控制计划(样件)汇总
控制计划(样件)汇总
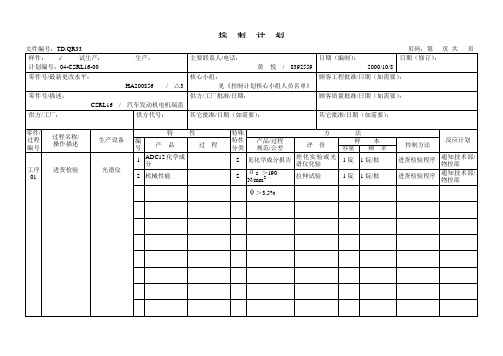
CSRL16 /汽车发动机电机端盖
供方/工厂批准/日期:
顾客质量批准/日期(如需要):
供方/工厂:
供方代号:
其它批准/日期(如需要):
其它批准/日期(如需要):
零件/过程编号
过程名称/
操作描述
生产设备
特性
特殊特性分类
方法
反应计划
编
号
产品
过程
产品/过程
规范/公差
评价
样本
控制方法
容量
频率
工序01
100%
1次/炉
回炉料使用记录
通知工艺员
3
清渣
除杂质
100%
1次/半小时
熔炼记录
通知工艺员/技术部
控制计划
文件编号:TD/QR33页码:第页共页
样件:√试生产:生产:
计划编号:04-CSRL16-00
主要联系人/电话:
黄悦/ 8392559
日期(编制):
2000/10/8
日期(修订):
零件号/最新更改水平:
计划编号:04-CSRL16-00
主要联系人/电话:
黄悦/ 8392559
日期(编制):
2000/10/8
控制计划
文件编号:TD/QR33页码:第页共页
样件:√试生产:生产:
计划编号:04-CSRL16-00
主要联系人/电话:
黄悦/ 8392559
日期(编制):
2000/10/8
日期(修订):
零件号/最新更改水平:
HA200856 /△3
核心小组:
见《控制计划核心小组人员名单》
顾客工程批准/日期(如需要):
样件控制计划、试生产控制计划、生产控制计划的区别是什么简版
样件控制计划、试生产控制计划、生产控制计划的区别是什么标题:样件控制计划、试生产控制计划、生产控制计划的区别是什么引言概述:在制造业中,为了确保产品的质量和生产的稳定性,常常会使用样件控制计划、试生产控制计划和生产控制计划等质量管理工具。
尽管它们的目标都是控制产品质量,但它们在实施方法和应用场景上存在一些区别。
本文将详细阐述这三种控制计划的不同之处。
正文内容:1. 样件控制计划1.1 样件控制计划的定义样件控制计划是在产品生命周期的早期阶段,制定用于控制样件质量的计划。
它通常用于新产品开发和产品改进阶段,以确保样件的质量符合设计要求。
1.2 样件控制计划的目的- 确保样件的质量符合设计要求,以便在后续的试生产和正式生产中能够生产出高质量的产品。
- 评估和验证新产品的设计和制造过程,以发现和解决潜在的问题。
- 帮助制定生产控制计划和质量控制计划,为正式生产做好准备。
2. 试生产控制计划2.1 试生产控制计划的定义试生产控制计划是在样件通过评估和验证后,进行小规模试生产前制定的控制计划。
它旨在确保产品在试生产阶段的质量和生产过程的稳定性。
2.2 试生产控制计划的目的- 评估产品设计和制造过程在试生产阶段的可行性和稳定性。
- 确定生产过程中的关键控制点和参数,以确保产品质量和生产效率。
- 修正和改进生产过程中的问题和缺陷,以提高产品质量和生产效率。
3. 生产控制计划3.1 生产控制计划的定义生产控制计划是在试生产阶段验证成功后,为正式生产制定的控制计划。
它包括详细的生产工艺和质量控制要求,以确保产品在正式生产中的质量和一致性。
3.2 生产控制计划的目的- 确定并规范正式生产中的生产工艺和质量控制要求。
- 确保产品在正式生产中的质量和一致性。
- 监控和控制生产过程中的关键参数和指标,以保证产品质量和生产效率。
总结:综上所述,样件控制计划、试生产控制计划和生产控制计划在质量管理中扮演着不同的角色。
样件控制计划主要用于新产品开发和产品改进阶段,试生产控制计划用于评估产品设计和制造过程在试生产阶段的可行性和稳定性,而生产控制计划则用于正式生产阶段,确保产品质量和生产过程的稳定性。
