锁渣阀在水煤浆加压气化装置上的应用与国产化
GE水煤浆气化炉锁斗系统在运行中常见问题的优化探讨
GE水煤浆气化炉锁斗系统在运行中常见问题的优化探讨摘要:本文针对本公司气化装置中锁斗系统运行中常见问题,并根据实际情况作出了故障判断和原因分析以及提出相应处理措施。
关键词:锁斗;收渣:排渣;问题1.锁斗系统简介及工艺流程锁斗系统由一套逻辑联锁系统自动控制,每个循环周期为25min,其中集渣时间为23min,总的排渣时间为2min(其中冲洗时间为15s,排渣时间为15s)。
具体排渣流程为:一段预设的时间后(约23min),计时器触发锁斗排渣。
排渣期间,气化炉与锁斗之间的切断阀123KV013/014关闭。
锁斗循环泵进口切断阀123KV010关闭,自循环阀123KV001打开,转入自循环,123KV017、123XV021打开锁斗泄压到锁斗冲洗水罐123V0109,泄压(锁斗压力小于0.4MPa泄压完成)后123KV017关闭泄压管线冲洗阀123KV020打开用灰水短暂冲洗泄压管线,15S关闭123KV020、123KV017打开;然后锁斗出口冲洗水阀123KV024及锁斗出口阀123KV027打开将渣和水排到渣池123U0102,其中渣由捞渣机123Y0101捞到渣车中装车外送。
123V0109底部冲洗水阀打开对锁斗进行冲洗,同时将锁斗内的物料置换成较冷且干净的水。
锁斗排渣阀在预设时间之后或者在锁斗冲洗水罐达到低液位之后关闭,以保证锁斗始终保持在充满水的状态。
当锁斗高液位开关被激活时,锁斗冲洗水罐冲洗水阀关闭。
使用高压冷凝液或高压灰水完成锁斗充压,当锁斗和气化炉之间的压差小于0.4MPa时,锁斗入口阀重新打开。
与此同时,锁斗循环泵回流阀关闭。
主要流程大致分为泄压、清洗、排渣、充压、集渣五个阶段。
破渣机处于激冷室底部与锁斗之间,用于破碎大块熔渣,保障锁斗正常集渣。
2.锁斗流程简图图1 锁斗流程简图(以第一套为例)3.锁斗系统运行中常见的问题及处理3.1锁斗泄压慢锁斗进入到排渣程序,在泄压阶段保持时间比较长(一般大于2min),压力很难泄到逻辑系统中锁斗压力<0.4MPa,泄压阀一直打开,导致锁斗逻辑系统无法进行,锁斗无法排渣。
煤化工进口阀门国产化展望
煤化工进口阀门国产化展望孙银辉【摘要】介绍了适用于煤化工行业苛刻工况环境的几种阀门,分析了煤化工行业对阀门的需求情况,随着我国煤化工的发展,阀门需求量将不断增加;通过自主创新,消化吸收引进技术,国产阀门的研发能力、工艺装备、产品设计制造水平和产品质量都有明显提高,有力地推进了煤化工进口阀门国产化。
【期刊名称】《煤炭加工与综合利用》【年(卷),期】2015(000)010【总页数】5页(P49-53)【关键词】煤化工;阀门;国产化;需求;改进【作者】孙银辉【作者单位】神华集团包头矿业有限责任公司,内蒙古包头 014100【正文语种】中文【中图分类】TQ424.1阀门是流体输送系统中的控制部件,具有截止、调节、导流、防止逆流、稳压、分流或溢流泄压等功能。
阀门可用于控制空气、水、蒸汽、各种腐蚀性介质、泥浆、油品、液态金属和放射性介质等各种类型流体的流动。
用于流体控制系统的阀门,从最简单的截止阀到极为复杂的自控系统中所用的各种阀门,其品种和规格相当繁多。
