3、操作流程示意图
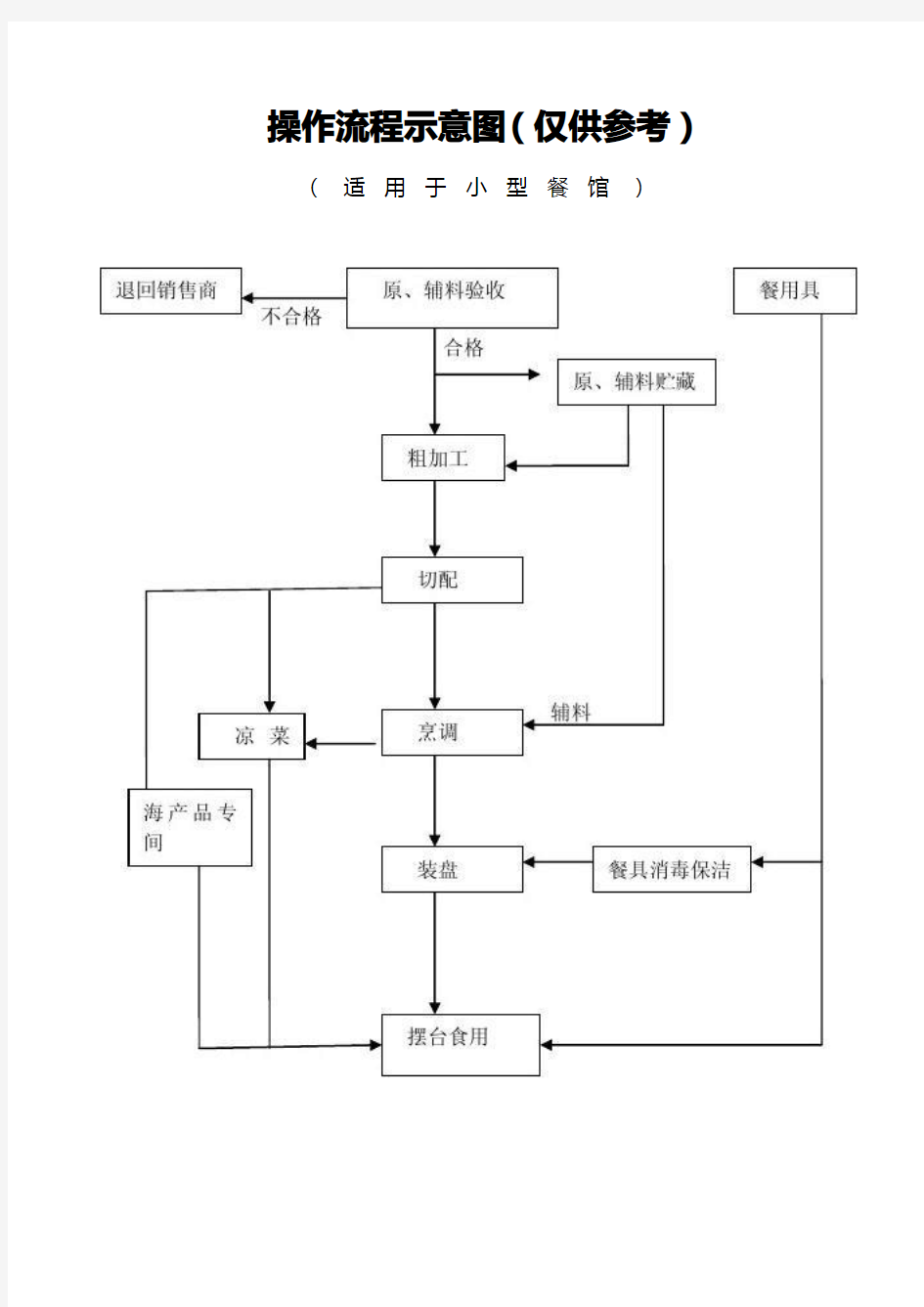
(适用于小型餐馆)
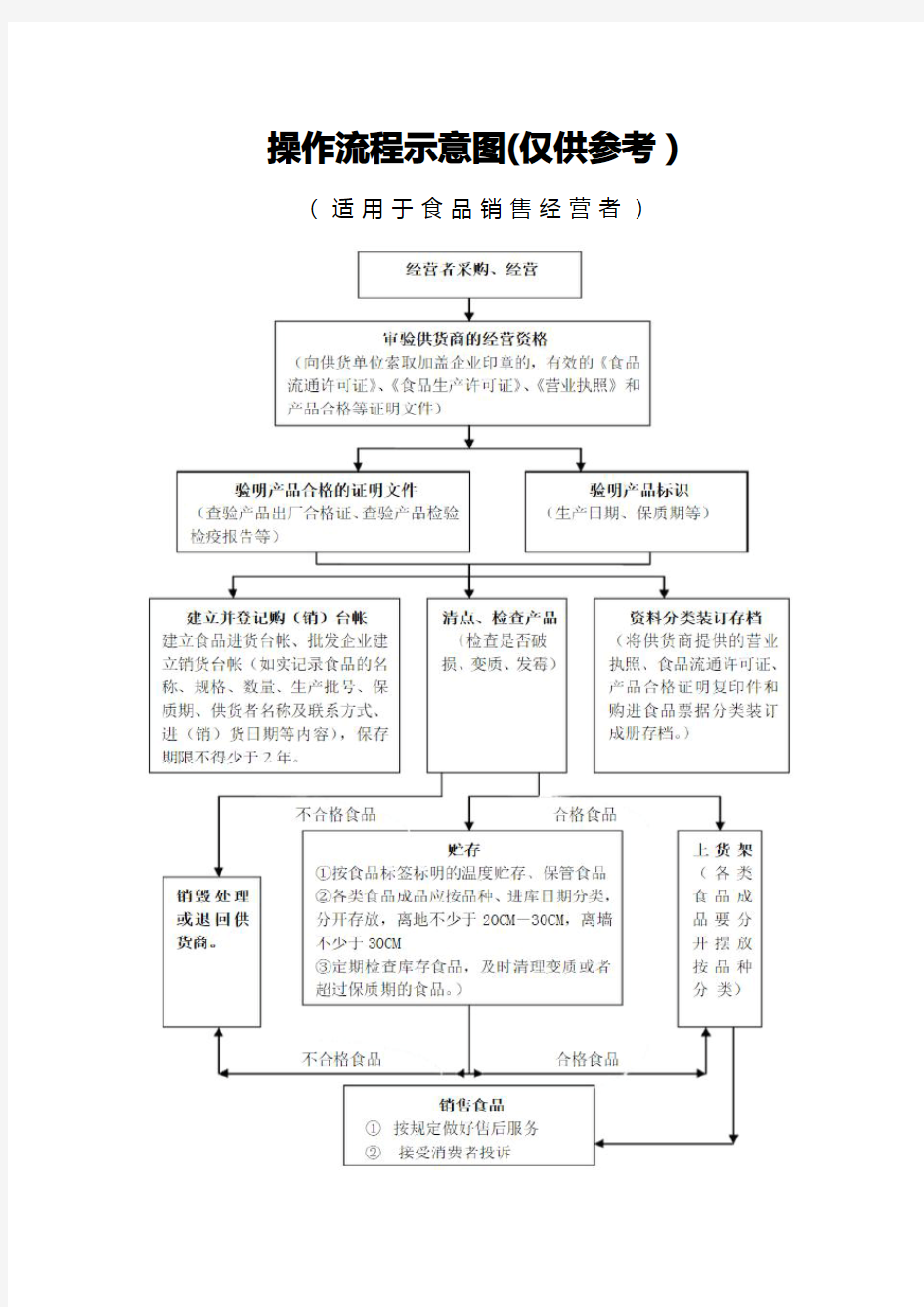
(适用于食品销售经营者)
食品经营单位(餐饮服务类)经营场所和设备布局、操作流程示意图(文件)模板
食品经营单位(餐饮服务类) 经营场所方位和经营场所平面布局、加工流程示意图(文件) 一、 经营场所方位图 1、经营场所周围要有显著标志或知名建筑物或知名单位作参照物; 2、 用文字说明经营场所所处的地理位置**市**区**街(路)**号
二、设备布局图 经营平面布局图: 说明:标注主要设备设施(如:水池、货架、货柜、柜台、冷藏柜、消毒柜、冰柜等,专间内请标示紫外线灯、空调、冷藏设施)。
三、食品加工操作流程图(文件) 1、食品加工操作流程图 说明:如无专间请不要显示生冷食
2、操作流程文件 食品加工操作流程 一、进货流程 1、在供应商处购入产品,审验供货商的经营资格,验明产品的合格文件和产品标示,对食品包装标识进行查验核对。 2、清点、检查产品、建立食品进货查验记录制度,如实记录食品名称、规格、数量、生产批号、保质期、供货者名称及联系方式、进货日期等内容,并记录入库。每天对商家销售的食品进行查验。安全专员要按照食品标签标示的警示标志、警示说明或者注重事项的要求销售预包装食品,确保食品质量合格和食品安全。 3、定期对所有产品进行检查,及时清理变质、超过保质期及其他不符合食品安全要求的产品。 4、用于食品盛放的容器、工具必须符合卫生要求。 二、原料储存 1、鲜肉、鲜鱼具有易腐蚀性,必须在低温下保存。 2、储存的原料要新鲜、干净,每批原料进库时,采用标签的方式标明入库日期、品名,并按入库先后分类存放,严格执行先入先出原则。 3、食品由专人验收入库,严格把关。原料隔墙离地存放。原料储存应防止交叉感染,原料按品种分类摆放。 4、冰箱由专人负责,定期除霜、消毒。水产品、禽、肉类要分类存放,做到生与熟、成品与半成品分开,无异味。不得存放私人食品、药品、杂物。 二、主食加工 (一)程序: 米饭:淘米——上蒸箱蒸熟——分餐——加盖(由主食负责人负责) 面食:称面——加工制作——上蒸箱蒸熟——分餐 ——加盖(由主食负责人负责) (二)卫生要求: 1、不用生虫、霉变、有异味的米、面、果酱、豆馅等原料。 2、蒸箱和各种机械工具用后洗刷干净。 三、副食加工 (一)程序: 摘菜(菜筐)——洗菜(专用洗菜池)泡10分钟——切菜 (菜筐)——烹制——分餐——加盖(由副食负责人负责)。 (二)卫生要求: 1、菜筐、洗菜池无污垢,无残渣。 2、各种蔬菜要摘洗干净,无虫、无泥沙、杂物,摆放整齐。 3、蔬菜制作现摘、现洗、现切、现做。 4、调料符合卫生要求,盛放调料的容器、车,要清洁、无污垢,用后加盖。 5、严格把关,腐烂、变质、霉变的食品一律不得入库。 6、品尝食品要用容器。 7、坚持每餐留验48小时
客户关系管理流程操作说明、示意图
操作流程说明 客户关系管理CRM 企业利用相应的信息技术以及互联网技术来协调企业与顾客间在销售、营销和服务上的交互,从而提升其管理方式,向客户提供创新式的个性化的客户交互和服务的过程。其最终目标是吸引新客户、保留老客户以及将已有客户转为忠实客户。 A客户信息(ERP) 客户信息分两部分1:新客户资料导入,由销售内勤根据业务员提供的客户资料及公司限定的最低折扣包括客户地址、付款条件等进行新客户资料导入。审批通过后可进行销售订单业处理;2:现有客户资料修改,由销售内勤根据相应该的客户折扣变更申请表,经过市场管理部经理及财务审批后,财务根据客户折扣变更申请表进行ERP客户折扣变更。其它资料变更:付款方式、如地址、联系方式等资料由内勤劳自行进行变更。 A1.1新客户 于我司未进行过业务往来客户。 A1.2折扣结算方式 确认客户折扣及结算方式是否符合公司规定范围。 A2.1维护型客户 于我司发生业务的客户。 A2.2折扣、结算变更 由于客户业务量增加减少需要变更折扣及结算方式,并提供相应纸质申请于市场部经理、财务主办会计审批后,由主办会计进行ERP系统内变更。 A1客户帐款 客户于本司发生往来后,导致财务相应帐款的反馈信息。 B客户报价 客户由于采购询价所采取的客户报价。 B1.1报价单 于ERP系统内根据客户产品需求进行的合理报价,并传真于客户作下一步业务沟通。此业务ERP内不作强制性报价单制作要求,可有用销售订单或报价单普通两种方式进行报价。 B1.2线索客户 如报价单成功被新客户接受,此客户将成为线索客户。为下一步客户往来打下基础。 C销售订单 以客户传真采购合同为基准进行的两方业务沟通。 C1.1库存订单(ERP) 根据客户需求(库存产品)(客户传真、签名电子档等信息),进行销售订单的制作。 C1.2定制订单 客户订单产品存在特殊要求,需要进行订单评审后方可进行生产发货。