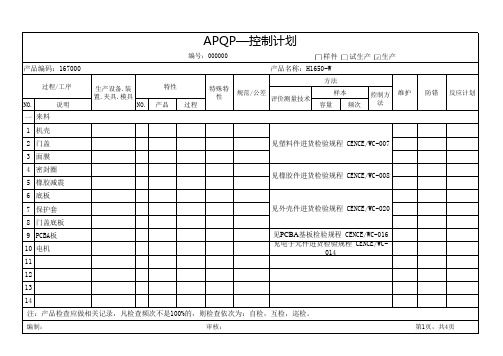
APQP-控制计划
≤60s ≤70
成 品 检 验 规 程
≤0.5mA
每批 每批 每批 每批 每批
≥10MΩ ≤0.1Ω
注:产品检查应做相关记录,凡检查频次不是100%的,则检查依次为:自检,互检,巡检。 编制: 审核: 第4页,共4页
APQP—控制计划
编号:000000
样件 产品名称:H1650-W
方法
试生产
生产
产品编码:167000
过程/工序 NO. 说明 生产设备.装 置.夹具.模具 NO. 特性 产品 过程 特殊特 性 规范/公差
评价测量技术
样本 容量 频次
控制方法
维护
防错
反应计划
一 来料 1 机壳 2 门盖 3 面膜 4 密封圈 5 橡胶减震 6 底板 7 保护套 8 门盖底板 9 PCBA板 10 电机 11 12 13 14 注:产品检查应做相关记录,凡检查频次不是100%的,则检查依次为:自检,互检,巡检。 见PCBA基板检验规程 CENCE/WC-016 见电子元件进货检验规程 CENCE/WC-014 见外壳件进货检验规程 CENCE/WC-020 见橡胶件进货检验规程 CENCE/WC-008 见塑料件进货检验规程 CENCE/WC-007
试生产
生产
生产设备.装 置.夹具.模具 NO.
特性 产பைடு நூலகம் 过程
方法 特殊特 性 规范/公差 评价测量技术 样本 容量 频次 控制方法 维护 防错 反应计划
说明
每批 每批 每批 每批 每批 每批 医用离心机 YY/T0657 每批 每批 每批
30%检查 30%检查 30%检查 30%检查 30%检查 30%检查 30%检查 30%检查 30%检查 30%检查 30%检查 30%检查 30%检查 100%检查
样件控制计划

样件控制计划一、引言。
样件控制计划是指在产品开发和生产过程中,对样品进行严格的管理和控制,以确保产品质量和生产效率。
样件控制计划是企业质量管理体系的重要组成部分,对于产品质量的稳定和持续改进具有重要意义。
二、制定目的。
制定样件控制计划的目的在于规范和管理样件的使用、保管和处理,以及对样件进行评估和验证,确保产品设计和生产过程中的准确性和一致性,提高产品质量和生产效率。
三、适用范围。
本样件控制计划适用于所有产品的开发和生产过程中所涉及的样件管理和控制工作,包括但不限于样品的接收、保管、使用、处理、评估和验证等环节。
四、样件管理流程。
1. 样件接收,由专人负责接收样件,并填写样件接收登记表,包括样件名称、数量、来源、接收时间等信息。
2. 样件保管,样件保管人员按照要求对样件进行分类、编号、标识,并妥善保管,确保样件的完整性和安全性。
3. 样件使用,样件使用前需填写样件使用申请表,经批准后方可使用,并在使用后及时归还或处理。
4. 样件处理,对于使用完毕或不再使用的样件,需按照规定进行处理,包括报废、退库、销毁等。
5. 样件评估和验证,对于新样件或有变更的样件,需进行评估和验证,确保符合产品设计和生产要求。
五、样件管理要求。
1. 严格执行样件管理流程,确保每一道环节都得到有效控制和监督。
2. 对样件进行分类、编号、标识,建立样件档案,便于查阅和追溯。
3. 对样件的使用和处理,需经过书面申请和批准,确保有据可依。
4. 对样件的评估和验证,需进行记录和归档,以备查证和追溯。
5. 对样件的保管和管理人员,需进行培训和考核,确保具备相应的能力和素质。
六、样件控制计划的执行。
1. 由专人负责执行样件控制计划,确保各项工作按照规定进行。
2. 对样件的管理和控制工作,定期进行检查和评估,及时发现和纠正问题。
