高产梳棉机生条定量问题的探讨
高产梳棉机梳理作用的理论探讨

高产梳棉机梳理作用的理论探讨高产梳棉机梳理作用的理论探讨张文赓(东华大学)编者按本文作者对高产梳棉机盖板反转,减少盖板根数提出了全新的梳理理论;否定前后固定盖板的“自洁”作用,认为是“接触分梳”分梳有限,不能替代回转盖板;棉网清洁器除吸除短绒,尘屑外,对周边气流、气压产生影响,应予防范。
希能引起梳理学者的关注和研究,推动梳理理论的提升。
0 前言近代棉纺梳棉机向高产方面的发展已有长足的进步。
梳棉机的结构和梳理方式也作了许多创新。
例如机械的部件与结构如何适应高速运转,增加刺辊部分分梳及除杂的能力,盖板反转并减少盖板根数,增加前后固定盖板和清洁器等等。
在这些改变或革新中提出了一些工艺理论问题,例如盖板反转对梳理作用有何影响,减少盖板根数是否合理,过去在正转时增加盖板根数是否多余或者是一种错误,有的认为时代的趋势是取消回转盖板,增加固定盖板。
也有认为固定盖板仅是辅助分梳,不能替代盖板锡林间的“主梳”作用[3],不同的观点集中到一点是对回转盖板和固定盖板的作用认识不一致。
1 盖板反转时的梳理作用作者在上文[1]中对盖板正转时的梳理作用与纤维运动提出了新的见解,即盖板有吸收和释放纤维与纤维束的功能,从而在锡林盖板区将纤维和纤维束以转移分梳和接触分梳两种分梳的形式使纤维之间及与杂质间产生分离运动而完成梳理的目的。
盖板梳理这种基本作用,在盖板反转时,仍然存在。
因为盖板与锡林没有结构上本质的变化,仅仅是运动方式的改变。
所以盖板反转时,纤维和纤维束的运动随之发生改变。
首先,盖板针间纤维充填的情况有了改变。
后区盖板充填的纤维层负荷比较大,前区进口处的盖板负荷较小。
但除进口的几根外,前中区盖板负荷也不会轻,因为盖板与锡林的速比有数千倍,假定盖板反转的速度为100 mm/min,则盖板走过全程的时间约为10 min。
台时产量40 kg,每分钟为0.67 kg,故盖板走过工作区全程所处理的纤维量约为6.7 kg。
而30根盖板的总纤维量不过50 g左右,相差悬殊,盖板充填的情况可想而知。
立达C70高性能梳棉机高产优质高效技术简析

立达C70高性能梳棉机高产优质高效技术简析作者:张晓生朱建青来源:《纺织导报》2014年第02期摘要:文章从高产、优质、高效等 3 个方面简单总结分析了立达C70高性能梳棉机的设计、结构、工艺、技术及其性能。
高产、优质、高效一直是梳棉机追求的主要目标,立达通过自己的努力,持续朝着这一目标迈进,在一定程度上实现了这些目标,如模块化、自动生头、自动磨针系统、一定程度的清梳并联等。
C70高性能梳棉机工艺配置灵活,在环锭纺、紧密纺、转杯纺和喷气纺应用广泛,可以纺制天然纤维和化学纤维等各种原料。
关键词:C70高性能梳棉机;高产;优质;高效中途分类号:TS103 文献标志码:BBrief Technological Analysis on High Production High Quality and High Efficiency of RieterC70 High-performance CardAbstract: The authors, briefly analyses high production, high quality and high efficiency of C70 highperformance