煤化工领域由于氧气工况安全事故多发,且极易造成巨大的人身安全或经济财产损失,因此对氧气工况用阀门设立了远高于一般行业标准的技术与质量要求。
《煤化工设备推荐手册》推荐了上海科科阀门、苏州纽威阀门、上海开维喜、中核苏阀、浙江超达、上海精工等厂家阀门,煤化工领域国产阀门也有应用实践。
1 适用于煤化工严苛工况的几种阀门1.1 氧气切断球阀煤化工领域中的氧气切断球阀必须达到的要求:(1)严格脱油脱脂:密封等级高达ANSI B16.104 VI 级/API 598 (双向);(2)温度要求高:煤气化工艺靠近气化炉的主氧路最后一个氧气切断阀,要求使用温度高达500 ℃;(3)压差大:氧气放空阀、氧气旁通阀,开启瞬间的压差达到4.7~8.6 MPa,造成阀门开启需要的扭矩大,氧气流速高,要求对于阀门内件的材料选择高;(4) 开关时间要求高:煤气化工艺中的主氧路阀门开关时间要求开关时间较短,尤其阀门关闭时间一般都要求<3 s;(5)密封副表面合金高:球体与阀座之间的摩擦属于干摩擦,容易造成阀门开关不流畅,表面合金容易剥落,这就要求球体与阀座表面为硬化合金。
煤焦制氢装置锁渣阀的国产化应用与改进

- 40 -工 业 技 术煤焦制氢(简称POX)装置是以煤及石油焦为原料生产氢气,而生产氢气的装置对整个炼化企业是至关重要的。
POX 装置以水煤浆为原料在气化炉加压反应,气化后的煤渣在加压输送过程中,由于介质为高压煤粉及氮气,锁渣阀的阀体流道、球体、阀座及密封面必然会受到冲蚀和磨蚀,又由于在正常生产中锁渣阀的开关频率较高、压力和温度从高到低交替变化等因素,对锁渣阀的性能提出了较高的要求[1]。
1 POX 装置锁斗循环及相关阀门简介1.1 锁斗循环原理简介POX 装置的锁斗系统是一个定期收集和排放气化炉产出灰渣的水封体系,是确保气化炉连续运行的重要系统之一。
锁斗循环分为收渣、卸压、排渣和充压4个阶段(如图1所示),一个循环的时间大约为30 min [2]。
锁斗程序启动后,当排渣时间到时,锁斗进口阀关闭,锁斗循环泵入口关闭,循环阀打开,锁斗泵自身循环。
锁斗卸压阀打开,渣池溢流阀关闭,锁斗开始卸压,锁斗内压力卸至锁斗冲洗水罐12V103。
卸压后,关闭锁斗减压阀,打开自锁斗冲洗水罐12V103至锁斗的锁斗冲洗阀及自锁斗至渣池的锁斗出口阀,锁斗开始排渣。
排渣计时器开始计时,到达预定时间后,锁斗出口阀、锁斗冲洗阀关闭。
锁斗充压阀打开,用来自渣水处理单元高温热水泵13P101A/B 的高压灰水对锁斗进行充压。
当锁斗与气化炉之间的压差小于设定值时,充压阀关闭,锁斗进口阀重新打开。
与此同时,锁斗循环泵入口阀打开,循环阀关闭,锁斗开始收渣。
全部排渣循环(减压、排渣、充压)时间大约2 min。
锁斗循环重新开始。
为了保证气化炉安全运行, 锁斗顺控要求锁渣阀必须在10 s 内完成开启或关闭动作,否则,锁斗顺控程序将跳停,锁斗不能进行自动收渣、排渣。
1.2 锁斗相关阀门介绍一个气化炉典型的锁斗系统共需要配置24台锁渣阀(典型配置见表1),锁渣阀为固定球硬密封球阀,尺寸较大 (DN 450 mm / DN 400 mm),国内POX 装置基本以进口的ARGUS 阀体为主。
特种阀门在煤化工行业的应用
走 。下表是 国内外产品价格 比较 ,供大家参考 。 表 国外产 品和 国内产 品价格 比较 ( 参考 )
