铝合金车身结构的连接方式分析
汽车行业车辆铝车身连接工艺技术方法大全
汽车行业车辆铝车身连接工艺技术方法大全1. 点焊(Spot Welding)点焊是一种常用的车身连接方法,适用于铝合金车身板件的连接。
该方法通过施加电流和压力在连接部位产生高温,使两个板件在瞬间熔化并连接在一起。
2. 溶胶-凝胶焊(Sol-gel bonding)溶胶-凝胶焊是一种将两个铝合金板件通过涂覆溶胶和凝胶剂的方式进行连接的方法。
通过烘烤,溶胶和凝胶剂在高温下熔化和固化,使两个板件牢固连接。
3. 拉铆(Pull Riveting)拉铆是一种将两个板件通过铆钉进行连接的方法。
铆钉在板件两侧通过应用力拉伸,从而将两个板件牢固地固定在一起。
4. 锁缝铆接(Hemming)锁缝铆接是一种常用的车身板件连接方法,适用于铝合金材料的连接。
通过将一片较薄的铝合金板件卷曲成锁缝造型,然后将其与另一片板件铆接在一起,形成一个强大的连接。
5. 螺柱焊接(Stud Welding)螺柱焊接是一种通过将螺柱焊接在车身板件上,并通过螺母固定来进行连接的方法。
螺柱焊接通常用于连接较大的板件或需要承受较大力的连接。
6. 点胶(Adhesive Bonding)点胶是一种使用特殊的胶粘剂将两个铝合金板件连接在一起的方法。
胶粘剂通过固化,使两个板件在连接处形成牢固的结合。
7. 气动铆接(Pneumatic Riveting)气动铆接是一种使用气动工具将铆钉通过压力连接在板件上的方法。
该方法适用于较大规模的连接,能够提供快速且牢固的连接。
8. 控制变砂(Controlled Torsion Sanding)控制变砂是一种通过表面修整和抛光来准备板件连接部位的方法。
通过控制砂纸的旋转和移动,可以准确地对连接部位进行加工,以确保连接的质量和稳定性。
9. 冲压(Stamping)冲压是一种常用的金属板件加工方法,适用于铝合金板件的制造和加工。
通过冲压工艺,可以将平板变形成需求的形状,并准备好进行连接。
10. 铆螺母焊接(Nutsert Welding)铆螺母焊接是一种将螺母通过铆钉焊接在车身板件上的方法,以便固定其他组件。
地铁车辆铝合金车体的铆接工艺

地铁车辆铝合金车体的铆接工艺随着城市化进程的加速,地铁作为城市公共交通工具的重要组成部分,扮演着连接城市各个角落的重要角色。
而地铁车辆的制造与维护则显得尤为重要。
在地铁车辆的制造中,铝合金车体的铆接工艺是其中的重要部分之一。
本文将对地铁车辆铝合金车体的铆接工艺进行介绍。
一、铝合金车体的特点铝合金车体由于其重量轻、耐腐蚀性高、表面处理方便等优点,成为地铁车辆制造的首选材料之一。
它不仅可以有效地提高车辆的装载能力,同时还可以降低车辆的整体重量。
铝合金材料还具有很好的可塑性,便于制造各种形状的车体结构。
但是铝合金车体在制造和装配过程中,需要进行大量的铆接工艺,以确保车体的整体稳定性和安全性。
1. 防腐蚀处理铝合金车体在使用过程中极易受到氧化腐蚀的影响,因此在铆接之前,需要对铝合金材料进行防腐蚀处理。
一般来说,先将铝合金表面进行清洗和除漆处理,然后进行化学氧化处理,最后再进行喷漆处理。
这样可以有效地提高铝合金材料的抗腐蚀能力,延长其使用寿命。
2. 铆接工艺铆接是在连接两个或多个金属构件时,采用钉状铆钉或铆钉组的一种连接方式。
在铝合金车体的制造中,铆接工艺是不可或缺的一部分。
在进行铆接工艺时,需要注意以下几点:(1)钣金准备:在进行铆接之前,需要对车体的钣金部件进行准备工作。
包括清洗、打磨和调整钣金部件的形状和尺寸,确保其平整度和尺寸精确度。
(2)铆接工具选择:在进行铆接工艺时,需要选择适合的铆接工具。
通常使用的铆接工具包括气动铆接枪、液压铆接枪和手动铆接枪等。
