钢筋桁架的全自动焊接生产过程
亿洲科技全自动钢筋桁架焊接生产线产品使用说明书
亿洲科技全自动钢筋桁架焊接生产线产品使用说明书摘要:一、引言- 介绍亿洲科技全自动钢筋桁架焊接生产线产品使用说明书的目的和背景二、产品概述- 钢筋桁架焊接生产线的定义和作用- 亿洲科技全自动钢筋桁架焊接生产线的特点和优势三、产品结构与功能- 生产线的主要组成部分- 各部分的功能和作用四、操作流程与步骤- 操作前的准备工作- 具体操作流程和步骤- 注意事项和故障处理五、维护与保养- 设备的日常维护保养- 定期检查和维护- 常见故障及排除方法六、安全操作规程- 操作人员的安全教育和培训- 操作过程中的安全要求- 事故应急处理措施正文:一、引言亿洲科技全自动钢筋桁架焊接生产线产品使用说明书,旨在指导用户正确、安全地使用该产品,充分发挥其性能优势,保证生产效率和产品质量。
本文详细介绍了全自动钢筋桁架焊接生产线的结构、功能、操作流程、维护保养和安全操作规程等内容,为用户提供全面的使用指南。
二、产品概述钢筋桁架焊接生产线是一种集钢筋加工、桁架焊接为一体的自动化生产设备,广泛应用于建筑、桥梁、市政等领域的钢筋混凝土结构。
亿洲科技全自动钢筋桁架焊接生产线采用先进的焊接技术,具有生产效率高、焊接质量好、操作简便等特点,大大降低了劳动强度,提高了生产效益。
三、产品结构与功能亿洲科技全自动钢筋桁架焊接生产线主要由以下几个部分组成:1.钢筋送料系统:负责将钢筋原料送至焊接位置。
2.桁架结构:用于支撑焊接过程中的钢筋,保证焊接质量。
3.焊接系统:采用先进的焊接技术,实现钢筋与桁架的自动化焊接。
4.控制系统:用于控制整个生产线的运行,实现生产过程的自动化控制。
四、操作流程与步骤1.操作前的准备工作- 检查设备的电源、气源、水源等是否正常;- 检查设备的各部件是否安装到位,紧固件是否拧紧;- 检查操作人员是否熟悉设备的操作流程和安全规程。
2.具体操作流程和步骤- 开启设备电源,启动控制系统;- 将钢筋送料系统调整至合适的位置;- 设定焊接参数,开始焊接;- 在焊接过程中,密切观察焊接质量,如有异常,立即停机处理;- 完成焊接后,关闭设备电源,清理现场。
数控全自动钢筋桁架焊接生产线使用说明书
数控全自动钢筋桁架焊接生产线使用说明书 Document serial number【UU89WT-UU98YT-UU8CB-UUUT-UUT108】1.前言关于《数控全自动钢筋桁架焊接生产线使用说明书》的说明:《数控全自动钢筋桁架焊接生产线使用说明书》(以下简称《说明书》)将向用户介绍桁架成型机的基本结构和工作原理,使用户对桁架成型机有一个基本了解。
《说明书》详细讲述了桁架成型机的操作方法,帮助用户尽快掌握操作要领和步骤。
《说明书》介绍了桁架成型机的参数、加工工艺等。
《说明书》中包含了必要的安全要求,应仔细阅读。
操作人员在操作之前,请仔细阅读《说明书》,并注意安全说明和建议。
完全理解《说明书》的内容,以确保安全和充分发挥机器的性能。
不适当的操作可能会导致机器损坏和对操作人员的伤害。
用户必须保证指定的操作人员阅读和完全理解《说明书》的内容,并且按照《说明书》进行定期维护。
供货范围1.8.1放线架一套1.8.2矫直送丝机构一套1.8.3储料架一套1.8.4弯曲成型机构一套1.8.5焊接机构一套1.8.6底脚折弯机构一套1.8.7步进牵引机构一套1.8.8剪切机构一套1.8.9集料架一套1.8.10电控柜一组1.8.11操作台一个1.8.12工具和配件(工具箱一个,工具包括:钳子1把、12''活扳手1把、内六角扳手1套、一字改锥1把、十字改锥1把、黄油枪1把、皮榔头1把等)服务条款1.9.1长期负责桁架成型机的技术服务。