进 口/台 1寸锁渣 阀 O 破渣机 洗涤塔泵
捞渣机
价 格 /万元 约8 0
约1 0 0 0
国产 /台 l 寸锁渣 阀 O 破渣机 洗涤塔泵
Gi 通 用 机 轻 M
堕笪 塑
w v txn t w z j.e . y
维普资讯
GM躺 瘸 麓 蠢 j 棼 妒 产 专 i l ≮ 一 I 0 l 薯 j 品 题二
. 刊 0
。 一i 蠢 l
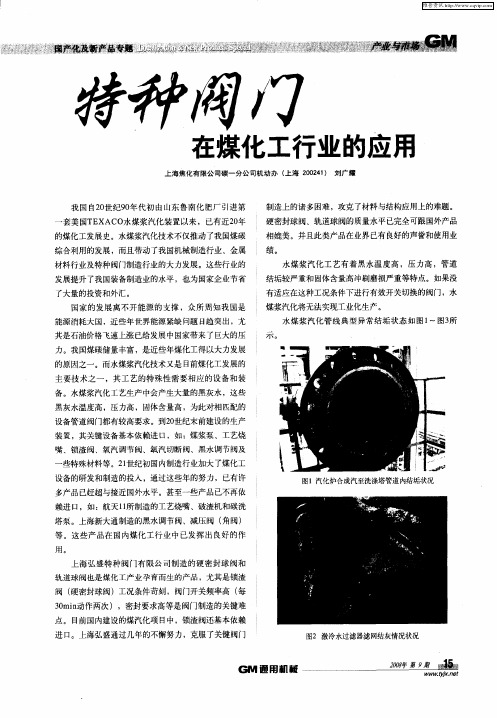
图3黑水调节阀结垢状况
能源消耗大 国 ,近 些年 世界能源 紧缺 问题 日趋 突 出,尤
其是石油价格飞速上涨 已给发展 中国家带 来了 巨大的压
力。我国煤碳储量丰富,是近些年煤化工得以大力发展
的原 因之一 。而水 煤浆 汽化技术又是 目 煤化工发展的 前
主要技术之一 ,其工艺的特殊性需要相应的设备和装 备。水煤浆汽化工艺生产中会产生大量的黑灰水,这些
图6 轨道球阀在洗涤塔 根部的应用
虽然 国内硬 密封 阀门制 造 已达到应 用水 准 ,但 制 造标准化 系列化 、规范化与 国外产 品还有些差距 。产
品的外观还不及 国外产 品漂亮 ,阀门配套的控制元器件 还基本选用进 口产 品,如 电磁 阀、汽控 阀等 。随着 国内
煤化工行业的持续发展 ,必定有大量的产品需求 。为此
不能维持 正常的 工艺 生产要求 , 至导致一 些事故发 甚 一 生 。所 以将来这些 阀门必定要进行 维修或更换 ,这些
图4上锁渣阀在锁斗上的应 用
进 口阀门送去 国外维 修 ,显然是 不太可能的 ,到国外
锁渣阀在四喷嘴水煤浆气化炉的应用
在使用过程中,阀球阀轴一体,优势就显而易见: a.阀球和阀轴联接不会变形,不产生偏心阻力。 b.由于阀球和阀轴一体化,两个轴向外推力基本抵消,防崩出推力 环磨擦力小,运行过程中,不会出现阻力增大现象。 浮动球没有下面阀轴,阀座是固定的,关闭时阀球贴紧阀座起到 密封作用。装配时和(半固定球)相似。
(5)执行机构因素 a.执行机构以作用动力来分,可分为电动、气动、液动三种行式。 电动执行机构力距大,动力供应简单,但是构造复杂,价格高,防 爆设计要求高。液动执行机构力距特别大,速度快,防爆性能好, 但需要建立液压油系统,不适用大批量远程输送。 气动执行机构构造简单,价格低,防爆性能好。压缩空气可以远程 输送,停气后压力不会马上消失,给工艺处理留有足够时间。气化 炉锁渣阀都采用气动执行机构。
1.2工作原理
锁斗排渣系统由一套逻辑联锁自动控制系统控制,每个循环周期约为30分钟,其 中收集渣的时间为28分钟,排放时间约为2分钟。激冷室底部的渣及少量的未被燃 烧掉的残碳通过锁斗入口阀收集在锁斗内。为了有利于渣的收集,锁斗顶部有一管 线,通过锁斗循环泵将锁斗上部的黑水加压循环回气化炉洗涤冷却室,作为锁斗循 环水,使洗涤冷却室中的黑水在向下流动的过程中将渣带下。 锁斗具体排渣过程:渣收集结束后,锁斗入口阀(XV--02)关闭,接着锁斗泄压 阀(XV--05)打开泄压,当锁斗压力指示小于(0.18MPa)时锁斗泄压阀(XV-05)关闭,接着锁斗冲洗阀(XV--06)打开对卸压管线冲洗,然后关闭。锁斗冲 渣阀(XV--04)打开,以便在排渣时对锁斗冲洗,带渣,将锁斗内的渣冲入渣池 内。锁斗出口阀(XV--03)打开,锁斗排渣,排渣后锁斗出口阀(XV--03)关 闭,锁斗冲洗阀(XV--04)关闭。排渣结束,锁斗充压阀(XV--07)打开将锁斗 充压至正常工作压力,充压完毕后关闭充压阀(XV--07),然后打开锁斗入口 (XV—02)阀。排渣完毕。锁斗继续下一个循环的渣收集过程。