根据具体的铆接要求和工件形状,选择合适的铆接工具进行铆接。
(3)铆接技术要求:在进行铆接工艺时,需要掌握一定的铆接技术。
包括铆接点的选择、铆接过程的控制和铆接质量的检查等。
特别是在进行车体的角部和弧形结构的铆接时,需要更加注意铆接的技术要求。
(4)质量控制:在进行铆接工艺时,需要对铆接质量进行严格的控制。
包括铆接点的平整度、铆接强度和铆接密封性等方面的检测和控制,确保铆接质量符合要求。
汽车车身铝合金连接工艺研究
汽车车身铝合金连接工艺研究摘要:汽车车身铝合金连接工艺的研究对车身结构的轻量化和强度提升具有重要意义。
本文主要对车身铝合金连接工艺进行了探讨,包括各种连接方式的优缺点、连接强度的测试方法、工艺参数的选择等。
通过研究和比较,找到了适用于汽车车身的最佳连接工艺,并提出了进一步的改进方案。
关键词:汽车车身,铝合金,连接工艺1.引言随着汽车工业的快速发展,汽车车身的质量和轻量化的要求日益提高。
因此,采用铝合金作为车身材料具有重要意义。
铝合金具有重量轻、强度高、耐腐蚀等特点,是理想的车身材料之一、然而,汽车车身铝合金的连接工艺一直是一个技术难题。
本文旨在对汽车车身铝合金连接工艺进行研究,探讨适用于汽车车身的最佳连接方式。
2.汽车车身铝合金连接方式的优缺点2.1常见的汽车车身铝合金连接方式有焊接、螺栓连接和胶接等。
焊接是最常用的连接方式之一,它可以提供较高的连接强度和刚度,但焊接过程中会产生热影响区和气孔等缺陷,影响连接强度。
螺栓连接具有拆卸方便的优点,但连接强度相对较低。
胶接是一种无钻孔连接方式,可以减少车身的破坏,但需要注意胶接剂的选择和质量。
2.2根据对各种连接方式的研究和比较,最适合汽车车身铝合金连接的方式是结合特定场合情况进行选择。
例如,焊接适用于需要高强度和刚度的连接部位,如车身脊梁等。
螺栓连接适用于需要经常拆卸的部位,如车门和车窗等。
胶接适用于需要减少车身破坏和提高密封性的部位,如车身接缝等。
3.连接强度的测试方法为了评价不同连接方式的连接强度,需要进行相应的测试。
常用的连接强度测试方法有剪切试验、拉伸试验和脱落试验等。
剪切试验主要用于评价焊接和胶接的连接强度,拉伸试验主要用于评价螺栓连接的强度,脱落试验主要用于评价焊接、螺栓连接和胶接的连接强度。
4.工艺参数的选择在选择连接工艺时,需要考虑一些关键的工艺参数,如焊接电流、焊接速度、胶接剂的种类和涂布量等。
这些参数会直接影响连接的强度和质量。
因此,在选择工艺参数时需要进行实验研究,并根据实际情况进行合理选择。
全铝车身维修探讨——胶粘铆接技术
AUTO AFTERMARKET | 汽车后市场时代汽车 全铝车身维修探讨——胶粘铆接技术李霞辉 龙浩南湖南汽车工程职业学院 湖南省株洲市 412001摘 要: 高档车辆的外板件多用于铝合金材料。
伴随铝合金材料技术的不断发展,此种材料也逐渐被应用到汽车内板件中,甚至汽车的全身都可以使用铝合金材料。
铝合金材料的使用促使汽车行业向着轻量化的方向发展。
但是如何做好铝合金材料汽车的维修是目前汽修行业工作人员关注的重点,胶粘铆接技术作为一种新的维修技术,在轻量化汽车的维修上发挥着重要作用。
以下就是本文对全铝车身维修中应用胶粘铆接技术的有关分析,目的是将该技术的积极作用尽可能体现,推动汽车维修行业的进一步发展。
关键词:汽车维修;全铝车身;胶粘铆接技术现阶段汽车制造也正向着轻量化车身的方向发展,其中推动轻量化车身发展的强大力量就是铝合金材料的使用。
铝合金材料作为一种轻量化材料,将其应用在汽车车身制造中可有效降低汽车自重。
轻量化汽车发展的今天,如何做好全铝车身的维修是人们关注的重点,胶粘铆接技术作为维修技术的一种,在全铝车身维修中发挥重要的作用,因此应用胶粘铆接技术对全铝车身进行维修是汽车维修行业研究的重点。
