染纱纱染色工艺
染整工艺与原理——前处理
染整工艺与原理——前处理染整工艺是指将纱、线、织物等纺织品按照设计要求进行染色、整理、后整理等一系列工艺的过程。
前处理是染整工艺中的一个重要环节,它对染整过程和最终产品的质量有着重要的影响。
前处理工艺主要包括预处理、漂白和酶处理等。
预处理主要是为了去除纺织品中的杂质、油污、胶黏等,为后续的染色和整理工序做好准备。
漂白是将纺织品中的着色物质去除,使其达到染色的要求。
酶处理则是采用酶作用对纺织品进行处理,以去除纤维表面的疏水性油脂、颗粒等,提高纺织品的吸水性和染色效果。
前处理的原理主要有以下几个方面:1.清洁纺织品表面:纺织品在生产、运输、储存过程中往往会受到各种外界因素的污染,如油污、灰尘、颗粒等。
这些污染物会影响染色工艺的顺利进行,同时也会影响最终染色效果。
通过前处理工艺,可以将这些污染物进行清洁,使纺织品表面清爽干净。
2.去除纺织品中的杂质:纺织品在纺织过程中会残留一些杂质,如植物杂质、油污、胶黏等。
这些杂质不仅会影响染色效果,还会降低纺织品的质量和使用寿命。
通过前处理工艺,可以将这些杂质去除,使纺织品更加纯净。
3.改善纺织品的亲水性:纺织品的亲水性对染色工艺有着重要的影响。
如果纺织品表面存在疏水性油脂、颗粒等,会使染料无法充分渗透到纤维内部,影响染色效果。
通过酶处理等前处理工艺,可以改善纺织品的亲水性,提高染料渗透性,使染色效果更好。
4.去除纺织品中的着色物质:在染色之前,需要将纺织品中的着色物质去除,以达到染色的要求。
漂白是一种常用的去除着色物质的前处理方法。
通过化学物质的作用,将纺织品中的颜色分子氧化或还原,达到去除着色物质的目的。
前处理工艺的质量好坏直接影响到染整工艺的顺利进行和最终产品的质量。
合理选择前处理工艺和方法,严格控制处理参数,是确保染整工艺顺利进行的关键。
同时,还需要根据不同的纺织品材质和要求,合理选择和应用适当的前处理剂,以在最大程度上保证染整工艺的效果和产品的质量。
腈纶纱线染色工艺与机理探究

腈纶又叫聚丙烯腈纤维,指丙烯腈质量分数大于85%的丙烯腈共聚物或均聚物纤维[1]。
由于纯聚丙烯腈纤维结构紧密、染色性差,为改善其染色性能,实际生产过程中通常采用丙烯腈和其他单体共聚的方法来生产腈纶。
在腈纶纤维中引入含有阴离子基的第三单体,使得腈纶能够采用阳离子染料染色[2-4]。
腈纶纤维具有柔软、密度小、保暖性好、不被虫蛀等优良特性,有“合成羊毛”的美称,被广泛应用于服装、装饰及针织领域,深受消费者喜爱[4-5]。
我国腈纶的产量占到了世界的近40%,市场需求量巨大[6-7]。
阳离子染料作为腈纶纤维染色的专用染料,其应用推广也随着腈纶纤维的发展而不断扩大[8]。
腈纶纱线染色工艺与机理探究摘要:使用日本化药红GRL-ED 、黄3RL-ED 、蓝GSL-ED 3只染料对腈纶纱线进行染色,利用单因素试验研究了染液pH 、染色温度、浴比对腈纶纱线染色K /S 值的影响,并分析其上染速率曲线、染色提升力和耐皂洗色牢度情况。
结果表明:当染液pH 为5、染色温度为98℃、浴比为1∶10时腈纶纱线染色的K /S 值最大,上染效果最好。
最优工艺条件下3只染料染色后的腈纶纱线均具有优异的耐皂洗色牢度。
3只染料上染腈纶纱线的上染速率曲线和提升力曲线变化趋势相近,配伍性较好,可用于拼色染色。
关键词:腈纶纱线;阳离子染料;染色工艺中图分类号:TS193.5文献标志码:A 文章编号:1005-9350(2024)03-0020-04Abstract:Three dyes,Nippon kayaku Red GRL-ED,Yellow 3RL-ED,and Blue GSL-ED,are utilized for stainingacrylic yarns.The impacts of the pH of the dyeing solution,dyeing temperature,and bath ratio on the K /S value of acrylic yarn dyeing are investigated through single-factor experiments.Besides,the dyeing rate curve,dyeing improvement force,and soap fastness are analyzed.The results demonstrate that the K /S value of acrylic yarn dyeing is the highest and thedyeing effect is the best,when pH of dyeing solution is 5,dyeing temperature is 98℃and bath ratio is 1∶10.Under the optimal process conditions,the acrylic yarn dyed with the three dyes exhibits excellent soaping fastness.The dyeing rate curve and lifting force curve of acrylic yarn dyed with these three dyes display similar trends.It indicates good compatibili⁃ty suitable for color matching dyeing.Key words:acrylic yarn;cationic dye;dyeing processResearch on the dyeing process and mechanism of acrylic yarn收稿日期:2023-06-20基金项目:山东省重点研发计划资助项目(2022ZDPT02)作者简介:陈时阳(1997—),男,硕士,主要从事绿色印染产品的开发。
