白车身制造过程尺寸控制方法
白车身制造中尺寸工程的运用研究

内燃机与配件0引言白车身即白车身本体,由加装车门、发动机罩、翼子板构成,承载上侧车身的上述构件组合为车身的基本载体。
白车身的制作环节牵涉到振动噪声、人机工程、空气动力学、车身造型等多种理论内容。
白车身的设计和制造要历经错综复杂的流程和环节,每个制造流程均内含一定偏差。
应该增加尺寸工程的精度,消除、降低车身本体存在的偏差,提前明确不同类型的构件的具体尺寸规格。
受到工艺约束等因素的影响,制作而成的冲压件无法保障最科学、最恰当的精度。
因此,应该提供事先设定好的零部件尺寸和公差,利用尺寸工程保障车身本体的稳定性。
从实际运用来看,尺寸工程涵盖公差解析专业软件、用于计算的相关尺寸链等。
通过多个步骤的设计和运算,结合当前工艺流程和生产实践的需要,满足车身制作的精确度,从整体上保障车身的稳固性与安全性。
1尺寸工程概述在工程设计和加工制造领域中,尺寸工程可以限定车身构件的具体尺寸。
就尺寸工程的内涵而言,尺寸工程可有效整合产品工装、零件外形、车身装配、制造的全部流程,具有显著的系统性特征。
在日常生产加工的过程中,尺寸工程对不同种类的白车身加工制作进行限定,以消除装配过程中的偏差。
它有利于有效解决白车身装配中的常见性干涉,原因是日常制作特定类型的车身时,难以真正除掉隐含的各种偏差。
假如发生误差,累积性误差会持续干扰到接下来的装配流程,进而导致装配障碍。
在初期设计环节,尺寸工程可消除零配件尺寸的潜在性偏差,稳妥控制和防范后续装配过程中的一些干扰,真正增强偏差监控、诊断的意识和能力。
与此同时,尺寸工程有利于车身优化,对制作加工的各个工艺、流程、步骤进行整合,对系统性公差进行优化。
唯有如此,才能有效提升零配件装配的精准度,才能有效缩减耗费的装配周期与总成本。
利用尺寸工程大批量制造车身配件是一种系统性工程,它的适用价值将会达到更高层次。
因此尺寸工程的合理使用,有利于精准防控更大误差,提升白车身制造过程的精细化、精准化和规范化水平。
试制白车身关键尺寸精度控制方法
10.16638/ki.1671-7988.2017.10.079试制白车身关键尺寸精度控制方法张财,吴焱杰,薛奎(安徽江淮汽车集团股份有限公司,安徽合肥230601)摘要:通过识别新车型的关键尺寸,结合验证方法和数据分析,发现影响样车试制阶段白车身精度的主要因素,确认白车身批量生产的工序能力。
关键词:关键尺寸;样车试制;验证中图分类号:U467.4 文献标识码:A 文章编号:1671-7988 (2017)10-231-03The key dimension precision control method of white bodyZhang Cai, Wu Yanjie, Xue Kui( Anhui Jianghuai Automobile group Co. Ltd., Anhui Hefei 230601 )Abstract:The key dimension recognition models, combined with the analysis and verification methods and data, find the main factors influencing the accuracy of prototype trial stage