card from design, structure, processing, technology and its excellent performance.Key words: C70 high-performance card; high production; high quality; high efficiency瑞士Rieter(立达)1.5 m工作宽度高性能梳棉机自2003年正式发布以来,已在全球推广应用近万台;其中2009年正式发布的C70高性能梳棉机,身居27项专利,开创了梳理新时代,也已推广应用近3 000台。
本文从纺纱厂家十分关心的高产、优质、高效等 3 个方面对C70高性能梳棉机进行简单的技术分析。
高产梳棉机结构变化的探讨
41 ・
辽东学院学报 ( 自然科学版) 常明显 ,而小锡林转速一般高达 70~ 0 m 0 80r 。而 p 且锡 林直 径小 ,纤 维在 进入 固定 盖板 、活 动盖板 间 时 ,进 出隔距 相差 大 ,纤维 在针齿 间穿 行 时受力 的 不均 匀性 更大 。 目前 活 动盖 板 宽 度在 3 m 左 右 , 3m 针 布宽度 为 2 m,采 用大锡 林 ,活动 盖板 针布 与 2m 锡林 相 切 时 ,进 出 口差 ( 趾 差 ) 为 0 5 踵 . 6mm, 采 用小锡 林 时 ,活动盖 板宽 度没 有改 变 ,还保持 盖 板 针布 与锡林 相 切 ,进 出 口差 ( 趾 差 ) 就 变 为 踵 0 8 m,这样 难免 出现 短绒 增 加 的 问题 。其 二 是 .6m 转 移率 问题 。 由于小锡 林速 度高 ,其 附面 层气 流 比 常 规产 品大 ,在 向道 夫转移 过程 中 ,如果 气流 不能 很好 排 出 ,那 么棉 网质 量肯 定会 受影 响 。因此 ,采 用小 锡 林 时 ,锡 林 道 夫 三 角 区 必 须 增 加 吸 口 ,而 且 ,道 夫 要 采 用 深 齿 隙 针 布 。 同 时 ,为 保 证 足 够 的转 移率 ,使 纤维顺 利从 锡林 针 面转移 到道 夫针 面 ,锡林 道 夫转 移 区长度 就应该 基本 保持 不变 ,这 就 需要 加 大道 夫 直径 ,如立 达锡 林 由 C 1的 120 5 9 m m减小为 C 0的 84m 6 1 m时 ,道夫直径 由 c5 的 1 5 0mm加大 到 C 0的 6 0 m 0 6 8 m。 锡林直径并不是决定纺纱质量 的最主要 因素 , 无 论大 直径 还 是小 直 径 锡 林 ,只要 产 品结 构 合 理 , 工 艺配 置准 确 ,针布 选用合 适 ,现场 管理 到位 ,纺 纱 质量 都应 该能 够保 证 。
高产梳棉机宝塔型给棉罗拉的研究
3 . 2 试 验 参数
试 验 流 程一 中 J WF 1 2 0 7型 梳 棉机 主要 工 艺 参 数 见表 3所 示 。
表3 J wF 1 2 0 7 梳棉 机试 验主要参数 纺纱 品种 ( t e x ) 生条定量( m) 出条速度 ( n 1 / mi n ) 单台产量( k g / h ) 2 8 . 1 4 . 9 1 5 3 4 4
刺辊转速 ( r / mi n ) 锡林转速 ( mi n )
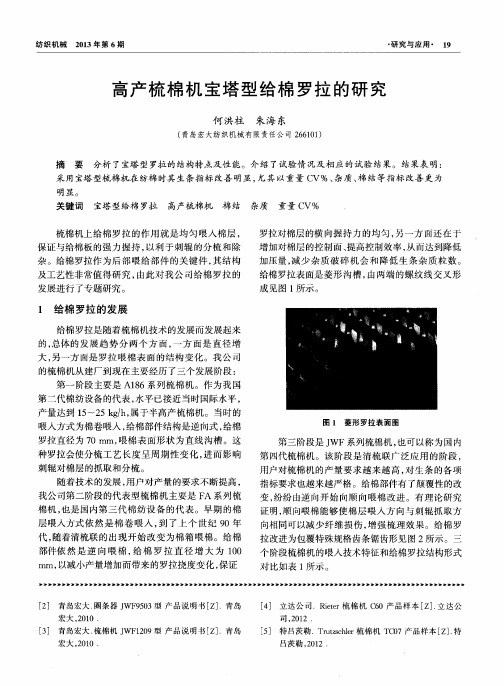