水煤浆气化渣水系统国产化阀门运行分析
水煤浆气化渣水系统国产化阀门运行分析发布时间:2022-03-10T10:54:58.143Z 来源:《新型城镇化》2022年1期作者:陈佳鑫胡峰[导读] 运行结果表明,渣水系统中选择国产化阀门,能够满足煤气化过程的耐高温、高压及磨损工况要求。
陕西延长石油榆林凯越煤化有限责任公司陕西省榆林市 719000摘要:介绍了宁波万华聚氨酯有限公司水煤浆气化工艺渣水处理工段锁斗排渣系统、气化黑水系统、灰水循环系统阀门使用工况;分析了国产化阀门在上述系统的实际应用情况;运行结果表明,渣水系统中选择国产化阀门,能够满足煤气化过程的耐高温、高压及磨损工况要求。
关键词:煤气化,渣水系统,国产化,阀门1气化渣水系统阀门使用工况分析1.1锁斗排渣系统因锁渣系统主要用于气化反应后粗渣颗粒的定期收集、排放,固体质量分数约20%。
因此,锁斗安全阀使用条件非常苛刻,要经受高温、高压的粗渣颗粒对阀门的冲刷、磨蚀。
按照气化炉运行负荷,锁渣系统的阀门一般控制在每30min开关一次,每次阀门动作都包括集渣、泄压、冲洗、排渣、充压等步骤,在此过程中,要求阀门连续动作,启闭速度快(一般为3s~10s)。
由于锁渣阀门口径较大(DN400mm),在阀门动作过程中,经常遇到粗渣颗粒的卡塞造成阀门启闭时间延长,导致锁斗运行过程中,出现联锁跳车现象。
按照气化烧嘴的使用寿命计,公司气化炉平均运行周期60d,锁渣系统阀门动作次数为2880次,由此要求上、下锁斗阀在集渣的过程中,要耐受高温、高压、高硬度的灰渣对阀门的冲刷、磨损,同时还要求阀门防结疤、结垢现象,若一旦出现上述现象,将会导致阀门开关延时;锁斗跳车或是因阀门冲刷、结疤严重,下锁斗阀密封性能差将导致锁斗冲压后压力瞬间(一般为1s~3s)降至低压(比气化系统压力低约0.5MPa~1.0MPa),此过程中,若锁斗程序在投用状态,将会造成锁斗系统瞬间承受气化炉压力,导致整个气化系统、锁渣系统设备本体支撑剧烈冲击,严重时会造成管线焊口震裂或设备本体损坏,而导致严重的停车事故发生。
水煤浆加压气化装置用锁渣阀的设计及工艺要求
1概述锁渣阀,也称为锁斗阀。
水煤浆加压气化装置煤锁斗加压输送系统中锁渣阀介质为高压煤粉及氮气,不仅对阀体的流道存在较大的冲蚀,还对阀门的球体及阀座等动部件及密封面具有更大冲蚀和磨蚀,这无疑对阀门的耐磨性能提出了较高的要求,需对阀内件采取高技术的硬化处理。
基于此,该工况的产品不仅要考虑硬化材料的硬度,也应重视硬化工艺是否能够达到除硬度指数之外的其它指数要求,包括局部大颗粒因素、局部超压因素、在温度变化的工况硬度值与结合力、硬化层与基材的结合力度、硬化层厚度等。
由于煤粉输送的周期为30分钟,因此在正常生产中该锁渣阀开关频率,高压到低压,高温到低温的交替变化较大,要求锁渣阀门不仅要具备标准产品具备的各类性能及使用寿命,还应考虑严酷工况下是否依然能够发挥价值。
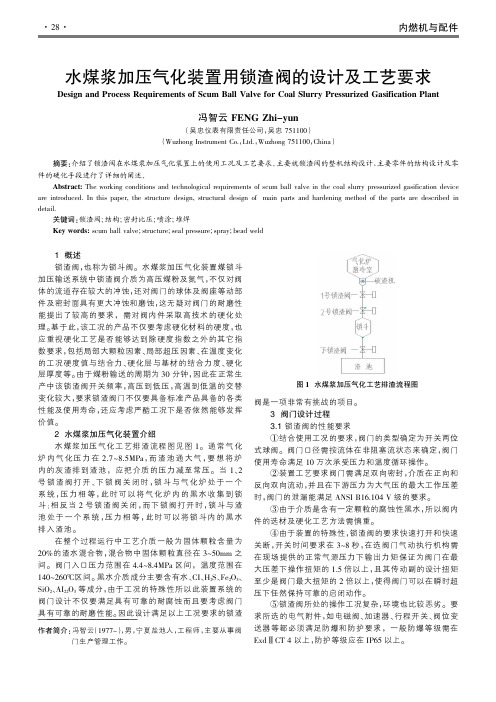