纺织染色工艺流程
纺织染色工艺流程纺织染色工艺流程纺织染色是指将纺织品通过染料的溶液浸渍和吸附作用,使其表面或整体染上所需的颜色的工艺。
这项工艺被广泛应用于纺织行业,使得纺织品具有了各种不同的颜色和图案。
纺织染色的工艺流程主要包括染前准备、染料配方、染色操作和染后处理等环节。
首先是染前准备。
染前准备是纺织染色工艺的重要环节,它直接影响着染色效果和染色纱线的质量。
染前准备主要包括纺纱、洗净和预处理等步骤。
纺纱是指将棉、麻、丝、毛等原料经过清梳、精纺等工艺加工成纱线。
洗净是将纱线浸泡在染料溶液中进行清洗,去除纱线表面的杂质。
预处理是指将纱线进行预处理,如调整纱线的水分含量、增强纱线的湿润性等,以便更好地接收染料。
接下来是染料配方。
染料配方是根据染色的需要和纱线的特性,选择适当的染料和助剂,经过一定比例的混合配制出染料溶液。
染料溶液的配制需要考虑染料的浓度、溶解度、染色温度等因素。
助剂的选择和添加可以改变染料的吸附性、分散性和耐光性等性能,提高染色的效果。
然后是染色操作。
染色操作主要分为浸染法、拔缸法和喷染法等。
浸染法是将纱线完全浸泡在染料溶液中,使染料分子通过与纤维分子的吸附作用将颜色传递给纤维。
拔缸法是将染料溶液注入染缸,然后将纺织品浸入染缸中,通过反复提升和降低染缸的液位,使染料分子在纺织品上均匀分布。
喷染法是将染料溶液以高压喷射到纺织品上,使染料通过高速喷射和冲击作用均匀地附着在纺织品表面。
最后是染后处理。
染后处理是将染色后的纺织品进行清洗、烘干和整理等处理。
清洗是将纺织品浸泡在清水或含有清洗剂的溶液中进行清洗,去除纺织品表面的余染料、助剂和杂质。
烘干是将清洗后的纺织品进行脱水和干燥处理,以便更好地固定染料和恢复纺织品的形状。
整理是将烘干后的纺织品进行整理,如修剪、熨烫、折叠等,使纺织品具有更好的外观和手感。
总结起来,纺织染色工艺流程包括染前准备、染料配方、染色操作和染后处理。
每个环节都需要进行科学和精确的操作,以确保染色效果和纺织品的质量。
纺织印染流程
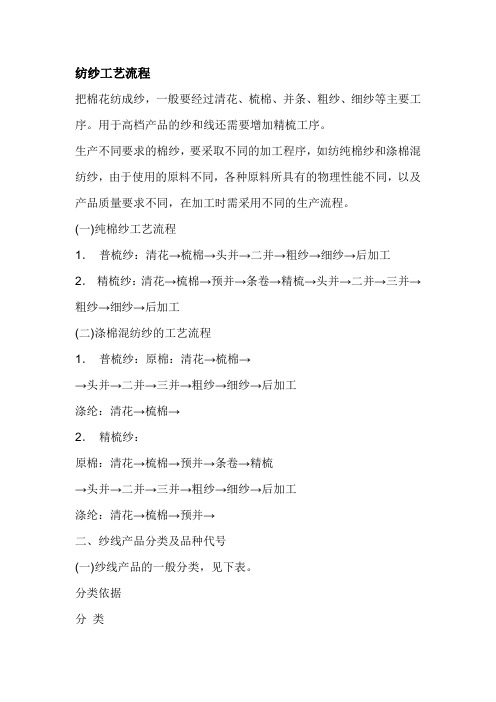
纺纱工艺流程把棉花纺成纱,一般要经过清花、梳棉、并条、粗纱、细纱等主要工序。
用于高档产品的纱和线还需要增加精梳工序。
生产不同要求的棉纱,要采取不同的加工程序,如纺纯棉纱和涤棉混纺纱,由于使用的原料不同,各种原料所具有的物理性能不同,以及产品质量要求不同,在加工时需采用不同的生产流程。
(一)纯棉纱工艺流程1.普梳纱:清花→梳棉→头并→二并→粗纱→细纱→后加工2.精梳纱:清花→梳棉→预并→条卷→精梳→头并→二并→三并→粗纱→细纱→后加工(二)涤棉混纺纱的工艺流程1.普梳纱:原棉:清花→梳棉→→头并→二并→三并→粗纱→细纱→后加工涤纶:清花→梳棉→2.精梳纱:原棉:清花→梳棉→预并→条卷→精梳→头并→二并→三并→粗纱→细纱→后加工涤纶:清花→梳棉→预并→二、纱线产品分类及品种代号(一)纱线产品的一般分类,见下表。
分类依据分类使用原料的不同纯棉纱线、纯化纤纱线、棉型混纺纱线、毛型混纺纱线纺纱的方法不同环锭纺纱线、气流纺纱线、静电纺纱线等纺纱的工艺不同梳棉纱线、精梳纱线、桃毛纱线加捻方向的不同顺手捻(s捻)、反手捻(z捻)产品用途的不同织布用纱线、针织用纱线、起绒用纱线、绳带用纱线、渔网用纱线、帘子布用纱线(二)纱线粗细程度分类类别号数英制支数粗号纱大于32tex 18支及以下中号纱20—30tex 19—29支细号纱9—19tex 30—60支特细号小于9tex 60支以上(三)纱线品种代号,见下表。
品种代号品种代号经纱线T 起绒用纱Q纬纱线w 烧毛纱线G绞纱线R 转杯纱线OE筒子纱线D 涤棉混纺纱线T/C精梳纱线J 棉维混纺纱线C/V针织汗布用纱K 有光粘胶纱线FB精梳针织汗布用纱线JK 无光粘胶纱线FD注:纱线在用代号表示时,一般原料代号、加工代号写在tex值前,用途代号写在tex值后。
三、纱线粗细程度的表示方法1、有关定义表示纱线粗细程度的方法有两种:一种是定长制(号数制),即以单位长度纱线的重量来表示。
丝光棉纱漂染加工工艺
丝光纱一加碱 中和至中性一热水性 ( n - J人漂煮助剂 5mi)- l - :  ̄1 一升至 5 C/ 人 H2 一 升至 9 O ̄ J n 8℃恒温煮漂 (Omi) ̄ 0℃热 6 n- 9 -
氧水酵素 B c s A 、 at t P 匀染 剂 Z 、 o B 皂洗 剂 D kl N 、 eo S S 固色 剂
2 2 摇纱化绞 .
