吸塑热转印机的结构设计
塑胶模具设计打印机后模内抽滑块机构设计要点

1.通过分析产品,打印机内部有倒扣,倒扣处的圆形需要保证同心度,客户不 让设计斜顶机构,担心拉伤产品,导致产品无法达到尺寸精度,最终确定设计 后模内抽机构,先脱内扣再顶出,如图所示。
8.驱动B板与承板打开的力是注塑机顶棍推动顶针板,顶针板通过扣机与B板连接,将B 板推开,进行内滑块抽芯,如下图所示:
5.内滑块侧向抽芯时,要注意侧向抽芯的行程空间S必须大于滑块行程,不然 会与模仁干涉相撞,如下图所示:
6.后模有内抽滑块的模具,B板下面需要增加承板,且承板与B板之间可以打开,内滑块驱动力 的来源就是承板与B板打开,铲机锁在承板上,如下图所示:
7.B板与承板打开的距离与内滑块的行程有关,所以需要计算打开的距离,且需要设计 限位螺丝进行行程限位,如下图所示:
2.首先先将内滑块设计出来,由于顶部空间不足,采取不做通的方 式保证内滑块的强度,模仁从底部CNC加工,如图所示。
3.内滑块需要设计导轨,却使用压板压住,防止内滑块往后退,导轨与模仁配合侧 面需避开0.5mm,压板槽棱角都倒上R角便于CNC加工,如下图所示:
ቤተ መጻሕፍቲ ባይዱ
4.内滑块与铲机配合,驱动力是通过燕尾槽来驱动滑块抽芯,内滑块与铲机的 配合角度与行程有关,设计时要算好行程与角度,如下图所示:
吸塑模具结构
吸塑模具结构
吸塑模具结构是由多个部件组成的,每个部件都有自己的功能。
吸塑模具主要分为模板、模具底座、注塑头、塑料料管和吸塑模具座
等几个部分。
第一,模板是吸塑模具最核心的部分,由上、下两部分组成。
它
是与塑料料管和注塑头配合的部件,负责将塑料材料注入模具中,形
成产品的基本结构。
模板的材料一般选择高强度凝固铝材、钛合金、
钢铁等,以保证模具的强度和耐用性。
第二,模具底座是吸塑模具的支撑部分,承受模板的重量和所有
的注塑力。
模具底座的材料也必须选用高强度的材料,如优质钢铁、
铝材等,以确保模具的稳定性和寿命。
第三,注塑头是负责将熔融的塑料材料注入模具中的部件,它通
常由两个或更多的管子组成,其中一个用于注入塑料材料,另一个用
于将塑料料管封口。
注塑头的材料一般选用高强度不锈钢或铜等材料。
第四,塑料料管是吸塑模具组成部分之一,负责将塑料粒子转变
成熔融的塑料料液,并输送到注塑头中。
它是吸塑模具中最重要的部
分之一。
塑料料管的材料可以选用大多数塑料或其他材料,比如碳素、钢管等。
第五,吸塑模具座则是负责将模具底座和吸塑机进行安装和连接
的部件。
它必须能够固定吸塑模具以及为其提供稳定的基础。
吸塑模具逐渐成为了各行各业中生产零部件的必要工具,尤其是
在日用品、电子产品、玩具等领域,它发挥了重要作用。
吸塑模具结
构的可靠性、耐用性和稳定性对于吸塑模具的质量和效率至关重要。
在设计和研发吸塑模具时,应该根据实际应用需求,合理选择材料和
结构,保证吸塑模具的性能和质量。
吸塑热转印机的结构设计

吸塑热转印机的结构设计
简庆金
【期刊名称】《丝网印刷》
【年(卷),期】2015(0)1
【摘要】随着人们生活水平的提高,使消费者对产品的外观要求越来越高,而产品多样化要求有更好的设备和材料完成外观的装饰。
热转印是一种环保型的印刷方式,将会在电子电器、建材、玩具等行业广泛应用。
热转印的原理是预先把彩色图案印在耐热基材——薄膜离型层上,图案层上涂布黏胶层固化,再配合专用的转印设备,以加热加压烫印的方法转印到产品的表面。