of BIW, confirm the process capability of BIW production. Keywords: key dimensions; testing; verificatioCLC NO.: U467.4 Document Code: A Article ID: 1671-7988 (2017)10-231-031、关键尺寸概述从产品尺寸特征中和测点中选择出来的反映产品重要功能而且必须保证的尺寸叫做关键尺寸,它在车身尺寸公差控制方面有着直观、简便且与整车质量表现关联性强的特点。
关键尺寸可分为测点的距离(如两孔的相对位置)和特征尺寸(如孔径或槽距),两者是相互联系的。
简析汽车白车身尺寸开发与控制
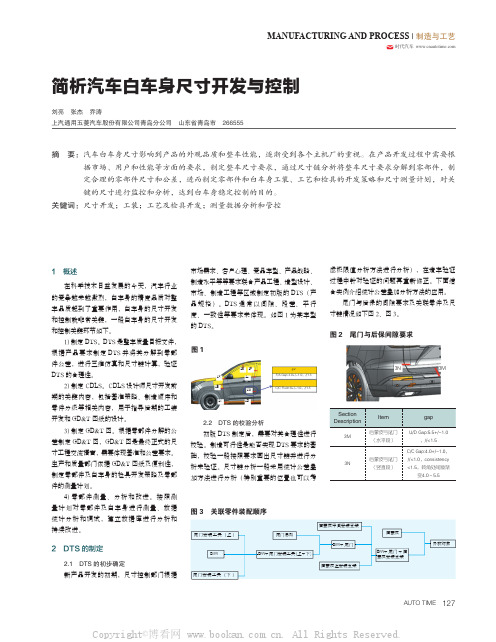
2.2 DTS 的校验分析 初版 DTS 制定后,需要对其合理性进行 校验。制造可行性是能否实现 DTS 要求的基 础,校验一般按照要求画出尺寸链并进行分 析来验证。尺寸链分析一般采用统计公差叠 加方法进行分析(特别重要的位置也可以考
3N
3M
Section Description
2) 制定 CDLS。CDLS 设计师尺寸开发前 期的关键内容,包括基准策略、制造顺序和 零件分级等相关内容,用于指导后期的工装 开发和 GD&T 图纸的设计。
3) 制定 GD&T 图。根据零部件分解的公 差制定 GD&T 图,GD&T 图是最终正式的尺 寸工程交流语言,需要体现基准和公差要求。 生产和质量部门依据 GD&T 图纸及便利性, 制定零部件及白车身的检具开发策略及零部 件的测量计划。
后蒙皮中间安装支架 尾门总成
BIW+ 尾门 BIW+ 尾门安装工具(上+下)
后蒙皮左安装支架
后蒙皮
BIW+ 尾门 + 后 蒙皮安装支架
分析对象
AUTO TIME 127
Copyright©博看网 . All Rights Reserved.
MANUFACTURING AND PROCESS | 制造与工艺
图1
虑极限值分析方法进行分析),在造车验证 过程中针对验证的问题再重新修正。下面结 合实例介绍统计公差叠加分析方法的应用。
尾门与后保的间隙要求及关联零件及尺 寸链情况如下图 2、图 3。
图 2 尾门与后保间隙要求
2A 2B
2C
2E 2F 2L
2G 2D
gap F/A Gap:4.0+/-1.0,//1.5
V205白车身车门装配尺寸控制原理及应用
V205白车身车门装配尺寸控制原理及应用张皓源北京奔驰汽车有限公司 北京 100000摘要:通过Y向小三角控制原理,避免了车门单件尺寸波动带来的装配不稳定性,并且在Y向装配姿态稳定的基础上,规范了Z、X向控制点的位置。
通过多轮的试验及验证,制定了适合铁质车门的装配工艺卡,既保证了整车装配尺寸,又达到了令顾客满意的关门力,并成功消除了窗框区域的噪声问题。
关键词:白车身装配尺寸;车门Y向装配尺寸;车门Z向装配尺寸白车身装配尺寸是整车外观精致度的重要考核指标,且车门Y向装配尺寸对车门关门力的大小有直接影响,车门Z向装配尺寸对窗框噪声影响较大。
故车门装配尺寸的提升对整车装配尺寸及关门力噪声等考核项的优化至关重要。
V205白车身在试制阶段存在间隙平顺度问题及关门力大、窗框噪声问题,现有德国Daimler公司制定的车门装配工艺适用于德国不莱梅工厂的铝件,而北京奔驰V205车门采用铁件,由于材料的改变需要优化装配工艺。