1.9.2负责培训操作、维修人员(理论知识和实践操作)1.9.3提供相关技术改进和指导。
2.概述数控全自动钢筋桁架焊接生产线是天津市建科机械制造有限公司开发的,用于高速铁路轨枕和建筑用桁架的专用成型设备,该机将放线、矫直、弯曲成型、焊接、折弯等一次完成,具有焊接质量好,速度高,工人劳动强度小,生产效率高的特点。
3.技术参数技术参数(续上页)4.结构介绍该机器按结构和功能分为电气控制系统、放线部分、矫直送丝部分、储料部分、侧筋成型部分、焊接部分、底脚折弯部分、步进牵引部分、剪切部分和集料部分等。
焊接H型钢桁架制作通用工艺014讲解
钢结构作业文件文件编号:WH-GY--014 焊接H 型钢桁架制作通用工艺发布日期:2007.10.08第 1 页共14 页目录1.主体内容与适用范围 (3)2.引用规范与标准 (3)3 材料 (3)4、工序制作要领 (4)4.1工艺制作流程 (4)4.2下料 (4)4.3下料质量要求 (4)4.4H 型钢桁架组装. (6)4.5桁架的焊接 (7)4.6桁架产品的外观质量 (8)4.7H 型钢桁架的尺寸允许偏差. (8)4.8螺栓孔质量要求 (10)4.9摩擦面质量要求 (11)4.9.1摩擦面加工检验 (11)4.9.2抗滑移系数检验 (11)4.10焊缝 (12)4.11涂装 (14)4.12构件标识 (14)4.13检验规则 (14)4.14构件贮存、防护、发运 (14)第 2 页共14 页1.主体内容与适用范围热轧钢板和钢带的尺寸、外形、重量及允许偏差》 钢结构工程施工质量验收规范》高层民用建筑钢结构技术规程》 建筑钢结构焊接技术规程》 焊接 H 型钢》 钢结构设计规范》 热轧 H 型钢和部分 T 型钢》 钢焊缝手工超声波探伤方法和探伤结果分级》 焊接 H 型截面钢制产品质量标准》3 材料3.1 产品材质应符合国家相关标准和设计要求。
进口钢材产品的质量符合设计和合同规定标准的要求。
3.2 钢材厚度的负偏差应符合 GB709-88 的规定。
3.3 热轧 H 型钢的尺寸、外形偏差应符合 GB/T11263-1998 《热轧 H 型钢和部分 T 型钢》。
3.4 焊接材料焊接材料的选用,当图纸和工艺有要求时,按照图纸和工艺要求执行,无要求时按照下表选用:焊接材料烘干温度表3.4.3 螺栓-A 和 B 》( GB5782)和《六角头螺栓 -C 级》( GB5780)第 3 页 共 14 页的规定。
高强度螺栓应符合《钢结构高强度大六角螺栓、大六角头螺母、垫圈与技术条件》 ( GB/T1228~1231)和《钢结构用扭剪型高强度螺栓联接副》 (GB/T3632~ 3633)的规定。
ai焊接H型钢桁架制作通用工艺
ai焊接H型钢桁架制作通用工艺钢结构作业文件文件编号:WYZG-014版本号/修改次数:焊接H型钢桁架制作通用工艺受控状态:受控本发放序号:发布日期: 实施日期:YSC编写目录1.主体内容与适用范围 (4)2.引用规范与标准 (4)3 材料 (5)4、工序制作要领 (6)4.1 工艺制作流程 (6)4.2 下料 (6)4.3 下料质量要求 (7)4.4 H型钢桁架组装 (11)4.5 桁架的焊接 (12)4.6 桁架产品的外观质量 (13)4.7 H型钢桁架的尺寸允许偏差 (14)4.8 螺栓孔质量要求 (17)4.9 摩擦面质量要求 (19)4.9.1 摩擦面加工检验 (19)4.9.2 抗滑移系数检验 (19)4.10 焊缝 (20)4.11 涂装 (25)4.12 构件标识 (25)4.13 检验规则 (26)4.14 构件贮存、防护、发运 (26)1.主体内容与适用范围本工艺规定了焊接H型钢钢桁架制一般制作流程和检验要求。
