散货船优化算法讲解
基于cfd的散货船船体型线自动优化
收稿日期:20181222 基金项目:自主创新本科生项目基金研究项目(2018J7B107) 作者简介:赵无忧 (1999—),女,本科,从事 船 型优 化研 究;郭啸 轩 (1998—),女,本科,从事船型优化研究;束永昊(1998—),男,本科, 从事船型优化研究;常海超(1985—),男,博士,讲师,从事船型优化 中的近似方法研究。
∫∫V∫(Px+Qy+Rz)dv=Swe∫t+∫Swl(Pn1 +Qn2 +
Rn3)ds 式中:P、Q、R为变量。
ห้องสมุดไป่ตู้(7)
船体湿表面 Swet与水线 Swl面所围成的部分即为 船体排水体积 V。
静水力数据包括排水体积、浮心纵向位置、湿表
面积等,它们的求法如下。
求解排水体积:P=0,Q=y,R=0
=∫∫V∫(Px+Qy+Rz)dv=Swe∫t+∫Swl(yn2)ds=
0 引言
1 平台优化框架及过程
船型优化在船舶研发设计中始终占据重要位 置,国内外很多学者对此展开研究。文献[13]主要 研究了多目标遗传算法对优化结果的影响并建立了 优化平台,进行了海上三体补给运输概念船和双体 高速船的 优 化,获 得 了 较 好 的 优 化 结 果。 文 献 [4] 结合稳健设计方法和 MonteCarlo试验设计、遗传算 法进行了高速双体船初步设计阶段的不确定性优 化,并验证了此方法具有一定的工程实用价值。文 献[57]利用径向基函数插值方法对船型优化进行 了深入研究,并自主研发了基于 CFD的船型优化平 台,采用粒子群算法对 Series60船体曲面进行修改, 以产生球鼻艏形状,再对修改后的船型进行艏部和 艉部优化,获得了良好的减阻效果。研究表明,利用 径向基插值函数方法和粒子群算法集成的平台适合 工程需要。
双壳散货船分段划分优化
双壳散货船分段划分优化作者:叶步永胡文凤来源:《中国水运》2018年第02期摘要:通过37150dwt双壳散货船和34500dwt分段划分进行比较分析,利用图片可以很直观的看出,修改后的分段划分更加合理,既降低了施工难度,又提高了生产效率。
关键词:双壳散货船;分段划分;工艺优化;生产效率中图分类号:U662 文献标识码:A 文章编号:1006—7973(2018)2-0041-020 引言三万多吨双壳灵便型散货船,是散货船比较典型的一种船型。
他们的主要的特点是经济性,燃油效率高,维护方便和操作灵活性,安全,装载灵活。
本文研究是三万多吨双壳灵便型散货船的分段划分优化。
分段划分是船体生产设计的基础工艺,他需要考虑船厂的切割能力,加工能力,起吊能力等,还需考虑壳舾涂一体化的原则,尽量做到方便、高效的建造和合拢。
生产设计是告诉工人如何去建造一条船舶,提供现场施工的所有信息,在现代造船中生产设计越来越重要,生产设计的好坏也是衡量一个公司能力的一个标尺,而分段划分又是重中之重。
37150dwt和34500dwt是扬帆集团股份有限公司承接的灵便型双壳散货船。
它的主要特点是双壳双底,底部有中间管弄,顶部有边管弄,单桨单舵,尾机型,驾驶室在船尾,4台克令吊。
全长为180.0m、型宽30.0m、型深14.7m,肋距0.8m。
全船分为5个货舱,货舱舷侧及双层底均采用纵骨架式结构,机舱首尾是横骨架式。
1生产设计模型船体生产设计模型利用tribon软件对37150dwt和34500dwt进行100%建模,所有的切割信息,加工信息,流向信息,板架信息,分段信息都已经体现。
34500dwt是厦门某公司进行的生产设计,37150dwt是扬帆集团股份有限自己完成的生产设计,模型的信息量和完整度都是相似的。
两条船的结构形式和结构特点也是相似的。
2 典型分段划分对比分析下面选取34500dwt和37150dwt典型的分段划分,进行对比分析,我们可以很直观的看出修改前和修改后的变化,也可以发现其中的优缺点,为今后的生产设计提供材料支撑。
20500DWT散货船下水方案优化研究
