控制计划样件汇总
QCP品质控制计划模板
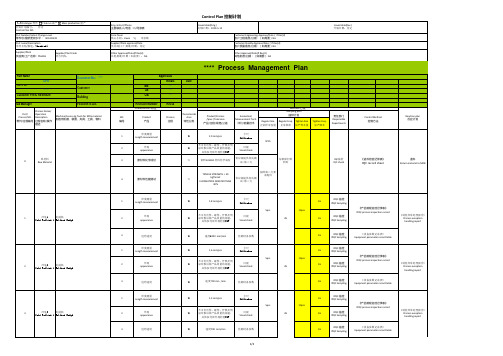
ApprovalsInitials DateME ***QE ***QA***Foxconn S.Q.E.Revision Number Rev.ARegular Size 正常样本容量Regular Freq.正常频率Tighten Size 加严样本量Tighten Freq.加严频率1厚度测量Length measurement★ 2.0 mm/pcs卡尺Callipers2外观appearance★不可有压伤、碰伤、开裂及明显印象后续产品质量的问题,具体参考原外观检验SOP 目视Visual check 3原材料化学成份☆依照SUS304 材料化学成份供应商提供相关测试/第三方4原材料性能测试☆TENSILE STRENGTH > 50kgf/mm2ELONGATION GREATER THAN40%供应商提供相关测试/第三方1厚度测量Length measurement★ 1.8 mm/pcs卡尺Callipers1HIPQC 抽检IPQC Sampling2外观appearance★不可有压伤、碰伤、开裂及明显印象后续产品质量的问题,具体参考原外观检验SOP目视Visual check1HIPQC 抽检IPQC Sampling3进给速度★速度1000 mm/min 监测设备参数1HIPQC 抽检IPQC Sampling 1厚度测量Length measurement★ 1.6 mm/pcs卡尺Callipers1HIPQC 抽检IPQC Sampling2外观appearance★不可有压伤、碰伤、开裂及明显印象后续产品质量的问题,具体参考原外观检验SOP目视Visual check1HIPQC 抽检IPQC Sampling3进给速度★速度700 mm /min 监测设备参数1HIPQC 抽检IPQC Sampling 1厚度测量Length measurement★ 1.3 mm/pcs卡尺Callipers1HIPQC 抽检IPQC Sampling2外观appearance★不可有压伤、碰伤、开裂及明显印象后续产品质量的问题,具体参考原外观检验SOP目视Visual check1HIPQC 抽检IPQC Sampling3进给速度★速度700 mm/min 监测设备参数1HIPQC 抽检IPQC Sampling 责任部门Responsible DepartmentsIQC 抽检IQC checkReaction plan 反应计划退料Return material to MRB《制程异常处理报告》Process exception handling report《制程异常处理报告》Process exception handling report《制程异常处理报告》Process exception handling reportControl Method 控制方法《进料检验记录表》IQC record sheet《产品制程巡检记录表》IPQC process inspection record《产品制程巡检记录表》IPQC process inspection record《产品制程巡检记录表》IPQC process inspection record每批原材料到时2H2H2HCustomer BuildingNO.编号Machine,Device,Jig,Tools for MFG.material 制造用机器、装置、夹具、工具、物料轧制机Rolling Brake轧制机Rolling Brake轧制机Rolling BrakePart/Process NO.零件/过程编号0123Process Name/Operation Description 过程名称/操作描述原材料Raw Material冷轧1Cold Rolling 1冷轧2Cold Rolling 1冷轧3Cold Rolling 1 Customer P/N & REVISION******QA ManagerCharacteristics 特性Methods 方法Sampling plan 抽样计划《设备参数记录表》Equipment parameter record table《设备参数记录表》Equipment parameter record table《设备参数记录表》Equipment parameter record tableProduct 产品Process 过程Characteristicclass 特性分类Product/Process /Spec./Tolerance 产品/过程/规格/公差Evaluation/Measurement Tech.评价/测量技术5PCS按照第三方要求提供5pcs5pcs5pcs10pcs10pcs10pcsSupplier/Plant供应商/工厂名称:HaoteSupplier/Plant Code 供方代码:Other Approval/Date(If Req'd)其他批准/日期(如需要):NAOther Approval/Date(If Req'd)其他批准/日期:(如需要) NAPart NameCPUH.H P/N******Document No.: **** **** Process Management Plan零件号/最新更改水平: 900-00539核心小组:Kevin Yj 司泉晓客户工程批准/日期:(如需要)NA Part name/Description零件名称/描述:Vertaical Supplier/Plant approval/Date 供应商/工厂批准/日期:待定Customer Quality Approve/Date (If Req'd)客户质量批准/日期:(如需要)NAApprovalsInitials DateME ***QE ***QA***Foxconn S.Q.E.Revision Number Rev.ARegular Size 正常样本容量Regular Freq.正常频率Tighten Size 加严样本量Tighten Freq.