该工艺印刷方式分为转印膜印刷和转印加工两大部分,转印膜印刷大多采用凹版印刷方式,也有少量转印膜用高速网版印刷机印刷。
【总页数】4页(P34-37)
【作者】简庆金
【作者单位】
【正文语种】中文
【相关文献】
1.PVC板材热转印机结构设计
2.采用凹模辅模加压空箱吸塑成型的全自动真空成型机
3.吹瓶机、吹膜机、吸塑机、塑料包装机械、制袋机企业名录
4.吹瓶机、吹膜机、吸塑机、塑料包装机械、制袋机
5.吸塑开窗盒结构设计要点分析
因版权原因,仅展示原文概要,查看原文内容请购买。
厚片吸塑结构设计

厚片吸塑结构设计
厚片吸塑结构设计是一种常见的包装结构设计方式,适用于各种塑料制品的制造,如塑料盒、塑料托盘等。
以下是一般的厚片吸塑结构设计步骤:
1. 首先确定产品的尺寸、形状和功能需求,根据这些需求进行初步的设计草图。
2. 在设计草图的基础上,使用CAD软件进行详细设计,包括
产品的外形、内部结构和连接方式等。
3. 根据设计完成的CAD图纸,制作产品的模具。
模具通常由
金属材料制成,可以根据设计的要求进行定制。
4. 使用制作好的模具,将热软化的塑料材料加热到一定温度,然后通过真空吸附的方式将其吸附到模具上。
5. 等待塑料冷却,并从模具上取下制成的产品。
6. 进行后续的加工工艺,如修边、打孔、折弯等,以满足产品的使用需求。
7. 最后进行产品的检验和包装,确保产品质量达到要求。
需要注意的是,在厚片吸塑结构设计中,要合理选择塑料材料,根据产品的需求和使用环境来确定。
同时,也要考虑到模具的制作和成本,确保设计的可行性和经济性。
热转印方面的资料

印刷不同的颜色;
印刷方面知识详解
热转印:
热转印原理:热转印是一种不用油墨的特种印刷工艺。所谓热转印是指在一定的温度和压力下将烫金纸烫印到承印物表面的工 艺过程。 包装防伪 热转印的图文呈现出强烈的金属光泽,色彩鲜艳夺目、永不褪色。尤其是金银烫金纸,以其富丽堂皇、精致高雅的装潢点 缀了印刷品表面,增强了印品的艺术性,起到了突出主题的宣传效果;其光亮程度大大超过了印金和印银,使产品具有高档的 感觉和给人以美的享受。同时由于电化铝具有优良的物理、化学性能,起到了保护印品的作用,所以烫金工艺被广泛地应用于 高档、精美的产品上;其次,烫金纸烫印范围非常广泛,从一般的商标图案、宣传广告、塑料制品到日用百货,从纸张到皮革、 棉布等;再则,烫金是一种干式加工方法,工件烫金后可立即包装、运输,所以烫印的适用范围还在不断扩大。 热转印的工艺:其工艺主要是利用热压转移的原理。在合压作用下烫金纸与烫印版、承印物接触柯达,由于电热板的升温使烫 印版具有一定的热量,烫金纸受热使热熔性的染色树脂层和胶粘剂熔化,染色树脂层粘力减小,而特种热敏胶粘剂熔化后粘性 增加,颜色层和镀铝层与PE薄膜层剥离的同时转印到了承印物件上,随着压力的卸除,胶粘剂迅速冷却固化,镀铝层牢固地附 着在承印物上完成一烫印过程。 热转印的优点:热转印的图文呈现出强烈的金属光泽,色彩鲜艳夺目、永不褪色 ;表面具有耐磨、耐热、耐光等优良性能,花 纹新颖美观、色调稳定,是一种良好的装饰印刷方式; 热转印的缺点:加工工艺比较难控制,转印的温度和压力需控制好,否侧热转印的附着力很难达到,而且热转印周边上很容易 有压痕,需要很好的技术控制;成本比丝印高,无法回收废品;
印刷方面知识详解
热转印(也叫烫金):
