电化学光整加工对表面微观几何形貌的影响_周锦进
文献综述:电化学扫描隧道显微镜在表面科学中的应用
文献综述:电化学扫描隧道显微镜在表面科学中的应用电化学扫描隧道显微镜(ECSTM)在表面科学中的应用电化学扫描隧道显微镜(ECSTM)是一种在表面科学领域中广泛应用的先进技术。
它利用扫描隧道显微镜(STM)的基本原理,结合电化学技术,实现了对表面形貌和电子态的高分辨率成像。
ECSTM的工作原理主要基于隧穿效应。
当一个极细的尖针接近样品表面,当针尖和样品表面靠得很近,即小于1纳米时,针尖头部的原子和样品表面原子的电子云发生重叠。
此时若在针尖和样品之间加上一个偏压,电子便会穿过针尖和样品之间的势垒而形成纳安级10A的隧道电流。
通过控制针尖与样品表面间距的恒定,并使针尖沿表面进行精确的三维移动,就可将表面形貌和表面电子态等有关表面信息记录下来。
ECSTM的主要功能和用途包括:1. 描绘表面三维的原子结构图:ECSTM能够以高分辨率成像表面的形貌和电子态,从而揭示表面的原子结构和排列。
这对于研究表面的物理化学性质、催化反应机制以及表面工程等领域具有重要意义。
2. 在纳米尺度上研究物质的特性:ECSTM可以用于研究纳米尺度的物质特性,如纳米颗粒的形貌、尺寸分布以及表面修饰等。
这对于理解纳米材料的性质和应用潜力具有重要意义。
3. 实现对表面的纳米加工:利用ECSTM,可以对表面进行纳米尺度的加工,如直接操纵原子或分子,完成对表面的刻蚀、修饰以及直接书写等。
这对于纳米制造、纳米电子学等领域具有重要意义。
在具体应用方面,ECSTM已经被广泛应用于各种表面科学领域的研究。
例如,在催化剂研究领域,ECSTM被用于研究催化剂表面的形貌和电子态,揭示催化反应的机制和活性位点的分布。
在材料科学领域,ECSTM被用于研究材料的表面结构和性质,探索材料的合成、加工和性能之间的关系。
总的来说,电化学扫描隧道显微镜(ECSTM)作为一种先进的表面科学成像技术,在揭示表面形貌、电子态以及实现表面纳米加工等方面具有广泛的应用前景。
随着技术的不断发展和完善,ECSTM将在未来为表面科学领域的研究和应用提供更多的可能性。
电化学光整加工的进展及其应用
工具阴极并结合电极间的合理相对运动,在展成或包
络出工件阳极表面的同时,对工件阳极表面实施光整
加工,不仅体现了工具阴极设计的新理念,代表着工
具阴极设计的发展方向,而且也将工具阴极的设计直
接与工件阳极的成形过程相联系,大大简化了工具阴
极的设计与制造。
展成式工具阴极所具有的特点,使电化学光整加
工在复杂曲面中的应用成为可能,并在实际应用中取
而确定工具阴极的轮 廓 形状[3]。
极的设计方法
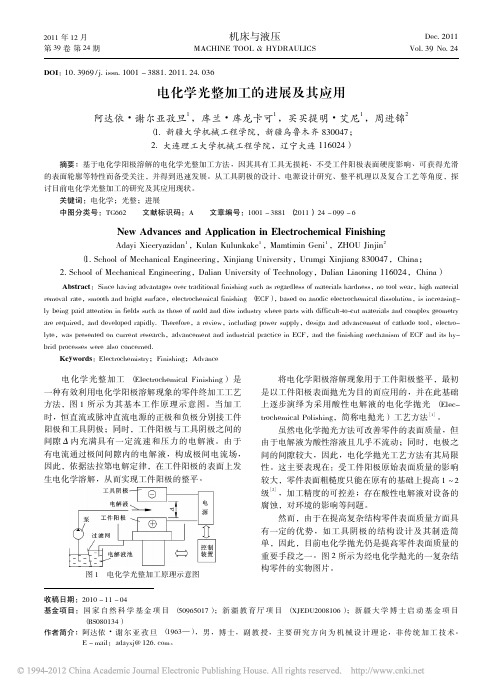
在图中,U 表 示 加 工 电 压,Ea 表 示 阳 极 电 位, Ec 表示阴极电位,k 表示电解液导电率,KV 表示电
化学体积当量,vf 表示进给速度,n 表示阳极表面的 法向,θ 表示阳极法线与进给速度之间的夹角, 表
示电势,Ω 表示极间电解液离子导体的电阻。
第 24 期
阿达依·谢尔亚孜旦 等: 电化学光整加工的进展及其应用
·101·
柱齿轮齿面的同时,利用小间隙条件下的电化学阳极
溶解对齿面实施整平。显而易见,在移动式工具阴极
的设计中,可更多地利用工件阳极成形过程中成型式
刀具所具有的主要几何及其运动特征。
值得关注的是,T Masuzawa 等采用一运动的金属
( 1. 新疆大学机械工程学院,新疆乌鲁木齐 830047; 2. 大连理工大学机械工程学院,辽宁大连 116024)
摘要: 基于电化学阳极溶解的电化学光整加工方法,因其具有工具无损耗、不受工件阳极表面硬度影响、可获得光滑 的表面轮廓等特性而备受关注,并得到迅速发展。从工具阴极的设计、电源设计研究、整平机理以及复合工艺等角度,探 讨目前电化学光整加工的研究及其应用现状。
杂,但这已将工具阴极的设计与工件阳极的成型加工
电化学机械复合光整加工技术的研究现状_张志金

电化 学 机 械 复 合 光 整 加 工 (Electrochemical mechanical finishing)是一种非 传 统 光 整 加 工 方 法,是 利 用 电 化 学 光 整 加工作用及其与磨削加工、研磨加工等传统的机 械 加 工 作 用 的复合,创新出的 一 种 零 件 表 面 的 光 整 加 工 工 艺 技 术,由 于 结合了电化学加工与机械加工的优 点,在 航 空、航 天、汽 车 制 造 、模 具 加 工 等 领 域 具 有 很 好 的 应 用 前 景 。