加严频率责任部门Responsible DepartmentsReaction plan 反应计划Control Method 控制方法Customer BuildingNO.编号Machine,Device,Jig,Tools for MFG.material 制造用机器、装置、夹具、工具、物料Part/Process NO.零件/过程编号Process Name/Operation Description 过程名称/操作描述Customer P/N & REVISION******QA ManagerCharacteristics 特性Methods 方法Sampling plan 抽样计划Product 产品Process 过程Characteristicclass 特性分类Product/Process /Spec./Tolerance 产品/过程/规格/公差Evaluation/Measurement Tech.评价/测量技术Supplier/Plant供应商/工厂名称:HaoteSupplier/Plant Code 供方代码:Other Approval/Date(If Req'd)其他批准/日期(如需要):NAOther Approval/Date(If Req'd)其他批准/日期:(如需要) NAPart NameCPUH.H P/N******Document No.: **** **** Process Management Plan零件号/最新更改水平: 900-00539核心小组:Kevin Yj 司泉晓客户工程批准/日期:(如需要)NA Part name/Description零件名称/描述:Vertaical Supplier/Plant approval/Date 供应商/工厂批准/日期:待定Customer Quality Approve/Date (If Req'd)客户质量批准/日期:(如需要)NAApprovalsInitials DateME ***QE ***QA***Foxconn S.Q.E.Revision Number Rev.ARegular Size 正常样本容量Regular Freq.正常频率Tighten Size 加严样本量Tighten Freq.加严频率责任部门Responsible DepartmentsReaction plan 反应计划Control Method 控制方法Customer BuildingNO.编号Machine,Device,Jig,Tools for MFG.material 制造用机器、装置、夹具、工具、物料Part/Process NO.零件/过程编号Process Name/Operation Description 过程名称/操作描述Customer P/N & REVISION******QA ManagerCharacteristics 特性Methods 方法Sampling plan 抽样计划Product 产品Process 过程Characteristicclass 特性分类Product/Process /Spec./Tolerance 产品/过程/规格/公差Evaluation/Measurement Tech.评价/测量技术Supplier/Plant供应商/工厂名称:HaoteSupplier/Plant Code 供方代码:Other Approval/Date(If Req'd)其他批准/日期(如需要):NAOther Approval/Date(If Req'd)其他批准/日期:(如需要) NAPart NameCPUH.H P/N******Document No.: **** **** Process Management Plan零件号/最新更改水平: 900-00539核心小组:Kevin Yj 司泉晓客户工程批准/日期:(如需要)NA Part name/Description零件名称/描述:Vertaical Supplier/Plant approval/Date 供应商/工厂批准/日期:待定Customer Quality Approve/Date (If Req'd)客户质量批准/日期:(如需要)NA。
PPAP控制计划 模板

Product 产品
Process 过程
Specia lchar. Class 特殊特 性分类
Sample 样本 Product/Process Specification/Tolerance 产品/过程 规格/公差 Evaluation/ Measurement Technique评 估/测量技术 Reaction Plan (Corrective plan) 反应计划(纠正措施)
Organization/Plant Approval/Date组织/工厂批准日期:
Customer Quality Approval/Date(If Req’d)顾客质量批准/日期(如需要):
Organization Code Other Approval/Date(If Req‘d)其他批准/日期(如需要): 组织代码: Characteristics
Control Plan 控制计划 □Prototype工程样件 □Pre-launch试生产 ■ production生产
Control Plan Number控制计划编号/版本: Key Contact/Phone主要联系人/电话: Date(Orig.)日期(编制): Date(Rev):日期(修订):2018-5-29
Part Number/Latest change Level/Molding No. 零件编号/最新更改等级/模具号: Part Name/Description零件名称/描述: Organization/Plant组织/工 厂:
Core Team核心小组:
Customer Engineering Approval/Date(If Rep'd)顾客工程批准/日期(如需要):
Other Approval/Date(If Req’d)其他批准/日期(如需要): Methods方法
样件-控制计划检查清单

是否明确需检验的材料规范?