本工艺适用于焊接H型钢钢桁架产品的制作。
2.引用规范与标准GB709-88 《热轧钢板和钢带的尺寸、外形、重量及允许偏差》GB50205-2001 《钢结构工程施工质量验收规范》JGJ99-98 《高层民用建筑钢结构技术规程》JGJ81-2002 《建筑钢结构焊接技术规程》YB3301-02 《焊接H型钢》GB50017-2003 《钢结构设计规范》GB/T11263-1998 《热轧H型钢和部分T型钢》GB11345-89 《钢焊缝手工超声波探伤方法和探伤结果分级》Q/ZJG-012-2004 《焊接H型截面钢制产品质量标准》3 材料3.1产品材质应符合国家相关标准和设计要求。
进口钢材产品的质量符合设计和合同规定标准的要求。
3.2 钢材厚度的负偏差应符合GB709-88的规定。
3.3 热轧H型钢的尺寸、外形偏差应符合GB/T11263-1998《热轧H型钢和部分T型钢》。
桁架加工及制作焊接工艺作业指导书

桁架加工及制作焊接工艺作业指导书1.1焊接方法:采用手工电弧焊进行焊接。
1.2焊接材料:钢材材质为Q235B,选用E4303焊条。
钢材材质为Q345B,选用E5016焊条。
如果设计要求有特殊规定,则按照设计要求执行。
1.3焊接工艺评定按照JGJ81—2002标准规定,对施焊材料进行焊接工艺评定,以获得可靠和适宜的焊接工艺参数及方法。
焊接工艺评定应以可靠的焊接性能为依据。
Q235B、Q345B具有良好的焊接性能。
焊接工艺评定所用的设备、仪表应处于正常工作状态,钢材、焊接材料必须符合相应标准,由本单位焊接熟练的焊接人员使用本单位焊接设备焊接试件。
1.4焊接参数1.5焊前准备1.5.1焊材管理A.专门仓库,分类分牌号放置,相对湿度≤50%,通风良好;B.焊条必须垫高0.3米以上分桩堆放,上下左右空气流通;距墙应大于0.3米,以防受潮变质。
C.焊丝避免锈蚀、油污;D.专人管理,台帐详实。
E.台帐包括:焊材流向、批号、工号。
31..5.2焊材的烘烤A.专人管理,烘焙记录详实;B.焊条置于保温筒中,随用随取;焊条烘焙次数≤2次。
烘烤要求1.5.3焊接前的准备工作A.坡口面应光滑,无明显割痕缺口;B.坡口采用机械、火焰或碳刨加工;C.火焰加工的坡口应符合下述要求:a.割纹深度应小于0.2mm;b.局部缺口深度应小于1.0mm;c.当割纹深度为1.0~2.0mm时,用砂轮打磨成平滑过渡为1:10的斜坡;d.当割纹深度超过2.0mm时,应按焊接工艺要求进行补焊和打磨。
D.焊前必须去除施焊部位及其附近30mm~50mm范围内的杂质,杂质包括:氧化皮、渣皮、水分、油污、铁锈及毛刺等。
E.焊接接头装配质量表焊接接头装配质量表漏,同时增加角焊缝的焊脚尺寸,增加值等于根部间隙。
1.6坡口形式及具体焊接流程1.6.1钢管对接的坡口形式外焊结合坡口形式1.6.2钢管斜贯焊缝的焊接钢管相贯口的焊缝按照A、B、C区不同位置、不同要求采取相应的坡口形式及工艺进行焊接。
钢筋桁架生产线生产组织方案
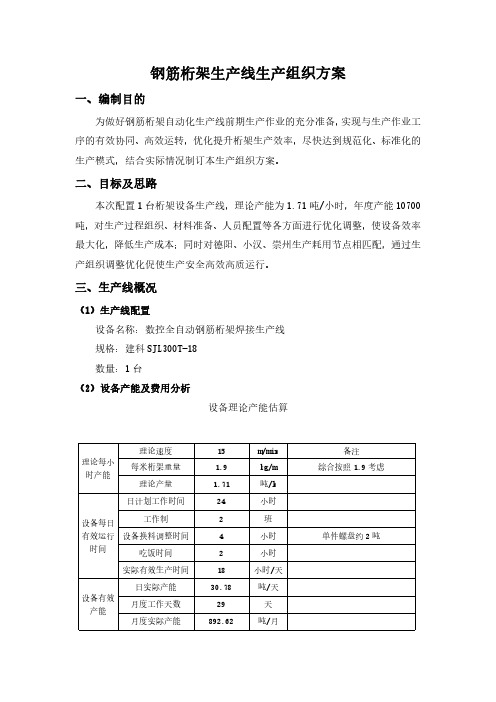
钢筋桁架生产线生产组织方案一、编制目的为做好钢筋桁架自动化生产线前期生产作业的充分准备,实现与生产作业工序的有效协同、高效运转,优化提升桁架生产效率,尽快达到规范化、标准化的生产模式,结合实际情况制订本生产组织方案。