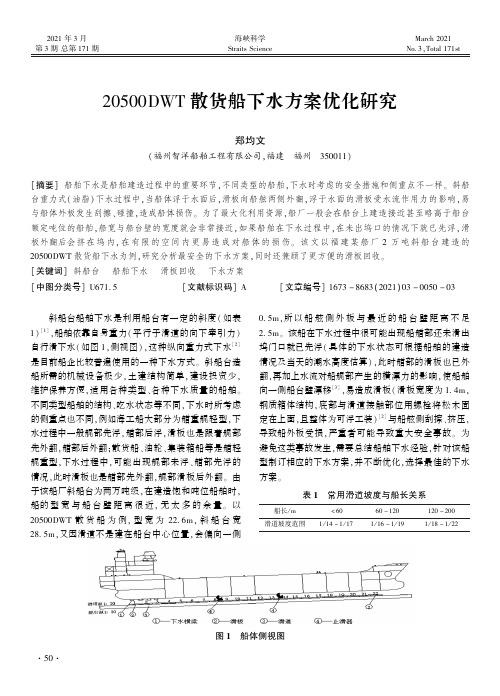
2021年3月第3期总第171期海峡科学Straits ScienceMarch2021No.3,Total171st 20500DWT散货船下水方案优化研究郑均文(福州智洋船舶工程有限公司,福建㊀福州㊀350011)[摘要]船舶下水是船舶建造过程中的重要环节,不同类型的船舶,下水时考虑的安全措施和侧重点不一样㊂斜船台重力式(油脂)下水过程中,当船体浮于水面后,滑板向船舷两侧外翻,浮于水面的滑板受水流作用力的影响,易与船体外板发生刮擦㊁碰撞,造成船体损伤㊂为了最大化利用资源,船厂一般会在船台上建造接近甚至略高于船台额定吨位的船舶,船宽与船台壁的宽度就会非常接近,如果船舶在下水过程中,在未出坞口的情况下就已先浮,滑板外翻后会挤在坞内,在有限的空间内更易造成对船体的损伤㊂该文以福建某船厂2万吨斜船台建造的20500DWT散货船下水为例,研究分析最安全的下水方案,同时还兼顾了更方便的滑板回收㊂[关键词]斜船台㊀船舶下水㊀滑板回收㊀下水方案[中图分类号]U671.5[文献标识码]A[文章编号]1673-8683(2021)03-0050-03㊀㊀斜船台船舶下水是利用船台有一定的斜度(如表1)[1],船舶依靠自身重力(平行于滑道的向下牵引力)自行滑下水(如图1,侧视图),这种纵向重力式下水[2]是目前船企比较普遍使用的一种下水方式㊂斜船台造船所需的机械设备极少,土建结构简单,建设投资少,维护保养方便,适用各种类型㊁各种下水质量的船舶㊂不同类型船舶的结构㊁吃水状态等不同,下水时所考虑的侧重点也不同,例如海工船大部分为艏重艉轻型,下水过程中一般艉部先浮,艏部后浮,滑板也是跟着艉部先外翻,艏部后外翻;散货船㊁油轮㊁集装箱船等是艏轻艉重型,下水过程中,可能出现艉部未浮㊁艏部先浮的情况,此时滑板也是艏部先外翻,艉部滑板后外翻㊂由于该船厂斜船台为两万吨级,在建造饱和吨位船舶时,船的型宽与船台壁距离很近,无太多的余量㊂以20500DWT散货船为例,型宽为22.6m,斜船台宽28.5m,又因滑道不是建在船台中心位置,会偏向一侧0.5m,所以船舷侧外板与最近的船台壁距离不足2.5m㊂该船在下水过程中很可能出现船艏部还未滑出坞门口就已先浮(具体的下水状态可根据船舶的建造情况及当天的潮水高度估算),此时艏部的滑板也已外翻,再加上水流对船艉部产生的横漂力的影响,使船舶向一侧船台壁漂移[3],易造成滑板(滑板宽度为1.4m,钢质箱体结构,底部与滑道接触部位用螺栓将松木固定在上面,且整体为可浮工装)[2]与船舷侧刮擦㊁挤压,导致船外板受损,严重者可能导致重大安全事故㊂为避免这类事故发生,需要总结船舶下水经验,针对该船型制订相应的下水方案,并不断优化,选择最佳的下水方案㊂表1㊀常用滑道坡度与船长关系船长/m<6060~120120~200滑道坡度范围1/14~1/171/16~1/191/18~1/22图1㊀船体侧视图㊃05㊃2021年第3期海峡科学HAI XIA KE XUE1㊀ 散排 下水方案散排 法下水是将下水用的滑板连在一起(滑板串联的数量根据港拖的拖带能力而定),头尾两端分别用高分子聚乙烯绳(俗称防爆缆)固定在甲板缆桩上,船入水全浮后,滑板自然向舷侧外翻㊂待船在江中稳定后,港拖靠近下水船舶,分别将固定滑板的缆绳从船上解开,系到港拖上,再由港拖将滑板拖回坞内㊂等潮水退至最低时将坞门关起,船台吊车辅助回收滑板㊂缆绳的绑扎方案如图2所示㊂图2㊀散排方案(船底部视图)㊀㊀此种方案在船台施工时工程量小,操作工序较简单,人工投入少,船下水后滑板回收也较方便快捷,当天就能回收全部滑板㊂滑板的快速拖离也能为下水船舶靠泊码头争取时间(由于受地理环境影响,船舶下水都在退潮时,如潮水退太低,不利于船只的码头靠泊)㊂但是下水过程中如果整船在未全部滑出坞口时就已全浮或船艏先浮,此时已浮部位下面的滑板就会外翻,再加上水流对船艉部的横漂力作用,很容易造成船舷侧与船台壁刮蹭,导致船体受损㊂2㊀ 整排 下水方案整排 