6
控制计划中是否明确从进货(材料/零件)到制造/装配(包括包装)的全过程?
7
是否涉及工程性能试验要求?
8
是否具备如控制计划所要求的量具和试验装置?
9
如要要,顾客是否已批准控制计划?
10
供方和顾客之间的测量方法是否一致?
项目小组成员会签
项目组长
修订日期
第1页,共1页
企业名称替换
A-8样件-控制计划ቤተ መጻሕፍቲ ባይዱ查清单-APQP
顾客或厂内零件号项目编号
问题
是
否
所要求的意见/措施
负责人
完成日期
1
在制定控制计划进是否使用了第6章所述控制计划方法?
2
为便于特殊产品/过程特性的选择,是否已识别所有已知顾客关注的事项?
3
控制计划中是否包括了所有特殊产品/过程特性?
4
在制定控制计划时是否使用了SFMEA,DFMEA和PFMEA?
2.5 样件控制计划

零件名称/描述:CROSS SHAFT,U222
供应商/工厂批准/发布 10-12-2005
客户质量批准/日期
Supplier Plant 供方/工厂 公司
Supplier Plant Code - Other Approval/Date(If req'd.) 供方代号 PLM0012 其它批准/日期(如需要〕
Other Approval/Date(If Req'd.) 其它批准/日期(如需要〕
Proce ss N0. 过程 号
Process Name/Operation
Description 过程名称/过程描述
Machine,De Control Characteristics 控制参数
vice,Jig,Too
如发现异常,进行隔离及时通 知检验员处理。 及时追查,重新写明; 如有异常,隔离禁止使用;重
新拌料满足生产需求 如有异常,停止使用,及时换
料;
调整成型条件,通知注塑主管 、质保主管处理;
60
成型
注塑成型机 5
外观
产品表面无明显划痕、熔接痕, 不可有缺料、脏污;
目视检查
首件(一模); 巡检(一模/一
次);自检 (100%)
Speci
ls For Mfg. NO 生产的机器/ 编
设备/工装 号
A.Product A.产品
B.Process 过程
al Char Class
Product/Process/Specification/ Tolerance
产品/过程/规范/公差
特性
1 核对来料牌号
无牌号错误
Method 方法
Evaluation/Measure
样件控制计划、试生产控制计划、生产控制计划的区别是什么简版
样件控制计划、试生产控制计划、生产控制计划的区别是什么标题:样件控制计划、试生产控制计划、生产控制计划的区别是什么引言概述:在制造业中,为了确保产品的质量和生产的稳定性,常常会使用样件控制计划、试生产控制计划和生产控制计划等质量管理工具。
尽管它们的目标都是控制产品质量,但它们在实施方法和应用场景上存在一些区别。
本文将详细阐述这三种控制计划的不同之处。
正文内容:1. 样件控制计划1.1 样件控制计划的定义样件控制计划是在产品生命周期的早期阶段,制定用于控制样件质量的计划。
它通常用于新产品开发和产品改进阶段,以确保样件的质量符合设计要求。
1.2 样件控制计划的目的- 确保样件的质量符合设计要求,以便在后续的试生产和正式生产中能够生产出高质量的产品。
- 评估和验证新产品的设计和制造过程,以发现和解决潜在的问题。
- 帮助制定生产控制计划和质量控制计划,为正式生产做好准备。
2. 试生产控制计划2.1 试生产控制计划的定义试生产控制计划是在样件通过评估和验证后,进行小规模试生产前制定的控制计划。
它旨在确保产品在试生产阶段的质量和生产过程的稳定性。
2.2 试生产控制计划的目的- 评估产品设计和制造过程在试生产阶段的可行性和稳定性。
- 确定生产过程中的关键控制点和参数,以确保产品质量和生产效率。
- 修正和改进生产过程中的问题和缺陷,以提高产品质量和生产效率。
3. 生产控制计划3.1 生产控制计划的定义生产控制计划是在试生产阶段验证成功后,为正式生产制定的控制计划。