二、目标及思路本次配置1台桁架设备生产线,理论产能为1.71吨/小时,年度产能10700吨,对生产过程组织、材料准备、人员配置等各方面进行优化调整,使设备效率最大化,降低生产成本;同时对德阳、小汉、崇州生产耗用节点相匹配,通过生产组织调整优化促使生产安全高效高质运行。
三、生产线概况(1)生产线配置设备名称:数控全自动钢筋桁架焊接生产线规格:建科SJL30OT-18数量:1台(2)设备产能及费用分析设备理论产能估算理论每小时产能理论速度15m/min备注每米桁架重量 1.9kg/m综合按照1.9考虑理论产量 1.71吨/h设备每日有效运行时间日计划工作时间24小时工作制2班设备换料调整时间4小时单件螺盘约2吨吃饭时间2小时实际有效生产时间18小时/天设备有效产能日实际产能30.78吨/天月度工作天数29天月度实际产能892.62吨/月设备实际产能预测理论每小时产能理论速度15m/min备注每米桁架重量 1.9kg/m综合按照1.9考虑理论产量 1.71吨/h实际产量1吨/h 通过咨询桁架生产厂家实际的产能情况设备每日有效运行时间日计划工作时间24小时工作制2班设备换料调整时间4小时单件螺盘约2吨吃饭时间2小时实际有效生产时间18小时/天设备有效产能日实际产能18吨/天月度工作天数29天月度实际产能522吨/月年度实际产能6264吨/年(3)产能缺口及费用分析桁架设备运行成本自产成本电费100元/吨维修、保养费10元/吨工人工资130元/吨设备折旧28.21元/吨合计248.21元/吨按照1.71吨/H理论产能计算缺口及费用节约情况如下:年度实际产能10711.44吨/年项目单位德阳崇州小汉合计年度产量方250006000065000150000按照1吨/H 实际产能计算缺口及费用节约情如下:项目单位德阳崇州小汉合计年度产量方250006000065000150000桁架需求吨/年21005040546012600最大自产总量吨/年6264桁架需求吨/年21005040546012600最大自产总量吨/年10711.44桁架缺口总量吨/年1888.56自产量比例%100%63%100%自产量吨/年21003151.44546010711.44外购量比例%0%37%0%外购量吨/年01888.5601888.56外购单价元/吨680680680680外购总金额元1284220.81284220.8自产成本单价(含运输)元/吨270323256自产成本总金额元566642.401018428.961400470.242985541.60外购+自产总金额元566642.402302649.761400470.244269762.40桁架单吨综合成本元/吨269.83456.87256.50338.87折算到产品单方成本元/m322.6738.3821.5528.47年度总节约费用元861357.601124550.242312329.764298237.60平均节约(折算到产品)元/m334.4518.7435.5728.65桁架缺口总量吨/年6336自产量比例%38%0%100%自产量吨/年804054606264外购量比例%62%100%0%外购量吨/年1296504006336外购单价元/吨680680680680外购总金额元881280342720004308480自产成本单价(含元/吨282335268运输)自产成本总金额元226359.890.001464420.111690780