法是将滑板串联在一起,每一串的滑板头尾再用防爆缆分别固定在船的左右舷两侧的缆桩上(滑板的左侧固定在左舷,右侧固定在右舷),阻止滑板在船浮起时外翻㊂待船在江中稳定后,分别依次解开固定滑板的防爆缆,再由港拖将滑板拖回坞内,等待回收㊂缆绳的绑扎方案如图3所示㊂图3㊀整排方案(船底部视图)㊃15㊃HAI XIA KE XUE 海峡科学2021年第3期㊀㊀此种方案的优点是由于滑板不会外翻,所以不管船在哪个位置全浮,都能够保证船舶的下水安全㊂此方案在船台绑扎固定滑板的防爆缆工艺较复杂,如滑板数量多(左㊁右舷滑板各分两串)且多条缆绳共用一个缆桩的话还要注意绑扎顺序㊂船台施工周期较 散排 法长㊂下水后滑板回收较难,因为固定滑板的防爆缆有一半是跨过船底部,滑板拖出时跨船底部分的防爆缆很可能会卡在船底墩位上或与其他防爆缆在水流的作用下相互缠绕,导致滑板不易被拖出㊂如果滑板无法及时拖出,还会影响下水船只靠泊码头和下条船的上船台周期㊂3㊀ 散排 + 整排 下水方案船艉部的部分滑板用 散排 法,艏部剩余的滑板用 整排 法㊂船下水后 散排 部分的滑板可以马上拖出,这种方法可以避免像单一的 整排 法那样,下水后所有滑板积在一起,缆绳又多,易相互缠绕等缺点㊂同时, 散排部分滑板及时拖出也能为 整排 部分滑板的拖带腾出空间和时间㊂缆绳的绑扎方案如图4所示㊂图4㊀ 散排 + 整排 方案(船底部视图)4㊀20500DWT 散货船下水方案的确定根据散货船型的特点及20500DWT 散货船的具体情况分析,采用 散排 + 整排 相结合的方案㊂由于20500DWT 散货船是左右各22片滑板(滑板规格有4m㊁6m㊁8m 长),受港拖的拖带能力限制(一次只能拖10~12片滑板),左右舷滑板各分成2串,每串11片(左㊁右舷滑板各在11~12号处断开),艉部两串滑板用 散排 ,艏部两串滑板用 整排 (如图4)㊂①船艉部由于吃水较深,所以船艉部要滑出坞口后才会艉浮,此时艉部滑板外翻就不会有碰到船台壁的风险㊂船一稳定在江中,由两条港拖同时将艉部滑板先拖回㊂②由于船艏部吃水浅,导致船艏还未滑出坞口就已艏浮,滑板外翻,所以艏部两串滑板用 整排 法,保证下水过程滑板不会与船台壁刮蹭㊂因为只有两串滑板用 整排 法,所以需要跨船底固定的防爆缆较少,缆绳不易被卡住㊂又因艉部滑板已拖出,为艏部滑板腾出了较大的操作空间,所以 整排 部分滑板拖出也较容易㊂5㊀结论20500DWT 散货船及其系列船采用 散排 + 整排 的下水方案,均顺利下水,且滑板回收过程也方便快捷,证明该方案可行㊂该方案的成功应用也可为类似的受水域条件限制的中小型斜船台建造饱和型吨位船时(油轮㊁集装箱船㊁客滚船等)提供一些参考,具体可根据船舶的下水状态及潮水因素等,适当调整滑板 散排 及 整排 数量的比例㊂参考文献:[1]江南造船厂.船舶纵向滑行下水工艺:CB /Z51-1981.[2]黄浩.船体工艺手册(修订本)[M ].北京:国防工业出版社,1989.[3]施功时.关于船舶纵向下水时艉部横漂的分析[J ].造船技术,1986(6):19-24.㊃25㊃。
船装总体优化方案
船装总体优化方案1. 引言船装总体优化方案是指通过对船舶上的设备、管路、电缆等进行优化,在保障船舶正常运行的基础上,降低船舶的能耗、提高运输效率、增加舒适度等方面进行改进。
本文将介绍船装总体优化方案的设计原则、优化措施和预期效果,以期为船舶设计和装备更新提供参考。
2. 设计原则在制定船装总体优化方案时,需要遵循以下设计原则:2.1 综合性原则船装总体优化方案应该综合考虑船舶的整体运行需求,以及船舶的各个系统之间的兼容性和协调性。
各个系统的设计和优化应该相互配合,形成一个整体的优化方案。
2.2 能效原则船装总体优化方案应该以提高船舶的能效为目标,减少船舶的能源消耗,降低运营成本。
通过使用节能设备和优化管路布局等措施,提高船舶的能源利用效率。
2.3 安全性原则船装总体优化方案的设计应该保证船舶的安全性,确保各个系统的安全运行。
在设计过程中要考虑到各个系统之间的隔离和防护,以及良好的防火、防爆措施。