TFT屏幕工艺标准流程经过
第二章TFT 显示器的制造工艺流程和工艺环境要求 清洗—成膜—光刻—刻蚀—剥离 阵列段是从投入白玻璃基板,到基板上电气电路制作完成。具体见下图: CF 工序是从投入白玻璃基板,到黑矩阵、三基色及ITO 制作完成。具体见下 成膜 [膜[Glass 基[PR 塗布 曝光 [Mask 現像 刻蚀 剥離 [TFT 基 重复[Glass 基
Cell工序是从将TFT基板和CF基板作定向处理后对贴成盒,到切割成单粒后贴上片光片。具体见下图: Module工序是从LCD屏开始到驱动电路制作完成,形成一个显示模块。具体示意图如下: [LCD 绑 [驱动 装 [连接电 [保护 [BLU] [信号基 検 [LCD Module] 第一节阵列段流程 一、主要工艺流程和工艺制程 (一)工艺流程 上海天马采用背沟道刻蚀型(BCE)TFT显示象素的结构。具体结构见下图:
C ' Storage capacitor ITO pixel electrode Cros-s ection -C’ a-Si TFT C Select line Data line 对背沟道刻蚀型TFT结构的阵列面板,根据需要制作的膜层的先后顺序和各层膜间的相互关系,其主要工艺流程可以分为5个步骤(5次光照):第一步栅极(Gate)及扫描线形成 具体包括:Gate层金属溅射成膜,Gate光刻,Gate湿刻等工艺制程(各工艺制程的具体介绍在随后的章节中给出)。经过这些工艺,最终在玻璃基板上形成扫描线和栅电极,即Gate电极。工艺完成后得到的图形见下图:
第二步 栅极绝缘层及非晶硅小岛(Island )形成 具体包括:PECVD 三层连续成膜,小岛光刻,小岛干刻等工艺制程(各工艺制程的具体介绍在随后的章节中给出)。经过这些工艺,最终在玻璃基板上形成 TFT 用非晶硅小岛。工艺完成后得到的图形见下图: C C' Cross-section CC’ C C' SiN a-Si/n+
生产工艺流程示意图和工艺说明
AHF生产工艺流程示意图和工艺说明 干燥的萤石粉经螺旋机进入斗式提升机、卸入萤石粉储仓,再由储仓定时加入萤石计量斗,经电子秤,变频调节螺旋输送机将萤石粉定量送入反应器。 来自硫酸储槽的98%硫酸经电磁流量计、调节阀调节流量送至H2SO4吸收塔吸收尾气中的HF,而后进入洗涤塔洗涤反应气体夹带的粉尘及其夹带的重组分,然后进入混酸槽。发烟硫酸经电磁流量计、调节阀调节流量与98%硫酸配比计量后一并送至混酸槽。在混酸槽中经过混合,使SO3与98%硫酸中的水分及副反应水分充分反应,达到进料酸中水含量为零,而后进入反应器。进入反应器的萤石和硫酸严格控制配比,在加热的条件下氟化钙和硫酸进行反应。反应所需热量由通过转炉夹套的烟道气提供。烟道气来自燃烧炉由煤气燃烧产生。煤气发生炉产生的煤气经管道输送至燃烧炉。离开回转反应炉夹套的烟道气经烟道气循环风机大部分循环回燃烧炉,少量烟道气经烟囱排空。反应系统为微负压操作,炉渣干法处理。 反应生成的粗氟化氢气体,首先进入洗涤塔除去水分、硫酸和粉尘。洗涤塔出来的气体经粗冷器将其大部分水分、硫酸冷凝回洗涤塔。粗冷后的气体经HF水冷、一级冷凝器和二级冷凝器将大部分HF 冷凝,冷凝液流入粗氟化氢中间储槽;未凝气为SO2、CO2、SiF4、惰性气体及少量HF进入H2SO4吸收塔,用硫酸吸收大部分HF后进入尾气处理系统。粗HF凝液自粗HF中间储槽定量进入精馏塔,塔底为重组分物料,返回洗涤酸循环系统,塔顶HF经冷凝后进入脱气塔,从脱气塔底部得到无水氟化氢经成品冷却器冷却后进入AHF检验槽,分
析合格后进入AHF 储槽,后送至充装工序灌装槽车或钢瓶出售。从脱气塔顶排出的低沸物和部分未凝HF 气一起进入H 2SO 4吸收塔,在此大部分HF 被硫酸吸收。工艺尾气经水洗、碱洗后,除去尾气中的SiF 4及微量HF ,生成氟硅酸,废气经洗涤处理后达标排放。生产装置采用DCS 集散控制系统。 其化学反应过程如下: CaF 2+H 2SO 4?→? 2HF ↑+CaSO 4 (1) SiO 2+4HF ?→? SiF 4+2H 2O (2) SiF 4+2HF ?→ ?H 2SiF 6 (3) CaCO 3+H 2SO 4 ?→ ?CaSO 4+H 2O +CO 2 (4) ·生产采取的工艺技术主要包括7个生产装置 萤石干燥单元 萤石给料计量单元 酸给料计量单元 反应单元 精制单元 尾气回收单元 石膏处理单元 附:生产工艺流程示意图 ↓ ↓
办食品经营许可流程及流程图