图 5 宝塔给棉罗拉 喂入棉层 握持分梳效果 图
7 9 3 4 0 0 2 1 9 1 0 3 5
盖板速度 ( mm/ mi n ) 喂棉箱 打手 转速( r / mi n )
2 . 3 . 2 齿 形 为棱 台截 面 , 齿距 小 、 容纤 率低 锯齿 形 罗 拉 锯 齿 横 向距 离 是 宝 塔 罗 拉 的 1 . 5 倍, 纵 向距 离是 宝塔 罗 拉 的 2倍 , 齿 深是 宝塔 罗拉 的 2倍 , 可 估 算 出锯 齿 形 罗 拉 的纤 维 容量 是 宝 塔 罗 拉 的2 . 5 倍, 储 棉 量 高 对 自调 匀整 时棉 层 厚 度 的检 测
纺织机械
2 0 1 3年 第 6期
・ 研究与应用 ・ 1 9
高 产 梳 棉 机 宝 塔 型 给棉 罗拉 的研 究
何 洪柱 朱海 东
( 青岛宏大纺织机械有 限责任公 司 2 6 6 1 0 1 )
摘
要 分析 了宝塔 型 罗拉 的结构 特 点及性 能 。介 绍 了试 验 情 况及 相 应 的试 验 结 果 。结果 表 明 :
采 用 宝塔 型梳棉 机 在 纺棉 时其 生条 指 标 改 善 明 显 , 尤 其 以重 量 C V%、 杂质、 棉 结 等 指 标 改善 更 为
梳棉工艺的设计与生条质量控制

梳棉工艺设计及生条质量控制1 梳棉在纺纱工程中作用和地位(1)“清、钢、浆”历来被认为棉纺工程中是三个最关键的工序,特别是梳棉工序。
(2)“梳棉是纺织厂的心脏”“梳得怎样就纺得怎样”是长期生产实践形成的共识。
(3)梳棉是形成并奠定半成品结构的基础,是影响后工序生产及成纱质量最主要的工序之一。
2 梳棉工序质量控制目标(1)纤维分离度,即将纤维束分解成单纤维状态;------顺利实现牵伸的基础;------纤维与结杂的充分分离是去除结杂的基础;----- 纤维以单纤维状态实现更充分混合(2)尽可能去除棉结与杂质------普梳工艺基本上是除杂的最后一道关口;------精梳品种还与精梳工序有关,这是清梳联短绒率较高对精梳品种的影响精梳小于普梳的原因所在。
但对于减轻精梳负担,实现高效能精梳关系也十分密切。
(3)控制短绒增长率----短绒率与成纱质量密切相关:短绒增加,条干恶化,常发性纱疵增加,飞花增多,粘缠挂堵多,使短粗节纱疵增加(10万米纱疵),有人认为,短绒每增加3%,条干CV恶化1%。
----随着高产梳棉机产量的提高,短绒增加导致质量下降的问题日渐突出。
梳棉工序质量控制还应包括生条条干、生条重量、落棉控制等等问题,限于时间关系,此处不再赘述。
主要是以上3个方面3 梳棉工艺路线(1)过去一种比较典型的说法是:“紧隔距、强分梳、好转移”这条工艺路线是以提高梳棉机分梳、除杂能力为核心的,虽然也提到转移问题,但不够突出,“好转移”的目标不够明确。
这条工艺路线在提高梳棉机分梳质量。
清除结杂,提升梳棉机单产方面发挥了很大的作用。
(2)近年来(2007年全国梳理质量会议)提出的工艺路线是“梳理转移适度、结杂短绒兼顾”。
这条工艺路线应该说是对近年来高产梳棉机工艺实践的总结,比较全面的提出了正确处理梳理与转移、结杂与短绒关系,合理解决充分梳理与短绒控制这对矛盾的原则。
比较全面的反映了对梳理工艺核心的认识。
(3)梳棉机的梳理度并非越大越好,转移率过大或大小也会对质量造成不利影响,必须适中掌握。
现代梳棉机实现高产的实践与探索

1 1
1 6 2.