摇纱化绞应注意两点 : 一是测定摇纱机 的长度 ; 二是 绞纱应
存 放 于周 围箱 内 。 可 混 乱 不
23 绞纱丝光 .
℃皂洗(0 l) ̄0℃热水洗 ( n 一冷 水洗 ( i) 遍一 2 n-7 m - - 5mi ) 5m n2
6 o℃ 固色 (0mi)  ̄ 5℃柔软 (0mi) 2 n - 4 - 2 n 。
瑞士产 MF 0 1 1绞纱 丝光 机 、 国产 Q4 1绞纱染 色 机、 通脱 水 1 普
一
精练剂 F r F / 5 %N OH / P etgn F oyL D 1g L;0 a 1g L; rs e D o
12g L 柔 软 剂 B l f 20 / H2 ( 75 )1g L; / ; e ot 0 01g L; 2 . s O2 / 冰
小车 中, 禁止带碱风干 。 2 4 采用碱 氯一 浴法煮漂 . 2 4 1 工 艺流程 ..
纤维 ;orx 1 0 l e (0 Nm) 全棉精梳纱 。 ×2 染料 : 台湾永光的 HE系列染料 。 助剂 : 耐强碱渗透剂 F 3 精练剂 F rlL D、 中柔软 M- A、 o y F 浴 剂 B l f2 0 、 合型双氧水稳 定剂 P etg nF e ot 0 0 混 s rso e D一1 去除双 、
染纱简介

一. 染纱简介1、染纱厂概况染纱厂是公司的第一道生产工序,主要为织造车间和针织厂及外厂提供各种色纱.现有员工三百多人,目前月生产色纱700多吨(最终生产能力将达到1000多吨).染纱厂下设:办公室(计划、管理人员);LABDIP (复板组\小样调色组\打样组),染台(装笼、染色、脱水、烘干)工艺组,料房;松纱、络筒等主要生产环节和部门.2、生产流程:见下图3、颜色代号代号 WH RW YW ORBG/BGFKKBRPK 颜色 特白 漂白 黄色 橙色 米色/特殊白纱 卡其 棕色 粉红 代号 RD VL BL TQ GN NYGYBK 颜色红色紫色兰色翠兰绿色宝兰 灰色黑色4、纱线表示法通用纯棉纱的细度采用英制支数表示,即在公定的回潮率下,每磅纱线有若干个840码即为若干纱支。
所以纱支越高,纱线越细。
“40s/1”表示40支单纱, “80s/2”表示80支股线纱。
:纱支前加“JC ”表示精梳纱,加“C ”则表示普梳纱。
尼龙、涤纶等化纤纱的细度采用旦数制表示,它们的旦数相当于9000米的长丝,在公定的回潮率下重量的克数。
二.不同原料纱的规范表示方法(2005.4.1)备注: (1)单纱的表示法:不带“/1”,股线表示法:“/2”;三、调色和开方(一)调色基础知识调色过程中的调色,即是通过调整染该颜色所用不同染料的比例来调整该颜色的色相、深浅、鲜艳度,从而得到相应的颜色。
染纱复办调色即是把初次复办样与相对应的标准相比较,调色师通过积累的经验对染色配方进行调整,以达到与标准相一致的颜色。
1、颜色的色相调色时首先要了解该颜色的色相,即首先要知道该颜色是红色,兰色,黄色还是黑色。
同时要知道染该颜色的染料组合。
2、深浅对于颜色深浅的调整,是通过对染料用量的加减来完成的。
3、鲜艳度通俗说来就是描述颜色的漂亮程度。
鲜艳度的调整是通过对补色染料的调来完成的。
4、补色三原色中的任意两个色相相拼即得出一个二拼色,则另外一色就是该二拼色的补色。
色纺纱的生产工艺

色纺纱的生产工艺色纺纱是一种经过染色的纤维制品,具有丰富的颜色和良好的色牢度。
色纺纱的生产工艺主要包括染色、纺纱和整理三个环节。
首先是染色环节。
染色是将原始纤维中无色或浅色的纤维通过染料的吸附作用,使其颜色变为需要的色彩。
染色过程可以分为溶液染色和浆料染色两种。
溶液染色适用于纤维可溶于水的染料,将染料与纤维混合搅拌,纤维吸收染料后进行干燥。
而浆料染色适用于浆料状态下的染料,将染料与纤维混合搅拌,纤维吸收染料后进行脱水和干燥。
接下来是纺纱环节。
纺纱是指将染色后的纤维进行加工,成为成形纱线的过程。
纺纱包括准备纺纱、精梳纺纱、粗纺纱和细纺纱四个阶段。
准备纺纱是将染色后的纤维进行梳理和整理,使其适合后续加工。
精梳纺纱是将梳理后的纤维进行精细分离,去除杂质和短纤维,以获得质量优良的纺纱原料。
粗纺纱是将精梳后的纤维进行粗化,增加纱线的粗度和直径。
细纺纱是将粗纺线进行细化,减小纱线的粗度和直径。
最后是整理环节。
整理是指对纤维进行整饰和改良,以提高纺纱品质和纺织后的使用性能。
整理过程包括花型整理、捻度整理、拉伸整理和平整整理。
花型整理是对纺纱品的形态进行调整,使其具有所需的线花效果。
捻度整理是对纺纱品进行捻度调整,使其符合纺织工艺的要求。
拉伸整理是对纺纱品进行拉伸,提高其强度和拉伸性能。
平整整理是对纺纱品进行整平,使其外观平整、光滑。
综上所述,色纺纱的生产工艺包括染色、纺纱和整理三个环节。
染色环节主要是将原始纤维进行着色处理,纺纱环节是将染色后的纤维加工成纺纱原料,整理环节则是对纺纱品进行整饰和改良。
整个生产工艺需要各个环节的配合和协调,以确保产出的色纺纱具有优良的质量和使用性能。
染色面料 - 染整工艺流程