车门装配尺寸控制原理的执行覆盖件装配可以执行物体在空间定位的3-2-1定位原则,尤其对于车门区域,针对间隙平顺度控制点的设置可以采用此原则。
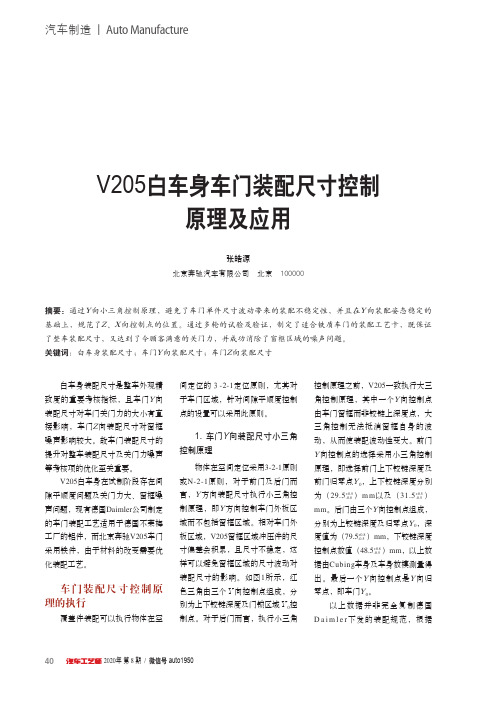
1. 车门Y向装配尺寸小三角控制原理物体在空间定位采用3-2-1原则或N-2-1原则,对于前门及后门而言,Y方向装配尺寸执行小三角控制原理,即Y方向控制车门外板区域而不包括窗框区域。
相对车门外板区域,V205窗框区域冲压件的尺寸偏差会积累,且尺寸不稳定,这样可以避免窗框区域的尺寸波动对装配尺寸的影响。
如图1所示,红色三角由三个Y向控制点组成,分别为上下铰链深度及门锁区域Y0控制点。
对于后门而言,执行小三角控制原理之前,V205一致执行大三角控制原理,其中一个Y向控制点由车门窗框而非铰链上深度点,大三角控制无法抵消窗框自身的波动,从而使装配波动性变大。
前门Y向控制点的选择采用小三角控制原理,即选择前门上下铰链深度及前门归零点Y0,上下铰链深度分别为(29.5+0.5 -0.8)m m以及(31.5+0.5 -0.5)mm。
简析汽车白车身尺寸开发与控制
简析汽车白车身尺寸开发与控制摘要:随着消费者对汽车质量要求的不断提高,白车身尺寸作为对整车外观品质、性能都有着重要影响的一项因素,也逐渐受到了各个主机厂的重视。
在产品开发过程中,开发者需要根据市场、用户和车辆性能等多方面的需求,制定整车尺寸,再结合尺寸链分析将整车尺寸要求分解到各零部件,制定合理的零部件尺寸及其公差,进而制定白车身工艺、模具工装、检具的开发策略和零件测量计划,对关键的尺寸进行监控和分析,达到稳定控制白车身尺寸的目的。
关键词:汽车白车身;尺寸开发;控制引言随着国内经济的迅速发展,人民生活水平普遍提高,汽车保有量稳步提升。
汽车厂商为吸引广大消费者眼球,都在积极地对汽车进行更新设计,但大多数的情况是对白车身结构进行改变,其余部件没有太大的改变。
白车身制造涉及冲压和焊接工艺,涉及尺寸精度、焊接质量、外观质量控制等,白车身技术水平已经成为衡量车企制造水平的重要标志,车身制造过程复杂,影响因素众多,其中尺寸精度取决于各方面综合因素的共同作用。
1白车身尺寸影响因素1.1零部件尺寸误差车身零部件尺寸精度是车辆质量评价的关键因素,钣金单件冲压成型精度、零件焊接拼装位置精度等直接影响车身尺寸精度;同时,车身质量需求中,除对白车身尺寸精度有较高要求外,还对车身覆盖件的外观质量有着很高要求,外钣金件不能出现擦伤、波纹、拉痕、凹凸等外观缺陷问题,钣金单件冲压成型、零件分总成件焊接、零件取放及运输等过程中极易出现扭曲变形等问题,也会导致零件尺寸误差的产生及累积,影响白车身整体尺寸精度。
所以实际生产中,外观质量及尺寸精度需同时兼顾,对冲压焊接制造工艺水平的要求较高,也很难实现对实物尺寸精度的定量计算,要在理论分析基础上进行规范化在线测量,无形中增加了尺寸误差解决以及控制的难度系数。
在此基础上,白车身门盖件、小附件的零件装配尺寸误差也是影响车身整体尺寸精度一个重要因素,比如车门、翼子板等件装配位置精度误差,会导致白车身各配合件之间的间隙面差也存在较大的偏差。
培训材料1-白车身尺寸匹配控制
底盘RPS点的Z向平顺性 疑问——底盘不平顺有哪些危害?