电化学机械复合光整加工工艺具有如下特点: (1)加 工 范 围 广 ,加 工 效 率 高 加工过程不受材 料 强 度、硬 度 等 物 理 性 能 限 制,适 用 于 各种高强度、高硬度、高热敏性及脆性等金 属 材 料,如 硬 质 合 金、高速钢、钛合金、不锈钢、镍基合金 和 磁 钢 等;电 化 学 机 械 复合光整加工方法可以通过整体 电极 实现各 向 同 时 去 除,因 此可以实现各种复杂表面及通道的光整加工。加工硬质合 金时,与普通的金 刚 石 砂 轮 光 整 相 比,电 化 学 机 械 复 合 光 整 加 工 效 率 要 高 3~5 倍 。 (2)加 工 精 度 高 ,表 面 质 量 好 由于在加工过程中只是电化学钝化膜 的 生 成 与 去 除,所 以加工表面不会 产 生 硬 化 层、变 质 层,更 不 会 产 生 残 余 应 力 和变形及毛刺等表面缺陷,可以得到比机械磨削 更 高 品 质 的 表 面 。 参 数 适 当 ,其 表 面 粗 糙 度 (Ra)可 小 于 0.16μm。 (3)磨 具 的 磨 损 量 小 机械磨具或磨料 主 要 用 于 刮 除 氧 化 膜,作 用 力 极 小,所 以磨损很小,缩短 了 磨 具 的 修 磨 时 间,同 时 也 延 长 了 磨 具 的 使用寿命。 (4)控 制 条 件 好 从理论上来说,通 过 控 制 电 化 学 作 用 的 加 工 参 数,就 可 以 实 现 加 工 过 程 的 控 制 ,容 易 实 现 自 动 控 制 。 (5)成 本 低 要达到同样的工艺水平,与机械加工以 及 其 它 加 工 工 艺 相比,电化学机械 复 合 光 整 加 工 所 用 设 备 投 资 少、加 工 成 本 低 ,与 常 规 的 机 械 光 整 加 工 相 比 ,成 本 一 般 为 50% 甚 至 更 低 。 1.3 加 工 过 程 中 的 影 响 因 素 电化学机械复合光整加工过程中 的影 响 因 素 很 多,包 括 电解液的选择、电 解 液 浓 度、电 解 液 温 度、电 流 密 度、加 工 电 压、磨具粒度和压 力 等。 要 获 得 良 好 的 加 工 效 果,必 须 选 择 合理的工艺参数。对于电化学机械复合光 整 加 工,最 关 键 的 问题是实现电化学作用与机械作 用的合 理 匹 配。因 此,需 要 根 据 不 同 的 工 件 形 状 、材 料 等 选 择 合 理 的 加 工 参 数 。 (1)电 解 液 的 影 响 电化学机械复合光整加工一般要求采 用 钝 性 电 解 液,具 体要根据材料及电解液的活化钝化特性作为选择的主要依 据。例如,产生阳极钝化膜的电解液中不能 含 有 活 化 能 力 很 强 的 活 性 离 子 (如 Cl- ),一 般 使 用 以 腐 蚀 能 力 较 弱 的 NaNO3、NaNO2 等 为 主 的 电 解 液,不 同 的 工 件 材 料 所 用 电 解 液的成分也不同。 (2)电 解 液 浓 度 的 影 响 电解液浓度越大,生产效率越高,但 是 杂 散 腐 蚀 严 重,不 利于整平,为了强 调 电 解 液 的 钝 化 特 性 及 非 线 性,应 采 用 较 低 的 电 解 液 浓 度 ,一 般 为 8% ~15% 。 (3)电 解 液 温 度 的 影 响 电解液温度过低会导致活化性能 差,工 件 表 面 钝 化 比 较
高频窄脉冲电化学光整加工工艺特性研究
化学 或 电化学 光整 加工技 术在 加工 中不 产生 表 面残余 热和机 械应 力 , 不 存 在工 具 或 刀具 的磨 损 也 等现 象。如工 艺参数 选 择合 适 , 电化 学加 工 ( C E M)
中图分类 号 : 6 1 TG 6
S u y o c n lg c lCh r c e itc f Hi h Fr qu n y S o tPu s t d n Te h o o ia a a t rs iso g e e c h r le
El c r c m i a n s i g e t o he c lFi i h n
2.Hu qa iest , a z o 6 0 , ia a ioUnv riy Qu n h u 3 2 2 Chn ; 1
3 D l nUnv r t f eh oo y D ln 16 2 , hn . a a i s yo c n l , a a 0 4 C i i ei T g i 1 a) A s at S r c ii i (rp lhn )s eiu n eesr ii igo eai rma y bt c : u f ef s n o oi ig i atdo s d ncsayf s n p rt nf n r a nh g s a nh o o po ut.I hs a e , ihf q ec h r p l l t c e clii ig H P C )snrd cd rd cs nti p p r hg r un ysot us e cr hmi ns n ( S E F i it ue . e e e o af h o