1 车身铝合金内板件连接方式分析高导热率是铝合金材料的主要特点,电流和接触电阻产生的热量会在铝合金材料下快速分散开来。
上述特点直接决定了铝合金材料的板件不适合采用传统焊接技术来焊接。
铝合金材料在焊接时需要确保焊接中电流在10000A以上,基于此在焊接铝合金板件时可采用MIC焊。
由于焊接过程中会产生退火作用,焊接处的强度会明显减弱。
即便是铝合金车身的汽车被修复,但是修复后焊接处会由于车身自身振动和行驶过程中的颠簸出现损害,乃至产生裂纹。
针对此种情况铝合金车身常常使用铆接、粘结的方式来代替焊接[1]。
2 全铝车身维修中的胶粘铆接技术铝整形技术、铝胶粘铆接技术、铝焊接技术是全铝车身维修的常用技术。
其中全铝车身维修中使用频率最高,维修效果最高的就是铝胶粘铆接技术。
轻量化车身设计-铝合金车身连接工艺
5182
冲压件
M6
1
5182
冲压件
M6
1.2
5182
冲压件
M6
1.4
6005A T6
型材
M6
1.5
5182
冲压件
M6
1.5
6005A T6
型材
M6
2
5182
冲压件
M6
3
6005A T6
型材
M8
1.5
5182
冲压件
M8
2
5182
冲压件
M8
2.3
5182
冲压件
M10
3
6005A T6
型材
/
/
/
/
螺栓
板厚(mm)
材料
种类
备注
M6*16
1.2
5182
冲压件
M8*25
1.2
5182
冲压件
二、铝车身连接工艺:FDS
• 简介:FDS攻丝铆接工艺是通过高速旋转使板料变形后攻丝铆接的冷成型工艺
• 1.高速速(最高可达500转/分钟)和高压(最高可达1500N)的物料将被加热
• 2.推进材料(流动钻成型)
• 3.会形成圆柱形
但会使用特殊类型铆钉,铆接实现困难较大。
工艺过程图解
5、SPR位置要求
• 铆接对板材重合面长度、板材边缘到铆钉距离、翻边到底模距离。为了保证铆接效果,铆接位置 遵守的尺寸要求如下
描述
钉类型 S (板材重合面长度)
Ø RIVET [mm]
5.3 3.35
≥ 18
≥ 16
铆接位置要求
S (板材重合面长度)备注: 针对脆性材料如珠履 ≥ 30
基于铝合金车身结构的连接方法研究
S t u d y o n t h e C o n n e c t i o n Me t h o d B l a s e d o n t h e M. A l l o y C a r B 0 d y
S t r u c t u r e
KANG J i e , CHEN We i , ZHANG T i e , W AN G P e i — we i , GONG Ka n
( Do n g f e n g Mo t o r C o r p o r a t i o n T e c h n i c a l C e n t e r , Wu h a n 4 3 0 0 5 8 , C h i n a)
Abs t r a c t : Us e t he a l umi n um a l l o y i n s t e a d o f t r a di t i o na l s t e e l i s t he mos t e f f e c t i v e wa y t o l i g h t we i g h t c a r bo d y ,b ut t he c o nn e c t i o n m e t h od s o f a l - a l l o y b od y b e c ome o ne of t he