2.4 可维护性原则船装总体优化方案的设计应该考虑到设备的可维护性和维修性,便于日常维护和设备的更换。
合理的设备布局和管路设计可以减少维护人员的工作难度,降低维修成本。
3. 优化措施在船装总体优化方案中,可以采取以下措施来实现优化效果:3.1 设备优化对船舶上的设备进行优化,选择性能更优越的设备,更新陈旧的设备。
在选择设备时要考虑到设备的功耗、效率和可靠性等因素,并且应该与船舶的整体运行需求相匹配。
3.2 管路优化对船舶上的管路进行优化,合理布局管道,减少管道的长度和阻力,提高流体传输效率。
同时,选择合适的管道材质和规格,降低压力损失和泄漏风险。
3.3 电气系统优化对船舶的电气系统进行优化,采用节能设备和控制系统,减少能源消耗。
同时,合理布置电缆和开关设备,提高电路的可靠性和安全性。
3.4 舒适度优化考虑到船员的工作和生活环境,对船舶的舒适度进行优化。
例如,在船舶的船舱和公共区域设置合适的空调系统和通风系统,提供舒适的工作和居住环境。
某大型散货船分舱优化的实现方法
第48卷2019年12月船海工程SHIP&OCEAN ENGINEERIGVol.48Dec.2019DOI:10.3963/j.issn.1671-7953.2019.S2.014某大型散货船分舱优化的实现方法严先锐,刘刚,班业平(上海外高桥造船有限公司,上海200137)摘要:按照HCSR规范,静水弯矩的设计值对船体梁构件尺度选取有重要影响。
利用NAPA设计软件编程,对某好望角型散货船进行参数化分舱优化和自动评估,在保证船舶安全的前提下,降低静水弯矩极值,在开发设计阶段控制设计冗余,达到控制空船重量的目的,可增加船舶运营经济性,降低公司的生产成本,从而提高经济效益$关键词:散货船;分舱优化;静水弯矩;装载工况;NAPA中图分类号:U662文献标志码:A文章编号:1671-7953(2019)S2-0052-04散货船经常有满载装货和空船压载两种情况,而且装运的货物密度变化较大,装载工况较为复杂,包含压载、匀质装货、隔舱装货、多港口装货等多种装货工况。
在船型开发设计阶段的装载工况计算,不仅需要考虑HCSR规范对装载工况的规定要求,还要考虑合同文件中船东对装载货品种类的要求,从而使得设定的装载工况数量庞大。
传统上只能根据母型船的经验和设计者的判断,拟定初步设计分舱方案,然后依据一般设计流程展开装载计算,再通过设计人员对相关结果的分析,形成修改设计方案,再对修改后的方案进行计算分析。
经过“计算分析-修改-计算分析”的设计过程,得到一个令设计人员满意的设计方案。
该方法设计效率较低,常因为项目周期的紧张和设计人员的主观原因而无法得到较优的设计方案⑴o通过梳理开发设计流程,利用NAPA设计软件进行二次开发,将分舱建模、装载定义与计算、弯矩极值输出实现参数控制与自动输出有机结合,提升设计方案评估效率和客观性。
1装载工况的NAPA定义特征装载工况定义的实质就是船舶各类重量类型、数量以及位置的具体说明,其中“类型”可认为通常意义上的物理形态;“数量”通常以重量形收稿日期:2019-10-30修回日期:2019-11-30第一作者:严先锐(1980—),男,硕士,高级工程师研究方向:船舶总体设计式表达,也可以定义为容积、力矩的形式;“位置”通常是对装载舱室说明或直接给出的重量重心坐标及分布范围。
散货船的结构设计特点及施工优化

散货船的结构设计特点及施工优化摘要:散货船是当今世界的三大主流船型之一,且呈现出超大型化的趋势。
散货船共同规范CSR于2006年4月1日作为IACS的统一规范生效,它系统、全面、详细的规定了散货船的结构设计标准。
根据设计经验,文章对散货船结构设计中几个应该注意的问题进行了阐述,同时指出了详细设计中结构设计部分对造船过程中施工工艺考虑不足的现象存在,而这一现象最终造成了船厂在建造过程中存在施工难度大、工艺复杂、焊接量大、变形难以控制、精度不高等问题。