办食品经营许可流程及流程 1.1.1新办食品经营许可 1.1.1.1业务描述 申请者按照《食品经营许可管理办法》规定的条件要求和申请方式,提交相应材料到食品药品监督管理部门。其中新设立的企业需提交营业执照。 食品药品监督管理部门审查提交的材料,决定是否受理,并出具受理与否相应通知书。 食品药品监督管理部门受理申请者申请后,对材料进行审查,并根据情况决定是否采用特别程序,如现场核查等方式对申请者经营条件进行核查,出具相应行政许可决定通知书,同时打印《食品经营许可证》给申请者。 1.1.1.2业务流程 具体流程如下: ?申请人提交申请材料; ?许可机关受理人对申请资料进行形式审查,对申请材料是否齐全、是否是业务受理范围进行审查,签署受理意见。申请材料不齐全 或者不符合法定形式的,告知申请人补正材料;申请资料齐全的, 出具收到申请材料的凭据。予以受理的,签署审核意见表,同时 出具受理通知书。不予受理的,告知申请人理由及诉权,同时出 具不予受理通知书; ?许可机关审核人审核提交的材料,决定是否采用特别程序。如需听证,组织进行听证,记载听证结论;如需进行现场核查,则指 派现场核查人员进行现场核查,填写《食品经营许可现场核查表》 并签署核查意见; ?许可机关审核人作出是否准予行政许可的审批决定。准予许可的,出具《食品经营许可证》申请准予通知书,告知申请人领取《食 品经营许可证》;不予许可的,出具《食品经营许可证》申请驳 回通知书,说明理由,告知诉权;
?许可机关发证人发放《食品经营许可证》; ?申请人领取《食品经营许可证》; ?许可机关归档人进行文件归档。 1.1.1.3业务信息 新办许可的业务信息包括: 申请材料: a.《食品经营许可证》申请书; b.营业执照或者其他主体资格证明文件复印件; c.经营场所合法使用的有关证明(如房屋所有权证或租赁协议等) d.食品从业人员健康体检合格证复印件(正反面复印) e.食品经营场所和食品经营场所外设置的仓库(包括自有和租赁), 以及与食品经营相适应的主要设备设施布局、操作流程的示意图 等文件(经营场所和经营场所外设置的仓库地理位置图和标明各 功能间面积的设备设施布局流程图); f.食品安全自查、从业人员健康管理、进货查验记录、食品安全事 故处置等保证食品安全的规章制度; g.食品安全突发事件应急处置预案; h.符合相关规定的食品安全管理人员培训证明资料及1寸彩照2张; i.关键环节食品加工规程; j.生活饮用水检测报告; k.利用自动售货设备从事食品销售的,申请人还应当提交自动售货设备的产品合格证明、具体放置地点,经营者名称、住所、联系 方式、食品经营许可证的公示方法等材料;申请人申请通过互联 网从事食品经营的,还应具有可现场登录申请人网站、网页或微 店等功能的设施设备。 l.申请销售散装熟食制品的,应当提交与挂钩生产单位的合作协议(合同),提交生产单位的《食品生产许可证》复印件;
铸造工艺流程介绍
铸造生产的工艺流程 铸造生产是一个复杂的多工序组合的工艺过程,它包括以下主要工序: 1)生产工艺准备,根据要生产的零件图、生产批量和交货期限,制定生产工艺方案和工艺文件,绘制铸造工艺图; 2)生产准备,包括准备熔化用材料、造型制芯用材料和模样、芯盒、砂箱等工艺装备; 3)造型与制芯; 4)熔化与浇注; 5)落砂清理与铸件检验等主要工序。 成形原理 铸造生产是将金属加热熔化,使其具有流动性,然后浇入到具有一定形状的铸型型腔中,在重力或外力(压力、离心力、电磁力等)的作用下充满型腔,冷却并凝固成铸件(或零件)的一种金属成形方法。 图1 铸造成形过程
铸件一般作为毛坯经切削加工成为零件。但也有许多铸件无需切削加工就能满足零件的设计精度和表面粗糙度要求,直接作为零件使用。 型砂的性能及组成 1、型砂的性能 型砂(含芯砂)的主要性能要求有强度、透气性、耐火度、退让性、流动性、紧实率和溃散性等。2、型砂的组成 型砂由原砂、粘接剂和附加物组成。铸造用原砂要求含泥量少、颗粒均匀、形状为圆形和多角形的海砂、河砂或山砂等。铸造用粘接剂有粘土(普通粘土和膨润土)、水玻璃砂、树脂、合脂油和植物油等,分别称为粘土砂,水玻璃砂、树脂砂、合脂油砂和植物油砂等。为了进一步提高型(芯)砂的某些性能,往往要在型(芯)砂中加入一些附加物,如煤份、锯末、纸浆等。型砂结构,如图2所示。 图2 型砂结构示意图 工艺特点 铸造是生产零件毛坯的主要方法之一,尤其对于有些脆性金属或合金材料(如各种铸铁件、有色合金铸件等)的零件毛坯,铸造几乎是唯一的加工方法。与其它加工方法相比,铸造工艺具有以下特点:1)铸件可以不受金属材料、尺寸大小和重量的限制。铸件材料可以是各种铸铁、铸钢、铝合金、铜合金、镁合金、钛合金、锌合金和各种特殊合金材料;铸件可以小至几克,大到数百吨;铸件壁厚可以从0.5毫米到1米左右;铸件长度可以从几毫米到十几米。 2)铸造可以生产各种形状复杂的毛坯,特别适用于生产具有复杂内腔的零件毛坯,如各种箱体、缸体、叶片、叶轮等。 3)铸件的形状和大小可以与零件很接近,既节约金属材料,又省切削加工工时。 4)铸件一般使用的原材料来源广、铸件成本低。 5)铸造工艺灵活,生产率高,既可以手工生产,也可以机械化生产。 