r e s t r i c t i n g f a c t o r s .T h i s p a p e r i n t r o d u c e s wo t ma j o r r i v e t i n g o n c o n n e c t i o n f e a t u r e s a n d
基于铝合金车身结构的连接方法研 究
康 洁 , 陈玮 , 张铁 ,汪 沛伟 ,龚侃
浅析钢铝车身先进连接工艺

浅析钢铝车身先进连接工艺发布时间:2022-06-29T08:26:05.299Z 来源:《中国科技信息》2022年5期作者:苏华,安珂,李金山[导读] 汽车车身的连接设计与制造是汽车生产中的重要环节,也是汽车生产新技术研究的主要内容。
文章主要阐述了汽车车身相关连接设计方法及过程中的讲解应用。
苏华,安珂,李金山(奇瑞用车(安徽)有限公司,安徽芜湖 241000)摘要:汽车车身的连接设计与制造是汽车生产中的重要环节,也是汽车生产新技术研究的主要内容。
文章主要阐述了汽车车身相关连接设计方法及过程中的讲解应用。
关键词:车身;连接设计;新技术前言:低碳环保、安全节能、智能化、轻量化是汽车行业发展趋势,车身连接设计开发与制造是整车开发重要组成部分。
随着中国汽车保有量的不断增加,汽车增速逐渐放缓,更新换代周期越来越短,汽车市场的竞争也越来越激烈,如何提高车身的连接设计及制造水平,提升产品竞争力是当前研究的热点。
1、汽车车身连接设计技术为保证整车结构刚度及安全性能要求,采用了以轻质铝合金材料为主,超高强度钢板为辅的钢铝混合车身结构。
整车铝合金比例达到88%。
在钢铝混合车身结构连接设计时,大量使用了钢铝混合车身连接工艺:自冲铆接(SPR)、自攻螺接(FDS)、螺栓连接、压铆、拉铆等冷连接工艺以及铝点焊、激光焊、铝弧焊、铝螺柱焊等热连接工艺。
汽车在使用钢铝混合车身。
2、钢铝车身连接方式分:焊接:CMT(冷金属过渡电弧工艺)、?Deltaspot 电极带式电阻点焊铆接:SPR、FDS、压力铆3、CMT(冷金属过渡电弧工艺)CMT定义及工艺流程CMT冷金属过渡技术是在短路过渡基础上开发的,但同普通GMAW不同的是,送丝不是一成不变的往前送,焊丝不仅会向前送丝,而且还有往回抽的动作。
其焊接过程是:电弧燃烧,加热工件和熔化焊丝,同时焊丝往前送,直到形成的熔滴同工件接触,在这一刻,焊机将焊接电流降至几乎为零,同时枪头处的伺服马达倒转,焊丝往回抽,通过机械方式将熔滴从焊丝端分离,实现熔滴向焊缝处过渡。
铝合金客车车身连接结构分析
铝合金客车车身连接结构分析王泽平(安徽安凯汽车股份有限公司)摘要:从铝合金的铆接、焊接、粘接三个方面分析了铝合金间的连接,并对铝合金与钢之间的连接方式进行阐述。
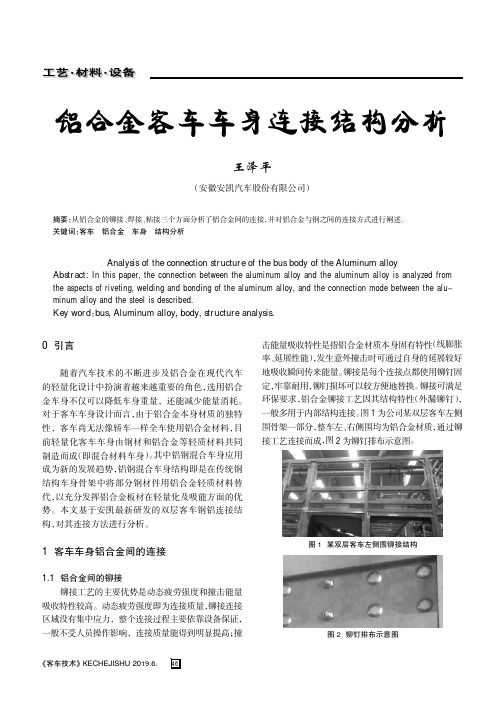
关键词:客车铝合金车身结构分析Analysis of the connection structure of the bus body of the Aluminum alloy Abstract:In this paper,the connection between the aluminum alloy and the aluminum alloy is analyzed from the aspects of riveting,welding and bonding of the aluminum alloy,and the connection mode between the alu原minum alloy and the steel is described.Key word:bus,Aluminum alloy,body,structure analysis.0引言随着汽车技术的不断进步及铝合金在现代汽车的轻量化设计中扮演着越来越重要的角色,选用铝合金车身不仅可以降低车身重量,还能减少能量消耗。