3. 对样件的使用和处理,进行记录和汇总,形成样件管理报告,供管理参考和决策。
七、样件控制计划的改进。
1. 定期对样件控制计划进行评估和审查,发现问题和风险,及时进行改进和完善。
控制计划

检测夹具
3pcs
每两小时 every 2 hrs
记录; 生产前首件确认 Record, first article inspection before production 全检 Full check 全检 Full check
通知主管 Notify supervisor
生产部 Production dept
1pcs
每两小时 every 2 hrs
全检 Full check
返工 Rework
1-3
手啤机、检 装换向器 测夹具 Hand Assemble press, commutator inspection fixture
100%
连续 Continuous
全检 Full check 记录; 生产前首件确认 Record, first article inspection before production 全检 Full check 全检 Full check 全检 Full check 返工 Rework
20+0.2/-0.3 MM
卡尺 Caliper
3pcs
每两小时 every 2 hrs
1-1
转子后端轴长 Shaft extension at rear end of rotor 芯片错位、翘片 Lam stack mismatched or warp 芯片松散 Lam stack loose
通知主管 Notify supervisor 生产部 Production dept 返工 Rework 返工 Rework
目视检测 Visual check 目视检测 Visual check
100%
连续 Continuous 连续 Continuous
样件控制计划

要求
PP TD20
1装容方式及数
量正确C 2标识正确C 3
成品放置C 4合格成品
标识、实物、数量与出库单一致C 5合格成品
成品合检具B 200成品发运货车、台车、
叉车1安全运输成品安全运输到顾客仓
库
C 处数完成一箱包装时贴上合容完整、正确贴上合格标识的成品箱上,整齐放置,最高堆放3层详见包装规格书间隙为3±0.5mm,面差0.5)mm 成品发运必达,运输过程
现碰伤、变形190成品检验合格成品
按出货作业指导书进行修改单号标志修改人日期
公差
等缺陷求
等缺陷
m
块现象m
现象8级
象
现象;
2箱检验员通知装配组长,
选别隔离,重新包装100%
检验员通知装配组长,选别隔离,更换标识100%
检验员通知装配组长,选别隔离,重新放置目视检查
100%每批检验员出库记录出库单检验员通知库管员,隔离标识,产品正确出库检具
10件每次检验员检具操作指导书抽检记录表检验员通知装配组长,选别隔离目视检查100%每批货车司机发货记录
发货单货车司机通知物流部
经理,及时调整修改单号处数日期
贴上合格标识,内、正确成品箱放在栈板齐放置,最高堆放3层,面差为(0±m 输过程不允许出、变形书进行检验目视检查每班检验员检验记录巡检记录表标志修改人。
控制计划control-plan
27.3 为了达到过程控制的有效性,应不断评价控制
方法以达到其有效性,例如:当出现过程或过
程能力的重大变化时,应对控制方法进行评
价。
.
16
27.4 在选择控制方法时,应把重点放在: ◆ 满足所有顾客的要求; ◆ 控制过程,而不是产品; ◆ 预防而不是发现; ◆ 把目标定在自然容限,而不是产品规格容限; ◆ 防错而不是检验; ◆ 管理控制方法。
.
