CB-03680000船用转叶式液压舵机修理技术要求
舵机装配和维护

一.液压舵机的装配要求:1).对称两个油缸对公共轴线的同轴度≯0.06mm。
2).四缸式推舵装置,两组油缸轴心线的平行度,每1000mm长度上≯0.04D.(D为油缸直径)3).滑块与导板的贴合面,在导板的全部工作区域内每25mm×25mm应有3~5个接触点均匀分布。
4).滑块与导板工作表面的总间隙为0.08~0.12mm.5).拨叉工作表面与滑块(戓滚轮)间安装间隙按D4/dc4级,修换间隙为最大安装间隙的2.5倍。
6).十字头轴承壳(柱塞头)连接螺栓,拂配螺栓不得少于2个。
7).油缸的底脚螺栓,拂配螺栓数目不得少于总螺栓数的25%,但不得少于2个,且底座两端必须设有承受最大反座力的档块。
8).推舵油缸的轴心线与舵杆轴心线的垂直度在1000mm长度上≯0.080mm.9).舵机油缸安装后应以 1.25倍最大工作压力作密封性试验,历时5min不得泄漏。
10).柱塞与衬套的配合间隙应符合表规定二.对舵机液压系统基本要求:1.对舵杆直径大于230mm的船,舵机必须设有替代动力源。
替代动力源可以是应急电源或是位于舵机室的专用独立动力源;它应能在必要时于45秒内向一套舵机动力设备及其控制系统和舵角指示器自动提供动力,其容量对1万载重吨以上的船舶应至少可供工作0.5h,对其他船舶为10min。
2.液压主操舵装置应具有足够的能力,并足以在船舶处于最深航海吃水并以最大营运航速前进时进行操纵,使舵自一舷35°转至另一舷35°,并且自任何一舷的35°至另一舷的30时间应不超过28秒。
3.液压辅操舵装置应具有足够强度和能力,足以在船舶处于最深航海吃水并以最大营运航速的一半或7kn(取其最大者)前进时自一舷的15°转至另一舷的15°时间应不超过60秒。
4.液压操舵装置的液压系统中所有泵阀件和管路系统在装船前及装船后都应进行液压压力试验;装船前试验压力为设计压力的1.5倍,但不必大于设计压力7MPa,装船后的试验压力为设计压力的1.25倍,但不必超过设计压力7MPa。
舵机工艺

船用转叶式舵机大修操作规程一、施工前的准备:1. 在条件允许的情况下,启动马达,转动舵机,检查系统中有无噪声和异常振动,液压系统是否有漏油状况。
2.将舵叶置于之间位置,切断系统电源,拆除与舵机相连的电缆。
系统卸压后放油,将油柜及系统内残油抽出。
3.勘验现场,查阅舵机的相关资料,确定舵机出仓路线。
4.准备施工用工具:塞尺、内六角扳手、液压泵2台(1000bar),及其他辅助工具,葫芦和起重吊索等。
转叶式舵机结构如图:二、施工过程:A. 拆卸过程1.先拆除舵机的附件及舵角反馈装置,各连接部件要做好记号。
2.拆除进油管,卸下两侧液压控制阀块,做好防护,防止颗粒杂物进入,堵塞阻尼孔,裸露在外的孔及法兰要用塑胶袋包好。
3.移走舵角指示器及限位开关、压力表等,打开上端外壳罩4.拆除舵角指示手柄轴及舵杆顶部的锁紧板,取出上端盖处的密封圈及压盖。
5.清理液压螺母周围的残油,找出大螺母及转子的放气孔,配处与液压泵相连接的接头,并在舵杆、大螺母、转子处做好记号。
6.用液压泵压松大螺母,将事先做好的紧配销轴装在大螺母两侧圆孔中,用葫芦旋松大螺母,移除卡板,拆下大螺母。
7.测量上端盖铜套与转子上轴颈的间隙,用深度尺测量转子上平面与舵杆上平面之间的高度(H)。
8.松开舵机上端盖固定螺丝,用液压拉伸器泵松贯穿螺栓,拆除上下螺母,检查上端盖与缸体无阻碍时,吊除上端盖。
9.抽出缸体内残油,清洁。
检查端盖与转叶接触面处的摩擦状况。
10.测量下端轴承,是否超出规定范围。
11.若舵杆无自锁装置,应将舵叶顶起后,拆出转子,若在舵机盘根压盖下方设有锁紧卡盘的,可直接拆舵。
12.连接好液压泵,泵松转子,转叶上平面回高出缸体8-10mm。