对于客车车身设计而言,由于铝合金本身材质的独特性,客车尚无法像轿车一样全车使用铝合金材料,目前轻量化客车车身由钢材和铝合金等轻质材料共同制造而成(即混合材料车身)。
其中铝钢混合车身应用成为新的发展趋势,铝钢混合车身结构即是在传统钢结构车身骨架中将部分钢材件用铝合金轻质材料替代,以充分发挥铝合金板材在轻量化及吸能方面的优势。
本文基于安凯最新研发的双层客车钢铝连接结构,对其连接方法进行分析。
1客车车身铝合金间的连接1.1铝合金间的铆接铆接工艺的主要优势是动态疲劳强度和撞击能量吸收特性较高。
动态疲劳强度即为连接质量,铆接连接区域没有集中应力,整个连接过程主要依靠设备保证,一般不受人员操作影响,连接质量能得到明显提高;撞击能量吸收特性是指铝合金材质本身固有特性(线膨胀率、延展性能),发生意外撞击时可通过自身的延展较好地吸收瞬间传来能量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
粤 雾
铝合金车身结构 的连接 方式分 析
江 西江铃 集 团新 能源汽 车有 限公 司 曹 振
【 摘要 】文章对铝合金车身结构的连接方式进行分析和探讨 ,旨在为铝合金汽车的研 究提供理论支持。 【 关键词 】 铝合金 ;汽车;车身连接 ;连接方式
一
,
铝 合金 电阻点焊的 问题
铝 合 金 材 料 与传 统 的钢 材 相 比, 最大 的特 点 就 是 质 量轻 ,在 汽车 制造 行业 中铝 合金 的优 势越 来越 明显 。铝 合金 材料 的 特点 主要 有 几点 :密度 低 ,强度 很高 ,铝 合金 的 强度接 近或 超过 优 质钢 ;塑 性好 ,可 以对 铝合 金进 行各 种加 工 ,形成 不 同 的型材 ;铝 合金 的导 电性 、 导热性 以及 抗腐 蚀性 较好 ,在 工业 制造 领域 中的应 用十 分广 泛 ,使 用 量 很 大 ,仅 次 于 钢 。 虽然 铝 合 金 材料 具有 十 分 明显 的优 势 ,在工 业上 的应 用也 十分 广泛 ,但 是铝 合金 材料 应用 过 程 中遇到 的 问题 也越来 越 多 ,比如在 汽 车制造 行业 中使 用铝 合金 材 料 ,铝合 金车 身 的连接 就是 一个 亟待 解 决的 问题 ,传 统 的电阻 电焊 模式 就不 适用 。主 要有 几个 方面 的 问题 : 第 一 ,铝合金容 易形成低熔 点共 晶物,并且这种低 熔点共 晶物的 电阻率比较大 ,如果采用 电阻点焊 的方式 ,在接触面上会产生较大的热 量 ,促使 电极和工件 的接触面上 出现局部熔化的现象,并发生较为剧烈 的共晶反应,导致 电极和工件之 间出现粘连 ,焊点表面的质量较差。 第 二 ,熔 核尺 寸波 动大 。对铝 合金 材料 进行 电阻 电焊 的 时候 , 电极和 工件接 触面 上 的局部 熔 化 、电极 与工件 的粘 连 ,会 导致 电极 表 面的 连续 性被破 坏 ,在连 续 点焊 的过 程 中电极表 面 的不 连续 性具 有 很强 的随机 性 ,所 以导致 电极与 工件 之 间以及 工件 之 间的接 触状 态 不稳 定,连 续 点焊 中熔核直 径波 动较 大 ,焊接 不牢 固 。 第 三 ,铝合 金 点焊 质 量控 制难 度大 。 由于铝 合金 材料 的 电 阻率 较 低 ,阻温 系数 也 比较小 ,从 常规 室温 到熔 化温 度 ,铝合 金材 料 的 电阻 率 的变化 幅 度仅 为 3 倍 左右 ,所 以对 铝合 金 材料 采 用 电 阻点 焊 的方式 进行 焊接 时很 难用 焊接 电参 量 的变化 来描 述焊 接质 量 ,导致 铝 合金 电阻点焊 过程 中 的闭环 控制 难度 较大 。在 铝合 金 点焊 过程 中 出现 的 问题 不仅 有熔 核尺 寸 的波动 ,而 且还 有焊 接 过程 中的 飞溅 和 喷 溅现 象严 重 、焊接 缝连 接不 严密 等 问题 ,所 以采 用点焊 的 方式对 铝 合金 进行 连接 ,远 比钢材 焊接 的质量 控 制难度 大 。