染色布 - 染整工艺流程练漂去除自然纤维里含有杂质,以及在纺织加工进程中又参加了各浆料.油剂和感染的污物等.这些杂质的消失,既妨害染整加工的顺遂进行,也影响织物的服用机能.练漂的目标是运用化学和物理机械感化,除去织物上的杂质,使织物雪白.柔嫩,具有优越的渗入渗出机能,以知足服用请求,并为染色.印花.整顿供给及格的半成品. 纯棉织物练漂加工的重要进程有:原布预备.烧毛.退浆.煮练.漂白.丝光.1) 原布预备:原布预备包含原布磨练.翻布(分批.分箱.打印)和缝头.原布磨练的目标是检讨坯布质量,发明问题能实时加以解决.磨练内容包含物理指标和外不雅疵点两项.前者包含原布的长度.幅度.重量.经纬纱线密度和密度.强力等,后者如纺疵.织疵.各类班渍及破损等.平日抽查总量的10%阁下.原布磨练后,必须将原布分批.分箱,并在布头上打印,标明品种.加工工艺.批号.箱号.宣布日期和翻布人代号,以便于治理.为了确保持续成批的加工,必须将原布加以缝接.2) 烧毛:烧毛的目标在于烧去布面上的绒毛,使布面光洁美不雅,并防止在染色.印花时因绒毛消失而产生染色不匀及印花疵病.织物烧毛是将织物平幅快速经由过程高温火焰,或擦过赤热的金属概况,这时布面上消失的绒毛很快升温,并产生燃烧,而布身比较慎密,升温较慢,在未升到着火点时,即已分开了火焰或赤热的金属概况,从而达到烧去绒毛,又不操纵织物的目标.3) 退浆:纺织厂为了顺遂的织布,往往对经纱上浆以进步强力和耐磨性.坯布上的浆料即影响织物的吸水机能,还影响染整产品的质量,且会增长染化药品的消费,故在煮练前应先去除浆料,这个进程叫退浆.棉织物上的浆料可采取碱退浆.酶退浆.酸退浆和氧化剂退浆等办法,将其从织物上退除.碱退浆使浆料膨化,与纤维粘出力降低,经水洗从织物上退除.酶.酸.氧化剂使淀粉降解,在水中消融度增大,经水洗退除.因为酸.氧化剂对棉纤毁伤大,很少单独运用,常与酶退浆.碱退浆结合运用.4) 煮练:棉纤维发展时,有自然杂质(果胶质.蜡状物资.含氮物资等)一路伴生.棉织物经退浆后,大部分浆料及部分自然杂质已被去除,但还有少量的浆料以及大部分自然杂质还残留在织物上.这些杂质的消失,使绵织布的布面较黄,渗入渗出性差.同时,因为有棉籽壳的消失,大大影响了棉布的外不雅质量.故须要将织物在高温的浓碱液中进行较长时光的煮练,以去除残留杂质.煮练是运用烧碱和其他煮练助剂与果胶质.蜡状物资.含氮物资.棉籽壳产生化学降解反响或乳化感化.膨化感化等,经水洗后使杂质从织物上退除.5) 漂白:棉织物经煮练后,因为纤维上还有自然色素消失,其外不雅不敷雪白,用以染色或印花,会影响光彩的鲜艳度.漂白的目标就在于去除色素,赋于织物须要的和稳固的白度,而纤维本身则不受明显的毁伤.棉织物经常运用的漂白办法有次氮酸钠法.双氧水法和亚氯酸钠法.次氯酸钠漂白的漂液PH值为10阁下,在常温下进行,装备简略,操纵便利.成本低,但对织物强度毁伤大,白度较低.双氧水漂白的漂液PH值为10,在高温下进行漂白,漂白织物白度高而稳固,手感好,还能去除浆料及自然杂质.缺陷是对装备请求高,成本较高.在恰当前提下,与烧碱结合,能使退浆.煮练.漂白一次完成.亚氯酸钠漂白的漂液PH值为4~4.5,在高温下进行,具有白度好,对纤维毁伤小的长处,但漂白时易产生有毒气体,污染情形,腐化装备,装备须要特别的金属材料制成,故在运用上受到必定限制.次氯酸钠和亚氯酸钠漂白后都要进行脱氯,以防织物在消失进程中因残氯消失而受损.6)染色染色是一个比较庞杂的工艺,不合品德的布染色的工艺就不合,全棉.涤棉.麻棉.毛纺呢绒.丝绸成品化纤成品.混纺成品.等等有的运用轧染.卷染就可以了,有的就必须运用高温高压染色,有的只染一次,有的要多次上色.运用不合的染料也有不合的工艺,仅以根本的全棉布为例:固然染色经由过程一台轧车就可以了,但也是最难的一道工序,因为染色的色彩掌握除了已知的,还有很多的未知器械在里面,比方染料在不合温度下的稳固性,蒸汽的掌握,轧车压力的掌握等,都是很精致的活. .染色的长车分为两个部分,前车染色,后车固色. 染色方法依据选用染料品种的不合而有差别,染料一般有活性,士林,硫化,涂料.它们各有优缺陷,一般情形下看请求的色彩而定,并且不成互相调换,个中,士林的色牢度最好,但价钱贵,不合适染深色,淡色的色彩不敷艳.除了因为染深色会增长成本,还有染深色相对活性染料教难掌握,轻易消失布面花等现象.活性的色牢度比拟士林要差,但是染淡色比较鲜艳,深色教轻易掌握,成底细应教少.硫化最差,色牢度不怎么好,禁AZO还不达标,但如今有一种液体硫化(也叫水硫化)禁AZO可以达标,但价钱跟士林接近,染色不轻易掌握还不克不及普及,只有少数的人寻求它的褪色后果而采取.涂料不具有可比性,它的掉落色很轻微,是服装洗后寻求褪色后果的最佳选择.可以与士林,活性灵巧运用,得到不合的水洗后果(一般士林或活性打底,涂料套面色,可以解决单染涂料的白点问题,成底细应增长). 活性,士林和硫化的染色前车基底细同,要说差别,就是红外线预烘开一组,两组或者不开.后车则完整不合.活性的采取盐和纯碱固色,士林的采取双氧水还原固色(所以士林也叫还原染料),硫化的则要高温蒸煮固色,水温必须95度以上. 