3. 6
1 8
1 . 14
3 5
33 短绒 【 1 n 的变化 情 况 . ≤ 6ml) 对 原棉 、 卷 、 条 分 别 采 样 , 用 Yl l型 纤 棉 生 利 l
维测 长仪进 行 测试 , 对测 试 数据 进 行 计 算 得 出 的短
绒含 量情 况见 表 3 。
刺辊 ~给棉 板 :2 英 寸 ; 3% 0
1 概 述
近几年 , 纺纱 企业蓬 勃发 展 , 我国纱 锭数量 增 长 迅 猛 , 是 随着纱 锭数 量 的增 加 , 纱企业 之 间竞争 但 纺 也 越来越 激烈 。质量 是 企 业 的生 命 , 率 就 是 企业 效 的效 益 。企业在 提 高 纺 纱 质量 、 提升 产 品档 次 的 同 时, 对提 高生产 效率 也非 常重视 , 不少 企业 也做 了此
前情况 , 通过 F 2 4F 2 1 A 2 、A 2D梳棉 机试 验 了梳 棉 机 产 量提 高后 对成 纱质 量 的影 响 , 纺 纱 企业 设 为 备 选型 和设备 配 置提 供 一定参 考 。 关键 词 梳棉机 产量 成 纱质 量 锡林 速度 :5 / n 40r mi; 盖板 速度 :6 mi; 20mm/ n 刺辊 速度 :6 mi; 9 0r n /
定量 , 道夫 速度也 不 可能太 快 , 为此我 们选择 了一 个
4 纺 JA s 应 用 实 践 C0 纱
3 1 配棉 .
采用 10 0 %的细绒 棉 , 配棉具 体指 标详 见表 1 。
表 1 所用配棉各项指标
采用 梳 棉 机 重定 量 工 艺 的企 业 , 目前 该 企 业 有 F 2 4型高产 梳棉 机 2 台 , 品 以 J 3 sJ 4 s A2 0多 产 C 2 、C 0、 J 5 s 主 , 品 以优质 机 织纱 和 高档 针 织 为 主 , C0 为 产 档 次 较高 , 比较 具有 代表性 。我 们 主要 以 J 4 s C 0 为主 ,
高产梳棉机重定量的思考
高产梳棉机重定量的思考李妙福(河北省纺织工程学会,河北石家庄050051)摘要:叙述了对重定量生条质量的基本要求,认为生条实现重定量要顾及整个纺纱系统牵伸的合理配置,应兼顾生条的棉结和短绒率这一对矛盾,文章提出了高产梳棉机纺制重定量生条的工艺,如适当降低出条速度,保证每根纤维的受梳理齿数等,认为一般梳棉机进行必要改造后也可纺制重定量生条。
“重定量、大牵伸”工艺已成为当前棉纺工艺中备受关注的热点,其核心是提高细纱牵伸倍数,挖掘细纱牵伸潜能,关键是提高梳棉生条定量。
没有细纱牵伸倍数的增大,就不可能有前纺半制品的重定量,而实现前纺半制品重定量的关键在梳棉工序,只有梳棉机生条在保持棉结、杂质、短绒少的优良质量条件下实现重定量,才能实现纺纱工艺全流程“重定量、大牵伸”。
1重定量生条的基本要求要有足够的梳理度,使生条中棉纤维呈单根纤维状态;原棉经清梳后,在保证除杂要求的条件下,生条中棉结、短绒要比喂入筵棉降低,要满足后工序及成纱品质的要求。
2梳棉生条定量的控制从喂入原棉开始,生产中、细特纱时的纺纱系统将承担20 000倍以上的牵伸分配,因此梳棉生条定量的确定应考虑整个纺纱系统各工序的合理牵伸配置,保证纤维合理的、必要的梳理度和达到生条的基本要求。