最后文章提出了几种合理改变结构形式的优化方案,来简化船舶建造工艺,降低施工难度和成本,保证精度。
关键词:详细设计;结构特点;结构优化;精度控制全世界每年约有20多亿t的干散货投入到海运市场,占全世界海运量的1/3,散货船作为三大船型之一,其安全性、经济性、环保性是业界关注的焦点。
散货船的结构设计是其安全运营的重要保障,结构设计的是否合理,结构形式是否优化又影响其经济性。
目前国内现状是多数船厂不具备前期的方案设计、详细设计、送审设计的能力,一般都是委托有资质的专业设计院进行前期的详细设计。
而详细设计中的结构设计部分往往是从满足规范要求、满足强度要求来考虑,结构形式往往是参照母型船,对造船过程中的施工工艺考虑往往不够,这样就造成了船厂在建造过程中的施工难度大、工艺复杂、焊接量大、变形难以控制、精度不高。
具备生产设计能力的船厂就需要从船厂的施工角度出发,对于详细设计中工艺性不强的部分进行结构优化,既要满足强度要求,又能大大方便现场施工,降低施工难度,保证精度,同时也降低造船成本。
1 散货船结构设计特点目前投入世界航运市场的散货船多数为典型的单壳结构。
其货舱横剖面如图1所示。
1.1 货舱双层底结构双层底一般采用纵骨架式,设有纵桁、纵骨、横向肋板。
中桁材在货舱区应保持延伸,从船首至船尾应尽可能保持延伸,其结构连续性应在船舶的全厂范围内连续。
旁桁材在货舱区与的平行总体范围内应保持延续,在货舱区与的首端只尾端应尽可能保持延伸。
好望角CAPESIZE散货船优化设计报告
177,000 DWT 双壳散货船总结报告(General Performances study of 177,000 Bulk Carrier)大连福凯船舶设计有限公司2006-12-12摘要:本总结报告根据2006年颁布实施的共同结构规范CSR(Common Structure Rules)要求,对177,000DWT双壳散货船进行开发研究,历时一年多圆满完成各项开发研究工作。
经过母型船分析及设计要素后,优化确定了本船的主尺度。
主要工作包括空船重量、重心位置估算,舱容、航速等计算, 皆满足设计的要求。
并根据最新的共同规范CSR及最新的结构计算软件进行结构的计算和优化。
通过型线设计与优化,得到降低阻力, 提高性能的较佳型线。
该项主要工作是基于母型船线型为基础,然后通过船模试验进行线型优化研究。
根据规范对本船的稳性进行计算, 主要内容包括:静水力计算、舱容计算、干舷计算、完整稳性、谷物稳性及破舱稳性计算。
结构设计以CSR 要求进行计算,并满足永久检测通道的要求,减少检测通道的栏杆, 对本船结构进行修改。
对结构进行三舱段的有限元分析,此类分析在船舶领域属于使用新技术在船舶上面的应用,让船舶结构的应力分析更加准确。
同时在结构计算方面,使用最新的计算软件,且考虑了疲劳和腐蚀因素的影响。
关键词:双壳散货船;总体性能一,开发研究的目的和要求1,在国际共同结构规范CSR (Common Structure Rules) 的生效,所有船长大于150m以上散货船均需要满足此规范,尤其对船体结构要有较大变化,为适应市场需要,在国际市场上占据有利的竞争优势,本公司对174,000DWT好望角型双壳散货船(简称母型船)在深受船东青睐的基础上,开发研究出177,000DWT双壳散货船。
本船在总体性能、线型、船体结构布置和设计等方面皆保证最新规范要求,且满足进入法国敦刻尔克东港的条件。
当前,在国内外此类船型较少的情况下,在开拓国际市场既有一定的竞争力和先进水平。
基于支持向量机的船舶结构优化方法

基于支持向量机的船舶结构优化方法随着船舶的高速发展,对船舶结构的安全性和性能要求也越来越高。
因此,在设计船舶结构时,非常重要的任务是优化船体结构,以获得最佳的结构性能。
支持向量机是一种强大的机器学习算法,可以在最小化结构权重的前提下实现复杂的船体结构优化。
在使用支持向量机(SVM)进行船体结构优化时,首先需要定义目标函数和约束条件。
目标函数可以是船体的稳定性、载荷和阻力等方面,约束条件可以是最小或最大质量、最小或最大刚度和强度等方面。