Ex e me t r o e i e ta i a e ee to y e p r n swe e d n n a n u r l n t t lc r l t .Th n l e c fi tr lto e g p i i ig i r e i f n e o n e ee r d a ,f s n u n h t e u r n e s y n d t r n u s a a t r n t e r u t g s ra e f i n a e o i ,c re td n i ,a o e ma e i a d p l p r me e s o h e l n u f c i s a d r t f m t l a e s i n h s o h n si v s ia e .Re ut d c t h tp l a a t r a e i p ra t n l e c n f i - mo t i g wa e t t d n g s l i ia e t a u s p r me e s h v o t n fu n e o i s sn e m i n h i g o e a i n n h r p rs lc i n o u s a a e e sc n la o b t o d s o t i g e f in y n p r t sa d t e p o e ee t fp le p r m t r a e d t o h g o mo h n fi e c o o c a d s ra e f i i u tn i tl w o t . n u f c i s s n h m l et a o c ss a y
电化学去毛刺工艺
电化学去毛刺工艺摘要:介绍了脉冲电化学去毛刺工艺的加工机理及工艺要点(工具阴极、脉冲电源、电解液等),并给出了加工实例。
1 引言机械零件在制造加工过程中产生的毛刺不仅直接影响零件本身的精度和外观质量,还会影响整个产品的使用性能和寿命。
此外,由于去毛刺工序要花费工时和费用,因此将直接影响产品的成本和价格,成为降低生产成本的障碍之一,全世界每年花费在去毛刺方面的费用约为100亿美元。
目前,国外已从系统工程的角度来研究毛刺问题,并成立了“世界去毛刺协会”(Worldwide Burr Technolog y Committee,WBTC),大力实施“毛刺工程”(Burr Engineering)。
去毛刺工艺属于表面光整加工范畴,目前主要采用刮刀、油石、砂布、钢丝刷轮、滚磨、振动、喷沙和撞击等手工或机械方式以及化学、高温、水射流、磨粒挤压、电化学、脉冲电化学等非机械方式去除毛刺(航空业还采用机器人打磨等方式去毛刺),这些不同的去毛刺方法各有利弊。
去毛刺一般为零件的最终精加工工序,因此在去除毛刺的同时还必须保证零件具有良好的表面质量,其加工效果与选用的去毛刺工艺方法密切相关。
2 脉冲电化学去毛刺加工机理脉冲电化学去毛刺是一种符合“绿色制造”要求的先进去毛刺工艺。
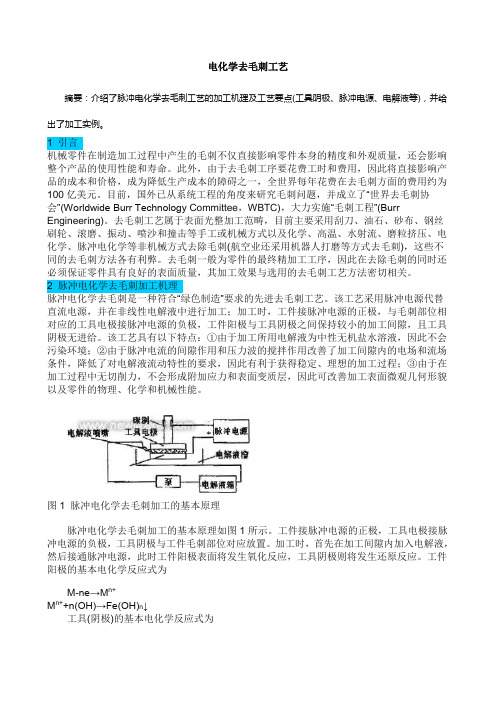
该工艺采用脉冲电源代替直流电源,并在非线性电解液中进行加工;加工时,工件接脉冲电源的正极,与毛刺部位相对应的工具电极接脉冲电源的负极,工件阳极与工具阴极之间保持较小的加工间隙,且工具阴极无进给。
该工艺具有以下特点:①由于加工所用电解液为中性无机盐水溶液,因此不会污染环境;②由于脉冲电流的间隙作用和压力波的搅拌作用改善了加工间隙内的电场和流场条件,降低了对电解液流动特性的要求,因此有利于获得稳定、理想的加工过程;③由于在加工过程中无切削力,不会形成附加应力和表面变质层,因此可改善加工表面微观几何形貌以及零件的物理、化学和机械性能。
图1 脉冲电化学去毛刺加工的基本原理脉冲电化学去毛刺加工的基本原理如图1所示。
激光微加工对Ti6Al4V表面形貌及润湿性影响的研究

第45卷 第1期2021年1月激 光 技 术LASERTECHNOLOGYVol.45,No.1January,2021 文章编号:1001 3806(2021)01 0031 06激光微加工对Ti6Al4V表面形貌及润湿性影响的研究张 冲1,王 冠1,刘赞丰2,张雅文2(1.广东工业大学机电工程学院,广州510006;2.广东四会实力连杆有限公司,四会526200)摘要:为了在Ti6Al4V表面加工不同的微结构,改变其润湿性,使其表面具有超疏水性,采用纳秒光纤脉冲激光对Ti6Al4V表面进行了微加工,研究了脉冲能量密度和扫描间距对点阵、线阵及网格3种微结构的表面形貌及润湿性的影响,建立了接触角与表面特征参量Sa,Sd的关系。