涂料的染色今后依据色牢度的褪色请求决议是否培烘固色.培烘温度195-210度阁下. 染色不成能百分百好的,修色,剥色再所不免.稍微的调剂比方浅了套涂料,深了用纯碱洗..7) 丝光:丝光是指棉织物在室温或低温下,在经纬偏向上都受到张力的情形下,用浓的烧碱溶液处理,以改良织物机能的加工进程.棉织物经由丝光后,因为纤维膨化,纤维纵向自然扭转消掉,横截面成卵形,对光的反向更有纪律,因而促进了光泽.纤维无形定区的增长,使染色时染料的上染率增长.取向度的进步,使织物强力增长,同时还有定形感化.丝光后,必定要采取冲吸去碱或蒸箱去碱,或平洗地去碱等办法充分去碱,直至织物呈中性. 染色染色是借染料与纤维产生物理或化学的结合,或用化学办法在纤维上生成颜料,使全部纺织品具有必定光彩的加工进程.染色是在必定温度.时光.PH值和所需染色助剂等前提下进行的.染色产品应光彩平均,还须要具有优越的染色牢度.织物的染色办法重要分浸染和轧染.浸染是将织物浸渍于染液中,而使染料逐渐上染织物的办法.它实用于小批量多品种染色.绳状染色.卷染都属于此领域.轧染是先把织物浸渍于染液中,然后使织物经由过程轧辊,把染液平均轧入织物内部,再经汽蒸或热熔等处理的染色办法.它实用于大批量织物的染色.8)后整顿后整顿就是付与服装面料服用机能和美不雅的纺织技巧工程.以下是今朝罕有的纺织后整顿的种类:,重要装备有:烧毛机.退浆机.丝光机.液氨机.定型机.预缩机.轧光机.水洗机.磨毛机.抓毛机.涂层机等.重要感化:1.磨毛2.轧光或者叫压光3.轧花或者叫压花4.植绒 .转移烫花.5.涂层(a,干法涂层;b,湿法涂层;c,转移涂层也叫离心纸涂层)6.PVC压延 .压花处理7.复合(a,TPU膜贴膜 PTFE膜贴膜;b,面料复合)8.洗水.石磨.喷墨.固色处理.9.防水.防风.防绒处理.10.抗静电处理11.阻燃处理12.防紫外线处理13.拉绒 .磨绒.抗起球处理14.压皱起皱.发泡处理15.拉幅定型.柔嫩预缩等等处理纺织后整顿工艺对于开辟一些具有特别功效的面料,对付与面料特别的功效和晋升服用后果有着极其重要的感化.跟着技巧的进度,还会不竭地消失后整顿的新工艺,新材料. 染色布 - 色牢度染色牢度是染色布最重要的指标. 印染纺织物经受外界的感化而保持本来光彩的才能,也称色牢度.纺织物经由染色.印花今后,有时还要经由其他工序,如毛织物的缩绒.合成纤维纺织物的热定形等;在服用进程中要接触大气.汗渍,经受洗涤.摩擦和熨烫等外界感化.这些都能使印染纺织品产生不合程度的褪色.变色.影响印染纺织物染色牢度的工艺主如果缩绒.炭化.氯漂.升华等.染料或颜料在纺织物上的染色牢度,与它们的化学构造.在纤维上的浓度和所处状况以及纤维的性质有关.各项染色牢度的测试办法,是模仿各类服用或工艺前提制定的. 国际尺度化组织 (ISO)参照英国和美国的染化学会(SDC和AATCC)以及欧洲大陆牢度协会(ECE)等组织(见纺织尺度)所定的尺度,陆续制定了各项染色牢度的国际尺度和测试.评定办法.中国也订有各项重要染色牢度的国度尺度,如:①日晒牢度,也称耐光牢度,分为8级,以1级最不耐晒,8级牢度最好.各级都有一个用划定的染料按划定的浓度染成的蓝色羊毛织物参比标样,称为蓝色标样.实验时,将试样和8个蓝色标样按划定前提一路曝晒相当时光后,与蓝色标样作比较,评定试样的日晒牢度级别.因为日晒实验的时光较长并受到气象变更的限制,一般多采取人工光源,经常运用的是氙气灯和碳弧灯,氙气灯的光谱能量散布与日光比较接近.②耐洗牢度,分为褪色和沾色两种,分离用划定的灰色标样,分5级进行评定,逐级的色差成几何级距.实验时,将试样和白布叠缝在一路,在划定前提下进行洗涤,洗后晾干.将试样与白布分开,褪色牢度依据试样洗涤前后的色差,用灰色褪色样卡比较评定.1级色差最大,5级目测无色差.将白布的沾色与灰色沾色样卡进行比较,评定试样对白布的沾色牢度.1级沾色最轻微,5级目测无沾色.耐洗牢度的测试温度有95℃.60℃.50℃和40℃四种,按印染纺织物的运用请求而定.③耐摩擦牢度,也分为 5 级.实验时,将试样按划定前提用干态和湿态的白布分离对试样进行摩擦,然后将白布上的沾色程度与灰色沾色样卡分离比较评定.对干态白布摩擦所得的成果为干摩擦牢度;对湿态白布摩擦所得的成果为湿摩擦牢度.其他染色牢度可按照划定前提进行实验,将实验成果与灰色褪色样卡或灰色沾色样卡比较评定级数.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
资料随时可以为客户更新。