铸件的手工造型 手工造型的主要方法 砂型铸造分为手工造型(制芯)和机器造型(制芯)。手工造型是指造型和制芯的主要工作均由手工完成;机器造型是指主要的造型工作,包括填砂、紧实、起模、合箱等由造型机完成。泊头铸造工量具友介绍手工造型的主要方法: 手工造型因其操作灵活、适应性强,工艺装备简单,无需造型设备等特点,被广泛应用于单件小批量生产。但手工造型生产率低,劳动强度较大。手工造型的方法很多,常用的有以下几种: 1.整模造型 对于形状简单,端部为平面且又是最大截面的铸件应采用整模造型。整模造型操作简便,造型时整个模样全部置于一个砂箱内,不会出现错箱缺陷。整模造型适用于形状简单、最大截面在端部的铸件,如齿轮坯、轴承座、罩、壳等(图2)。
食品经营单位(销售类)经营场所和设备布局、操作流程示意图(文件)模板
经营场所方位和经营场所平面布局 经营场所方位图 星星标识处为经营场所所在地,经营场所所处的地理位置:郑州市二七区铭功路与自由路交叉口华润大厦27楼07室
一、设备布局图 经营平面布局图: 说明:标注主要设备设施(如:货架、电脑、货柜、柜台、冷藏柜、冰柜等);
二、食品销售操作流程图(文件) 1、食品销售操作流程图
2、操作流程文件 食品销售操作流程 一、进销货流程 1、在供应商处购入产品,审验供货商的经营资格,验明产品的合格文件和产品标示,对食品包装标识进行查验核对。 2、清点、检查产品、建立食品进货查验记录制度,如实记录食品名称、规格、数量、生产批号、保质期、供货者名称及联系方式、进货日期等内容,并记录入库。每天对商家销售的食品进行查验。销售人员要按照食品标签标示的警示标志、警示说明或者注重事项的要求销售预包装食品,确保食品质量合格和食品安全。 3、定期对所有产品进行检查,及时清理变质、超过保质期及其他不符合食品安全要求的产品,主动将其退出市场,并做好相关记录。对即将到达保质期的食品,集中进行摆放,并作出明确的标示。 4、用于食品销售的容器、销售工具必须符合卫生要求。 5、销售散装食品,应当在散装食品的容器、外包装上标明食品的名称、生产日期、保质期、生产经营者名称及联系方式等内容。 6、销售散装、裸装食品必须有防蝇防尘设施,防止食品被二次污染。 7、批发销售的情况应建立销售台帐备查,账目保管期限为二年。 8、销售并建立客户档案,提供食品时向消费者提供有关销售凭证(发票、信誉卡),做出特殊承诺的提供书面凭证。 二、不合格食品退市 1、食品安全管理人员在食品经营中发现经营的食品不符合食品安全标准,或接到执 法部门、生产企业的召回通知,应当立即停止营业,下架封存,做好登记,并及时通知政府监管部门。 2、通知相关生产经营者或供货商,并记录停止经营和通知情况。 3、在经营场所向消费者公示召回食品的名称、批号等信息,并安排专人处置消费者退货事宜。 4、被召回食品,食品安全管理人员应当进行无害化处置并予以封存,做好记录,严 禁再次流入市场。 5、召回及封存食品的情况要及时通知供货商即政府监管部门。 6、不合格食品的处置。与供货商有合同约定的,按照约定执行。政府监管部门有明确要求的,按照政府部门的通知要求进行处置。 7、政府部门命令召回的不合格食品,其召回和销毁处置流程依照《食品安全法》等法律法规的规定及政府监管部门的通知要求执行。 8、不合格食品退换货、下架封存、召回等处置资料,要建立专门的档案进行保管,以备查验。
化工工艺流程图画法
第十二章化工工艺图
第十二章 化工工艺图 ?教学内容: ?1、化工制图中的一些标准规范和绘制方法; ?2、化工制图前的准备工作; ?3、化工工艺图。 ?教学要求: ?1、熟悉化工设备图样的基本知识; ?2、掌握化工流程方案图、带控制点的工艺流程图 的画法与阅读。 ?重难点: ?化工流程方案图、带控制点的工艺流程图的画法。
?§1 化工制图中的一些标准规范和绘制方法 ?一、视图的选择 ?绘制化工专业图样(这里主要指化工零件图、化工设备图),首先要选定视图的表达方案,其基本要求和机械制图大致相同,要求能准确地反映实际物体的结构、大小及其安装尺寸,并使读图者能较容易地明白图纸所反映的实际情况。 ?大多数化工设备具有回转体特征,在选择主视图的时候常会将回转体主轴所在的平面作为主视图的投影平面。如常见的换热器、反应釜等。一般情况下,按设备的工作位置,将最能表达各种零部件装配关系、设备工作原理及主要零部件关键结构形状的视图作为主视图。
?主视图常采用整体全剖局部部分剖(如引出的接管、人孔等)并通过多次旋转的画法,将各种管口(可作旋转)、人孔、手孔、支座等零部件的轴向位置、装配关系及连接方法表达出来。 ?选定主视图后,一般再选择一个基本视图。对于立式设备,一般选择俯视图作为另一个基本视图;而对于卧式设备,一般选择左视图作为另一个基本视图。另一个基本视图主要用以表达管口、温度测量孔、手孔、人孔等各种有关零部件在设备上的周向方位。 ?