2
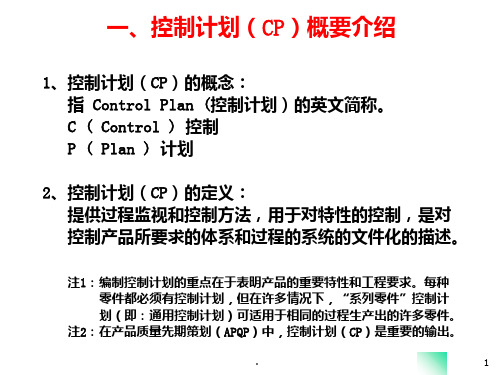
4、控制计划(CP)的目的: 提供结构性的途径;最大限度地减少过程和产品变 差;使控制计划在整个产品寿命周期中得到保持和 使用,确保按顾客的要求制造出优质的产品。
5、控制计划(CP)实施的时机和范围:
公司内所有的产品(包括:新产品和常规产品-老 产品和旧产品) 6、控制计划对用来最大限度减少过程和产品变差的体系 作了简要的书面描述。控制计划不能替代包含在详细的 操作者指导书中的信息。
重 级 失效 度 过程
度 别 起因 数 控制
S
/机理 O 预防
现行 过程 控制 探测
风 探险 测顺 度序 D数
RPN
建议 措施
责任及
目标 完成 日期
措施结果
严 频 探 风险 采取的 重 度 测 顺序
措施 度 数 度 数 S O D RPN
零件/ 过程 编号
过程 名称/ 操作 描述
机器、
装置、 夹具、
.
14
26、样本容量/频率: 当需要取样时,列出相应的样本容量和频率。 ■ 试生产控制计划中的样本容量/频率应比 生产控制计划中的样本容量/频率严。 ■ 注意:抽样原则。 ◆ 采用合理的抽样计划; ◆ 样本应能足于区分特殊原因变差和共 同原因变差。
.
15
控制计划( Control Plan)

Prototype Production 样件量产Size 容量Freq.频率目视每托每批进料检验报告★光谱分析仪1个样块每批1.光谱分析报告2.核对供应商检验报告★1.拉力机2.布氏硬度计1件每批1.拉力检验报告2.布氏硬度检验报告3.核对供应商检验报告材料标识目视每托每批原材料色标标准看板10进料检验Process 过程铝锭表面清洁、无污垢,包装材料需防水,产品干燥。
按照原材料色标标准标识Reaction Plan 反应计划隔离、退货DIE CAST ALUMINUM ALLOY ANSI #383力学性能:抗拉强度≥310Mpa 屈服强度≥150Mpa 延伸率≥3.5%布氏硬度BHN ≥75隔离、退货1.隔离供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述隔离、拒收Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Pre-launch Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):DIE CAST ALUMINUMALLOY ANSI #383化学元素含量:Si9.5~11.5,Fe ≤1.3,Cu2-~3,Mn ≤0.5,Mg ≤0.1,Sn ≤0.15,Ni ≤0.3,Zn ≤3,其它≤0.5,剩余:AlCore Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法Key Contact /phone:主要联系人/电话 :铝锭外观顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:DIE CASTALUMINUM ALLOY ANSI #383《ASTM B85∕B85M 》力学性能DIE CASTALUMINUM ALLOY ANSI #383《ASTM B85∕B85M 》材料成分Part/Proce ss Numb er 零件/过程编号控制计划 Control Plan表单编号:XX.T/ED-CP-01 版本号:A/0Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):XXX 汽车零部件有限公司样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):叉车隔离2.上报仓库主管3.重新标识4.重新放置样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):停止生产2.通知领班或工艺员调整,合格后再生产;1.除气搅拌静置10分钟后开样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):停止生产2.通知生产相关负责人整改,合格后再生产;3.