1 2013102236264 一种节水的纱线染色方法2 201410328666X 一种筒子纱白色染色用料配方3 2014103286782 一种筒子纱黑色染色用料配方4 2013101556674 一种纱筒以及一种应用到该纱筒的染色工艺5 2014103692771 一种耐后丝光强碱的纯棉黑色纱线染色处方及其制备方法6 2014103692786 一种耐后丝光强碱的纯棉黑色纱线的染色方法7 2014103157052 纤维素纤维筒子纱荧光涂料染色方法8 2014102850072 一种筒子纱染色工艺9 2014102844692 生产用筒子纱染色后脱水装置10 2014102844673 筒子纱染色的前后处理工艺11 2014102017079 一种可透光纱线染色的加工工艺12 2014102019445 一种提高多组分包芯纱在染色时缩率的加工工艺13 2014102143230 一种短纤维纱线的染色方法14 2014102136684 一种竹纤维筒子纱的染色工艺15 2014102146652 双重混纺编织高强易染色纱16 2014102123415 一种羊绒筒子纱染色工艺17 2014101419845 染色步骤较少的全羊毛毛纱针织面料的生产方法18 2013107207592 单纱染色机19 2014101642034 快速染色纱筒20 2014101633730 高效染色纱筒21 2014101633088 高效节能染色纱筒22 2012105324845 液流式绞纱染色机23 2012104574167 新型的单向筒子纱染色机24 2012104460607 筒子纱的节水染色工艺25 2012104460626 筒子纱染色的后处理工艺26 2012800468449 染色和处理BCF纱线的方法27 2013107208472 立缸染色烘纱机28 201310625331X 一种绞纱染色工艺29 2014100045750 一种筒子纱的残液染色工艺30 2014100046471 一种筒子纱的单向循环染色工艺31 2013107455535 一种新型纱线染色装置32 2013107489334 一种新型纱线染色箱33 2013106985036 一种纺织纱的染色助剂配方34 2013106530007 全棉荧光纱线的染色工艺35 2013106242476 混纺纤维筒子纱三合一体染色方法36 2013104826798 筒子纱涂料染色方法37 2013105046204 一种多层次颜色牛仔纱线的染色方法38 2013104533602 一种纱线染色机39 2013105148689 一种海岛纱褶皱面料的染色工艺40 2013105501327 一种单纱染色上浆一体机41 2013104283823 筒子纱染色工艺42 2013104953702 绕线式色纺纱染色捻纱一体模具头43 2013103873382 仿尼龙高弹涤纶纱的染色工艺44 2012101893372 纱线染色卷装络筒装置45 2013103539739 一种全棉荧光纱线的染色工艺46 2013103230388 一种用于芳纶纱线或芳纶缝纫线的筒子染色方法47 2013103444921 一种带监测功能的筒子纱染色机48 2013102540245 一种大豆蛋白质纤维筒子纱染色漂氧剂及其工艺方法49 2013102509929 新型染色用筒纱张力控制装置50 2013102883546 筒纱中样染色机的自动加料装置51 2013101465571 筒子纱染色生产线的控制方法52 2012103203047 纱线的预处理和其后的染色53 2011102914066 羊毛与羊绒纺制合股绞纱的同浴染色工艺54 2011102211925 一种纺织纱的染色工艺55 2011101845266 绞纱染色机56 2011101804622 高温高压筒纱染色机57 2011100982957 一种生产氨纶包芯纱筒子染色纱的松筒车58 2010105791519 一种混纺针织纱的染色新工艺59 2011103997348 纯棉筒子纱染色工艺60 2011104061852 一种具有染色效果的段彩竹节纱面料的生产方法61 2011104185427 一种段彩竹节纱棉织物具有雨点或雨丝染色风格的方法62 2010105113084 吸湿排汗整理与涤纶长丝筒子纱染色同浴方法63 2010105093146 节能减排的棉型筒子纱染色方法64 2011100527656 硫化白芯色纱连续染色工艺及其设备和面料65 2011100534683 涤粘(棉)织物或纱线分散和活性染料同浴浸渍染色方法66 2010106013191 免前处理的纱线染色工艺67 2010105755512 一种天然染料对棉筒子纱的染色工艺68 2009102128418 织物印花染色机的网纱传动机构69 2010105093199 纯棉针织纱线短流程生物精练、染色一步法工艺70 2010105474699 涤纶长丝筒子纱染色工艺71 2010105111996 涤棉针织筒子纱一浴一步法染色工艺72 2008801260136 用发泡染料给纺织织物和纱线染色的设备73 2009100681755 桑蚕丝筒子纱的染色方法74 2010101612223 绿色生态纤维混纺纱线的筒子纱染色方法75 2010101503226 一种用粗纱生产染色亚麻纱的方法76 2008101860090 纤维素长丝纱筒子染色方法77 200910256100X 一种筒子纱染色工艺78 200910034503X 一种浸轧式纱线连续丝光漂白染色工艺及其设备79 