?有了两个基本视图后,根据设备的复杂程度,常常需要各种辅助视图及其他表达方法如局部放大图、某某向视图等用以补充表达零部件的连接、管口和法兰的连接以及其他由于尺寸过小无法在基本视图中表达清楚的装配关系和主要尺寸。需要注意,不管是局部放大图还是某某向视图均需在基本视图中作上标记,并在辅助视图中也标上相同的标记,辅助视图可按比例绘制,也可不按比例绘制,而仅表示结构关系。
生产工艺流程及产排污点位示意图
1、4000t/a α-羟基环己基甲酰苯项目 1.1化学方程式 COOH PCl 3 COCl 3 3 H 3PO 3 AlCl O HCl COCl HCl COCl H 2O COOH O HCl Cl 2 O Cl NaCl O Cl O OH 副反应: O HCl Cl 2 O Cl NaOH NaCl O Cl O OH H 2O COOH NaOH COONa
1.2 生产工艺流程 (1) 项目生产工艺流程及污染物产生点位见图1.2-1。 备注:Gn-废气污染物、Wn-水污染物、Sn-固体废物。 图1.2-1 项目生产工艺流程及污染物产生点位图 (2)工艺过程简述: a、酰氯化
将一定量的环己甲酸及三氯化磷加入酰氯化釜,蒸汽加热至70℃,常压下进行酰氯化反应,反应结束后过滤,中间产品环己酰氯进库。副产品亚磷酸出售。 b、合成 将一定量的三氯化铝和苯加入合成釜,滴加环己酰氯,冷冻盐水控制温度20℃左右进行反应,反应过程中产生的氯化氢气体经水吸收生成副产品盐酸(未吸收含氯气、HCl废气G2-1去废气处理装置)。反应结束后合成液去水解釜。(本条件下生产的产品的规格为99.5%) c、水解、酸洗向水解釜中加入一定量水,保持温度40℃进行水解,水解结束后,下层废水去碱式氯化铝工段。再向釜中加入水和盐酸,升温至55℃进行酸洗,下层的废水去碱式氯化铝工段,上层去脱溶釜。 d、脱溶 蒸汽加热至110℃,常压下进行脱溶,脱出的苯去苯中间罐回用(含苯不凝废气G2-2去废气处理装置),剩余物去氯化釜。 e、氯化 向氯化釜中缓慢通入氯气,用循环水将釜温冷却至45℃进行氯化反应。反应过程中产生的氯化氢气体经水吸收后生成副产品盐酸。反应结束后,氯化液去碱解釜。 f、碱解 碱解釜中加入一定量的氢氧化钠溶液和水,蒸汽加热至65℃进行碱解。结束后,分层,下层废水W2-1去厂污水预处理设施。上层有机层去精馏釜。 g、精馏 将精馏釜用导热油加热至190℃、-0.1KPa下精馏,α-羟基环己基甲酰苯粗品去结晶釜(含α-羟基环己基甲酰苯不凝废气G2-3去废气处理装置)。 h、结晶 向结晶釜中加入一定量的石油醚、冷冻盐水冷却至5℃进行结晶,结晶结束后,去滤槽过滤,液相可再次回用或去脱溶釜,脱出石油醚,脱溶后的物料进精馏釜进行缩环使用(含石油醚不凝废气G2-3去废气处理装置),固相去烘房烘干后即得α-羟基环己基甲酰苯成品。 1.3物料平衡分析
网版制作工艺流程(doc 6)
网版制作工艺流程 目前,市场网版制作工艺因其原材料不同,生产工艺也就有所不同。据了解,目前市场上用来制作网版的原材料有三种类型:液态型直接法感光胶,预敏化型的直接法胶片及间接法胶片。由于三种原材料的特性与功能不同,其使用操作工艺也就有所不同。 一、液态型直接法感光胶 感光胶的优点是工艺简单、经济、实用。其特性有曝光速度快,网版经久耐用而且去膜容易,优良的耐溶性,其生产工艺流程是: 网前处理及选网→配胶→涂胶→干燥→曝光→显影→待用 其工作环境为温度15~20℃,相对温度50~65%,黄灯下暗房操作。 ※网前处理及选网 新丝网在使用前必须用磨网膏进行网前处理,每个网版都要用脱脂剂彻底脱脂,具体操作方法是用水淋湿丝网两面,涂上磨网膏或脱脂剂,然后用毛刷涂均匀并静置1分钟,最后用清水冲洗干净。 使用过的网如果不再使用,可用脱膜剂浸泡,然后清洗干净,使用前必须做脱脂处理工艺。 丝网清洗好后,烘干处理待用。制网者可根据所需要的网牍目数进行选网:丝
印线路一般用120T/cm,阻焊100-120T/cm,字符100-120T/cm,碳桥油43-120T,印剥离兰胶18-36T。 ※配胶 直接法感光胶目前市上有二种类型:一种是单液型,这种类型是把敏化剂在生产时直接配制的感光胶,可直接使用的类型;另一种是“二元固化”感光胶。这种感光胶在使用前必须进行配置,即把敏化剂加入适量水均匀搅拌后倒入感光胶中,经过上下左右充分搅拌,即配制完成。配胶工作最少要在使用前两个小时完成,最佳的方法是在前一个工作日下班前配好胶,第二天上班即用。切记,配好的胶必须静置2小时以上,让胶中泡沫消失才可使用,否则会出现意想不到的质量事故。 ※涂胶 把干燥好的待用网放置在涂胶台上,把适量的感光胶倒入刮刀内,先涂印刷面(丝网的凸面),后涂油墨面(丝网的凹面),一般每面3刀次,如果要求厚网版,那么可分多次涂刷,即第一次涂胶后,立即放入30-40℃的烘箱中烘干,取出丝网再次涂胶,根据所要求厚度,决定涂胶次数,注意一般印刷面(凸面)要比油墨面(凹面)多涂2-3刀次。 涂胶工艺十分重要,网版质量好坏,全靠涂胶,要求版面厚度均匀一致,有立体感。 ※干燥 丝印感光胶涂刷完后,先静置1-2分钟,然后把丝网放进40℃左右的烘箱中
生产工艺流程图和铸造工艺流程
生产工艺流程图 铸造生产的工艺流程 铸造生产是一个复杂的多工序组合的工艺过程,它包括以下主要工序: 1)生产工艺准备,根据要生产的零件图、生产批量和交货期限,制定生产工艺方案和工艺文件,绘制铸造工艺图; 2)生产准备,包括准备熔化用材料、造型制芯用材料和模样、芯盒、砂箱等工艺装备;3)造型与制芯; 4)熔化与浇注; 成形原理 铸造生产是将金属加热熔化,使其具有流动性,然后浇入到具有一定形状的铸型型腔中,在重力或外力(压力、离心力、电磁力等)的作用下充满型腔,冷却并凝固成铸件(或零件)的一种金属成形方法。 图1 铸造成形过程 铸件一般作为毛坯经切削加工成为零件。但也有许多铸件无需切削加工就能满足零件的设计精度和表面粗糙度要求,直接作为零件使用。 型砂的性能及组成 1、型砂的性能 型砂(含芯砂)的主要性能要求有强度、透气性、耐火度、退让性、流动性、紧实率和溃散性等。 2、型砂的组成