它包括详细的生产工艺和质量控制要求,以确保产品在正式生产中的质量和一致性。
3.2 生产控制计划的目的- 确定并规范正式生产中的生产工艺和质量控制要求。
- 确保产品在正式生产中的质量和一致性。
- 监控和控制生产过程中的关键参数和指标,以保证产品质量和生产效率。
总结:综上所述,样件控制计划、试生产控制计划和生产控制计划在质量管理中扮演着不同的角色。
样件控制计划主要用于新产品开发和产品改进阶段,试生产控制计划用于评估产品设计和制造过程在试生产阶段的可行性和稳定性,而生产控制计划则用于正式生产阶段,确保产品质量和生产过程的稳定性。
全尺寸检验和共功能试验控制计划

低温性能
——
——
电线束技术 条件QC/T 29106-92
6条 低温箱
SOP前1次 型式实验并记录在 《试验记录》S7.6-02-10和《测试 报告》S-7.6-02-10 中
停产整顿/——
——
高温性能
——
——
高温箱
——
湿热性能
——
——
湿热箱
——
耐油性能
——
——
耐油实验箱
第2页,共2页
SOP前1次
型式实验并记录在 《试验记录》S7.6-02-10和《测试 报告》S-7.6-02-10 中
停产整顿/——
——
——
接点拉力
——
——
拉力机 精度等级 ±1%
第1页,共2页
CBW
零件/ 过程名称/操 过程 作描述 编号 生产设备 编号
红旗明仕三代CA7180A4E轿车线束控制计划
生产 特性
CBW
样件 试生产 生产
控制计划编号:CBW/QJ.DX(HQ).03-0021-04
红旗明仕三代CA7180A4E轿车线束控制计划
主要联系人/电话 见封面 日期(编制) 2004年9月20日 顾客工程批准/日期(如需要)
C-7.3-01-01
日期(修订)
零件号/最新更改程度 核心小组会签: 3724010-LS、3724020-LS、3724030-LS、3724050-LS 见封面 、3724070-LS、3724100-LS、3724120-LS、3724150LS、3724640-LS/2004.7.1 工厂批准/日期 产品名称/描述 红旗明仕三代CA7180A4E轿车电线束 工厂 长春市灯泡电线有限公司 零件/ 过程名称/操 过程 作描述 编号 生产设备 供方代号 A107 特性 编号 产品 过程 特殊特 性分级 产品/过程规范 评价/测量技 /公差 术 钢卷尺 精度等级: 1mm 见封面 其它批准/日期(如需要)
控制计划(CP)模板及例子
1 1 1 1
5件/批
Spot check Spot check Spot check Spot check
34
2×R16±0.5 25±0.5
5件/批 5件/批
35
36
26.2±0.5
5件/批
37
2×40°±2°
1 1
5件/批
Spot check Spot check
有无气孔、塌边
5件/批
Page 3of 4
Product/Process Specification/Tolerance Evalua. /Meas. Technique
Date(Orig.) 编制日期 : Date(rev.) 修改日期 Customer Engineering Approval /Date (If Req’d) 顾客工程批准/日期(如需要) Customer Quality Approval/Date (If Req’d) 顾客质量批准/日期(如需要) Other Approval/Date (If Req’d) 其它批准/日期 (如需要) Methods方法 Data Recording Method 数据记录方法 Data record sheet 检验记录表 Sample样本 Size 容量 Freq 频次 5件/批 Control Method 控制方法 Reaction Plan 反应计划
Process 特殊特性 分类 工艺
产品/工艺规范/公差 35.4