一旦定义了目标函数和约束条件,就可以通过SVM来确定最佳解。
SVM使用非线性算法将数据映射到高维空间,从而实现分类、回归和优化等任务。
在船体结构优化中,SVM通常是通过尝试许多不同的权重来获得最佳解。
这种优化方法使用一定的权重范围,通过改变权重来获得最佳目标函数值。
这种方法可以在不同的船型、船长和宽度等不同的设计变量下进行优化。
为了有效地使用SVM进行船体结构优化,需要遵循以下步骤:1. 组织数据和定义目标函数与约束条件:收集现有船舶的相关数据,并定义目标函数和约束条件。
2. 运行SVM:使用SVM确定最佳的结构参数和权重,以使目标函数达到最优化。
3. 模型评估:评估所得到的结构参数和权重,与理论及实际工艺进行比较和分析。
该方法的优点包括:1. 精度高:由于SVM被广泛应用于各行各业,它的预测性能非常好,因此在船体结构优化中使用SVM可以提高优化的精度。
2. 可扩展性强:SVM可以根据不同的船型和船长进行调整,并且可以扩展到其他方面的优化。
3. 支持多目标优化:SVM还支持多目标优化,可以将目标函数分为不同的优化目标,分别执行。
总之,基于支持向量机的船体结构优化方法可以帮助设计者获得最佳的船体结构参数和权重,以提高船舶的安全性和性能。
这种方法可以在船舶的不同设计变量下使用,并具有高精度和可扩展性强的优点。
在使用基于支持向量机的船舶结构优化方法之前,需要收集一些相关数据,并对其进行分析。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
散货船装载过程优化的研究Study on Optimization of Bulk Carrier’s LoadingProcess本文从散货船的安全问题出发,结合散装船舶装卸货过程中的实际情况,提出了通过优化装载方案来控制船舶装货时强度变化的观点,以使整个装货过程中产生的剪力、弯矩对船舶强度的影响尽量最小。
初步建立了散货船装载优化模型,提出了求解该模型的基本思想,并将遗传算法运用于该优化模型的求解。
研究了遗传算法在散货船装载过程优化上的具体实施方法。
采用面向对象的程序设计方法,在Windows平台的Visual C++环境下开发了基于遗传算法的散货船装载过程优化软件。
本文所开发的基于遗传算法的散货船装载过程优化软件,可以作为装载仪中的一个子系统,对各种装货过程进行优选,最后得到一个近似最优的装货方案。
经过优化的装货方案可以大大减小装货过程中所产生的船舶剪力和弯矩最大值。
该软件可以运用于实际生产,通过控制船舶装货环节的船体强度,提高散货船的安全性,延长船舶的使用寿命。
ABSTRACTThis paper particularly analyzes the characteristic of bulk carrier. Present the attitude that controls the vessel’s strength in loading by optimizing the loading scheme. This optimization intends to make the vessel’s Shear Force (SF) and Bending Moment (BM) in loading process to the lowest extent. An optimization modal for loading of bulk carrier is basically established in this paper. Author creatively uses the Genetic Algorithms to get the solution of this optimization modal.The software named “Optimization of Bulk Carrier’s Loading Procession”, which