结果表明,脉冲能量和扫描间距对点阵、线阵及网格结构的表面形貌参量Sa,Sd均有所影响,且对网格结构的Sa和Sd的影响程度最大,线阵结构次之,点阵结构最小;激光加工Ti6Al4V后,其表面皆会发生从超亲水到疏水甚至超疏水的自发转变,不同的脉冲能量、扫描间距加工的微结构均对表面润湿性有不同程度的改善,其中网格结构对表面湿润性的改善最好,线阵次之,点阵最差;网格、线阵、点阵结构的最大及最小接触角分别为165°,160.5°,142.4°;132.9°,97°,94.6°,具有最大接触角的表面参量Sa,Sd分别为0.97μm,1.38;1.62μm,1.04;4.14μm,2.39。
该研究对改善Ti6Al4V表面润湿性具有一定参考意义。
关键词:激光技术;表面形貌;润湿性;Ti6Al4V中图分类号:TG665;TN249 文献标志码:A doi:10 7510/jgjs issn 1001 3806 2021 01 006TheeffectsoflasermicromachiningonsurfacemorphologyandwettabilityofTi6Al4VZHANGChong1,WANGGuan1,LIUZanfeng2,ZHANGYawen2(1.SchoolofElectromechanicalandEngineering,GuangdongUniversityofTechnology,Guangzhou510006,China;2.Guang dongSihuiShiliConnectingRodCo.Ltd.,Sihui526200,China)Abstract:InordertoprocessdifferentmicrostructuresontheTi6Al4Vsurfaceandchangeitswettabilitytomakethesurfacesuperhydrophobic,thenanosecondfiberpulsedlaserwasusedtomicro fabricatetheTi6Al4Vsurface.Theeffectsofthepulseenergydensityandthescanningintervalonthelatticesurfacemorphologyandwettabilityof3 Dmicroarrays,lineararrays,andsurfacemicrostructureswereinvestigated.TheresultsshowthatthepulseenergyandscanningintervalaffectedthesurfacemorphologyparametersSa,Sd,amongwhich,theSaandSdoftheridstructurewereaffectedthemost,followedbythelineararraystructure,whilethelatticestructureaffectedthesmallest.AfterTi6Al4Vwasprocessedbylaser,spontaneoustransitionfromsuperhydrophilictohydrophobicorevensuperhydrophobicwilloccuronthesurface.Microstructuresprocessedwithdifferentpulseenergiesandscanningintervalshaddifferentdegreesofsurfacewettabilityimprovement,amongwhichthegridstructurehadthebestimprovementonthesurfacewettability,followedbythelineararray,andtheworstwasthelattice;Themaximumandminimumcontactanglesofthegrid,lineararray,andlatticestructureare165°,160.5°,142.4°;132.9°,97°,94.6°,andthesurfaceparametersSaandSdwiththemaximumcontactangleare0.97μm,1.38;1.62μm,1.04;4.14μm,2.39,respectively.ThisresearchhascertainreferencesignificanceforimprovingthesurfacewettabilityofTi6Al4V.Keywords:lasertechnique;surfacemorphology;wettability;Ti6Al4V 基金项目:肇庆市科技计划资助项目(2019K023);四会市科技计划资助项目(2017A0101001)作者简介:张 冲(1991 ),男,博士研究生,现主要从事激光微细加工与检测的研究。