评价/测量技术 Vernier caliper 游标卡尺
2 26 21 6
1 1 1 1 1 1 1 1 1 1 1 1
Spot check Spot check Spot check Spot check Spot check Spot check Spot check Spot check Spot check Spot check Spot check Spot check There is a failure, double check, and then found unsatisfa ctory, batch returns
样件控制计划
联系电话:最新修改日期:容量频率1外包装C 目视检查3包比对样袋检验记录2原料外观C 目视检查(1±0.5)kg 比对原料样品检验记录3原料重量C 台秤称重量程:0~100kg3包检验记录4材料性能试验A目视检查1次每批检验员核对材质实验报告进货检验记录表5禁用限用物质B6燃烧特性 mm/min A 1外包装C 目视检查3包比对样袋检验记录2原料外观C 目视检查(1±0.5)kg 比对原料样品检验记录3原料重量C 台秤称重量程:0~100kg3包检验记录4材料性能试验A目视检查1次每批检验员核对材质实验报告进货检验记录表5禁用限用物质B6燃烧特性 mm/min A 1外包装C 目视检查3包比对样袋检验记录2原料外观C 目视检查(1±0.5)kg 比对原料样品检验记录3原料重量C 台秤称重量程:0~100kg3包检验记录4材料性能试验A目视检查1次每批检验员核对材质实验报告进货检验记录表5禁用限用物质B6燃烧特性 mm/min A 1外包装C 目视检查3包比对样袋检验记录2原料外观C 目视检查(1±0.5)kg 比对原料样品检验记录3原料重量C 台秤称重量程:0~100kg3包检验记录4材料性能试验A目视检查1次每批检验员核对材质实验报告进货检验记录表5禁用限用物质B6燃烧特性 mm/minA 方 法特 性产品/过程规范/公差包装袋无破损、潮湿,材质为涂塑复合纸袋;原料名称、牌号、色号、制造厂家、净重与采购计划一每批检验员进货检验记录表报告质量经理,隔离标识、拒收,退回供应商颗粒饱满、大小均匀、颜色相符、无混料等缺陷25±0.25(kg)满足标准 Q/JL J124011-2015(B类)要求满足标准 Q/JLYJ7110456B-2012要求目视检查1次每批检验员核对材质证明书进货检验记录表≤80mm/min操作规范/记录表单编号进货检验记录表进货检验记录表进货检验记录表进货检验记录表负责人检验员检验员每批检验员10.3验收原材料PP+EPDM TD2010.2验收原材料ABS (B 类)PA 757编号过程编号10过程名称/操作描述10.1验收原材料ABS 电镀级(B 类)AP-8A10.4验收原材料PP-TD20包装袋无破损、潮湿,材质为涂塑复合纸袋;原料名称、牌号、色号、制造厂家、净重与采购计划一机器、装置夹具、工装产品评价/测量方法核对质保书每批每批控制方法核对材质证明书过程特殊特性分类反应计划报告质量经理,隔离标识、拒收,退回供应商1次满足标准 Q/JL J124012-2010(B类)要求满足标准 Q/JLYJ7110456B-2012要求≤80mm/min核心小组:供应商批准/日期:样件控制计划版本号: 文件编号:供应商代码:编号:零件号:零件名称:车型/年度:供应商名称:编制人:顾客批准/日期:编制日期:样本包装袋无破损、潮湿,材质为涂塑复合纸袋;原料名称、牌号、色号、制造厂家、净重与采购计划一颗粒饱满、大小均匀、颜色相符、无混料等缺陷25±0.25(kg)报告质量经理,隔离标识、拒收,退回供应商颗粒饱满、大小均匀、颜色相符、无混料等缺陷25±0.25(kg)满足标准 Q/JL J124012-2010(B类)要求满足标准 Q/JLYJ7110456B-2012要求核对质保书1次每批检验员核对材质证明书进货检验记录表≤80mm/min包装袋无破损、潮湿,材质为涂塑复合纸袋;原料名称、牌号、色号、制造厂家、净重与采购计划一每批检验员报告质量经理,隔离标识、拒收,退回供应商颗粒饱满、大小均匀、颜色相符、无混料等缺陷25±0.25(kg)满足标准 Q/JL J124011-2015(B类)要求满足标准 Q/JLYJ7110456B-2012要求目视检查1次每批检验员核对材质证明书进货检验记录表≤80mm/min工装样件生产试生产生产背门装散热器上格栅本体喷漆。