半自动热转印机 烫印纸结构 第一层:PTE薄膜层 第二层:脱离层 第三层:颜色层 第四层:镀铝层 第五层:胶水层
真空吸膜式3d热转印机的设计
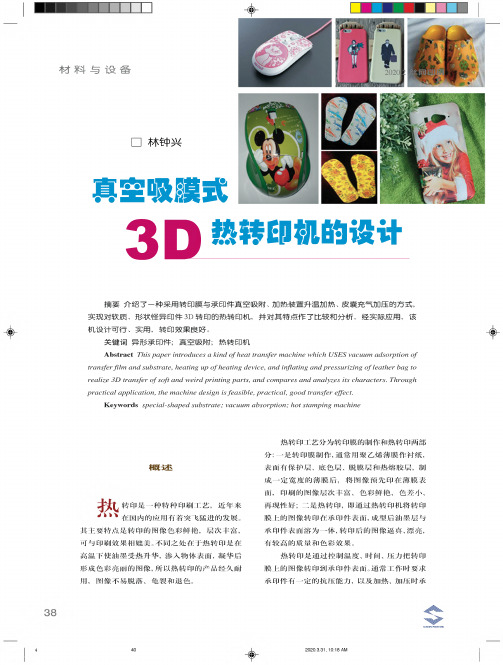
材料与设备口林钟兴勇空驭!"20203D 热轉印机的#计摘要 介绍了 一种采用转印膜与承印件真空吸附、加热装置升温加热、皮囊充气加压的方式, 实现对软质、形状怪异印件3D 转印的热转印机,并对其特点作了比较和分析。
经实际应用,该 机设计可行、实用,转印效果良好。
关键词异形承印件;真空吸附;热转印机Abstract This paper introduces a kind of heat transfer machine which USES vacuum adsorption of transfer f ilm and substrate, heating up of heating device, and inflating and pressurizing of leather bag to realize 3D transfer of soft and weird printing parts, and compares and analyzes its characters. Through practical application, the machine design is feasible, practical, good transfer effect.Keywords special-shaped substrate; vacuum absorption; hot stamping machine 概述转印是一种特种印刷工艺,近年来 在国内的应用有着突飞猛进的发展。
其主要特点是转印的图像色彩鲜艳,层次丰富, 可与印刷效果相媲美。
不同之处在于热转印是在 高温下使油墨受热升华,渗入物体表面,凝华后 形成色彩亮丽的图像,所以热转印的产品经久耐 用,图像不易脱落、龟裂和退色。
热转印工艺分为转印膜的制作和热转印两部 分:一是转印膜制作,通常用聚乙烯薄膜作衬纸, 表面有保护层、底色层、脱膜层和热熔胶层,制 成一定宽度的薄膜后,将图像预先印在薄膜表 面,印刷的图像层次丰富、色彩鲜艳、色差小、 再现性好;二是热转印,即通过热转印机将转印 膜上的图像转印在承印件表面,成型后油墨层与 承印件表面溶为一体,转印后的图像逼真、漂亮, 有较高的质量和色彩效果。
吸塑机的组成及构造
托料平台同步齿轮、齿 条,同步托料平台,
应定期清除油污并 加油润滑
托料平台升降气缸,此 缸 为双气缸,分上中 下三个动作,有两个电 磁阀控制,应定期对气 缸杆保养清除油污并加
油润滑
上料工位注意安全事项
(1)设备运行时,严禁将手放在输送导轨或对中 装置处,有被挤伤的危险
(2)严禁设备自动运行时装卸板材,避免被吸盘 压住。
吸塑机常见故障及解决方法
用万用表测量相对应加热瓦是否坏
加
热
检查相对应的接线端子是否烧毁和断线
瓦的Leabharlann 检查相对应的固态继电器是否坏了
检
检查相对应的熔断器是否烧短
修
检查相对应的PLC输出点是否有输出
吸塑机常见故障及解决方法
吸
检查每个吸盘是否有漏真空的
盘
检查吸盘抽真空的电磁阀是否正常
吸
不
检查吸盘的管路是否有漏的
5)在模具上升前应检查模具定位,接近上位时应点 动上升注意观察。否则有造成模具和设备撞伤的危险。
