于 国外标 准要求 。之 前, 仅有 的几家 有生
产资格的供货厂家基本上执行 的是参 照德国标准制 定
的企标。
目前输变 电行业使用的电力电缆 坯料常规采用连
铸连轧工艺生产 的低氧杆 , 该类 型坯料属 于软 态的再 结 晶组织 , 主要为 电线 电缆行业提 供再拉伸 线坯, 通常 生产规格为 08 mmo该 种坯料具 有较好 的导 电性 、 塑 性和冷加工性能 , 但是 强度较 低, 常抗 拉强度 在 20 通 0
为保证冷 加工后 金 属单 丝 强 度 。 须控 制 其变 形 过 必 程 中的温 度低于 1 0℃软 化 温度 。 7
一
3 升温
境和 条件 的要求 , 力 索 的 性 能指 标 除 电阻要 求 不 承
低 于 电力 电缆外 , 断力 ( 拉 强度 ) 要 高于 常规 拉 抗 还 电力 电缆。沈 阳 北 恒铜 业 有 限 公 司 曾使用 过 云铜 、
南京华 新 、 津大 无缝 、 中 、 天 辽 铁岭 等 多 个生 产 厂家 的 D8mm 低 氧 光 亮 杆 , 加工 后 均难 达 到 接触 网 冷 用的承 力索 ( 绞线 ) 单丝 的拉断 力要 求, 电气 化铁道 <
一
要达到 T / 3 1 B T 11—20 < 气 化铁 道 用 铜及 05 电
铜 合金 绞线> 强度性 能指 标 , 以通 过合适 的冷加工 可
・ 收稿日期 :0 7 6 5 2 0 —0 —1 作者简介 : 高 峰(9 5 )男, 16 一 , 工程师。 硕士研究生 。 主要从事高铜 、 高导。 高强铜合金材料的研发。
文章 编 号 :07—9 7 2 0 ) 6 09—0 10 6 X(0 7 0 —0 3 3
使用上引连铸无氧铜杆生产电气化铁道用硬铜承力索工
高 峰 , 嵇 庚 , 谢 冯春 鹏 , 赵
摘
敏, 王
振
( 沈阳北恒铜业有限公司. 辽宁 沈阳 10 4 ) 10 4
要: 本工艺方案探索 使用 上引连铸无氧铜杆替代热轧黑铜杆来生产 电气化 铁道接触 网用硬 铜 承力索生产工艺创新 , 采用连铸杆一Y型冷轧一拉伸工艺 。 过控制 冷加工量 、 通 温度 、 摩擦
等 要素, 生产 满 足 T / 3 1 —20 ( 气 化铁 道 用 铜 及 铜 合 金 绞 线 ) 准 要 求 的 硬 铜 承 力 B T 11 05电 标
索 ( 线 ) 绞 。
关键词 : 强度 ; 变形量 ; 上引无氧铜杆 ; 温度 ; 高温软 化; 措施 ; 工艺 中图分类号 : 2 5 4 U 2 . 文献标识码 : A
维普资讯
有
色
矿
冶
第2 3卷
变形量和控 制变形 温度 来保证 。
2 1 温度限 定 .
N mm2 / 左右 。
2 3 工 艺保证 措施 ( . 见表 3 J
表 3 工 艺 措 施
金属压 力 加工 过程 中, 由于 金属 减径 变 形 热和
-
2 解决 思路 、 施 和 方 案 措
紫 铜 或无 氧 铜属 于 纯 金属 , 只能通 过 冷对 强度 的影 响有限度 , 过 超
一
定值 后 , 随变形 量 的 增 加 , 度变 化 趋 于平 缓. 强 多
20MV。表 1 电力 电缆坯料杆的强度指标。 3 a 为
1 前
言
在 电气化铁 道 接触 网用 承 力 索上 施 加 的张力 .
随机车 运行速 度 的提高 , 张力也 相应加 大, 预 速度≥ 3 0k h的线路 , 0 m/ 预张 力高 达 2 N。 由于使用 环 8k
承力索( 绞线) 电气化铁道接触 网的重要组成部 是
分, 其作用是通过 吊弦线将接 触线悬挂起 来, 受接触 承 线的重 量、 且减少接 触线 的弛度 。早 期 的承 力 索只 并 承力, 不载电流。由于电气化铁道 向高速 、 重载和大 的 机车通流量方向发展. 以, 所 现在接触 网上的承力索既 承力, 又承载部分电流。安全 、 高速 、 重载 、 大张力和 大
维普资讯
第2 3卷第 6期 20 0 7年 1 2月
有
色
矿
冶
Vo . 3. o 12 N 6
No N — FE RO US M I NG R NI AN D E M TA LLURG Y
De e e 0 7 c mb r 0 2
用 铜及铜 合金 绞线> 见表 2 。
表 2 T / 3 1 —2 0 ( B T 11 0 5 电气化铁道 用铜 及铜合金绞线)
流量的电气化铁道接触网 , 高质量 的承力索。 要求
我国从 2 0 05年 7月 1日开 始贯 彻执行 铁道 部以
德国标准为 基础, 参考 英 国、 国、 国、 美 法 前苏联 、 日本 等相关标准制定的 T 11 05电气化铁道用铜 31 —20<
变形过 程中 的摩 擦, 产生大 量 的热量 , 会 该热量 施加
到金属上 。 会造 成 金 属升 温 。 过 一定 的温 度 , 就 超 引
壁曼 堡旦 篓
l 抗拉强度 : 摩擦 选
查鳖
增加冷变形 量。 度
强制冷却。
墨箜
坯料杆选用 0 0咖 2
起 金属 由于 高温 而导 致 的 软化 , 应 降 低金 属 的强 相 度 。 由图 1可见。 同软 化 温度 时金 属或 合 金 强度 不 变 化。 紫铜类 材料在 10℃ 左右就 开始软 化 。所以。 7
表 1 G / 9 2—19 ( B T35 9 8 电工 用铜线坯)
余的变形 量对 强度 增 加 无 贡 献. 以要 求选 择 合适 所 的变 形量 。
另一方面, 紫铜类金属耐高温软化性能差, 超过 定温度, 强度开始降低, 因此, 需要控制变形过程 中的温度 低于 软化 温度 。