2水煤浆加压气化装置介绍水煤浆加压气化工艺排渣流程图见图1。
通常气化炉内气化压力在2.7~8.5MPa,而渣池通大气,要想将炉内的灰渣排到渣池,应把介质的压力减至常压。
当1、2号锁渣阀打开、下锁阀关闭时,锁斗与气化炉处于一个系统,压力相等,此时可以将气化炉内的黑水收集到锁斗;相反当2号锁渣阀关闭,而下锁阀打开时,锁斗与渣池处于一个系统,压力相等,此时可以将锁斗内的黑水排入渣池。
在整个过程运行中工艺介质一般为固体颗粒含量为20%的渣水混合物,混合物中固体颗粒直径在3~50mm之间。
阀门入口压力范围在4.4~8.4MPa区间,温度范围在140~260℃区间。
黑水介质成分主要含有水、CI、H2S、Fe2O3、SiO2、AI22O3等成分,由于工况的特殊性所以此装置系统的阀门设计不仅要满足具有可靠的耐腐蚀而且要考虑阀门具有可靠的耐磨性能。
因此设计满足以上工况要求的锁渣阀是一项非常有挑战的项目。
3阀门设计过程3.1锁渣阀的性能要求①结合使用工况的要求,阀门的类型确定为开关两位式球阀。
阀门口径需按流体在非阻塞流状态来确定,阀门使用寿命满足10万次承受压力和温度循环操作。
煤气化工艺里关键阀门的国产化探讨
煤气化工艺里关键阀门的国产化探讨煤化工及煤制油项目首先要进行煤气化,煤气化装置的排渣系统条件非常苛刻,对阀门的要求非常严格,要求阀门具有高耐磨、耐冲刷、防结垢、防结疤、快速切断等功能。
特别是锁渣阀,高压、高温、介质(煤渣)硬度非常高、启闭频繁、启闭速度快、密封性能要好,可靠性要高。
一、目前煤化工工艺里使用的阀门品牌有:氧气: PEERIN,ARUCS,VELAN,EDWARD,上海开维喜,中核苏阀煤浆:德国PEERIN,ARUCS,荷兰NELES锁渣阀:NELES,德国PEERIN,ARUCS,上海弘盛,开维喜渣水管道:上海弘盛,开维喜,NELES,浙江超达,兰高二、煤化工中某些环节的阀门已经基本完全国产化,比如λ黑水管线,工况温度100~220℃,压力0.01~0.5Mpa,对应的0.5”-12”,150Lb的闸阀,截止阀,止回阀,金属硬密封球阀等能满足基本要求,且全部已国产化。
λ循环激冷水管线,工况温度150~220℃,压力3.5~6.5Mpa,对应的0.5”-12”,600Lb闸阀,截止阀,止回阀,金属硬密封球阀等能满足基本要求,且全部已国产化。
λ煤气管线,工况温度150~220℃,压力3.5~4.5Mpa, 对应的0.5”-28”,600Lb闸阀,截止阀,止回阀,金属硬密封球阀等能满足基本要求,且全部已国产化。
λ激冷水管线,工况温度150~225℃,压力~6.0Mpa, 对应的0.5”-28”,600Lb闸阀,截止阀,止回阀,金属硬密封球阀等能满足基本要求,且全部已国产化。
三、煤化工中特殊工况(尤其是粉煤加压输送、氧气管道的阀门和渣水系统的阀门)用阀门部分已经国产化, 比如鲁奇,GSP工艺,关键的锁渣阀,锁斗阀国内国产化的厂商有:上海开维喜阀门有限公司,上海弘盛特种阀门有限公司、浙江五洲阀门有限公司、重庆白市驿锻造阀门研究所和浙江超达阀门股份有限公司6个阀门厂家涉足了锁渣阀的国产化工作以上数据全部由本人统计,编辑,本想作为公司培训资料或论文,以后陆续将更准确和详实的资料发表供大家探讨。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