成型位的安全警示
6)下框架未锁紧时下降模具有造成设备和模具损伤 的危险。
7)人员进入模台底部未加保险杠有造成人员伤害或 伤亡的危险。
8)模具下降时未取出保险杠有造成下模台严重损伤 的危险。
9)任何时候不允许将手放到红色的装置上,有挤伤 的危险。
润滑
丝杆、丝套,用于 调整吸盘的位置, 根据板材的尺寸, 相对应调整吸盘的
位置
上料工位各部位图片及名称介绍
板材左右对中气缸,亮点为进退 到位磁性开关,检测左右对中进 退到位,应定期对气缸进行加油 润滑,节流阀可调节气缸的速度,
保证左右对中气缸速度一致。
导杆、导套,保证左右对中气缸 运行中同步,应定期清除油污,
物流栈板吸塑机结构示意图
物流栈板吸塑机结构示意图
物流栈板吸塑机,是ADF厚片吸塑系列之一,采用单头PLC触摸屏控制器,人工将材料放入压片框,真空吸塑成型后,风冷或者水冷却,人工取出成品。
工作流程为:进料——加热——吹泡——吸塑成型——冷却——脱模——成品。
ADF单头厚片吸塑机结构示意图(电021-5187-0016话)
设备的组成分为哪些?
物流栈板厚片吸塑机的主要组成部分有:上料系统、加热系统、成型系统、真空系统、气压系统、冷却系统、控制系统、电器系统等。
其中,真空系统是
吸塑机的核心系统,真空做不好,产品往往有瑕疵。
物流栈板吸塑机有什么特点?
1 平模状态可实现气托加热功能使加热材料保持平面加热状态防止材料因下垂
而厚薄不均匀。
2 凸模状态可实现预吹(吹泡成型)功能,减小模具对材料的拉伸。
3 反吹脱模装置,难脱模的模具可轻松脱模,减小模具应脱模造成损坏和产品的报废。
4 二次真空和真空延时、真空成型中针对不同的材料,可任意控制。
吸塑结构设计
吸塑结构设计在工业制造领域,吸塑结构设计是一项关键的技术,它可以用于制作各种类型的产品外壳,包括电子设备、医疗器械、汽车零部件等。
吸塑是一种热塑性塑料加工技术,通过加热板材使其软化,然后将软化的板材与模具结合,利用负压将板材吸附在模具表面,最终形成产品外壳的加工方法。
在进行吸塑结构设计时,首先需要考虑产品的整体形状和尺寸。
设计师需要根据产品的功能和外观要求确定最佳的外形轮廓,结合模具制造工艺和成本因素,进行合理的设计。
在确定外形后,需要将产品结构进行划分,包括设定壁厚、加强筋位置、开口位置等关键因素,以确保产品在制作过程中能够保持结构稳定性和强度。
其次,在吸塑结构设计中,材料的选择也至关重要。
不同的塑料材料具有不同的特性,如耐热性、耐候性、耐化学品性等,设计师需要根据产品使用环境和功能要求选择合适的材料。
同时,材料的颜色和表面处理也是设计中需要考虑的因素,可以通过添加颜色颗粒或进行表面喷涂来实现产品的外观要求。
此外,在吸塑结构设计中,模具设计是至关重要的一环。
模具的设计质量直接影响最终产品的质量和生产效率。
设计师需要考虑模具的结构复杂度、成本、耐用性等因素,确保模具能够满足产品的形状和尺寸要求。
同时,设计师还需要在模具设计中考虑产品的脱模性能,以便在生产过程中顺利脱模,减少产品变形和损坏的风险。
最后,在吸塑结构设计中,生产工艺和设备选择也是需要重点关注的内容。
不同的吸塑产品可能需要不同的生产工艺流程,如加热温度、成型时间、冷却方式等。
设计师需要了解各种吸塑设备的特点和性能,选择适合自己产品生产的设备,并进行合理的工艺设计,以确保产品能够顺利生产出来。