2008800086378 烯烃嵌段组合物的筒子染色的纱线80 200810236324X 一种筒子纱染色工艺81 2008101578780 棉及含棉纤维的筒子纱或经轴染色前处理工艺82 2008101230804 丝光防缩羊毛纱线的染色工艺83 2008100044729 样本筒子纱染色机84 2008101164766 一种筒子纱染色过程中余热回收利用的方法85 2007101165270 棉纤维筒子纱的染色工艺86 2007101907764 一种同浴染色后有双色或雪花效果的纯棉花式纱87 2007100217831 粘胶筒子纱的染色工艺88 200510026829X 一种芳香族聚酰胺纱线的染色方法89 200610050141X 大容量筒子染色纱的制作方法90 2006100489386 弹力纱线的筒子染色工艺91 2005100356322 弹性纱线或纤维染色或漂白前转筒处理方法92 2003101004374 一种纯羊绒筒纱染色方法93 2003101147344 混色布用纺织纱和纤维制品的染色方法94 2004100592848 对卷绕在纱卷或类似卷装上的纱线进行染色或漂白的设备95 031293727 染色丝、纱线的制作工艺96 021032416 纱线染色方法及装置97 988005050 纱线的预处理和其后的染色98 981205488 超临界二氧化碳纱线染色工艺99 971109885 聚酯纱连续染色的方法100 961127368 使用活性染料的纱线连续染色方法和进行该方法的设备101 901022349 纱线单纱染色络筒一步染色法102 891057811 高强彩色纱管面纸生产的打浆和染色工艺103 881011541 羊毛变色纱线及染色方法104 871083043 酸改性涤纶变色纱线及染色方法105 87100933 凤尾纱染色工艺106 87107769 用于进行纱染色的纱卷筒子107 85102447 聚丙烯腈变色纱线及其染色方法108 2012101012149 纱线的染色方法109 2012100656308 缸盖自动锁紧装置及包括该装置的筒子纱染色机110 2012100682444 一种牛仔纱线的涂料染色方法111 2012102480447 一种超临界二氧化碳绞纱染色釜及其无水染色方法112 2012102898937 高温筒子纱染色机的换向结构113 2010105093108 纱线生态染色方法114 2013101554005 筒子纱染色方法及筒子纱染色生产装置115 2013101266879 一种筒子纱染色过程的曲线逼近控制方法116 2012102482423 一种超临界二氧化碳筒子纱染色釜及其无水染色方法117 2011101469499 一种真丝柯纱染色工艺118 2011100779981 一种芳砜纶纱线的染色方法119 2012100456138 一种锦纶绞纱的染色前处理方法120 2011102415814 稀经编织物定型、染色、固纱工艺121 2011103729560 弹力纱线染色筒122 2009100964665 浸淋交替式绞纱染色方法123 2011104463314 一种待染色绞纱的缝纫编绞方法124 2012102314678 一种亚麻桑皮纤维混纺染色的针织纱及其制备方法125 2010105476213 一种基于染整行业的筒子纱高效自动化染色方法126 2011101463492 一种无纱管弹性纤维筒子纱的染色方法127 2011101973654 涤纶空变纱染色新工艺128 2010105807057 用于含纤维素纤维纱线的活性染料染色的设备129 2010102585276 筒子纱染色机节电控制方法130 2006800170241 染色的聚烯烃纱线及使用这种纱线的织物131 201110028351X 纤维素纤维纱线连续涂聚染色的生产方法132 200910213168X 纱线松式经轴无盐冷堆染色加工工艺133 201010580709 含纤维素纤维纱线的活性染料染色方法134 2010102638466 一种竹节纱棉织物雨点或雨丝风格染色的方法135 2007101047306 生产染色筒子的方法和卷绕连续供给的纱线的装置136 2005800497441 染色的烯烃纱线及使用这种纱线的织物137 2008102192689 湍流式筒子纱染色方法及其装置138 2008801216595 低收缩、可染色的聚间苯二甲酰间苯二胺纱线139 2010101196853 棉纤维筒子纱还原染料染色方法140 2010105655092 间位芳纶纱线的常压染色方法141 2009100901083 一种筒子纱染色后的涤纶纤维表面杂质的测试方法142 2008100926442 用于筒子纱染色机中的流量控制的方法及设备143 200810117024X 一种筒纱还原染料的染色方法144 2008101222189 一种真丝织物筒子纱的染色方法145 2008101164751 一种用于筒子纱染色机的保温方法146 2008101164889 