2.1生条定量不宜过轻根据实践经验,普遍认为高产梳棉喂入筵棉及生条定量不宜过轻,主要是因为:(1)喂入筵棉定量过轻,在相同条件下,棉层结构不易均匀,易产生破洞等,而高产梳棉机不易弥补这一缺陷,因而造成生条短片段质量恶化;(2)生条定量过轻时,在保持高产量要求下,道夫速度必然增大,其自由纤维量减少,由于现代高产梳棉机分梳能力强,故纤维一次性分梳增加,造成纤维损伤,导致短绒增加;(3)定量过轻,棉网抱合力差而易飘动,不利于棉网成形与棉条高速输出;(4)轻定量生条条干均匀度不如重定量生条。
2.2要考虑整个纺纱系统的合理牵伸配置有资料统计了国内外梳棉机的产量、生条定量和道夫出条速度,显示了30年来梳棉机实现高产的途径,其中生条定量增加了29%,而出条速度提高了129%,主要有下列原因。
梳棉机有关工艺问题研究评述

认 为 增加 梳棉 机定量 , 精梳 品种 的成纱 条干 、 对 粗 节、 节、 细 棉结 的 影 响较 小 , 根 据客 户 要求 谨 慎 应 使用 , 对普 梳 品 种 成 纱 质 量 恶 化 颇 为 明显 ( 其 尤
在千 米棉 结方 面 ) 梳 棉 生 条定 量 不要 增 加 太 大 。 ,
维普资讯
第 3 卷 第 3期 6 20 0 8年 3月
棉
纺
织
技
术
Co o e te T c n lg  ̄ n T xi e h oo y l
梳 棉 机 有 关 工 艺 问题 研 究 评 述
孙鹏子 曹继鹏
( 宁省辽东 学院) 辽
有利 于消除弯钩、 高质量 ; 提 于爱春试验结果表 明¨ , l 在相 同产 量条 件下 , 定量 生条 的棉结 、 重 杂
质都 要差 些 , 量 范 围在 4gm ~ . / 之 间 。 定 / 6 0gm
费青 ¨ 认 为 , 相 同产量 条件 下 , 在 增加 生 条定 量 ,
择 , 转 杯 粗 号 纱 时 可 在 40rmi 纺 0 / n~50rmn 6 / i 之 间选择 。文 献 [6 表 明 , K 1] M 6型梳棉 机 锡林 速
度 实 际上可 采 用 7 0 rm n 此 时 线 速 度 为 4 . 8 / i , 15
高梳 棉机 产量 的 主要 措 施 是 提 高 出条 速 度 , 而增 加生 条定量 对 产量 的影 响 并 不显 著 ; 义敏 等 何
产量 一定 的条 件 下 ) 并 不 有 利 于 成纱 质 量 的 提 ,
代 ,.At 试验 结 果也 显 示 , 定 量 生 产 出的 P rt z 重 细纱 质量 不如 轻 定 量 纺 出 的细 纱 , 的试 验 定 量 他 范 围在 4 m ~67gm 之 间 ;0世 纪 9 . / 2 0年 代 , Lil¨研究 认 为 , 用 高 输 出速 度 比增 加 生 条 e d4  ̄ 采 定量 更有 利 于提 高 纱 线 质 量 ;06年 , 国邓 肯 20 德
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
高产梳棉机生条定量问题的探讨孙鹏子辽东学院生条定量与梳棉产量有直接关系,是梳棉工艺设计中的重要参数,由于其对梳理过程有着重要影响,故探讨确定高产梳棉机生条定量具有一定实际意义。
1 高产梳棉机生条定量的变化情况30年来国内外梳棉机产量、生条定量和出条速度(道夫转速)等的变化情况见表1-表6。
表7为1970年~2000年高产梳棉机平均生条定量和出条速度的变化情况。