通知压铸主管样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):停止生产2.通知修模组相关负责人整改,合格后再生产;3.上报压铸主管样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):顶杆印顶杆凸出、凹进≤0.3mm样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):停止生产2.通知领班或工艺员修模,合格后再生产。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
操作描述
生产设备
编
号
特性特殊
特性
产品过程
分类
产品/过程
规范/公差
方法
样本
评价
容量频率
反应计划
控制方法
1冷隔
非穿透性、较轻
微
目测100%连续检查基准书
通知品质部
技术部
05外观检查
2烧伤轻微目测100%连续
检查基准书通知品质部
技术部
3夹层不接受目测100%连续
检查基准书通知品质部
技术部
4裂纹SD不接受目测100%连续
容量频率
反应计划
控制方法
1水口崩入不接受目测100%连续作业指导书
04除浇口木棒
2碰伤、撞花不接受目测100%连续作业指导书
3
搬运、叠放产
品
不得随手丢放产
品
目测100%连续作业指导书
控制计划
文件编号:TD/QR33页码:第页共页
样件:√试生产:生产:日期(编制):日期(修订):
主要联系人/电话:
计划编号:04-CSRL16-00黄悦/83925592000/10/8
规范/公差
方法
样本
评价
容量频率
反应计划
控制方法
1同轴度φ0.05三坐标检测5件首检检查基准书
调整车削工
艺参数
19数控机加工数控车床
OKUMA
2垂直度0.1三坐标检测5件首检检查基准书
调整车削工
艺参数
3平面度0.1/φ74三坐标检测5件首检检查基准书
调整车削工
艺参数
+0.07
+0.02三坐标检测5件首检检查基准书
产品/过程
规范/公差
方法
样本
评价
容量频率
反应计划
控制方法
1渣包锉平产品轮廓100%连续作业指导书返工
07除毛刺锉刀、砂纸等
2毛刺除净目测100%连续作业指导书返工
3通孔隔皮打通目测100%连续作业指导书返工
4锉刀纹不明显、不粗大目测100%连续作业指导书返工
5黑斑、油污擦净目测100%连续作业指导书返工
检查基准书通知品质部
技术部
5气泡、收缩SD不接受目测100%连续
检查基准书通知品质部
技术部
6水口崩入不接受目测100%连续
检查基准书通知品质部
技术部
7扣伤轻微目测100%连续
检查基准书通知品质部
技术部
8油污、黑斑不接受目测100%连续检查基准书
通知品质部
技术部
9顶针印-0.5~0mm目测1件每班/生产批检查基准书
控制计划
文件编号:TD/QR33页码:第页共页
样件:√试生产:生产:日期(编制):日期(修订):
主要联系人/电话:
计划编号:04-CSRL16-00黄悦/83925592000/10/8
零件号/最新更改水平:顾客工程批准/日期(如需要):
核心小组:
HA200856/△3
见《控制计划核心小组人员名单》
通知工艺员/
技术部
控制计划
文件编号:TD/QR33页码:第页共页
样件:√试生产:生产:日期(编制):日期(修订):
主要联系人/电话:
计划编号:04-CSRL16-00黄悦/83925592000/10/8
零件号/最新更改水平:顾客工程批准/日期(如需要):
核心小组:
HA200856/△3
见《控制计划核心小组人员名单》
4直径φ85
调整车削工
艺参数
+0.021
0)三坐标检测5件首检检查基准书
φ26H7(
调整车削工
艺参数
φ42三坐标检测5件首检检查基准书
调整车削工
艺参数
5高度尺寸32.3±0.5三坐标检测5件首检检查基准书
调整车削工
艺参数
31.1±0.2三坐标检测5件首检检查基准书
调整车削工
艺参数
22.3±0.5三坐标检测5件首检检查基准书
HA200856/△3
见《控制计划核心小组人员名单》
零件号/描述:供方/工厂批准/日期:顾客质量批准/日期(如需要):
CSRL16/汽车发动机电机端盖