4.1国产化锁渣阀概况 进口锁渣阀价格昂贵。制造周期长,零配件供应
不及时,维修不方便,一旦发生故障,会造成单炉停 车,对这种阀门急需国产化。一些采用水煤浆加压气 化技术的煤化工企业对此进行了积极的探索。相应 地.目前已经有上海弘盛特种阀门有限公司、浙江五 洲阀门有限公司、重庆白市驿锻造阀门研究所和浙江’ 超达阀门制造有限公司4个阀门厂家涉足了锁渣阀 的国产化工作。
万方数据
2008年4月
周 夏等:锁渣阀在水煤浆加压气化装置上的应用与国产化
一33一
紧弹簧,防止波纹管受到大的推力后发生塑性变形, 改变运行方式,减少反向压力。采取以上措施后,运行 情况有所好转[3,副。
Neles供给华鲁恒升化工股份有限公司(简称华 鲁恒升)的6.5MPa水煤浆气化装置用锁渣阀,吸取了 在渭化的教训。采取了一些新的保证措施,其主要结 构特点是:固定球、双阀座:阀杆与阀球一体化设计、 加工;硬密封,采用刮削式、面密封阀座结构,阀座采 用环形弹簧加载;球体表面、阀座和弹簧表面喷焊 (w/Cr)C.阀体和阀球内腔用420不锈钢作内衬。应该 说,Neles的这种结构和配置有创新性,在当时属于 比较好的结构。2005年9月。气化炉B因XVl0锁渣 阀问题停炉。经检查发现阀球密封面被冲刷出深 40mm、宽50mm的坑,阀座密封面也被冲刷出几处凹 陷,表面覆层脱落,弹簧也因变形而失效,弹簧簧丝之 间局部有炉渣颗粒,造成阀门严重内漏,导致气化炉 无法继续运行。华鲁恒升委托重庆白市驿锻造阀门研 究所对该阀进行了修复:阀球焊补,密封面重新喷涂。 更换损坏的弹簧,但用了不长时间,密封面覆层仍有 局部脱落。后来,几台气化炉的XV09、XYl0、XY08锁渣 阀陆续出现问题.和上述气化炉B上的Xvl0阀损坏 情况类似。华鲁恒升又委托上海弘盛特种阀门有限公 司(简称上海弘盛)进行了维修,经华鲁恒升技术人员 与上海弘盛的阀门专家一起探讨,上海弘盛维修时, 将密封面喷的碳化钨厚度增加,而背压弹簧,上海弘 盛则采用了具有自主知识产权的技术——环形弹簧 包覆氟橡胶,累计使用时间明显延长。 3.2.2其他品牌进口锁渣阀
上海焦化有限公司、兖矿国泰化工有限公司采用 的Neles锁渣阀质量较好。没出现大的问题,就是使 用时间长,需修复被磨损的密封面。
由于煤中灰分20%左右,灰熔融性温度高,渣量 大,黑水温度高.淮化使用的Neles锁渣阀经常出现 因在黑水冲刷下密封面损坏、阀门内漏以及开关故
障.导致气化炉单炉停车检修,锁渣阀的平均寿命 12 000次㈣】。
摘 要 简述了锁渣阀在水煤浆加压气化装置上的使用工况与工艺要求.分析了芬兰Neles、德国Per- rin、美国Argus等进I:1典型锁渣阀的使用情况。进口锁渣阀存在价格昂贵、制造周期长、零配件供应不及时和 维修不方便等缺点,不能很好地满足使用要求。介绍了国内几家公司锁渣阀的国产化开发及其使用情况,运行 实践表明,经过局部创新改进的国产化锁渣阀基本可满足使用要求。有些使用性能要优于某些进口锁渣阀。
破
图1水煤浆加压气化工艺排渣系统流程示意图 2.2锁渣阀使用工况 2.2.1 阀门所通过的介质