答:主要两种危害。(此处强调一下:下部总成的刚度与骨架总成的刚度是不同的)
1.前后端Z向尺寸不稳定
2.整车的Y向对中性不稳定
Y
Z
18
底盘RPS点的Z向平顺性 保证地盘平顺的三步骤: 1.排查前后左右4根纵梁单件→分总成,是否存在扭曲; 2.检查后地板总成的4个Z向RPS点是否在一个平面上; 3.用移动三坐标测量关键夹具,并优化夹具。
30
辅助RPS点的Y向平顺性 建议:应优先保证Y向平顺性。 如下图红色圆圈均为Y向辅助RPS,测量支架上有夹具将侧围夹持到理论平面。 在测量支架上,完成夹紧后,应逐一单独打开某一Y向辅助加紧,观察是否有较大回弹 (回弹量大于5mm且夹紧块吃力很大)
如果回弹较大,会影响侧围报告可读性,并导致主焊骨架尺寸不稳定(因为主焊定位夹 具无法克服侧围总成较大的变形,夹具打开后,骨架尺寸则整体回弹)
唯一的辅助Z向RPS点 Z向值越接近零越好, 宁高勿低
3个主定位Z向RPS点 Z向值均为零
20
底盘RPS点的Z向平顺性 保证地盘平顺的三步骤: 1.排查前后左右4根纵梁单件→分总成,是否存在扭曲; 2.检查后地板总成的4个Z向RPS点是否在一个平面上; 3.用移动三坐标测量关键夹具,并优化夹具。
关键夹具,主要指: 3.1下部一主拼工位; 3.2下部一主拼工位紧后面的若干个补焊焊点较多的工位;(须说明,下图) 3.3下部二主拼工位; 3.4下部二主拼工位紧后面的若干个补焊焊点较多的工位。
培训材料1-白车身尺寸控制
2015.6.2
目录 白车身制造及装配流程简介 白车身尺寸控制手段 白车身各分总成的重要尺寸点,重点展开 功能尺寸知识 CP与CPK
汽车白车身制造过程中质量控制方法
汽车白车身制造过程中质量控制方法摘要:随着我国综合实力的增强,汽车工业方面的成绩也有目共睹,在汽车的生产制造流程中,白车身的质量对于整体质量起到至关重要的作用。
汽车白车身由成千上百的零件焊接而成,制造过程极其复杂,产生质量缺陷在所难免,本文将重点介绍白车身生产过程中易发生的质量问题及改进措施。
关键词:汽车制造;白车身制造;质量控制如果汽车车身结构设计不合理,白车身成品尺寸不合格,将对整车质量造成很大的影响。
白车身制造涉及到的质量的内容包括:车身尺寸精度、焊接质量,外观面质量等几方面。
白车身尺寸精度是保证后续工艺流程的基础。
白车身车身精度的质量水平已经成为衡量汽车制造水平的重要标志。
1 白车身外表面质量缺陷及其控制措施1.1 白车身常见表面质量缺陷白车身常见的外表质量缺陷主要表现在以下方面:一是车身外板焊钳坑、焊点半点;二是工位夹具夹紧状态下,与板件受力大造成凹坑或划痕;三是运输过程中因防护不到位造成的磕碰划伤。
1.2控制方法首先在后背门风窗牙边焊点焊接过程中,若焊点无限位,焊点易打在风窗弧度处,导致棱线坑,需要对工位工装夹具追加限位功能,限定焊点位置,便于员工操作,提高生产效率的同时也保证了焊点位置在1 条直线,增加车身外观完整度,有效抑制棱线坑的发生。
前舱轮罩焊接时,前挡板与减震器拼接处焊点位置存在盲点,员工操作过程中无法准确确认焊点位置,易导致半点、漏点等问题的出现,通过在夹具工装上增加导向限位,使员工操作焊钳紧挨着导向限位,保证焊点位置的准确,减少错漏装、半点质量灯问题的出现,提高车身品质。