.00外购+自产总金额元1107639.893427200.001464420.115999260.00桁架单吨综合成本元/吨527.45680.00268.21476.13折算到产品单方成元/m344.3157.1222.5340.00本年度总节约费用元320360.110.002248379.892568740.00平均节约(折算到元/m312.810.0034.5917.12产品)如何降低设备故障、换线调整时间,提升有效作业时间是设备发挥最大产能、降低生产成本管理的重中之重;因此,从如下几方面进行有效组织和重点项目的控制:✱人员组织及工作安排,人员技能培训,提升效率,降低换线调整时间✱设备的日常保养维护,降低设备故障,并保证设备安全正常运行✱钢筋物料的备料,放置物料短缺影响生产✱对生产作业的流程的不断优化,特别是综合三个生产点的需求,强化生产计划管控以及过程的适时追踪,按照计划节点完成任务量,同时做好运输供货保障✱对生产过程的质量检测和控制,同时对物料损耗的控制,降低成本四、人员保证1、人员配置生产工人为自由钢筋工人,共计9人。
数控全自动钢筋桁架焊接生产线使用说明书

1.前言关于《数控全自动钢筋桁架焊接生产线使用说明书》的说明:《数控全自动钢筋桁架焊接生产线使用说明书》(以下简称《说明书》)将向用户介绍桁架成型机的基本结构和工作原理,使用户对桁架成型机有一个基本了解。
《说明书》详细讲述了桁架成型机的操作方法,帮助用户尽快掌握操作要领和步骤。
《说明书》介绍了桁架成型机的参数、加工工艺等。
《说明书》中包含了必要的安全要求,应仔细阅读。
操作人员在操作之前,请仔细阅读《说明书》,并注意安全说明和建议。
完全理解《说明书》的内容,以确保安全和充分发挥机器的性能。
不适当的操作可能会导致机器损坏和对操作人员的伤害。
用户必须保证指定的操作人员阅读和完全理解《说明书》的内容,并且按照《说明书》进行定期维护。
供货范围1.8.1放线架一套1.8.2矫直送丝机构一套1.8.3储料架一套1.8.4弯曲成型机构一套1.8.5焊接机构一套1.8.6底脚折弯机构一套1.8.7步进牵引机构一套1.8.8剪切机构一套1.8.9集料架一套1.8.10电控柜一组1.8.11操作台一个1.8.12工具和配件(工具箱一个,工具包括:钳子1把、12''活扳手1把、内六角扳手1套、一字改锥1把、十字改锥1把、黄油枪1把、皮榔头1把等)服务条款1.9.1长期负责桁架成型机的技术服务。
1.9.2负责培训操作、维修人员(理论知识和实践操作)1.9.3提供相关技术改进和指导。
2.概述数控全自动钢筋桁架焊接生产线是天津市建科机械制造有限公司开发的,用于高速铁路轨枕和建筑用桁架的专用成型设备,该机将放线、矫直、弯曲成型、焊接、折弯等一次完成,具有焊接质量好,速度高,工人劳动强度小,生产效率高的特点。
3.技术参数技术参数(续上页)耗气量:M3/min气路压力MPa≥整机重量t40整机布置长度m4.结构介绍该机器按结构和功能分为电气控制系统、放线部分、矫直送丝部分、储料部分、侧筋成型部分、焊接部分、底脚折弯部分、步进牵引部分、剪切部分和集料部分等。
钢管桁架制作工艺流程
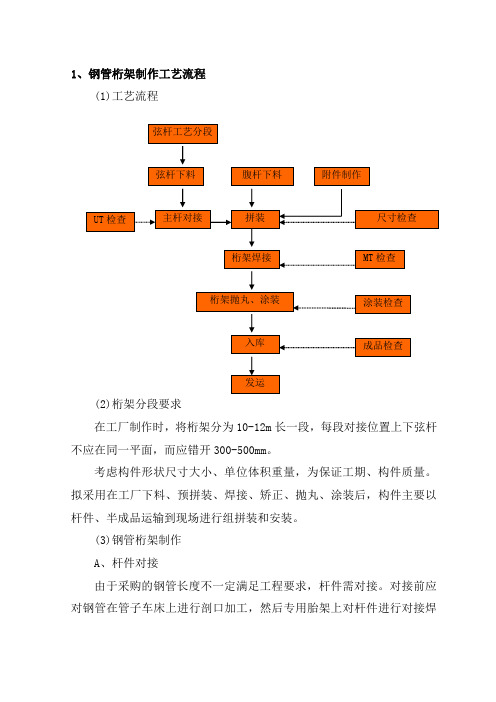
1、钢管桁架制作工艺流程(1)工艺流程(2)桁架分段要求在工厂制作时,将桁架分为10-12m长一段,每段对接位置上下弦杆不应在同一平面,而应错开300-500mm。
考虑构件形状尺寸大小、单位体积重量,为保证工期、构件质量。