型砂由原砂、粘接剂和附加物组成。铸造用原砂要求含泥量少、颗粒均匀、形状为圆形和多角形的海砂、河砂或山砂等。铸造用粘接剂有粘土(普通粘土和膨润土)、水玻璃砂、树脂、合脂油和植物油等,分别称为粘土砂,水玻璃砂、树脂砂、合脂油砂和植物油砂等。为了进一步提高型(芯)砂的某些性能,往往要在型(芯)砂中加入一些附加物,如煤份、锯末、纸浆等。型砂结构,如图2所示。 图2 型砂结构示意图 工艺特点 铸造是生产零件毛坯的主要方法之一,尤其对于有些脆性金属或合金材料(如各种铸铁件、有色合金铸件等)的零件毛坯,铸造几乎是唯一的加工方法。与其它加工方法相比,铸造工艺具有以下特点: 1)铸件可以不受金属材料、尺寸大小和重量的限制。铸件材料可以是各种铸铁、铸钢、铝合金、铜合金、镁合金、钛合金、锌合金和各种特殊合金材料;铸件可以小至几克,大到数百吨;铸件壁厚可以从0.5毫米到1米左右;铸件长度可以从几毫米到十几米。 2)铸造可以生产各种形状复杂的毛坯,特别适用于生产具有复杂内腔的零件毛坯,如各种箱体、缸体、叶片、叶轮等。 3)铸件的形状和大小可以与零件很接近,既节约金属材料,又省切削加工工时。 4)铸件一般使用的原材料来源广、铸件成本低。 5)铸造工艺灵活,生产率高,既可以手工生产,也可以机械化生产。 铸件的手工造型 手工造型的主要方法 砂型铸造分为手工造型(制芯)和机器造型(制芯)。手工造型是指造型和制芯的主要工作均由手工完成;机器造型是指主要的造型工作,包括填砂、紧实、起模、合箱等由造型机完成。泊头铸造工量具友介绍手工造型的主要方法: 手工造型因其操作灵活、适应性强,工艺装备简单,无需造型设备等特点,被广泛应用于单件小批量生产。但手工造型生产率低,劳动强度较大。手工造型的方法很多,常用的有以下几种: 1.整模造型 对于形状简单,端部为平面且又是最大截面的铸件应采用整模造型。整模造型操作简便,造型时整个模样全部置于一个砂箱内,不会出现错箱缺陷。整模造型适用于形状简单、最大截面在端部的铸件,如齿轮坯、轴承座、罩、壳等(图2)。 图整模造型 2.分模造型 当铸件的最大截面不在铸件的端部时,为了便于造型和起模,模样要分成两半或几部分,这种造型称为分模造型。当铸件的最大截面在铸件的中间时,应采用两箱分模造型(图3),模样从最大截面处分为两半部分(用销钉定位)。造型时模样分别置于上、下砂箱中,分模面(模样与模样间的接合面)与分型面(砂型与砂型间的接合面)位置相重合。两箱分模造型广泛用于形状比较复杂的铸件生产,如水管、轴套、阀体等有孔铸件。
操作流程示意图
操作流程示意图 万能材料试验机实验操作规程: 1、接好电源线,按“菜单”键,按“开泵”按钮。 2、开动送油阀使工作台上升约5毫米,然后关闭送油阀,如果工作台已在升起 位置时,则不必先开动油泵送油,仅将送油阀关好即可。 3、液晶仪请零点。 4、将试样的一端夹于下钳口中。 5、按上升按钮,将中横梁升降到适当高度,将试样另一端夹在上钳口中(须注 意使试样垂直)。 6、按试验要求的加荷速度,缓慢的拧开送油阀进行加荷试验。 7、试样断裂后,关闭送油阀。 8、取下断裂后的试样。 9、打开回油阀卸荷。 10、压缩及弯曲等试验可参照上述各项进行操作。 压力试验机操作步骤 1、送三相及单项电源; 2、按下油泵启动按钮,启动油泵,预热5分钟; 3、关闭回油阀,打开送油阀,并注意观看压力机活塞,控制送油阀使其缓慢上 升; 4、压力机活塞上升1~4mm后,然后关闭送油阀; 5、此时按下压力机控制柜数字显示器上的“清零”键; 6、按指定的加荷速度均匀加荷,直到试块破裂; 7、试块破裂后,关闭送油阀,打开回油阀; 8、重复上述步骤,然后做下一组试验。 水泥细度负压筛析仪操作步骤 1、本仪器采用箱子及塑料袋包装,开箱后应检查产品合格证、装箱单、使用说 明书等资料是否齐全,并仔细阅读使用书。 2、将仪器安放在平整且水平的地面上,打开后门,检查所有零部件是否都已安 装好,注意使各连接管口保持紧密状态,然后将电源插头插入220V交流电源插座内,并有可靠接地,仪器即可投入使用。 3、将计时器定于所需时间,打开电源仪器即可工作,时间到所定时间仪器自动 停止工作,如果工作负压超出了“-4000~6000Pa”的范围,应旋动调压旋钮将负压调节在国标规定的范围之内。 4、按GB1345—91进行筛分时,先用天平称出25g的水泥试样,倒入试验筛内 并盖上筛盖,然后起动仪器,待停机后取下试验筛,将筛余物料倒入天平称量,得出筛析结果。 电子控温远红外干燥箱: 1、先将前面板电源接通。 2、将电源开关POWER至ON位置。
食品经营单位(销售类)经营场所和设备布局、操作流程示意图(文件)模板
精品文档 经营场所方位和经营场所平面布局 经营场所方位图 北 中亨花园四号院 悦府小区 郑州市 社区卫 生服务 站 星星标识处为经营场所所在地,经营场所所处的地理位置:郑州市二七区铭功路与自由路交叉口华 润大厦27楼07室
设备布局图 经营平面布局图: 65平方米 说明:标注主要设备设施(如:货架、电脑、货柜、柜台、冷藏柜、冰柜 等)
、食品销售操作流程图(文件)1、食品销售操作流程图
2、操作流程文件 食品销售操作流程 一、进销货流程 1、在供应商处购入产品,审验供货商的经营资格,验明产品的合格文件和产品标示,对食品包装标识进行查验核 对。 2、清点、检查产品、建立食品进货查验记录制度,如实记录食品名称、规格、数量、生产批号、保质期、供货者 名称及联系方式、进货日期等内容,并记录入库。每天对商家销售的食品进行查验。销售人员要按照食品标签标示的警 示标志、警示说明或者注重事项的要求销售预包装食品,确保食品质量合格和食品安全。 3、定期对所有产品进行检查,及时清理变质、超过保质期及其他不符合食品安全要求的产品,主动将其退岀市场, 并做好相关记录。对即将到达保质期的食品,集中进行摆放,并作岀明确的标示。 4、用于食品销售的容器、销售工具必须符合卫生要求。 5、销售散装食品,应当在散装食品的容器、外包装上标明食品的名称、生产日期、保质期、生产经营者名称及联 系方式等内容。 6、销售散装、裸装食品必须有防蝇防尘设施,防止食品被二次污染。 