从表7看出,从1970年至今,世界高产梳棉机生条定量平均增加了1.29倍,而出条速度则平均增加2.9倍。
根据表1~表6数据,我们可以看出世界各知名梳棉机制造厂提高产量的方式主要是提高锡林速度和输出速度,限于讨论范围,我们只就后者情况进行分析。
(1)德国特吕茨勒公司:从20世纪70年代的DK型梳棉机到现在DK903型梳棉机,其产量增加了4倍,而定量的变化则极为缓慢,只增加1.6倍。
输出速度却增加3.3倍。
(2)瑞士立达公司:从C1/2型梳棉机到C51型梳棉机,其产量增加了3倍,输出速度增加2.5倍,而定量仅增加1.36倍。
(3)日本丰和公司:从20世纪70年代的MAX型梳棉机到CMH型梳棉机,其产量提高了4倍,而生条定量却没有大的变化,从CMK-3型梳棉机,再到CM80型梳棉机、CMH型梳棉机,生条定量无一点变化,而输出速度却提高了3倍-4倍左右。
(4)中国青岛纺机厂:从A186型梳棉机到FA232A型梳棉机,其产量增加4倍左右,定量增加l 3倍,输出速度增加3倍以上。
其他公司如国内郑纺机、波兰的Lubuska、德国的Textima、英国的Crosrol(其单双联定量均相同)等都是采用提高输出速度的方式来提高产量,而生条定量只是略有增加,没有大的变化。
(5)意大利马佐里公司:马佐里(东台)C501型梳棉机样本标明定量范围为3.3 g/m~6 g /m,8 g/m~16g/m(用于长毛绒),在另一机器样本中CX300型梳棉机定量范围为3.933 g /m~5.3s/m,而CX400型梳棉机用户手册上公布生条定量为3.37 g/m~5.83 g/m,可见,马佐里机型提高产量的方式也主要表现在输出速度的提高上。
现以德国特吕茨勒公司DK系列梳棉机和瑞士立达公司梳棉机实际生产情况为例做简要分析。
(1)德国特吕茨勒尔公司DK系列梳棉机:DK2型梳棉机纺C 17.15 tex定量采用5.6 g /m,而DK760型梳棉机纺CJl4tex纱定量采用5.46g/m,纺转杯纱92.5 tex、100.5 tex 定量采用5.175g/m,DK803型梳棉机纺CJ 14.58 tex采用3.976g/m定量,纺CJ 29.15 tex采用4.858 g/m定量,DK803型梳棉机纺转杯纱29.15 tex采用5.83 g/m定量,DK903型梳棉机纺超细纤维采用5 g/m定量,DK903型梳棉机纺棉采用5.55 g/m定量。
(2)瑞士立达公司梳棉机:C1/3型梳棉机纺T/C13tex定量采用4.72g/m,C4型梳棉机纺CJ14.58 tex定量采用4.5 g/m,纺C 60 tex~C 30tex定量采用5.6g/m,纺转杯纱83.3 tex定量采用5g/m,C4-A型梳棉机纺C 28 tex定量采用4.26g/m,纺CJl4.58tex定量采用4.4g/m,C10型梳棉机纺精梳纱品种定量采用4.46 g/m,C50型梳棉机纺CJ 9.7tex定量采用4.5 g/m。
可见梳棉机在高产化进程中,无论是纺粗、细号纱还是纺超细纤维,其生条定量范围变化不大,其提高产量的方式主要在于提高输出速度,分析其他公司梳棉机实际生产所采用生条定量可得出相同结论。
2 生条定量取值范围的讨论我国部分研究者认为,在产量为20kg/h~30kg/h的纺棉梳棉机上,生条定量应采用4 g/m-5.4 g/m。