因止动块贯穿螺栓是紧配螺丝,需要用液压千斤顶从下端顶出螺栓,做好记号,其实拆除止动块径向定位螺栓。
13.准备吊出转子和止动块,检查转叶上的密封条和弹簧,缸体及转子下平面的磨损状况,轴承表面是否有损坏。
14.拆除舵机的地脚螺栓(紧配螺丝),做好记号。
转叶式舵机修理工艺研究
转叶式舵机修理工艺研究作者:常军军来源:《中国新技术新产品》2019年第17期摘 ;要:船舶舵机是控制船舶航向,保证船舶安全航行的重要设备,其完好性不言而喻。
该文通过阐述转叶式舵机的结构原理,并以某轮舵机修理为案例,对转叶式舵机转舵机构部件容易出现的故障进行了描述和原因分析,根据案例实际提出了修理方案,重点对转舵机构相关部件装配技术参数、修理加工工艺以及装配工艺流程进行了探讨和研究,以为舶舶轮机相关管理人员及修理者提供参考。
关键词:转叶式舵机;工作原理;修理;技术参数;工艺流程中图分类号:U664 ; ; ; ; ; ; ; ; ; 文献标志码:A0 引言船舶安全地航行,除了应具有良好的推进性外,还应有良好的操纵性能,船舶推进性能是由主机和螺旋桨的正确匹配来保证的,而船舶保持和改变航向是靠舵装置的作用。
舵装置主要是由舵和操舵装置组成,舵机就是操舵装置的主要部件。
船用舵机目前多采用液压式,根据其作用方式的不同,液压式舵机分为往复式和转叶式2类。
转叶式舵机可直接安装在舵杆上,省去了将直线运动转换成回转运动的机械传动环节,结构紧凑,因此占地面积小、重量轻、安装方便,受到船东的欢迎。
1 转液式舵机工作原理转叶式液压舵机,主要由轉舵机构、舵机油泵、控制阀和操纵系统几个部分组成,其中转舵机构是舵机的核心部件,是将油液的压力能转变为转动舵杆的机械能的装置。
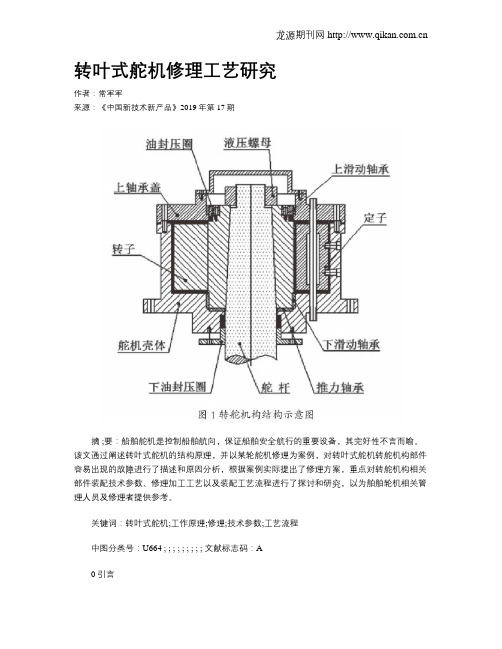
转舵机构由舵机壳体、转子、定子、轴承盖等部件组成(图1),舵机壳体固定在船体上,其内腔装有2或3个定子,定子通过拂配螺丝与壳体紧固。
舵机转子以键联接或是锥度配合,并通过液压螺母紧固在舵杆上端,转子上装有2或3个转叶。
壳体与上轴承盖内各有一滑动轴承与转子配合,上、下各有唇型橡胶密封进行密封,保持转子在壳体内的轴向密封。
转子转叶与壳体内壁、定子与转子配合处安装有密封条,保持转舵机构工作时部件间的径向密封。
这种结构就将舵机壳体内腔分隔离成4或6个密封腔室,当油泵工作时,分别从其中2或3个腔室吸油并排入另2或3个腔室,转叶就会在液压差的作用下转动,并通过转子带动舵杆、进而带动舵叶转动,改变油泵的吸排油方向,即可改变舵叶转动的方向,从而达到保持和改变航向的目的。
舵系修理
船舶舵系修理本文件可供船舶舵系勘验、修理、安装检验参照使用。
1舵系修理勘验要求1.1舵系大修时,拆前进行转舵试验,记录左满舵到右满舵的转舵时间,(由一侧35o转舵到另一侧30o应不大于28秒)并记录最大转角,检查转舵运行中是否有抖动、速度不均的情况,有无异常声音,记录液压泵的最高工作压力和系统压力(或电流)。
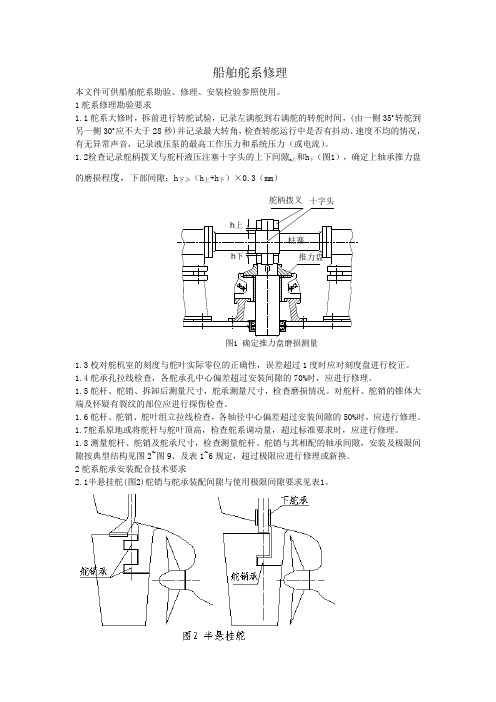
1.2检查记录舵柄拨叉与舵杆液压注塞十字头的上下间隙h 上和h 下(图1),确定上轴承推力盘的磨损程度,下部间隙:h 下≥(h 上+h 下)×0.3(mm )h上h 下柱塞图1 确定推力盘磨损测量推力盘十字头舵柄拨叉1.3校对舵机室的刻度与舵叶实际零位的正确性,误差超过1度时应对刻度盘进行校正。
1.4舵承孔拉线检查,各舵承孔中心偏差超过安装间隙的70%时,应进行修理。
1.5舵杆、舵销、拆卸后测量尺寸,舵承测量尺寸,检查磨损情况。
对舵杆、舵销的锥体大端及怀疑有裂纹的部位应进行探伤检查。
1.6舵杆、舵销、舵叶组立拉线检查,各轴径中心偏差超过安装间隙的50%时,应进行修理。
1.7舵系原地或将舵杆与舵叶顶高,检查舵系调动量,超过标准要求时,应进行修理。