7、批发销售的情况应建立销售台帐备查,账目保管期限为二年。 8销售并建立客户档案,提供食品时向消费者提供有关销售凭证(发票、信誉卡),做岀特殊承诺的提供书面凭证。 二、不合格食品退市 1、食品安全管理人员在食品经营中发现经营的食品不符合食品安全标准,或接到执 法部门、生产企业的召回通知,应当立即停止营业,下架封存,做好登记,并及时通知政府监管部门。 2、通知相关生产经营者或供货商,并记录停止经营和通知情况。 3、在经营场所向消费者公示召回食品的名称、批号等信息,并安排专人处置消费者退货事宜。 4、被召回食品,食品安全管理人员应当进行无害化处置并予以封存,做好记录,严 禁再次流入市场。 5、召回及封存食品的情况要及时通知供货商即政府监管部门。 6、不合格食品的处置。与供货商有合同约定的,按照约定执行。政府监管部门有明确要求的,按照政府部门的通 知要求进行处置。 7、政府部门命令召回的不合格食品,其召回和销毁处置流程依照《食品安全法》等法律法规的规定及政府监管部 门的通知要求执行。 8不合格食品退换货、下架封存、召回等处置资料,要建立专门的档案进行保管,以备查验
炼钢生产过程及流程图详解(全)
钢铁生产工艺主要包括:炼铁、炼钢、轧钢等流程。 (1)炼铁:就是把烧结矿和块矿中的铁还原出来的过程。焦炭、烧结矿、块矿连同少量的石灰石、一起送入高炉中冶炼成液态生铁(铁水),然后送往炼钢厂作为炼钢的原料。 炼铁是还原反应。先是利用氧把矿石中铁及其他物质氧化为三氧化二铁、硫、磷的氧化物等。硫的氧化物经过处理后排放,磷的氧化物还要加入石灰后转化为矿渣后排出。主要反应为利用 C 把铁的氧化物还原 2 Fe2O3+ 3 C=4 Fe+ 3 CO2. (2)炼钢:是把原料(铁水和废钢等)里过多的碳及硫、磷等杂质去掉并加入适量的合金成分。 炼钢是氧化反应,是炼铁后的进一步加工。 主要是除去Fe中多余的 C ,因为 C 的含量太高影响钢的韧性。反应式为: C+O2 = CO2 。 (3)连铸:将钢水经中间罐连续注入用水冷却的结晶器里,凝成坯壳后,从结晶器以稳定的速度拉出,再经喷水冷却,待全部凝固后,切成指定长度的连铸坯。 (4)轧钢:连铸出来的钢锭和连铸坯以热轧方式在不同的轧钢机轧制成各类 钢材,形成产品。 炼钢工艺总流程图
炼焦生产流程:炼焦作业是将焦煤经混合,破碎后加入炼焦炉内经干馏后产生热焦碳及粗焦炉气之制程。 烧结生产流程:烧结作业系将粉铁矿,各类助熔剂及细焦炭经由混拌、造粒后,经由布料系统加入烧结机,由点火炉点燃细焦炭,经由抽气风车抽风完成烧结反应,高热之烧结矿经破碎冷却、筛选后,送往高炉作为冶炼铁水之主要原料。
还原气体,还原铁矿石,产生熔融铁水与熔渣之炼铁制程。 转炉生产流程:炼钢厂先将熔铣送前处理站作脱硫脱磷处理,经转炉吹炼后,再依订单钢种特性及品质需求,送二次精炼处理站(RH真空脱气处理站、Ladle Injection盛桶吹射处理站、VOD真空吹氧脱碳处理站、STN搅拌站等)进行各种处理,调整钢液成份,最后送大钢胚及扁钢胚连续铸造机,浇铸成红热钢胚半成品,经检验、研磨或烧除 表面缺陷,或直接送下游轧制成条钢、线材、钢板、钢卷及钢片等成品。
光刻工艺流程
光刻工艺流程 Lithography Process 摘要:光刻技术(lithography technology)是指集成电路制造中利用光学—化学反应原理和化学,物理刻蚀法,将电路图形传递到单晶表面或介质层上,形成有效图形窗口或功能图形的工艺技术。光刻是集成电路工艺中的关键性技术,其构想源自于印刷技术中的照相制版技术。光刻技术的发展使得图形线宽不断缩小,集成度不断提高,从而使得器件不断缩小,性能也不断提利用高。还有大面积的均匀曝光,提高了产量,质量,降低了成本。我们所知的光刻工艺的流程为:涂胶→前烘→曝光→显影→坚膜→刻蚀→去胶。 Abstract:Lithography technology is the manufacture of integrated circuitsusing optical - chemical reaction principle and chemi cal, physical etching method, the circuit pattern is transferredto the single crystal surfaceor the dielectric layer to form an effective graphics window or function graphics technology.Lithography is the key technology in integrated circuit technology, the idea originated in printingtechnology in the photo lithographi cprocess. Development of lithography technologymakes graphic swidth shrinking, integration continues toimprove, so that the devices continue to shrink, the performance is also rising.There are even a large area of exposure, improve the yield, quality and reduce costs. We know lithography process flowis: Photoresist Coating → Soft bake→exposure →development →hard bake→ etching → Strip Photoresist. 关键词:光刻,涂胶,前烘,曝光,显影,坚膜,刻蚀,去胶。 Key Words:lithography,Photoresist Coating,Softbake,exposure,development,hard bake ,etching,Strip Photoresist.