样件控制计划
样件控制计划一、引言。
样件控制计划是指在产品开发和生产过程中,对样品进行严格的管理和控制,以确保产品质量和生产效率。
样件控制计划是企业质量管理体系的重要组成部分,对于产品质量的稳定和持续改进具有重要意义。
二、制定目的。
制定样件控制计划的目的在于规范和管理样件的使用、保管和处理,以及对样件进行评估和验证,确保产品设计和生产过程中的准确性和一致性,提高产品质量和生产效率。
三、适用范围。
本样件控制计划适用于所有产品的开发和生产过程中所涉及的样件管理和控制工作,包括但不限于样品的接收、保管、使用、处理、评估和验证等环节。
四、样件管理流程。
1. 样件接收,由专人负责接收样件,并填写样件接收登记表,包括样件名称、数量、来源、接收时间等信息。
2. 样件保管,样件保管人员按照要求对样件进行分类、编号、标识,并妥善保管,确保样件的完整性和安全性。
3. 样件使用,样件使用前需填写样件使用申请表,经批准后方可使用,并在使用后及时归还或处理。
4. 样件处理,对于使用完毕或不再使用的样件,需按照规定进行处理,包括报废、退库、销毁等。
5. 样件评估和验证,对于新样件或有变更的样件,需进行评估和验证,确保符合产品设计和生产要求。
五、样件管理要求。
1. 严格执行样件管理流程,确保每一道环节都得到有效控制和监督。
2. 对样件进行分类、编号、标识,建立样件档案,便于查阅和追溯。
3. 对样件的使用和处理,需经过书面申请和批准,确保有据可依。
4. 对样件的评估和验证,需进行记录和归档,以备查证和追溯。
5. 对样件的保管和管理人员,需进行培训和考核,确保具备相应的能力和素质。
六、样件控制计划的执行。
1. 由专人负责执行样件控制计划,确保各项工作按照规定进行。
2. 对样件的管理和控制工作,定期进行检查和评估,及时发现和纠正问题。
3. 对样件的使用和处理,进行记录和汇总,形成样件管理报告,供管理参考和决策。
七、样件控制计划的改进。
1. 定期对样件控制计划进行评估和审查,发现问题和风险,及时进行改进和完善。
五金冲压件控制计划(QCP)
控制计划产品型号产品名称√样件× 试生产×生产主要联系人/电话日期(编制)控制计划编号:共 2 页第 1 页日期(校订)零件号 / 最近更改等级:零件名称 /描述:供方/ 工厂制造用机零件 / 过程过程名称/器装备夹编号操作描述具工装核心小组:供方 / 工厂批准 / 日期供方代号:其它批准 / 日期(如需要)特性特殊特性产品/ 过程评价/ 测量编号产品过程分类技术规范/ 公差顾客工程批准 / 日期(如需要)顾客质量批准 / 日期(如需要)其它批准 / 日期(如需要)方法取样控制方法容量频率反应计划原材料进厂检验GMW2M-ST-S-CR21.0 ±0.04JB-001 剪板剪料机落料XCY80-007冲孔XCY80-008成形XCY80-009 10.1 厚度t=1.0 ±0.04 千分尺C:≤ 0.1010.2 化学成分Mn: ≤ 0.50目测P: ≤0.025S: ≤0.020屈服强10.3 机械性能度:140~240MPa目测抗拉强度270~370MPa 伸10..4 外观表面无锈蚀、划伤目测20.1 尺寸354±1*1210 ±1*1.0 ± 卷尺、钢直尺0.04 、千分尺20.2 外观表面无划伤、毛刺目测30.1 毛刺大小无毛刺目测30.2 外观外观形状,是否缺料目测40.1 毛刺大小无毛刺目测40.2 孔径大小2-10.0+0.2*8.0+0.2 