其次在涉及到外观面的侧围,四门两盖外板件的拼接过程中,若采用硬度高的材质应用在夹具支撑、压紧点等位置,易出现夹伤、划伤等品质问题。
针对以上问题,夹具在此类用于与外观面接触的地方应采用尼龙块等材质,解决外表面的夹伤、压伤问题。
2 白车身焊点常见质量缺陷及其控制措施2.1 常见质量缺陷(1)外观焊点扭曲焊点扭曲是指焊接后焊点表面与周围板件相比,不在1条直线上,焊点周围板件存在凹凸不平状态,焊点扭曲幅度超过板件25°,车身外观焊点扭曲会使板件起皱,影响焊点强度,白车身表面在汽车行业可以分为A、B、C、D 区,车身质量要求A、B 区为表面件,客户可以直视的区域,焊点不允许存在扭曲现象。
培训材料白车身尺寸匹配控制PPT课件

白车身各分总成的重要尺寸点,重点展开 下部重要尺寸点: 1.底盘RPS点的Z向平顺性; 2.较高测量点区域的Y向挡距和尺寸对中性; 3.底盘拧紧相关尺寸和“小坐标系”的概念;
13
白车身各分总成的重要尺寸点,重点展开 下部重要尺寸点: 1.底盘RPS点的Z向平顺性; 2.较高测量点区域的Y向挡距和尺寸对中性; 3.底盘拧紧相关尺寸和“小坐标系”的概念;
2.车身主RPS的钣金平面与理论平面不平行,导致勾销加紧后,车身RPS孔附近的钣金 与理论平面出现线接触,而不是面接触。则测量的孔心实际上高于理论平面,将其强 制归“零”后,就会显得辅助RPS是低的。
16
底盘RPS点的Z向平顺性
疑问——Z向的辅助RPS都是理论位置,为什么会出现负数?
答:两种情况:
1——Z
其余均为Z向辅 助定位支撑
3——X,Y,Z
10
2——Y,Z
目录 白车身制造及装配流程简介 白车身尺寸控制手段 白车身各分总成的重要尺寸点,重点展开 功能尺寸知识 CP与CPK
11
白车身制造及装配流程简介 4.四门
2.侧围
3.骨架
6.整车前端 (调整线)
1.下部
5.前后盖翼子板
2
白车身制造及装配流程简介 4.四门
2.侧围
3.骨架
6.整车前端 (调整线)
1.下部
5.前后盖翼子板
3
目录 白车身制造及装配流程简介 白车身尺寸控制手段 白车身各分总成的重要尺寸点,重点展开 功能尺寸知识 CP与CPK
4
白车身尺寸控制手段: 1.精测检具; 2.实物检具; 3.简易型面样板; 4.三坐标测量(含在线测量)
14
底盘RPS点的Z向平顺性
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
6
车身尺寸质量评价指标2mm工程
所谓的“2mm”指的是所有白车身的关键测点的波动(6σ) 值小于2mm。该技术对白车身尺寸质量的评定是以关键 测点的6σ表示,包括单个测点的6σ以及整车的6σ,并以 CII指数(持续质量改进指数)反映尺寸质量的长期变化 趋势。由于车身的测点数据主要是由三坐标测量机采集 的,受硬件条件的限制,采样频次较低,故不适合用 SPC的方法评价尺寸质量的稳定性。目前样板采用 “2mm工程”作为白车身尺寸质量评价的主要指标。
2013-3-31 上海汽车集团股份有限公司
SAIC MOTOR Technical Center
10
车身车间在以先进 的2mm工程所提出 的6σ和CII指数作为 主要指标的同时, 结合尺寸通过率对 白车身尺寸整体水 平进行即时的评估, 并在此基础上建立 了相应的尺寸控制 流程。