综上所述,吸塑结构设计是一个涉及多个方面知识和技术的复杂过程,需要设计师综合考虑产品形状、材料选择、模具设计和生产工艺等因素,以实现最终产品的外观质量和功能要求。
通过科学合理的设计和生产流程,可以提高产品制造的效率和质量,满足市场对产品外观和性能的需求。
印刷机组成结构
印刷机组成结构
印刷机的组成结构一般有基板输入/输出导轨、基板固定机构、XYO印刷工作台、CCD、刮刀驱动机构、网板安装机构、印刷压力控制机构、计算机、机架、清洗装置等,可以分成5大系统模块结构:
1.印刷机的基本绪构系统,包括XYO印刷工作台、机架、基板输入/输出导轨、工作台传输控制机构等。
2.印刷头系统,包括刮刀、刮刀固定机构、刮刀驱动机构、印刷头的传输控制系统及印刷压力控制机构。
3.丝网或模板与PCB固定对中系统,包括模板真空或边夹持机构、PCB支承平台、CCD视觉扫描对中系
统、误差调校系统等。
4.检测与清洗模块,包括清洗装置、2D及3D测量系统、擦拭纸更换装置等。
1。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
子 电 器 、建 材 、玩 具 等 行 业 广 泛 应 用 。热 转 印 的
原 理 是 预 先 把 彩 色 图 案 印 在 耐 热 基 材—— 薄 膜 离
型 层 上 ,图 案 层 上 涂 布 黏 胶 层 固 化 , 再 配 合 专 用
式, 也 有 少 量 转 印 膜 用 高 速 网 版 印 刷 机 印 刷 。转
印 加 工 通 过 热 转 印机 一 次 加 工 ( 加热 加压) 将 转 印 膜上精 美的 图案转印 在产品 表面 , 成 型 后 油 墨 层 与产品 表面溶 为一体 , 逼 真 漂 亮 ,大 大 提 高 产 品
吸 塑原理 制造的热转 印机 , 专 用 的 热 转 印 膜 经 红 外加 热板加 热软4 t 下沉, 真 空 吸 盘 工 作 台 上 放 有 预 制 的 瓦 楞 纸 板 ,在 其 上 放 有 承 印 物 。当 薄 膜 经
的 表面 。 该 工 艺 印 刷 方 式 分 为 转 印 膜 印 刷 和 转 印 加工 两大部分 , 转 印膜 印 刷 大 多 采 用 凹 版 印 刷 方
材 料 与 设 备
盾Ⅱ
0 回 一
◆
随
品 多样 化 要 求 有 更好 的 设 备 和 材 料 完 成 外 观 的 装
饰 。热 转 印 是 一 种 环 保 型 的 印 刷 方 式 ,将 会 在 电
口 简庆 金
物 具 有 一 定 的 硬 度 ,形 状 比较 规 则 , 如 平 面 或 者 圆 柱 形 。这 种 热 转 印 的 局 限 性 在 于 : 1 . 如 果 承 印 物 的 材 料 质 地 柔 软 ,用 传 统 热转 印方法 加工 , 则会产生 压烫变 形 、 图文龟裂 、 附着力差 等缺陷 ;
膜 图 文 层 的 一 面 紧 紧 吸
附在承印物 与托板上 , 充 气 机 构 在 汽 缸 带 动 下
降 至 转 印 膜 夹 紧 机 构 的
外 框 ,对 转 印 加 压 并 保 压 一 定 时 间 后 退 回 , 吸 气 盘 机 构 下 降 ,转 印 膜 外 表 面 与 承 印物 脱 离 ,
丝网 E 口 品¨2 0l 5
材 料 与 设 备
从吸 塑热转 印机的机 械结 构设 计作简 要介 绍 。 本 机 主 要 由 机 架 、吸 气 盘 机 构 、 转 印 膜 夹 紧