章氏认为[2]在当代清梳联系统中,梳棉生条定量应采用4 g/m-5 g/m 为好。
郑纺机FA221A型梳棉机在不同生产厂家中所采用的定量在4.5 g/m-5 g/m之间(见表8)。
棉纺手册推荐生条定量为3.8 g/m-5g/m(A186C型梳棉机产量15 kg/h~25 kg/h),A190型双联梳棉机为4.5 g/m~5.2g/m(产量32kg/h~35 kg/h,纺转杯纱32tex以上)。
日本经验产量为23 kg/h梳棉机定量可采用4.7 g/m~5.3g/m。
特吕茨勒公司主张采用高速输出工艺来提高产量,其DK803型梳棉机纺CJl4.58 tex 纱采用定量为4 g/m,纺CJ 29.15 tex纱采用定量为4.858g/m,纺转杯纱C 29.15 tex 纱采用定量为5.83g/m。
DK903型梳棉机的技术参数中生条定量范围为4 g/m-10 g/m,而在加工超细纤维时采用定量为5 g/m,纺棉(75.2 kg/h)时定量为5.55g/m。
可见其工艺设计思想是:一般采用4g/m-5.5 g/m的定量,只有纺转杯纱时才采用5.83 g/m 重定量。
立达公司也主张用提高输出速度的方式提高产量,但认为定量也不可过轻。
文献[4]的试验表明,在C4型机上采用3.4 g/m定量(产量相同)其生条短绒和成纱质量均比不上采用4.5 g/m定量的情况。
文献亦证实,当C4型梳棉机采用定量过轻时,其生条条干CV值较差。
试验(见表9)表明,在C50型梳棉机上(产量相同条件下)采用5 g/m定量其生条短绒和杂质要好于采用4g/m的情况,但生条棉结和条干则相反,C50型梳棉机对于定量要求一般在4.2g/m以上。
通过进行大量的数据统计,对生条定量取值范围进行了研究,生条定量取值范围频率直方图见图1。
由该直方图我们也可大致看出生条定量实际取值范围,在实际生产中,生条定量取值一般在3.6 g/m~6.7g/m之间,其中4g/m以下占13%,4g/m-5.2 g/m占73%,5.2 g/m以上占14%。
由此可见,高产梳棉机实际生条定量取值范围主要集中在4g/m-5.2g /m之间。
为了研究和讨论问题方便,根据实际发展情况,笔者建议,将4g/m以下定义为轻定量,4g /m~5.2g/m定义为中定量,5.2g/m以上定义为重定量。
在使用高产梳棉机时,根据以上分析建议最好采用中定量、快速的工艺路线。
3 高产梳棉机生条定量变化甚微的原因梳棉机产量=KGV (1)式中:C为生条定量,V为输出速度,K为常数。
由公式(1)可以看出欲提高产量,提高G和V都可,针对当代高产梳棉机都是采取提高道夫输出速度的方法来提高产量,而定量只是稍有增加、变化不大的问题进行以下分析。
3.1 纺纱过程中总牵伸倍数的限制当生条定量加重时,意味着纺纱过程中牵伸倍数要随之增加,而我们知道不论牵伸机构如何完善,牵伸倍数增加都会使纱疵数急剧增加[7]。
国内外纺纱实践均证实了这一点。
熊伟等人的研究表明[8],无论原料是好还是差,当生条定量加重时,纺相同号数纱其细纱质量的所有指标都是定量轻的好于定量重的(其定量范围为3.5 g/m~5.0g/m),当原料差时,这种差别就更大,国外Simpson,ArtztL等人的有关试验也表明,重定量生条纺出的细纱其纱疵总是要高于轻定量生条纺出的细纱。
Simpson试验定量范围为3.54 g/m-5.67 g/m;Artzt定量范围为4g/m~6.7 g/m。