引言
随着 人们 的节 能和 环保 意 识不 断增 强 ,汽 车 行业 的创 新发 展越 来越 快 ,各种 技术 日新 月异 ,汽车 车身 轻量 化是 未来 汽车 行业 发 展 的主要趋 势和方 向 ,当汽 车的车 身重量 降低 1 0 %,燃 油 的经 济性会 提 高3 - 8 %左右 ,一氧 化碳 的排放 量也会 逐渐 减少 ,刹车 距离减 少5 %左 右 ,轮胎寿命 可以提高7 %左右 。因此 可以看 出车身轻量 化的重要性 , 达到车 身轻量化 目的的主要 方法就是对 车身结构 的材质进 行改变 ,铝 合金是 一种质量较轻 的材料 ,比传统 的钢材要轻 很多 ,采 用铝合金 替 代传统 的钢材是最有 效的方 法。但是铝 合金材料应 用过程 中有一个 十 分棘手 的问题 ,即车身的连接 ,常规车 身的连接 主要采用 电焊连接 , 电阻点焊 是最主要 的方式 ,但 是 由于铝 合金材料 的 电阻率 较低 ,导热 率很高 ,所 以采用传 统的 电阻点焊很难 达到焊接 牢固的 目的,也 很难 形成合格 的熔 核 , 因此 在 铝合 金材 料应 用 过程 中必 须要 解 决车 身连 接 问题 。在 铝 合金 材料 应用 过程 中最 常用 的是 连接 ,本 文对 两 种常 见 的连接方 式进 行介 绍 ,并且 对连接 的优 势进 行 了分析 。
过 程 中要 防止 材料 在铆 钉 的作 用下 向凹模 内流 动 ,注意 控制 预 压 的 力 度 。第 二 ,使用 冲头 推动 铆 钉 向下 穿刺上 层 材料 。第 三 ,在 凹模 与冲 头 的共 同作用 下 ,继续 对 铆钉 进行 施力 ,使得 铆钉 尾部 在 下层 金 属 中张 开 ,形成 一个 喇 叭 口的形 状 ,达到 连 接牢 固 的效果 。半空 心 自冲 连接 的动态 疲劳 强度 高 ,可 以重 复生 产 ,而 且可 以实 现 无损 连 接 ,不 同厚 度 的材料 、不 同硬度 的材 料之 间 都可 以组 合 ,而 且半 空心 自冲连 接 方法 的成 本较 低 ,操 作过 程简 单 ,能 耗较 低 ,所 以 当 前 在铝 合金 车 身连接 过程 中 的应用 最为 广泛 。 ( 二 )高速 穿刺 连接 高速 穿 刺 铆 也 是 通过 外力 对 铆 钉 进 行 加 压 , 然 后促 使铆 钉 高 速 穿透 被 连接 材料 ,在 瞬 间高 温和 挤压 作用 下 使得 底层 金属 发 生流 动 ,最 终 流动 到 铆 钉 的 螺 牙制 种 ,永 久 镶 嵌 和 永 久 塑 性 。 高速 穿 刺 连 接 的一 个 最 大 的特 点 就 是 速度 快 ,具 有 较 高 的 抗 拉 强度 以及 抗 剪 切 强 度 ,是 一种 单 侧 连 接 工 艺 ,在 板 材 与 型 材 之 间 进 行 连接 的 时候 十 分 常 用 。 高速 穿 刺 连 接 主 要分 为 定 位 、 冲 击 、 刺 穿 、成 型 四个 步 骤 ,成 型 的关 键 在 于 要 给铆 钉 一 个 瞬 时 巨大 的 冲击 力 , 能够 实 现 一 次 成 型 。 高速 穿 刺 连接 的原 则 是 从 薄 板 冲 到 厚板 ,从 硬 板 冲 到 软 板 。在 铝 合 金 车 身 的 连接 过 程 中也 比较 常 用 , 比 如车 门 洞 内 外 板 与A柱 、B柱 之 间 的连 接 就 可 以采 用 高 速 穿 刺 连 接 方 式 ,连 接 效果 良好 。