电化学机械加工在碳钢管内孔光整中的应用
2005年10月农业机械学报第36卷第10期电化学机械加工在碳钢管内孔光整中的应用周锦进 阿达依・谢尔亚孜旦 安晓刚 【摘要】 结合电化学机械加工特点,针对碳钢管内孔原始表面质量现状,基于适度强化机械作用的设想,试验分析了电化学机械加工主要工艺参数对碳钢管内孔光整效果的影响;验证了表面毛化对光整效果及生产率的提高是有益的;并在此基础上实现了碳钢管内孔表面的光整,使其表面粗糙度达到012Λm 以内。
关键词:碳钢 管材 电化学机械加工 光整 表面质量中图分类号:T G 662文献标识码:AResearch and Appl ica tion of EC MM i n I nner Surface F i n ish i ngof the Carbon -steel P ipeZhou J in jin 1 A dayi.X ieeryazidan 1 A n X iaogang 2(11D a lian U n iversity of T echnology 21D ushanz i P etroche m ica l W orks ,CN PC )AbstractIn o rder to enhance the su rface quality of steel p i p e ,the m ethod of fin ish ing it w ith electro 2chem ical m echan ical m ach in ing (EC MM )w as u sed .T he influence of som e p rocess p aram eters of EC MM on the fin ish ing effect w as studied .In the p rocess ,the m echan ical acti on w as strength 2ened deliberately and the resu lt show ed the fin ish ing quality and the efficiency cou ld be advanced to som e ex ten t .T he inner su rface of the steel p i p e w as fin ished by th is m ethod w ith the op ti m ized p rocess p aram eters and the su rface roughness cou ld be reduced from a h igh value to a low (less than R a 012Λm )one .Key words Carbon steel ,P i p e ,E lectrochem ical m echan ical m ach in ing ,F in ish ing ,Su rfacequality收稿日期:20040706周锦进 大连理工大学机械工程学院 教授 博士生导师,116024 大连市阿达依・谢尔亚孜旦 大连理工大学机械工程学院 副教授 博士生安晓刚 新疆独山子石油化工总厂基建工程公司 工程师,833600 新缰独山子市 引言管件的表面质量直接影响其使用性能。
电化学砂带光整工艺在曲轴抛光加工中的应用
431 电化学砂带光整加工的基本思想在机械加工中旨在提高零件表面质量为目的各种加工方法、加工技术,称为表面光整加工技术,简称光整加工技术。
电化学砂带光整加工是以电化学阳极溶解原理为基础,去除规律遵循法拉第电解定律,再配合砂带的机械磨削作用,两者结合达到对金属工件光整加工的目的。
在电化学砂带光整加工工艺中,影响最终加工结果的工艺参数很多,各种加工参数的优选则是达到良好加工结果的重要途径。
而在电化学砂带光整加工过程中,工艺参数对加工结果的影响并不是独立的,彼此之间也相互关联,因此,单因素实验不能完全准确地反映各个因素对加工结果的影响,必须将影响电化学砂带光整加工的各种因素,包括电解液成分、浓度及温度、电流密度、加工间隙、零件原始表面粗糙度、加工时间、砂带型号、砂带速度、砂带和工件接触压力等,进行整合试验,找到一种生产中切实可行的电化学砂带光整加工工艺。
2 电化学砂带光整加工主要设备选择2.1 机床的选择在曲轴电化学砂带光整加工中,机床主要起到如下作用:提供不同的回转速度;保证工件在光整加工中处于稳定的工作状态;便于操作。
基于以上要求,我们选择了由大连机床集团有限公司生产的CDL6136高速卧式车床,可提供12级主轴转速,分别为32、62、140、160、230、270、320、450、720、1000、1400、2000(rpm)。