钢铁生产工艺流程及设备
钢铁生产工艺流程及设备 目录 1.钢铁生产工艺流程示意图A (2) 2. 钢铁生产工艺流程示意图B (4) 3.钢铁生产工艺流程示意图C (6) 3.1钢铁生产工艺流程示详解C1 (8) 3.1.1炼焦生产流程 (8) 3.1.2烧结生产流程 (8) 3.1.3高炉生产流程 (9) 3.1.4转炉生产流程 (10) 3.1.5连铸生产流程 (10) 3.1.6热轧生产流程 (11) 3.2钢铁生产工艺流程示详解C2 (12) 3.2.1热轧生产流程>第一热轧钢带生产流程 (12) 3.2.2热轧生产流程>热轧厚板剪切线布置图 (12) 3.2.3热轧生产流程>热轧薄板剪切线布置图 (13) 3.2.4热轧生产流程>一号调质重卷线布置图 (13) 3.2.5热轧生产流程>二号调质重卷线布置图 (14) 3.2.6热轧生产流程>酸洗涂油线设备布置图 (14) 3.2.7热轧生产流程>第二热轧钢带生产流程 (15) 3.2.8热轧生产流程>三号调质重卷线布置图 (15) 3.2.9热轧生产流程>四号调质重卷线布置图 (16) 3.3钢铁生产工艺流程示详解C3 (16) 3.3.1小钢胚生产流程 (16) 3.3.2条钢一场生产流程 (17) 3.3.3条钢二场生产流程 (17) 3.3.4线材生产流程 (18) 3.3.5钢板生产流程 (18) 3.4钢铁生产工艺流程示详解C4 (19) 3.4.1第一酸洗冷轧线 (19) 3.4.2第二酸洗冷轧线 (20) 3.4.3热轧生产流程>热轧厚板剪切线布置图 (20) 3.4.4连续热浸镀锌线 (21) 3.4.5第一连续退火线 (21) 3.4.6第二连续退火线 (22) 3.4.7封盒退火炉 (22) 3.4.8电解清洗线 (23) 3.5钢铁生产工艺流程示详解C5 (23) 3.5.1连续涂覆线 (23) 3.5.2电磁钢片涂覆线 (24) 3.5.3电气镀锌线 (24) 3.5.4调质线 (25) 3.5.5重卷线 (25) 3.5.6往复式冷轧机 (26) 3.5.7水平式退火涂覆线 (26) 3.5.8张力整平线(TLL) (27)
微量注射泵的操作流程示意图
微量注射泵操作规程以及示意图 一、操作常规 (一)操作步骤 1. 连接电源 2. 正确安放注射器 3. 按电源连接处开关键 4. 显示器显示【00.0】设置注射速度 5. 接静脉通路 6. 按“start”键开始自动推注。 (二)更改输液,注射速度按“STOP”停止键,按上下调节键调节至新的输液(注射)速度,按“start”键开始. (三)快速推注 1. 按“STOP”键暂停,按“FAST”快进两下不放,按“start”键恢复原来运行的速度. 2. 按“FAST”快速键同时按下“∑”不放. (四)停止输液,注射关闭电源后连接处的开关,撤除注射器,安放指定的位置、(注射泵备注:1.必须用50ml 或20ml 注射器。 2.如要快速推注请看(三)快速推注)。 二、注意事项 (一)、整个输液环路必须密封,以免空气进入血管。 (二)、经常巡视静脉注射部位,防止液体外渗。 (三)、正确调节输液速度,并监测实际输入量与设定的输液是
否一致。机器报警: 1. “OCCLUSION”阻塞报警。压力过高,查看液体有无外渗,输液管道有无折叠. 2.“NEA.EMPTY”残留提示,注射器剩余1.5ml 左右时,发生间断性报警。 3.“EMPTY”输液完毕报警。 4.“LOW-BTAA”电源线脱落报警(残留提示及电源线脱落报警声可按消除) 三、保养维护每天用湿毛巾擦一次,每个病人用完后再抹一次并摆好。不要使用酒精等有机溶剂清洁泵,不要对泵进行高压灭菌。定期开机检查各项功能是否正常。如果有故障,应及时报修。每隔 6 个月或一年需要定期检查一次,确保泵的使用寿命。 四、操作流程如下:
食品经营单位(销售类)经营场所和设备布局、操作流程示意图(文件)模板
食品经营单位(销售类) 经营场所方位和经营场所平面布局、加工流程示意图(文件) 一、 经营场所方位图 1、 经营场所周围要有显著标志或知名建筑物或知名单位作参照物; 2、 用文字说明经营场所所处的地理位置**市**区**街(路)**号
二、设备布局图 经营平面布局图: 说明:标注主要设备设施(如:货架、电脑、货柜、柜台、冷藏柜、冰柜等);
三、食品销售操作流程图(文件) 1、食品销售操作流程图
2、操作流程文件 食品销售操作流程 一、进销货流程 1、在供应商处购入产品,审验供货商的经营资格,验明产品的合格文件和产品标示,对食品包装标识进行查验核对。 2、清点、检查产品、建立食品进货查验记录制度,如实记录食品名称、规格、数量、生产批号、保质期、供货者名称及联系方式、进货日期等内容,并记录入库。每天对商家销售的食品进行查验。销售人员要按照食品标签标示的警示标志、警示说明或者注重事项的要求销售预包装食品,确保食品质量合格和食品安全。 3、定期对所有产品进行检查,及时清理变质、超过保质期及其他不符合食品安全要求的产品,主动将其退出市场,并做好相关记录。对即将到达保质期的食品,集中进行摆放,并作出明确的标示。 4、用于食品销售的容器、销售工具必须符合卫生要求。 5、销售散装食品,应当在散装食品的容器、外包装上标明食品的名称、生产日期、保质期、生产经营者名称及联系方式等内容。 6、销售散装、裸装食品必须有防蝇防尘设施,防止食品被二次污染。 7、批发销售的情况应建立销售台帐备查,账目保管期限为二年。 8、销售并建立客户档案,提供食品时向消费者提供有关销售凭证(发票、信誉卡),做出特殊承诺的提供书面凭证。 二、不合格食品退市 1、食品安全管理人员在食品经营中发现经营的食品不符合食品安全标准,或接到执法部门、生产企业的召回通知,应当立即停止营业,下架封存,做好登记,并及时通知政府监管部门。 2、通知相关生产经营者或供货商,并记录停止经营和通知情况。 3、在经营场所向消费者公示召回食品的名称、批号等信息,并安排专人处置消费者退货事宜。 4、被召回食品,食品安全管理人员应当进行无害化处置并予以封存,做好记录,严禁再次流入市场。 5、召回及封存食品的情况要及时通知供货商即政府监管部门。 6、不合格食品的处置。与供货商有合同约定的,按照约定执行。政府监管部门有明