机 构 、电 热 炉 机 构 、放 收 膜 机 构 、充 气 机 构 六 个 部 分 组 成 ,如 图 1 所示。
的档次 。
传 统 热 转 印 的 使 用 条 件 是 热 转 印 膜 要 通 过 加
温 加 压 把 图 文 层 转 印 到 承 印物 上 。 具 体 过 程 :热 转印机 的加热 器对硅 胶辊进行 加热 , 当 温 度 升 到
2 2 0~2 6 0 ℃ 时 硅 胶 辊 即 可 工 作 ,通 过 汽 缸 下 压
的转 印设备 , 以 加 热 加 压 烫 印 的 方 法 转 印 到 产 品
多种曲面 必须连续 转印 , 那 么 用 传 统 的 热 转 印 机
是无 法完 成的 。 在 热 转 印机 开 发 领 域 , 针 对 不 同的 产 品 将 会 有不 同的转 印方式 出现 。 吸 塑 热 转 印 使 以 上 难 题 得 到 比 较 好地 解 决 。 吸 塑 热 转 印 是 改 变 传 统 热 转 印 工 艺 中要 通 过 外 加 压 力 作 用 的 形 式 , 利 用 真 空
经 过 收 膜 机 构 将 剩 余 的
本机 的 工 作 过程 是 一 台 机 器设 计 两 个 工 作位 , 分别是 图 1 中 的工 作 位 A和 工 作位 B, 各 有 一 套 充
气 机 构 、转 印 膜 夹 紧 机 构 、收 膜 机 构 、放 膜 机 构 ,
两 个 工 作 位 共 用 一 个 电 热 炉 ,在 电机 驱 动 下 可 以
运 动 到 工 作 位 A 和 工 作 位 B,对 热 转 印 花 膜 加 热 。
在 机 架 底 部 中间 安 装 真 空 泵 ,气 管 分 两 路 接 到 吸
气蕊J 芪部 。 工 作 时 ,成卷 的 热 转 印 花 膜 放 在 放 膜
机 构 ,经 各 导 膜 辊 轴 穿 过 转 印 膜 夹 紧部 分 后 至 收 膜 机 构 拉 紧 。待 工 作状 态 下 ,吸 气 盘 与 转 印 膜 夹
废 品 —— 塑 料 薄 膜
( 基
材) 与承印物分离 , 完 成
热转 印 。 吸 气 盘 机 构 ( 见
紧 部 分 是 分 开 的 ,需 要 加 工 的 工 件 放 置 在 吸 气 盘 上 , 电 热 炉 运 动 到 工 作位 对 转 印 膜 进 行 加 热 烤 化
离 型 层 胶 水 至 一 定 时 间 后 返 回待 机 位 ,此 时 吸 气 盘 在汽 缸 带 动 下 上 升 , 使承印物与热转膜接触 , 同 时 打 开 真 空 室 阀 门 。此 时 产 品 与 热 转 印 膜之 1 司的
的压 力作用 , 压 印 与 热 转 印 膜 紧 贴 的 承 印 物 ,液
压 平 推 台 做 水 平 运 动 ,烫 印 头 上 升 ,转 印 膜 基 材
剥 离 收 卷 ,完 成 热 转 印 工 作 过 程 。因 此 要 求 承 印
风 扇冷却热 转印膜 外表面 , 经 过 收 膜 机 构 使 塑 料 薄膜 ( 基 材 )与 承 印 物 分 离 ,完 成 热 转 印 。本 文
加热软 化到一 定程度 时 , 真 空 吸 盘 工 作 台 经 压 缩
空 气 推 动 上 升 ,使 承 印物 与 热 转 膜 接 触 ,同 时 打
开 真 空 室 阀 门 。 此 时 产 品 与 热 转 印 膜 之 间 的 空
气 , 经真 空孔抽 吸到真 空室内 , 从 而 使 热 转 印 膜 图文层的一 面紧 紧吸附在承 印物 与托板上 , 再 经
图2 ) 主 要 是 吸 气 盘 上 加