2.2 电源的选择在光整加工系统中,除了机床设备外,电源也是一个关键设备,它的规格决定了电化学光整加工的效果和加工效率。
所以根据曲轴的尺寸和预期的加工效率选用了SMD-300D型数控脉冲电镀电源,其具体参数为:输出波形为方波,输出频率5~5000Hz,占空比为0%~100%,最大输出峰值电流300A,平均电流100A,输入电压220V。
2.3 砂带装置的选择在电化学光整加工系统中,砂带本身的特点和工作方式与曲轴的光整加工质量存在直接的联系。
砂带不仅在磨削过程中要对曲轴施加合适的压力,还要保证砂带在金属表面均匀地移动,只有这样才能获得理想的加工表面。
电化学方法在材料表面改性中的应用
电化学方法在材料表面改性中的应用从古至今,人类一直在探索各种方法来改善材料的性能,以满足不断发展的科技需求。
电化学方法作为一种重要的技术手段,被广泛应用于材料表面的改性领域。
本文将以电化学方法在材料表面改性中的应用为主线,结合实际案例,探讨其原理、优势以及在不同领域的具体应用。
一、电化学方法概述电化学方法是通过在材料表面与电解质溶液之间建立电化学界面,并利用电流密度和电势来调控物质的转移和反应过程,对材料表面进行改性的技术手段。
其主要包括电沉积、电解附着、电化学氧化、电化学腐蚀等。
二、电化学方法在表面涂层改性中的应用电化学方法在表面涂层改性方面具有广泛的应用前景。
以金属涂层为例,通过调节电参数和电解液体系,可以实现表面镀层的改性。
电沉积法可以获得均匀致密的表面涂层,提高材料的耐腐蚀性、耐磨性和附着力,延长材料的使用寿命。
三、电化学方法在纳米材料表面改性中的应用在纳米材料领域,电化学方法也发挥着重要作用。
例如,通过电化学沉积技术可以制备高品质的纳米金属颗粒,用于催化反应和传感器等方面。
而对于纳米膜的制备,电化学氧化和电解沉积等方法则可以实现精确控制。
通过表面的电化学改性,纳米材料的光学、电学和磁学性能得到有效调控,从而拓展其在能源储存、催化等领域的应用。
四、电化学方法在腐蚀抑制中的应用材料的腐蚀问题一直是科技发展中亟待解决的难题。
电化学方法在腐蚀抑制方面发挥了重要作用。
例如,通过外加电压或电化学析氧还原反应,可以实现对材料表面的保护和修复。
此外,电化学方法还可以通过调节电极电势、电解液成分等参数,实现对腐蚀过程的控制和抑制。
五、电化学方法在生物医学领域中的应用电化学方法在生物医学领域也有广泛的应用。
例如,通过电化学方法制备的新型生物材料可以用于组织工程和细胞修复等领域。
另外,电刺激技术也可以促进神经再生和生物信号传导等,为生物医学研究提供了新的思路和手段。
综上所述,电化学方法在材料表面改性中具有重要的应用价值。
支架表面电化学抛光的微观结构分析
支架表面电化学抛光的微观结构分析摘要:本文通过微观结构分析,深入研究了支架表面电化学抛光的效果,并探讨了这些效果对支架性能和应用的潜在影响。
实验结果表明,电化学抛光能够显著降低支架表面粗糙度,微弱地改变支架的晶体结构,并提高其电化学性能。
这些改善有望提高支架的生物相容性、降低摩擦阻力,从而改善其在医疗领域的应用前景。
需要进一步的研究来全面了解这些微观结构变化的影响,并优化电化学抛光的条件以实现最佳性能。
关键字:支架,电化学抛光,微观结构分析,表面粗糙度,晶体结构,电化学性能,生物相容性,医疗器械。
一、引言在现代医疗领域中,支架(stent)作为一种重要的医疗器械,广泛用于治疗血管疾病、支气管疾病和胆道疾病等多种临床情境。
支架的设计与性能直接关系到其在患者体内的长期安全性和疗效,对支架材料的表面特性进行优化是一个备受关注的研究领域。
支架的表面质量不仅影响着生物相容性,还与抗血栓性、抗感染性、耐腐蚀性等多个关键性能参数密切相关。
电化学抛光作为一种常用的表面处理技术,已经被广泛应用于支架制备过程中。
电化学抛光可以通过控制电解质和电流密度,精确地调控材料表面的形貌和化学特性。
尽管这一技术的广泛应用,但对电化学抛光过程中支架微观结构变化的深入理解还相对有限。
二、实验方法以下是支架表面电化学抛光的微观结构分析的数据表,包括未经抛光(对照组)和经过电化学抛光处理后的支架样品的一些关键数据。
这些数据是研究中所获得的实验结果的示例。
(1)表面粗糙度(纳米):对支架表面的粗糙度进行了测量,结果显示电化学抛光显著减小了表面粗糙度。
(2)XRD峰位(2θ角度):X射线衍射分析显示了支架样品的晶体结构变化。
抛光组的XRD峰位略有偏移,表明晶体结构发生了微弱的变化。
晶体结构:支架样品的晶体结构变化。
对照组为α-晶体,抛光组为β-晶体,表明抛光对晶体结构产生了影响。
(3)电阻(Ω):电化学阻抗谱分析结果显示抛光后的支架具有较低的电阻,表明电化学抛光改善了支架的电化学性能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