卡尺50.1 外观表面无裂纹、无压目测痕,模具校到位50.2 翻边高度 4.0 ±0.5 卡尺3件( 0, 1)1份3件( 0,1)1件2件2件2件入厂检查表(板材)每炉号产品质量证明书数据入厂检查表(板材)100%目测,首检/ 自检; 2件/ 小工程检查表时100% 目测,工程检查表;冲压设备作业日报首末检 / 自检;2件/ 小时100% 目测,工程检查表;冲压首末检 / 自检;2设备作业日报件/ 小时100%目测,游标工程检查表;冲压卡尺,对比样件设备作业日报合格接受不合格退货磨修刃口调整再检查隔离 /重新调整隔离 /重新调整隔离 /重新调整/重新调整卡尺,对比样件设备作业日报配合型面公50.3样件差。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
零件/过程编号
过程名称/
操作描述
生产设备
特 性
特殊特性分类
方 法
反应计划
编
号
产 品
过 程
产品/过程
规范/公差
评 价
样 本
控制方法
容量
频 率
工序03
压铸
DC 350 T机
1
烧伤
不超过样板要求
目测
10件
5件/ 4小时
检查基准书、压铸工艺卡
控制喷水量
2
冷隔
轻微、非穿透性
目测
10件
顾客质量批准/日期(如需要):
供方/工厂:
供方代号:
其它批准/日期(如需要):
其它批准/日期(如需要):
零件/过程编号
过程名称/
操作描述
生产设备
特 性
特殊特性分类
方 法
反应计划
编
号
产 品
过 程
产品/过程
规范/公差
评 价
样 本
控制方法
容量
频 率
07
除毛刺
锉刀、砂纸等
1
渣包
锉平产品轮廓
100%
连续
作业指导书
日期(修订):
零件号/最新更改水平:
HA200856 / △3
核心小组:
见《控制计划核心小组人员名单》
顾客工程批准/日期(如需要):
零件号/描述:
CSRL16 / 汽车发动机电机端盖
供方/工厂批准/日期:
顾客质量批准/日期(如需要):
供方/工厂:
供方代号:
其它批准/日期(如需要):
其它批准/日期(如需要):
过程名称/
操作描述
生产设备
特 性
特殊特性分类
方 法
反应计划
编
号
产 品
过 程
产品/过程
规范/公差
评 价
样 本
控制方法
容量
频 率
19
数控机加工
OKUMA
5
高度尺寸(续)
36.3
三坐标检测
5件
首检
检查基准书
调整车削工艺参数
26.3
三坐标检测
5件
首检
检查基准书
调整车削工艺参数
23.6
三坐标检测
5件
首检
检查基准书
通知品质部技术部
4
裂纹
SD
不接受
目测
100%
连续
检查基准书
通知品质部技术部
5
气泡、收缩
SD
不接受
目测
100%
连续
检查基准书
通知品质部技术部
6
水口崩入
不接受
目测
100%
连续
检查基准书
通知品质部技术部
7
扣伤
轻微
目测
100%
连续
检查基准书
通知品质部技术部
8
油污、黑斑
不接受
目测
100%
连续
检查基准书
通知品质部技术部
计划编号:04-CSRL16-00
主要联系人/电话:
黄 悦 / 8392559
日期(编制):
2000/10/8
日期(修订):
零件号/最新更改水平:
HA200856 / △3
核心小组:
见《控制计划核心小组人员名单》
顾客工程批准/日期(如需要):
零件号/描述:
CSRL16 / 汽车发动机电机端盖
供方/工厂批准/日期:
计划编号:04-CSRL16-00
主要联系人/电话:
黄 悦 / 8392559
日期(编制):
2000/10/8
日期(修订):
零件号/最新更改水平:
HA200856 / △3
核心小组:
见《控制计划核心小组人员名单》
顾客工程批准/日期(如需要):
零件号/描述:
CSRL16 / 汽车发动机电机端盖
供方/工厂批准/日期:
零件/过程编号
过程名称/
操作描述
生产设备
特 性
特殊特性分类
方 法
反应计划
编
号
产 品
过 程
产品/过程
规范/公差