拟采用在工厂下料、预拼装、焊接、矫正、抛丸、涂装后,构件主要以杆件、半成品运输到现场进行组拼装和安装。
(3)钢管桁架制作A、杆件对接由于采购的钢管长度不一定满足工程要求,杆件需对接。
对接前应对钢管在管子车床上进行剖口加工,然后专用胎架上对杆件进行对接焊接,上、下弦管、管接头焊接完毕后,应待冷却至常温后进行UT检验,经检验合格后的接头质量必须符合GB11345-89的I级焊缝标准。
经确认达到设计标准的接头方可允许拆去防护措施。
钢管对接焊缝主要为桁架上下弦杆、大直径管材,现场焊接方式主要为手工电弧焊。
对接焊接是本次安装焊接的重中之重,必须从组对、校正、复验、预留焊接收缩量、焊接定位、焊前防护、清理、焊接、焊后热调、质量检验等工序严格控制,才能确保接头焊后质量全面达到标准。
组对:组对前将坡口内壁 10-15mm仔细去除锈蚀。
坡口外壁自坡口边10-15mm范围内也必须仔细驱除锈蚀与污物;组对时,不得在接近坡口处管壁上引弧点焊夹具或硬性敲打,以防圆率受到破坏;同径管错口现象必须控制在规范允许范围之内。
注意必须从组装质量始按I级标准控制。
校正复验、预留焊接收缩量:加工制作可能产生的误差以及运输中产生的变形,到现场组对时将集中反映在接头处。
因此,组对后校正是必须的,焊前应经专用器具对同心度、圆率、纵向、曲率过渡线等认真核对,确认无误差后采用千斤顶之类起重机具布置在接头左右不小于1.5m 距离处,预先将构件顶升到管口上部间隙大于下部间隙1.5-2mm。
应当注意的是正在焊接的接头禁止荷载,否则对焊接接头十分不利。
对接接头的焊接采用特殊的左右两根同时施焊方式,操作者分别采取共同先在外侧起焊,后在内侧施焊的顺序,自根部起始至面缝止,每层次均按此顺序实施。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
图 3 钢 筋桁 架焊 接 示意 图
收 稿 日期 :2 1-90 ;修 回 日期 :2 1 -02 000 —1 0 01 -7
终 端 矫 直 对 于调 整 桁 架 产 品 的直 度 起 关 键 的 作 用 , 以采 用五 辊矫直 方式 , 根钢筋 可 以单独 调整 。 所 每
3 4 腹 杆 压 型 .
采用 气 动式 的压型机 构 ,高度 可 以调整 ,速 度和
21 年 第 2 01 期
机 械 工 程 与 自 动 化
・l 9・ 9
两个 点 , 接线 速度 ≤ 1 mi。 用气 动夹 紧方 式 , 焊 5m/ n 采
3 7 操 作 界 面 .
用气 缸伸 缩来 控制 电极 , 接 电极 采 用稀 土合 金材 料 , 焊 同时配 有定位 机构 ,以保证 焊接 的形 状 和尺寸 。
T
图 3 钢筋桁 架焊 接示 意 图 。全 自动焊 接生产 线 为 所 加工 的产 品 规格 参数 见 表 1 。桁 架 长 度 2O O O ~ 1 0 , 、下筋 的误差 为 ±2 高 度误差 为 ±2 20 0 上 , ,间距 误 差为 ±2 ,伸 出距 离误 差为 ±2 。
I
第 2期 ( 总第 1 5 ) 6期
2 1 年 4月 01
机 械 工 程 与 自 动 化 MECHANI CAL ENGI NEE NG & AUTOMATI RI ON
No.2
Ap . r
文 章 编 号 :6 26 1 (0 1 0— 180 1 7 —4 3 2 1 )20 9— 2
间距可 以 无级 调 整 。该 机 构 由 2个 7 5k 的 电机 驱 . W 动 ,速 度 可达2 mi 。 0m/ n
3 5 自动 焊 接 .