n
E lim
n→ ]
i= 0
( Dci -
Ddi )
=
K
( 3)
式中, R 为工件 阳极的表面微观轮廓的高度; K 为常量。
然而, 在电化学光整加工过程中, 表面微观几 何形貌的变化不仅影响光整加工后零件的表面质 量, 而且对电化学光整加工过程也产生影响。因 此, 本文通过讨论移动式阴极电化学光整加工过 程中工件表面微观几何形貌的变化及其对电化学 光整的影响, 进而寻求了快速大幅度降低表面粗
收稿日期: 2005 ) 06 ) 06
Key words: micro- to pog raphy; elect rochemical; f inishing; machining
0 引言
机械零部件表面质量对其使用性能有显著影 响[ 1] , 因此, 作为提高表面质量重要手段的光整加 工技术[ 2] 倍受关注。基于电化学阳极溶解原理的 电化学光整加工技术不仅拓展了电化学加工技术 的应用领域, 而且以不受工件材质及表面硬度的 制约等特性在光整加 工领域显现优 势并得到发 展。移动式阴极及脉冲电源的采用, 在改善光整 区域的电场、温度场等特性的基础上, 实现了在小 间隙条件下的电化学光整加工, 并使工件表面质 量得到显著提高[ 3] 。与传统的机械光整加工方法 相比, 电化学光整加工后的工件表面微观几何形 貌发生了显著变化[ 3] , 其独特的表面微观几何形 貌, 对工件的精度保持性、摩擦磨损、润滑条件等 的改善产生有利的影响[ 4, 5] 。
一定的影响。
( a) / 尖峰0 形
( b)/ 圆角0形
图 3 不同表面微观几何形貌电场强度
化, 如图 4 所示[ 7] 。原/ 尖峰0顶部的电场强度逐
渐被弱化的结果使微观轮廓其他部位的电场强度
被强化, 因此, 电化学光整加工由初期主要是/ 尖
峰0 顶 部的 溶解 逐 渐 转 化为 后 期 轮 廓 其 他部 位 溶 解的强化。为此, 有必要从/ 侧向溶解0[ 8] 的角度
关键词: 微观几何形貌; 电化学; 光整; 加工
中图分类号: T G66
文章编号: 1004 ) 132X( 2006) 13 ) 1346 ) 04
Influences of Electrochemical Finishing Process on Micro- topography of Surfaces Zhou Jinjin1 A dayi # X ieeryazidan1 P ang G uibing 2 X u Wenji1 1. Dalian Universit y of T echnolo gy, Dalian, L iaoning, 116023 2. Dalian Lig ht Indust ry Inst it ut e, Dalian, L iaoning, 116034
Abstract: By st udying the changes in micr o- t opo graphy o n surf ace of a w ork- piece in elect rochem ical finishing ( ECF ) process, it w as point ed out t hat t he changes in micro - t opogr aphy can be reg arded as the rounding pro cess o f m icro- pro file fr om t he view of m icro- geomet ry. M eanw hile, anal yzing t he mat hem atical mo del est ablished by t he elect rochemical dissolut io n of micro - prof ile, it w as pro posed t hat t he peak- like m icro - pro file w as favo rable f or ECF . By means of enhancing t he mechanical role w hich is one of t he met ho ds o bt aining peak- like micro- t opog raphy in elect rochem ical mechanical finishing , the inner surface of a larg e ret ort is f inished by ECF and t he surf ace r oug hness Ra is reduced to low er than 01 04Lm.