11 of
2013-3-31
白车身制造过程尺寸控制方法
测量匹配中心
1 of
2013-3-31
上海汽车集团股份有限公司
SAIC MOTOR Technical Center
1
前 言
白车身是汽车的主要部分,其质量对汽车整 体功能有很大的影响。本文介绍控制白车身制造 质量的一些方法,并期望透过它能够提高上海汽 车车身制造的水平。
2 of
ቤተ መጻሕፍቲ ባይዱ
8 of
2013-3-31
上海汽车集团股份有限公司
SAIC MOTOR Technical Center
8
CII曲线(如图),一般是按一定的时间间隔计算6σ值,然后以时 间为横坐标绘出的曲线。用来直观显示白车身尺寸质量的变化 状况。
整车6σ给出了一定时间内白车身尺寸波动水平的度量,并 明确了尺寸波动控制的对象,经过一轮改进后,会得到较低的 6σ;然后确定出新的波动控制点,再进行控制,如此不断改进, 9 of 车身的整体尺寸质量就会达到很高的水平。因此,“2mm”充分 体现了波动,即质量的损失和不断改善的思想。
2013-3-31 上海汽车集团股份有限公司
SAIC MOTOR Technical Center
5
这两种典型的过程控制方法虽然都很有效,但是由于 车身制造工艺的复杂性使得车身上的产品过程监控测点数 多达几百个,这就给判断制造过程的稳定性带来了一定难 度。
6 of
2013-3-31
上海汽车集团股份有限公司
上海汽车集团股份有限公司
SAIC MOTOR Technical Center
2013-3-31
12
在问题解决的过程中,建立在统计学理论基础上科学的数 据分析方法与生产现场的工艺知识经验两者缺一不可。重要的 是应以2mm工程指标作为衡量,遵循质量为本、持续改进的思 想。在具体的运用中可以首先将6σ值较高的测点选出(通常是 处于最高5%之内的测点).观察这些不同区域的测点波动之间是 否存在一定的数据关联性,相关性强的测点的波动往往是由同 一个原因引起的。对于问题的解决可采用建立一个个案例的形 式进行分析研究。工艺知识和经验可以帮助解释数据分析的结 果,并采取有效的措施改进工艺稳定性,提高产品质量。
上海汽车集团股份有限公司
SAIC MOTOR Technical Center
11
当通过上述两种质量评价指标(尺寸通过率与2mm工程)发 现尺寸质量问题后,通常由样板工程师为主实施白车身尺寸质 量不断改进的活动,根据每日的CMM数据检测报告计算出通过 率,出具检测点超差的分析报告。在分析过程中,对两种典型 的超差原因,即均值漂移与波动过大进行了区分,对于波动大 造成超差的情况,纳入2mm工程进行波动控制,出具2mm工程 报告,召开定期会议,对此进行分析跟踪;对于均值的漂移, 进行相应的故障查询,由样板工程师对工装进行调整,并进行 调整后的数据跟踪及效果评估。根据总装匹配的原则,其中极 少数长期稳定的均值漂移对后续装配没有影响,可进行名义值 的经验修正;对于既有波动又有均值漂移的现象,则采取先控 制波动,再进行均值控制原则进行处理。 12 of
13 of
2013-3-31
上海汽车集团股份有限公司
SAIC MOTOR Technical Center
13
7 of
2013-3-31
上海汽车集团股份有限公司