1.8测量舵杆、舵销及舵承尺寸,检查测量舵杆、舵销与其相配的轴承间隙,安装及极限间隙按典型结构见图2~图9、及表1~6规定,超过极限应进行修理或新换。
2舵系舵承安装配合技术要求2.1半悬挂舵(图2)舵销与舵承装配间隙与使用极限间隙要求见表1。
表1 (mm)舵销直径铜及轴承合金舵销承铁梨木及层压胶木舵销承赛龙合成材料舵销承安装间隙极限间隙安装间隙极限间隙安装间隙极限间隙≤50 0.30~0.45 3.50 0.40~0.55 4.00 0.35~0.50 4.00 >50~80 0.45~0.60 4.00 0.55~0.70 4.50 0.50~0.65 4.50 >80~120 0.60~0.80 5.00 0.70~0.90 5.50 0.65~0.85 5.50 >120~180 0.80~1.05 6.00 0.90~1.15 6.50 0.85~1.05 6.50 >180~250 1.05~1.30 7.00 1.15~1.40 7.50 1.05~1.30 7.50 >250~315 1.30~1.60 8.00 1.40~1.70 8.50 1.30~1.60 8.50 >315~400 1.60~2.00 9.00 1.70~2.10 9.50 1.60~2.00 9.50 2.2双支承平衡舵(图3)及导管舵(图4),下舵承及舵底承装配间隙及使用极限间隙按表2规定。
舵机故障

一起船舶搁浅引发转叶式舵机的故障修理
收稿 日期 : 2 0 1 3— 0 5—1 1
作者简介 : 黄跃 明 ( 1 9 6 5 一 ) , 男, 福 建省 厦 门 人 , 工程 师 , 现从 事船舶机务管理工作 。
有保障。公司向 C C S申请 回国进厂维修, C C S 要求 制定了船舶空放 回国的安全保障措施。 ( 下转第 1 4页)
“ H B S 2 ” 轮除右舵无法达到满舵外 , 其余操纵性能皆
无 明显 变化 。船 体通 过 临时修 理船 舶稳 性 和抗 沉性
散装船“ H B S 2 ” 轮, 2 0 1 1 年 3月 l 1日由厦 门船 舶重工有限公司建造 出厂 , 载重 吨 5 7 0 0 0 t 。舵机为 南 京 中船 绿洲 公 司 生 产 的 H D 8 0—3型 的转 叶式 舵
内部绝对清洁 , ( 不能有任何杂质 和空气 ) , 一般不 会有 比较大的故障, 运行工况相对稳定 。
l 故 障的产 生
度水下检验公司进行检验 , 在水下检验确定漏水处 , 安排水下焊补。针对转叶式舵机转子相对舵杆实际
向右产生滑移的故障 , 船员 和印度航 修队多次尝试 检修恢复 , 但 因条件限制 , 难度很大而未果。船舶搁 浅需进一步进坞检查修复 , 由于当时印度 V I Z A G港 周边的船厂均没有空坞 , 等待 时间要几个月。考虑
0 前言
大型船舶几乎全部采用液压舵机。液压舵机是 利用液体的不可压缩性及流量 、 流向的可控性达到 操舵 的 目的 。转 叶式 液 压舵 机是 一 种新 型 的液压 舵 机。南京 中船绿洲机器有 限公 司于 2 0 0 6年开始 自 主研发转叶式舵机。其研发生产 的 H D型转叶式舵 机( 如图) , 具有结构 紧凑 , 运动部 件少 , 操舵平稳 , 舵角范围宽 , 安装方便 , 操作维护简单等优点 , 因此,
液压舵机的故障分析与处理措施方案