# 1346 #
糙度的方法, 并在此基础上实现了大型反应釜内 表面的光整加工。
1 表面微观几何形貌变化及其影响
1. 1 表面微观几何形貌的变化 传统的机械加工( 包括磨削) 手段所得到的表
面微观几何形貌是/ 尖峰0形的, 如图 1a 所示, 由 于光整加工一般均被安排为最终工艺或工序, 因 此电化学光整前的表 面微观几何形 貌基本上是 / 尖峰0形的。经电化学光整加工后的工件, 其表 面微观几何形貌发生了显著变化, 如图 1b 所示。 与光整前相比, 光整后的表面微观轮廓的尖峰明 显消失, 取而代之的是平滑的凸处及各凸凹处之 间的光滑过渡。这种表面微观几何轮廓的变化是 由于电化学光整加工机理造成的[ 3] 。因此, 从某 种意义上讲, 电化学光整加工过程就是表面微观
中国机械工程第 17 卷第 13 期 2006 年 7 月上半月
电化学光整加工对表面微观几何形貌的影响
周锦进1 阿达依 # 谢尔亚孜旦1 庞桂兵2 徐文骥1
1. 大连理工大学, 大连, 116023 2. 大连轻工业学院, 大连, 116034
摘要: 通过对电化学光整加工过程中所得到的工件阳极表面微观几何形貌变化的分析, 指
反映了电化学光整加工的整平质量。
由于 $ci < $di 、$ci > $ci- 1 、Aci > Adi 及 Aci > Aci- 1 , 其中, Ai I ( 0, 90b) , Aci I ( 0, 90b) , Adi I ( 0, 90b) ,
n
E 因此 ( Dci - Ddi ) 是 一个 递 减 的 级数, 即下 式 i= 0
( a) 光整加工前
( b) 光整加工后
图 1 表面微观几何形貌 的变化
电化学光整加工对表面微观几何形貌的影响 ) ) ) 周锦进 阿达依 # 谢尔亚孜旦 庞桂兵等
几何轮廓的/ 圆角化0过程。图 2 是一组利用电化 学光整加工技术所作的光整时间 t 与表面粗糙度 Ra 之间的关系实验曲线。由该图可见, 若忽略试 件材质及表面原始质量的影响, 在光整加工初始 阶段, 表面粗糙度 Ra 急剧减小, 但随着光整加工 时间的增加, 表面粗糙度 Ra 缓慢减小甚至基本 趋于稳定。这说明随着光整加工时间的增加, 电 化学光整加工的整平能力下降。值得关注的是, 在电化学光整加工过程中, 工艺参数并未作任何 调整, 除极间间隙的微量增加外( 实际上, 光整加 工所引起的极间间隙的变化不足几个微米, 对极 间间隙变化的影响可以忽略不计) , 最明显的变化 在于表面微观几何形貌的变化, 如图 1 所示。这 种表面微观几何形貌的变化对极间电场分布产生
d( DisinAi ) = dt
C $i
利用假设( 4) 和初始条件, 当 i X 0, t = 0 时,
Di = 0, 得到该微分方程的解为
Di =
$i
C si nAi
t
( 1)
式( 1) 表明, 表面微观轮廓上任一点在与阴极移
动方向垂直的方向上的溶解深度 Di 不仅与该点
处的间隙 $i 有关, 而且与该点处的角度 Ai 、阴极 扫描的次数、阴极移动速度等有关。
结合图 5, 可以得到阴极在 n 次扫描后, 任一
处微观轮廓的高度为
n
E hn = R0 -
( Dci - Ddi )
( 2)
i= 0
Dci =
C $ci sinAcit
Ddi =
C $di sinAdi t
式中, (c) 和(d) 分别 表示/ 尖峰0 顶部和底部。
hn 越小, 说明整平的效果越好, 因此式( 2) 实际上
出电化学光整加工过程是表面微观几何形貌的/ 圆角化0过程; 结合表面微观几何形貌电化学
溶解过程所建立的数学模型, 提出/ 尖峰0形表面微观几何形貌的存在有利于改善电化学光整
加工质量的观点, 并在此基础上借助强化机械作用的手段, 实现了大型反应釜内表面的光整加
工处理, 其表面粗糙度 Ra 值可在短时间内降至 01 04Lm 以下。
去观察溶解的全过程。
1. 1Cr18N i9T i 2. Q235 3. 45 钢 图 2 光整加工时间对工件表面粗糙 度的影响
1. 2 极间电场的再分布 由图 1 可知, / 尖峰0状的表面微观几何形貌,
广义而言是由尺度范围在几个微米左右, 大量随 机分布、大小各异、高度不一的/ 毛刺0构成的。在 电化学光整加工过程中, 这种微观/ 毛刺0的存在, 起着至关重要的作用, 即它可以有效地使工件阳 极表面的电场呈 现非均匀性[ 6] ( 即 电力线的/ 尖 峰0效应) 。在极间电场作用下的/ 尖峰0处, 因电 力线的集中而形成比微观轮廓其他部位更大的电 流密度, 从而使/ 尖峰0优先且大量溶解, 实现/ 强 制0型的/ 选 择0 性 溶解。图 3 所示为 利用 ANSYS 软件对极间电场所 作的模拟分析 结果。由 该图可见, 在同等条件下, / 尖峰0形顶部的电场强 度明显强于/ 圆角0 形顶部的电场强度, 而且/ 圆 角0形顶部的电力线的密度要低于/ 尖峰0形顶部 的电力线密度。因此, / 尖峰0的电化学溶解对电 场的非均匀性产生一种/ 弱化0 效应, 即非均匀性 的/ 匀化0现象。这从一个侧面说明, 在电化学光 整加工过程中, 随着表面微观几何形貌的变化, 极 间电场处于不断地重新分布之中, 而这种电场分 布的/ 再分配0导致/ 尖峰0效应的弱化。