供方/工厂:供方代号:其它批准/日期(如需要):其它批准/日期(如需要):
零件/
过程
编号
过程名称/
操作描述
生产设备
编
号
特性特殊
特性
产品过程
分类
产品/过程
分
S见化学成分报告
理化通知技术部/
物控部
工序
01
进货检验光谱仪
2机械性能Sσs>190
2拉伸试验1锭1锭/批进货检验程序
N/mm
通知技术部/
物控部
ψ>3.5%
控制计划
文件编号:TD/QR33页码:第页共页
样件:√试生产:生产:日期(编制):日期(修订):
主要联系人/电话:
核心小组:
HA200856/△3
见《控制计划核心小组人员名单》
零件号/描述:供方/工厂批准/日期:顾客质量批准/日期(如需要):
CSRL16/汽车发动机电机端盖
供方/工厂:供方代号:其它批准/日期(如需要):其它批准/日期(如需要):
零件/
过程
编号
过程名称/
操作描述
生产设备
编
号
特性特殊
特性
产品过程
分类
零件号/描述:供方/工厂批准/日期:顾客质量批准/日期(如需要):
CSRL16/汽车发动机电机端盖
供方/工厂:供方代号:其它批准/日期(如需要):其它批准/日期(如需要):
零件/
过程
编号
过程名称/
操作描述
生产设备
编
号
特性特殊
特性
产品过程
分类
产品/过程
规范/公差
方法
样本
评价
容量频率
反应计划
控制方法
1
ADC12化学成
调整车削工
艺参数
19.6±0.1三坐标检测5件首检检查基准书
调整车削工
艺参数
控制计划
文件编号:TD/QR33页码:第页共页
样件:√试生产:生产:日期(编制):日期(修订):
主要联系人/电话:
计划编号:04-CSRL16-00黄悦/83925592000/10/8
零件号/最新更改水平:顾客工程批准/日期(如需要):
通知工艺员,
检查基准书、
5疏松SDX光探伤6件3件/ 4小时
压铸工艺卡
调整工艺参
数
6针孔尺寸
《压铸孔规格汇
录表》
塞规、卡尺检
测
6件3件/ 4小时
检查基准书、
压铸工艺卡
暂停生产
7压射不出现飞料目测100%连续
检查模具、调
整工艺参数
8钳出产品钳花、刮花8件1件小时检查基准书
改变钳夹位
置
9离型剂喷涂吹干
工艺校验、目
零件号/描述:供方/工厂批准/日期:顾客质量批准/日期(如需要):
CSRL16/汽车发动机电机端盖
供方/工厂:供方代号:其它批准/日期(如需要):其它批准/日期(如需要):
零件/
过程
编号
过程名称/
操作描述
生产设备
编
号
特性特殊
特性
产品过程
分类
产品/过程
规范/公差
方法
样本
评价
容量频率
反应计划
控制方法
1烧伤不超过样板要求目测10件5件/ 4小时
过程名称/
操作描述
生产设备
编
号
特性特殊
特性
产品过程
分类
产品/过程
规范/公差
方法
样本
评价
容量频率
反应计划
控制方法
1色泽S不接受目测100%连续抛丸工艺卡
调整抛丸反
转时间
08抛丸抛丸机
调整工艺,
2黑斑不接受目测100%连续抛丸工艺卡
延长抛丸时
间
3起皮不接受目测100%连续抛丸工艺卡
通知品质部
技术部
4挂钩产品
计划编号:04-CSRL16-00黄悦/83925592000/10/8
零件号/最新更改水平:顾客工程批准/日期(如需要):
核心小组:
HA200856/△3
见《控制计划核心小组人员名单》
零件号/描述:供方/工厂批准/日期:顾客质量批准/日期(如需要):
CSRL16/汽车发动机电机端盖
供方/工厂:供方代号:其它批准/日期(如需要):其它批准/日期(如需要):
零件/
过程
编号
过程名称/
操作描述
生产设备
编
号
特性特殊
特性
产品过程
分类
产品/过程
规范/公差
方法
样本
评价
容量频率
反应计划
控制方法
1精炼温度710~720℃热电偶100%连续熔炼记录单颜氏炉升温
工序
02
熔炼颜氏炉
2铝料配比1:1磅秤100%1次/炉
回炉料使用记
录
通知工艺员
3清渣除杂质100%1次/半小时熔炼记录
零件号/描述:供方/工厂批准/日期:顾客质量批准/日期(如需要):
CSRL16/汽车发动机电机端盖
供方/工厂:供方代号:其它批准/日期(如需要):其它批准/日期(如需要):
零件/
过程
编号
过程名称/
操作描述
生产设备
编
号
特性特殊
特性
产品过程