焊接 主机包括 4套 焊接 系统 ,分别焊 接上 、下各
作 者 简 介 : 田野 (9 4) 男 , 龙 江绥 化 人 , 理 工 程 师 , 科 。 18 一 , 黑 助 本
4 成 品规格
成 品的步进 选 用伺 服 电机控制 ,精 度准 确 ,且速
度 无级 可调 ,最 快 可达 1 s 2m/ 。
夹紧方式为气动夹紧,传动方式采用 曲柄连杆机构 。 剪 切采 用机 械 传动方 式 ,速度 快 ,不需 要停 机 即
可 完成 自动 收集 。机 构可 对长 、短 不 同的桁 架进行 收 集, 使整 机 连续生 产 , 需停 止 。 无 桁架 的 自动收 集 、 码 放 及 出运全 部 自动完 成 。
图 1所 示 。
图 2 钢 筋 桁 架 全 自动焊 接 生产 线
3 钢 筋 桁架全 自动焊 接生产 过程
3 1 放 线矫 直 .
放线 矫直机 构 由盘条钢 筋放线 架 以及导 辊和制 动 装 置组成 。 由于钢筋 直径不 同 , 根 主筋 采用旋 转体 式 3
矫 直 的方 式 , 2根腹杆采 用辊 压式 的矫直 方式 。 矫直 钢
关 键 词 ;钢 筋 ;桁 架 ; 焊 接 中 图分 类 号 :T 5 . G4 74 文 献 标 识 码 :B .
1 钢筋 桁架 的结构
统 、剪 切系 统及 自动收料 堆码 系统 组成 。
钢筋 桁架 是 由直杆组 成 的具有 三角形 单元 的空 间 结构 。在荷载 作用 下 ,桁 架杆 件主要 承受 轴 向拉 力或 压 力 ,从而 能充分 利用 材料 的强度 ,在跨 度较 大时可 比实腹 梁节 省材料 ,减 轻 自重 和增 大刚 度 。钢筋 桁架 适 用 于较大 跨度 的承重 结构 和高耸 结构 ,如屋 架 、桥 梁 、高速铁 路轨枕 和高 层建筑 的楼 承板 等 ,其 结构 如
筋 的直径 ≤q 2mm,矫直 速度可 达2 5 mi 。 5 1 . m/ n
3 2 储 存 缓 冲 .
储存 缓 冲机构可存 储 3根 主筋 及 2根腹 杆筋 ,通 过 检测 开关来 控制 其工作 和停止 。如果盘条 供应 出现
图 1 钢 筋 桁 架 结 构
问题 ,设 备也 可 以 自动停 止 。
3 3 终 端 矫 直 .
2 钢 筋桁 架焊接 生产线
目前 只有德 国 、美 国 的少数 企业 专业 生产制将 放线 、矫 直 、弯 曲成 型 、 生 焊 接一 次完 成 ,具 有焊 接质量 好 、速度高 、工人 劳动
强度小 、生 产效率 高等 特点 。天津 市建科 机械 制造有 限公 司研发 生产 制造 的钢筋桁 架全 自动焊 接生 产线填 补 了我 国钢 筋桁架 焊接 设备 的空 白 ,其结 构如 图 2 所 示 。此生 产线 主要 由钢 筋放线 架 、矫直牵 引装 置 、储 料装 置 、侧 筋折 弯装置 、 自动焊 接系统 、 自动 步进 系
3 6 剪 切堆码 .
操作 台上设 有 彩色 液 晶显 示屏 ,不仅 可 以动态 显 示设 备工 作状态 、设 备故 障信 息和设 备各 动作部 位 的 运行参 数 ,而且 还可 以通过 按键 的方式 设 置或更 改设 备 的运行参 数和 焊接参 数 等 ,操 作方便 、直 观 ,大大 提 高 了设备 的智 能化水 平 。
钢 筋桁 架 的全 自动 焊接 生产过 程
田 野 ,元琳 琳 。 ,李 延 云
( .天 津 市建 科 机 械 制 造 有 限 公 司 ,天 津 30 0 ;2 太原 科技 大 学 , 山西 太 原 1 042 . 002) 3 0 4
摘 要 : 为 高速 铁路 双 块 式轨 枕 的 骨架 和 高 层 建 筑 楼 承 板 的重 要 组 成 部 分 , 筋 桁 架 在 现 代 化 的建 筑领 域得 到 作 钢 了越 来 越 多 的应 用 。为 了保证 其标 准 化 、 规 模 生 产 , 须 通 过 自动 化过 程 来 实现 介 绍 了钢 筋桁 架 生 产 线 的 大 必 组成 及 其 工作 过 程 。