某操作压力6.5MPa、日投煤量750t的水煤浆气 化装置.锁渣阀所通过的夹带灰渣约270℃的黑水: 正常排渣时为10 578kg/h。最大为13 700kg/h,渣水 混合。其中渣占50%,渣的粒度一般为:3mm一50mm。黑 水介质中含有水、Cl一、H2S、M90、Fe03、Si05、A1203等成
万方数据
一32一
煤化工
பைடு நூலகம்
2008年第2期
分。过程具有化学腐蚀和机械磨蚀。 2.2.2开关频率
排渣周期即阀门开关频率大约为30min一次。 2.3阀门使用要求 2.3.1要求使用开关球阀。应按非阻塞流开关设 计.最小100 000次承受压力和温度循环操作。 2.3.2 阀门要求双向密封。在正向和反向的双向流 动方向。在下游压力为大气压下的最大差压时,达 ANSI B16.104 Class v级密封要求。 2.3.3应考虑在介质冲击、腐蚀和磨蚀下,阀内件 和流道的材料有最好的可用性。 2.3.4 阀门设计的超压范围大于其最大工作压力的
8.5
·
6.5
投产时间 1993-04 1995-05 1996-02 2000-07 2004-07 2004-10 2005-07 2005-09 2005-10
2006-01
2007-04
进口锁渣阀品牌 芬兰Neles 芬兰Neles 芬兰Neles 芬兰Neles 德国Perrin 芬兰Neles 芬兰Neles 美国Argus 芬兰Neles 德国Perrin 美国Mogas 德国Perrin
化炉内气化压力通常在2.7MPa一8.5MPa。而渣池通大 气,要使炉内的灰渣排到渣池,必须将介质的压力减至 常压。当XV09锁渣阀打开、XVl0锁渣阀关闭时,锁斗与 气化炉处于一个系统,压力相等,此时可以将气化炉 内的黑水收集到锁斗;相反。当XV09锁渣阀关闭,而 XVl0锁渣阀打开时。锁斗与渣池处于同一系统。压力 相等。此时可以将锁斗内的黑水排人渣池。
Perrin锁渣阀结构特点为:单阀座、固定球。阀 球、阀杆两体式靠四方连接传递动力;硬密封,阀座采 用若干个柱形弹簧(成一圈布置)加载;冲洗水设计为 选项:Perrin的意见是阀门在每次开关过程中,都进 行冲洗。可以达到最优的效果,但这样会使锁渣阀的 配管复杂化。浩良河化肥厂、南化公司都选择了这一 选项;阀球可设计为V型切口,这样可使球阀在小开 度时的物料顺畅地进入下游管道。2007年1月~4月, 南化公司陆续发现气化炉A、气化炉B上使用的Per— rin锁渣阀阀杆有裂纹并有部分材料脱落,阀球、阀 座局部被冲刷出豁口;2007年5月,南京惠生公司发 现气化炉B下锁渣阀出现泄漏,拆检后,确认阀球、阀 座硬质合金层脱落。
锁渣阀使用位置关键。技术要求高,造价昂贵,颇 受业内人士关注。
2水煤浆加压气化排渣系统分析
2.1工艺流程简介 水煤浆加压气化工艺排渣系统流程示于图1。气
收稿日期:2007—11—16 作者简介:周 夏(1968一),男,1990年毕业于山东工业 大学,高级工程师,曾在山东华鲁恒升集团有限公司工作 多年,主要从事大型煤制甲醇、合成氨技术管理工作。
关键词 锁渣阀 水煤浆 气化装置 国产化
文章编号:1005—9598(2008)一02—0031—04中图分类号:T054文献标识码:B
1概
述