论文题目:液压舵机的故障分析及处理措施二级学院:轮机工程学院专业:轮机工程技术目录1 引言2 液压舵机概述2.1 液压舵机的基本工作原理2.2 船舶建造规对舵机的基本要求3 液压舵机的故障分析3.1 液压舵机无舵3.2 液压舵机跑舵——稳舵时偏离所停舵角3.3 液压舵机舵速太慢3.4 液压舵机滞舵3.5 实际舵角与操舵角不符4 液压舵机故障的解决措施4.1 检查应急舵的有效性------------------------------------------------74.2 检查舵角指示的准确性----------------------------------------------84.3 检查舵角限位器的有效性--------------------------------------------84.4 检查舵的液压系统的密封性能----------------------------------------84.5 检查液压油的品质--------------------------------------------------84.5.1 液压油性能指标一般应符合以下要求------------------------------8 4.5.2 液压油污染的主要原因------------------------------------------94.6 舵机检查的其他注意事项-------------------------------------------11结论---------------------------------------------------------------------11 致-------------------------------------------------------------------12参考文献-----------------------------------------------------------------131 引言据资料介绍:船舶能够在水中按照驾驶员的意图航行,使船舶改变航向或维持指定航向,使依靠改变安装在船舶尾部的船舵的位置来实现的。
船舶舵系检修

船舶舵系检修舵系是由那些将舵机动力传递到舵叶产生舵效的部件和构件组成,包括固定件——舵杆舵承(上、下舵承)、舵销轴承、舵轴等和运动件——舵杆、舵叶和舵销等。
不包括舵机及其操纵系统。
舵系安装在船舶尾部螺旋桨的正后方,有单、双舵系之分。
一般远洋及近海商船为单桨、单舵;客船、军舰及有的内河船舶为双桨、双舵。
舵叶浸在水中,转动舵叶时,舵叶水动力对船舶产生力矩,迫使船舶改变航向或保持直线航行。
§12-1 舵系的检修1 舵的分类舵的种类很多,主要有以下几种:1)按舵的旋转轴线位置分为平衡舵、半平衡舵和不平衡舵(1)平衡舵:转动轴线在舵叶的中间,把舵叶分为两部分。
舵叶转动时两部分均承受水压产生力矩。
此二力矩方向相反,使转舵力矩降低,在某一舵角时为零,达到完全平衡。
平衡舵所需舵机功率较小。
图12-1a)为平衡舵。
(2)半平衡舵:仅舵的下半部起平衡作用,如图12-1b)。
(3)不平衡舵:舵的旋转轴线在舵叶的一边,即舵杆一侧有舵叶,对转舵力矩不起平衡作用,如图12-1c)。
2)按舵叶截面形状分为平板型舵和流线型舵(1)平板型舵:一般用钢板或木板制成,两侧表面可适当加固。
具有便于修造、成本低和舵效差的特点。
可作成平衡舵、半平衡舵或不平衡舵。
它只用于小船或非自航船。
(2)流线型舵:舵叶横截面呈机翼形,用钢板焊制,内部呈空心状并用钢板加强以增加舵叶刚性。
流线型舵产生的水动力大、阻力小、强度高,但结构复杂,制造成本高。
常作为平衡舵或半平衡舵,为大多数船舶采用。
3)按舵与船体的连接形式分类(1)悬挂舵(吊舵):多数是平衡舵,完全由船体上的上舵承支承,中部通过下舵承,而下部整个舵叶悬空。
(2)半悬挂舵:多数是半平衡舵,其舵杆支承在船体上的上舵承,而舵叶支承在船尾支架上。
(3)多支承舵:该舵有两个以上的支承点,通过舵销将舵叶上的舵钮与船体尾柱上的舵承连接,如图12-1c),舵叶下部有舵底托支承。
(4)双支承舵:舵杆通过上、下舵承及舵底托支承,如图12-1a)。