因而,从纺纱过程牵伸角度来说,生条定量加重对成纱最终质量是不利的,故生条定量不能过重,这也是今后高产梳棉机研制和使用过程中要始终遵循的基本原则。
3.2 利于锡林针面负荷减轻和道夫转移率提高根据鲍尔佐诺夫Nawaz,P·Grosberg[11,12,13]等人的研究,道夫速度提高时,转移率是提高的,由于当代高产梳棉机工艺和制造水平的提高,如道夫针布采用新齿型和特殊处理方法使纤维的转移比传统梳棉机有较大程度的提高。
锡林上纤维密度降低,负荷下降,自由纤维量减少,这是因为道夫速度增加相当于道夫针齿与锡林上纤维接触几率增加,因而有利于纤维转移,另外,道夫针布上纤维负荷减轻(因为生条定量减轻)也使锡林针布上纤维所受压力减轻,这将促使锡林针布上纤维上浮,纤维密度下降,纤维容易转移。
同时,因锡林负荷减轻,盖板花定量也减轻[14],因而将会提高梳棉机(锡林盖板区)的分梳能力,故有利于分梳质量的提高,这就是现代高产梳棉机采用快速而生条定量变化不大的另一原因。
但生条定量也不可过轻,生条定量过轻,就意味着道夫速度过快,这样自由纤维量将变得太少,因为当代高产梳棉机分梳能力都较强,故纤维受到的分梳强度增加,因而会造成纤维损伤而导致短绒增加,有关试验表明,当在C4型梳棉机上采用3.4g/m轻定量(已经低于C4型梳棉机生条定量范围)时,其短绒率要高于4.5g/m定量情况。
这证实过轻定量的确会造成纤维损伤,故当代高产梳棉机不宜使用太轻的定量。
另外,定量过轻会使棉网抱合力差,棉网飘动,也不利于棉网形成与棉条高速输出,为了增加棉条的强力,当代高产梳棉机都采取适当增加生条定量的技术措施,这也是高产梳棉机生条定量缓慢增加的一个重要原因。
3.3 高速剥棉系统的完善根据以上分析,梳棉机要想高产,必须从提高道夫速度人手,但是当输出速度提高后,由于棉网飘动、涌头等原因而导致棉条断头,因而国内外高产梳棉机都在研制高速导棉装置,以加强对棉条的输送强力,提高棉条稳定输送能力,据测试,在DK2型机上不采用导棉装置,尽管采用较高定量(以加强棉网强力),但当道夫速度为38 r/min时,半小时有5次断头,而采用导棉装置后,道夫速度为50 r/min时,半小时无一次断头,可见采用导棉装置的确可提高输出速度,且能保证棉条正常快速输送。
如今世界各大梳棉机公司都采用导棉装置来保证棉条高速输出。
C4型梳棉机采用棉网输送带的方式进行棉网输送,其速度可达300 m/min。
MK5型、FA203型等梳棉机采用双胶圈导棉。
DK903型梳棉机采用可减少条子断头的纤维网引导组件--WEB SPEED,还加有任选的横向输送条子系统(transverse sliver take off system)以保证在加工极短纤维时条子能顺利输送。
4 结论根据以上分析,我们可以得出如下结论:(1)高产梳棉机的发展历程显示生条定量只是略有增加。
(2)高产梳棉机速度提高而生条定量变化不大的原因是:纺纱过程中牵伸倍数的限制;有利于锡林针面负荷减轻和道夫转移率提高;高速剥棉系统进一步完善。
(3)根据高产梳棉机实际发展情况,建议生条定量做如下划分:4.0s/m以下定义为轻定量;4.0g/m~5.2g/m为中定量;5.2 g/m以上为重定量。
(4)在高产梳棉机制造和使用过程中,道夫速度采用快速和生条定量采用中定量是应遵循的基本工艺原则。