SAIC MOTOR Technical Center
7
6σ,是对一定数量的样本数据波动状况进行评价的阶段评价指 标。样本一般为20~30台。对于小样本离线检测,通常要求通 过数据分离提取出数据的波动项。须使数据具有平稳的统计特 性(近似正态分布)才可以进行6σ的计算。单点6σ计算每个点 波动标准差σ的6倍。从统计意义上讲,代表该点的实际尺寸有 99.73%的可能落在名义值的±3σ以内,因此可以认为表明了该 点数据的变动范围。整车6σ将全部测点的6σ从大到小进行排序, 取95百分位的点的6σ值作为该白车身的6σ值(如图)。
2013-3-31 上海汽车集团股份有限公司
SAIC MOTOR Technical Center
4
二、典型的过程控制方法
对于任何一个工艺过程,一般可以用两种典型的方法对 过程进行有效的监控,即工程过程控制(Engineering Process Control)和统计过程控制(Statistical Process Control)。所谓工 程过程控制(EPC),是指对于一个系统检测量,它有一个明确 并且恒定的控制界限,当检测量超出该控制界限时系统即可 报警。例如,车身上的每个测点都有明确的理论值及公差带, 当测点的测量结果超出公差范围时系统即产生报警。统计过 程控制(SPC)是指系统检测量没有恒定的控制界限,需要从检 测量的历史测量数据中计算出当前的控制界限来判断系统是 否失控。例如,对于车身上的每个测点都可以根据历史测量 5 of 数据绘制控制图来产生报警。
2013-3-31
上海汽车集团股份有限公司
SAIC MOTOR Technical Center
2
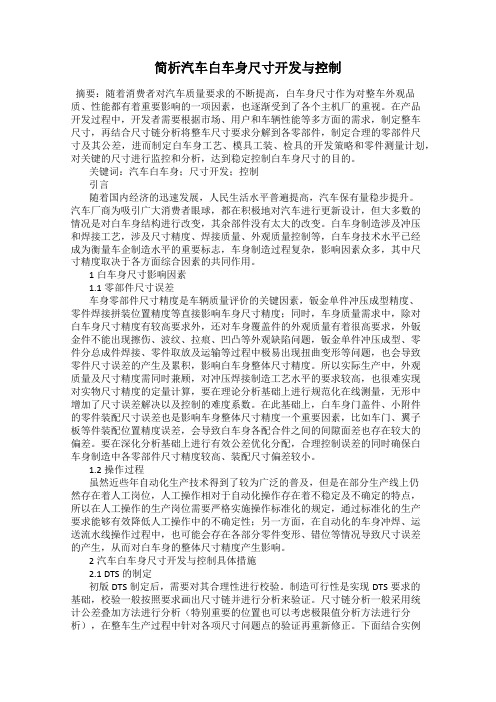
一、车身制造偏差的来源
3 of
2013-3-31
上海汽车集团股份有限公司
SAIC MOTOR Technical Center
3
汽车车身的制造工艺是一个非常复杂的过程,通常由 300~500多个具有复杂空间曲面的薄板冲压零件,在有近 100个装配工位的生产线上大批量、快节奏地焊装而成; 同时车体装配又为一种多层次体系结构,若干零件经焊 装成为分总成,分总成又变成下一层装配中的零件。因 此中间环节众多,制造偏差难以控制。其尺寸偏差主要 源于以下几个方面(如上图):零件本身的偏差、工夹具 定位的不稳定性、焊装变形、操作及工艺的影响。另外, 对于一个新产品而言,车身的制造过程又可分为预试生 产、试生产、批量生产三个典型的生产阶段。由于不同 阶段生产的不同特点,在这三个阶段影响制造稳定性的 4 of 原因也有所不同。
2013-3-31 上海汽车集团股份有限公司
SAIC MOTOR Technical Center
9
三、白车身尺寸质量问题解决流程
尺寸通过率 是指在EPC的指导下对单台白车身的质量进行评价的 即时评价指标。计算方法是以各点测量数据与设计数模上 该点的标准值和公差带进行比较,如果差值落在公差范围 内,则该测点及格,否则为不及格。一台白车身上所有测 点中及格点数与测点总数的比值即为通过率。通过率也是 一个直接利用原始测量值进行评定的方法。由于导致通过 率变化的原因很多,如均值漂移和波动过大等,因此通过 率是一个总体的评价,可以作为质量的一个即时监控,即 10 of 时报警。