can be inserted to “Stowage System of Bulk Carrier” as a subsystem. This softwarechose the best one approximately from every loading scheme. The optimized scheme can reduce the maximum of SF and BM in loading at most extend. Using the software to optimize the loading process in practice will improve the security of the bulk carrier, and prolong the life span of the bulk carrier.Key Words: Bulk Carrier, Vessel’s Strength, Optimization of Loading Process, Genetic Algorithms.1.4 散货船装卸操作中的强度控制问题从散货船的安全现状可以看出,目前都存在一个共同的问题,即船舶强度问题。
如何才能把营运中的风险降至最低,如何才能提高散货船营运的安全系数,保证人、船、货的安全,延长船舶的使用寿命,这有赖于通过适当的装卸,使装卸过程中产生的剪力、弯矩对船体的潜在损伤降至最低。
这就提出了散货船在装卸过程中的强度控制问题。
[7]散货船在装卸过程中的强度控制的核心,就是要制定较优化的装卸货方案,使整个装卸过程中产生的剪力、弯矩对船舶强度的影响尽量最小。
现有散货船根据SOLAS公约第Ⅶ/11条的规定,均安装了规定的装载仪。
船舶驾驶员通过输入某一状态下的装载货物情况和油水分布情况,就可以得到该状态下的各站号及特殊要求位置的剪力和弯矩值,再将这些数据与规范标准相比较。
通常船舶驾驶员是事先制订一个装卸货方案,再用装载仪去校核,以确定装卸过程中船舶强度是否满足规范要求,如不满足则对原计划进行修改,直到满足规范要求为止。
该装卸方案虽然满足规范要求,但是却未达到优化的程度。
如果能够获得优化方案并以此指导装卸作业,那么货物操作过程中散货船船体的损伤将会大大降低,从而大大减少船体的疲劳,提高散货船的使用寿命,保证船舶安全。
一般来说,由于散货船的装货速度远高于卸货速度,所以装货时对船舶强度的控制就显得比卸货时更加重要。
本文就是从散货船的装载角度出发,在船舶装载仪的基础上引入人工智能的思想,运用遗传算法对船舶的装货过程进行优化,并可在散货船的装载仪中增设一个子系统,对各种装货过程进行优选,最后得到一个近似最优的装货方案,以解决散货船装卸过程中的强度控制问题。
散货船装载过程优化模型的建立在散货船装载过程优化中需要考虑的主要因素仅是船舶纵向强度和船舶的吃水、吃水差限制。
本章首先介绍了静水中船舶纵向强度和浮态的计算方法,再进一步建立了散货船装载过程的优化模型,并初步提出了该模型的求解思路。
装载过程优化模型的建立在散货船的实际装载过程,可以定义为单舱装载方式和多舱装载方式。
单舱装载方式就是装货过程中只有一部装货设备,一次只能对一个货舱进行装货操作;多舱装载方式就是指用两部或两部以上的装货设备对不同的货舱同时进行装货操作的装载方式。
与多舱装载方式相比,采用单舱装载方式时,装货过程中对船舶强度和浮态的控制是比较困难的。
因此对单舱装载方式的优化是非常必要的。
本文仅对单舱装载方式进行了研究,对单舱装载过程建立了优化模型。
2.3.1 建立优化模型的目的。
装载过程优化就是要在已知每个货舱计划装货量的基础上,确定一个优化的装货方案,使得按照这个方案进行装货的整个过程中,船舶产生的剪力、弯矩对船舶强度的影响尽量最小,并且在整个过程中船舶的浮态也能满足规定的要求。
所以,建立装载过程优化模型的目的就是:在尽量减少装货次数的前提下,确定一个能使整个装货过程中船舶的剪力、弯矩尽量小并且使船舶吃水、吃水差始终保持在规定要求以内的装货优化方案。