评 价
样 本
控制方法
容量
频 率
05
外观检查
1
冷隔
非穿透性、较轻微
目测
100%
连续
检查基准书
通知品质部技术部
2
烧伤
轻微
目测
100%
连续
检查基准书
通知品质部技术部
3
夹层
不接受
目测
100%
连续
检查基准书
返工
2
毛刺
除净
目测
100%
连续
作业指导书
返工
3
通孔隔皮
打通
目测
100%
连续
作业指导书
返工
4
锉刀纹
不明显、不粗大
目测
100%
连续
作业指导书
返工
5
黑斑、油污
擦净
目测
100%
连续
作业指导书
返工
6
轻微烧伤
已擦滑
目测
100%
连续
作业指导书
返工
7
搬运
不能碰撞、跌伤
目测
100%
连续
作业指导书
通知品质部技术部
8
锉伤产品
零件号/最新更改水平:
HA200856 / △3
核心小组:
见《控制计划核心小组人员名单》
顾客工程批准/日期(如需要):
零件号/描述:
CSRL16 / 汽车发动机电机端盖
供方/工厂批准/日期:
顾客质量批准/日期(如需要):
供方/工厂:
供方代号:
其它批准/日期(如需要):
其它批准/日期(如需要):
零件/过程编号
顾客工程批准/日期(如需要):
零件号/描述:
CSRL16 / 汽车发动机电机端盖
供方/工厂批准/日期:
顾客质量批准/日期(如需要):
供方/工厂:
供方代号:
其它批准/日期(如需要):
其它批准/日期(如需要):
零件/过程编号
过程名称/
操作描述
生产设备
特 性
特殊特性分类
方 法
反应计划
编
号
产 品
过 程
产品/过程
顾客质量批准/日期(如需要):
供方/工厂:
供方代号:
其它批准/日期(如需要):
其它批准/日期(如需要):
零件/过程编号
过程名称/
操作描述
生产设备
特 性
特殊特性分类
方 法
反应计划
编
号
产 品
过 程
产品/过程
规范/公差
评 价
样 本
控制方法
容量
频 率
工序02
熔炼
颜氏炉
1
精炼温度
710~720℃
热电偶
100%
日期(编制):
2000/10/8
日期(修订):
零件号/最新更改水平:
HA200856 / △3
核心小组:
见《控制计划核心小组人员名单》
顾客工程批准/日期(如需要):
零件号/描述:
CSRL16 / 汽车发动机电机端盖
供方/工厂批准/日期:
顾客质量批准/日期(如需要):
供方/工厂:
供方代号:
其它批准/日期(如需要):
连续
抛丸工艺卡
控制计划
文件编号:TD/QR33 页码:第 页 共 页
样件: √ 试生产: 生产:
计划编号:04-CSRL16-00
主要联系人/电话:
黄 悦 / 8392559
日期(编制):
2000/10/8
日期(修订):
零件号/最新更改水平:
HA200856 / △3
核心小组:
见《控制计划核心小组人员名单》
连续
作业指导书
2
碰伤、撞花
不接受
目测
100%
连续
作业指导书
3
搬运、叠放产品
不得随手丢放产品
目测
100%
连续
作业指导书
控制计划
文件编号:TD/QR33 页码:第 页 共 页
样件: √ 试生产: 生产:
计划编号:04-CSRL16-00
主要联系人/电话:
黄 悦 / 8392559
日期(编制):
2000/10/8
HA200856 / △3
核心小组:
见《控制计划核心小组人员名单》
顾客工程批准/日期(如需要):
零件号/描述:
CSRL16 / 汽车发动机电机端盖
供方/工厂批准/日期:
顾客质量批准/日期(如需要):
供方/工厂:
供方代号:
其它批准/日期(如需要):
其它批准/日期(如需要):
零件/过程编号
过程名称/
操作描述
容量
频 率
工序01
进货检验
光谱仪
1
ADC12化学成分
S
见化学成分报告
理化实验或光谱仪化验
1锭
1锭/批
进货检验程序
通知技术部/物控部
2
机械性能
S
σs >190
N/mm2
拉伸试验
1锭
1锭/批
进货检验程序
通知技术部/物控部
ψ>3.5%
控制计划