一种筒子纱染色助剂自动配送方法及其装置147 2009100289716 亚麻纱的染色方法148 2008100248590 一种全棉无捻纱染色工艺149 2008102397195 一种筒子纱染色粉状染料的自动配送方法及其专用装置150 2007101913055 纱线冷轧堆染色工艺151 028040716 纱线连续间隔染色的方法和装置152 2007100227994 一种铜氨纤维与棉、棉锦包芯纱交织布的染色方法153 2006101222743 一种纱线染色流程及其染色用筒管154 2006100350937 一种新型的纱线染色节水方法155 028106792 用于卷绕在卷轴或者类似卷装上的纱线的染色或者漂白设备156 2005100234217 弹性长丝及弹性纱线筒式染色的加工方法157 988126540 从印花或染色的织物或纱中脱除过量染料的方法158 2004101015354 关于筒子纱染色机及有关的改进159 031110525 离心式纱线染色方法和设备160 018237290 用在针织织物生产中的靛蓝染色纱线的制备方法161 2004100280193 单纱染色机162 028106806 用于卷绕在卷轴或者类似卷装上的纱线的染色或者漂白设备163 028069684 穿插型纱线染色支架164 021559678 用于筒子纱染色的管165 031141188 一种片状染色分纱工艺166 021342288 一种筒子纱染色工艺167 971916594 呈现鲜明色彩的染色长丝纱168 008007896 多色纱线的染色设备169 971139849 安装在筒子纱染色机中的泵170 951023632 一种亚麻纱的染色方法171 931121140 一种纱线和针纺织品的染色方法172 871009331 凤尾纱染色工艺173 871077698 用于进行纱染色的纱卷筒子174 2013107505750 染纱设备总成175 2013107253410 用于筒子纱染纱的压纱片176 2013105146452 染纱筒管177 2012102720648 一种染纱管及使用其生产超细棉纱的方法178 2013105151249 一种吊染纱线及其加工方法179 2013105167162 染纱管180 2013104723274 一种密封染纱筒装置181 2013103016098 短纤维环染纱线制备方法182 2013103209048 染纱管183 201310313278X 一种极低浴比染纱机主泵结构184 2012100187339 一种长片段段染纱的生产方法185 2012100617680 一种可直接染纱的小管径涤纶低弹丝纱锭加工方法186 201110444774X 可用于双免纱的染纱筒管187 2011104437945 一种可用于免络筒的染纱筒管188 2011103785984 一种段染可拔染纱线的加工方法189 2011103411242 一种染纱机190 2008101566726 多色连续染纱工艺191 2007101913040 冷轧堆染纱设备192 951101242 内外两色二次染纱工艺193 201310122169X 超低浴比染纱机榨水装置及其榨水方法194 2010106067187 一种段染纱线的生产方法195 2010106066875 一种用于生产段染纱线的装置196 2011102333782 一种超低浴比染纱机的纱架装置197 2011100957495 超低浴比三级叶轮泵染纱机198 2011100957298 超低浴比高温脉流染纱机及其控制方法199 2010102638339 一种断染纱生产工艺200 2010105375157 用于染纱的上浆烘干机201 2007100159925 超临界流体连续染纱器202 2006100471575 活性染料经轴染纱方法及设备203 2005100347111 一种纺织浆染纱生产线上高速高压喷花的方法及装置204 2013104552209 一种超低浴比的染纱机染液循环系统205 2013100155652 一种用于高阻燃腈棉防护服面料的纱线、其筒子染纱方法和织造方法206 2014104127158 超临界流体喷染纱线用喷射器207 201410192807X 一种仿段染纱效果的针织印花面料的加工方法208 2012104946475 一种普梳涤棉混纺差别化留白、单染纱线的工艺209 2011800622305 用于纱线卷的和/或缠绕在卷装上的纺织纤维的染色的机器和方法210 2013102884144 筒纱中样染色机211 2010800250492 用于间隔染色纱线的系统和方法212 2012101258952 一种单纱染色方法213 2012102345534 尼龙弹力纱做筒子纱的染色方法214 2012102510298 涤棉混纺弹力纱做筒子纱的染色方法215 2013100000153 染色机装载针梭织纱线、拉链、绳、带、散纤维的染色架1、本套技术资料160元2、资料都为电子版的技术资料,可以根据自己需要选择适合自己的进行打印。