2.3.2 目标函数的建立2.3.2.1 确立基本变量每个货舱最终要装载的货物重量是已知的,用i V 表示。
船舶总共需要装货的货舱数,用C 表示。
则该航次船舶总装货量为∑=C i i V1。
将每一次装货设备从一个货舱口移动至另一货舱口称之为一次换装作业,而装货设备对全船所有货舱依次完成了一次装货的过程定义为一轮装货作业。
完成整个装货需要的换装次数用J 表示,完成整个装货需要的轮次数用R 表示。
对于有5个货舱和7个货舱的散货船,一般经过两轮装货均可满足优化的要求,即可取R=2。
而对于9个货舱以上的大型散货船,往往需要3轮或以上的装货作业才能满足优化的要求,即R ≥3。
我们假定。
可以看出任意一种装货方案都是由每轮装舱的次序S (Sequence )和每轮各舱的装货数量Q (Quantity )构成。
确定了每轮的装舱次序和每轮的各舱装货量,就确定了一种装货的方案E ,即),(Q S f E = (2-3-1)在装货中为了保证船舶的纵向强度,一般情况下压载水排放位置与装载货舱的位置趋于一致,因此,压载水方案B 是由装货方案所决定的,现定义为)(E t B = (2-3-2)2.3.2.2 目标函数的建立在装货过程中,每个校核站面的剪力、弯矩都是在不断变化的,它们变化是个连续的过程,因而可取每一次换装作业时各个校核站面的剪力ij SF 和弯矩ij BM 其中,i 为校核站面的位置, j 为换装作业的次数。
设各个校核站面的剪力许用值为i ASF ,弯矩许用值为i ABM ,则可设定装货过程中优化模型的目标函数为: )(max )(iij ij ASF SF E g = (2-3-3) )(max )(i ij ij ABM BM E h = (2-3-4)对装货方案E 的优化,理论上就是要求得一个解*E ,使得)(*E g 和 )(*E h 为最小值。
2.3.3 约束条件的设立考虑到港口航道或码头泊位水深的限制和压载水排放要求,散货在装载过程中必须限定船舶吃水和吃水差。
设每次换装作业时船舶的首吃水为Fj d (E),尾吃水为j A d (E),吃水差为j t (E),则装卸过程中约束条件为:⎪⎩⎪⎨⎧<<<<<<21max min max min )()()(T E t T d E d d d E d d j Aj Fj (2-3-5)式中,1T ,2T 分别为装货过程中最大尾倾吃水差和最大首倾吃水差,其中1T 为负值,2T 为正值。
2.3.4 装载过程的优化模型建立最优化模型,有三个基本要素,即决策变量、目标函数和约束条件 ,于是可建立如下装货过程优化模型:min ⎩⎨⎧⎭⎬⎫)()(E h E gs.t. ⎪⎩⎪⎨⎧<<<<<<21max min max min )()()(T E t T d E d d d E d d j Aj Fj (2-3-6)在多目标决策问题中,根据实际情况确定一个目标为主要目标,而把其余目标作为次要目标,并且根据决策者的经验,选取一定的界限值。
这样就将原多目标决策问题转化为在一个新的约束条件下,求主要目标的单目标规划问题[20]。
现将每次换装作业时船舶各个站点的实际剪力占许用剪力的百分比限定在δ以内作为约束条件,就可以把2-3-6式变为下式:min }{)(E hs.t.⎪⎪⎪⎩⎪⎪⎪⎨⎧<<<<<<<δiij j j j ASF SF T E t T d E da d d E df d 21max min max min )()()( (2-4-1)其中,δ可根据船龄及装载条件限定在50%~70%范围内。
2.4 装载过程优化模型求解的基本思路将2-3-1式代入2-3-3和2-3-4式,我们可以将目标函数变为:)(max ),(i ij ij ASF SF Q S g = )(max ),(i ij ij ABM BM Q S h =(2-4-2)求解最优解*E ,也就是求解最优装舱顺序*S 和每轮各舱最优装货量*Q 。