锁渣阀,也称之为锁斗阀,一般采用气动两位开 关球阀,是液态排渣的水煤浆、多元料浆(以下统称水 煤浆)和干煤粉气流床加压气化装置上最重要的阀 门。每台气化炉设置3台锁渣阀,气化炉激冷室或破 渣机下部与锁斗相连的管道上。即锁斗人口侧有2 台:XV08、XV09锁渣阀,通常称为上锁渣阀。其中, Xv09锁渣阀受程序控制,大约每30min开关一次,而 Xv08锁渣阀常开、在线备用,以备XV09锁渣阀出现 泄漏等故障随时投用。当气化炉激冷室液位低,引起 气化炉保安系统联锁动作时,Xv08也联锁关闭,以防 气化炉工艺气窜入锁斗系统。造成不良后果。锁斗排 放I:1有1台:XVl0锁渣阀,通常称为下锁渣阀,该阀 的下口与大气相通。锁渣阀参加气化炉的排渣程序控 制,受高温、高压灰渣的直接磨蚀,开关频繁,要求在 高压差情况下,实现双向密封。
Argus锁渣阀结构特点为:固定球、双阀座,阀 球、阀杆两体式靠花式销键连接传递动力;硬密封,阀 座具有刮刀式边缘结构设计,采用碟形弹簧或柱形弹
簧加载;阀体两侧设有吹扫口。金陵石化使用的Ar— gus锁渣阀,出现过硬化层剥落现象。
Mogas给南化公司提供的锁渣阀为浮动球.阀球 与阀杆为两体式,下游阀座固定,上游阀座可移动,密 封端为下游阀座,管道内介质的压力(上、下游压差) 将球体推向下游阀座,使两者紧密接触,而上游阀座 通过碟形弹簧与球体紧密接触。南化公司反映Mogas 锁渣阀自投用到2007年7月31日运行基本平稳。其 主要缺点是所需工作转矩大IS]:浮动球阀的阀球、阀 杆连接处。必须设计得有一定间隙.长时间或频繁动 作后,存在间隙变大、打滑、滑脱的隐患,到时候可能 会使阀球不能开关到位。
2002年初。淮化使用重庆白市驿锻造阀门研究 所生产的锁渣阀。以替换经常损坏的进口锁渣阀,与 进口锁渣阀互为备用,该锁渣阀结构为固定球、硬密 封、阀座采用蝶簧压紧。使用效果有所改善,但是仍不 能尽如人意。2006年。淮化又从浙江超达阀门制造有 限公司定做了2台锁渣阀,其结构为固定球、硬密封、 阀座采用一圈柱簧压紧,阀球、阀杆呈两体机械连接。 该锁渣阀刚投用时,因局部问题曾造成了单台气化炉 系统停车,后又进行了维修、改造。
150%。 2.3.5要求快速动作.从“全通一全关”或“全关一 全通”的动作时间为3s.8s。并确保阀门动作到位。
3 进口锁渣阀在国内水煤浆加压气化装置 上的应用
3.1进口锁渣阀的使用业绩 由于锁渣阀技术要求高,使用位置关键,锁渣阀
本身若出现问题,会引起气化炉停车。我国早期采用 水煤浆加压气化技术的单位.大都选用了进口品牌。 已经投产的水煤浆加压气化装置上使用的进口锁渣 阀情况见表1。
煤气化工厂名称 兖矿鲁南化肥厂 上海焦化有限公司 陕西渭河化肥厂 安徽淮化集团有限公司 黑龙江北大荒浩良河化肥厂 山东华鲁恒升化工股份有限公司 兖矿国泰化工有限公司 金陵石化有限责任公司 陕西神木化学工业公司
南京化学工业有限公司
惠生(南京)化工有限公司
襄1已投用的进口锁渣阀
气化炉数量/台
气化压力/MPa 2.7 4.0 6.5 4.O 4.O 6.5 4.0 4.O 4.0
第2期(总第135期) 2008年4月
煤化工 Coal Chemical Industry
No.2(Total No.135) Apr.2008
锁渣阀在水煤浆加压气化装置上的应用与国产化
周夏1 邹字2王彦海2 (1.内蒙古三维煤化科技有限公司,鄂尔多斯010300;2.山东华鲁恒升化工股份有限公司,德州253024)