样件控制计划
2.5 样件控制计划

零件名称/描述:CROSS SHAFT,U222
供应商/工厂批准/发布 10-12-2005
客户质量批准/日期
Supplier Plant 供方/工厂 公司
Supplier Plant Code - Other Approval/Date(If req'd.) 供方代号 PLM0012 其它批准/日期(如需要〕
Other Approval/Date(If Req'd.) 其它批准/日期(如需要〕
Proce ss N0. 过程 号
Process Name/Operation
Description 过程名称/过程描述
Machine,De Control Characteristics 控制参数
vice,Jig,Too
如发现异常,进行隔离及时通 知检验员处理。 及时追查,重新写明; 如有异常,隔离禁止使用;重
新拌料满足生产需求 如有异常,停止使用,及时换
料;
调整成型条件,通知注塑主管 、质保主管处理;
60
成型
注塑成型机 5
外观
产品表面无明显划痕、熔接痕, 不可有缺料、脏污;
目视检查
首件(一模); 巡检(一模/一
次);自检 (100%)
Speci
ls For Mfg. NO 生产的机器/ 编
设备/工装 号
A.Product A.产品
B.Process 过程
al Char Class
Product/Process/Specification/ Tolerance
产品/过程/规范/公差
特性
1 核对来料牌号
无牌号错误
Method 方法
Evaluation/Measure
样件控制计划、试生产控制计划、生产控制计划的区别是什么
样件控制计划、试生产控制计划、生产控制计划的区别是什么标题:样件控制计划、试生产控制计划、生产控制计划的区别是什么引言概述:在创造业中,为了确保产品质量和生产效率,制定合理的控制计划是至关重要的。
样件控制计划、试生产控制计划、生产控制计划是三种不同的控制计划,它们在创造过程中扮演着不同的角色。
本文将详细介绍这三种控制计划的区别。
一、样件控制计划1.1 样件控制计划是针对新产品开辟阶段的控制计划,旨在确保新产品的质量和性能符合设计要求。
1.2 样件控制计划包括对原材料、工艺、设备等方面的控制要求,以确保生产出的样件符合设计标准。
1.3 样件控制计划通常由研发部门或者质量部门制定,并在新产品开辟过程中进行执行和监控。
二、试生产控制计划2.1 试生产控制计划是在通过样件试验验证新产品设计后,进行小批量试生产前制定的控制计划。
2.2 试生产控制计划包括对生产过程、工艺参数、设备设置等方面的详细规定,以验证生产过程的稳定性和可行性。
2.3 试生产控制计划通常由生产部门制定,并在试生产阶段进行执行和监控,以确保产品的质量和性能符合要求。
三、生产控制计划3.1 生产控制计划是在通过试生产验证产品性能和生产过程后,正式投入批量生产前制定的控制计划。
3.2 生产控制计划包括对生产流程、质量控制、设备维护等方面的全面规定,以确保产品质量和生产效率的稳定性。
3.3 生产控制计划通常由生产管理部门制定,并在批量生产过程中进行执行和监控,以实现持续改进和优化生产过程。
四、样件控制计划、试生产控制计划、生产控制计划的区别4.1 样件控制计划主要针对新产品开辟阶段,试生产控制计划主要针对小批量试生产阶段,生产控制计划主要针对批量生产阶段。
4.2 样件控制计划侧重于验证新产品设计和工艺的可行性,试生产控制计划侧重于验证生产过程的稳定性,生产控制计划侧重于持续改进和优化生产过程。
4.3 样件控制计划、试生产控制计划、生产控制计划是一个逐步深入的过程,三者相互衔接,共同确保产品质量和生产效率。
样件控制计划

联系电话:最新修改日期:容量频率1外包装C 目视检查3包比对样袋检验记录2原料外观C 目视检查(1±0.5)kg 比对原料样品检验记录3原料重量C 台秤称重量程:0~100kg3包检验记录4材料性能试验A目视检查1次每批检验员核对材质实验报告进货检验记录表5禁用限用物质B6燃烧特性 mm/min A 1外包装C 目视检查3包比对样袋检验记录2原料外观C 目视检查(1±0.5)kg 比对原料样品检验记录3原料重量C 台秤称重量程:0~100kg3包检验记录4材料性能试验A目视检查1次每批检验员核对材质实验报告进货检验记录表5禁用限用物质B6燃烧特性 mm/min A 1外包装C 目视检查3包比对样袋检验记录2原料外观C 目视检查(1±0.5)kg 比对原料样品检验记录3原料重量C 台秤称重量程:0~100kg3包检验记录4材料性能试验A目视检查1次每批检验员核对材质实验报告进货检验记录表5禁用限用物质B6燃烧特性 mm/min A 1外包装C 目视检查3包比对样袋检验记录2原料外观C 目视检查(1±0.5)kg 比对原料样品检验记录3原料重量C 台秤称重量程:0~100kg3包检验记录4材料性能试验A目视检查1次每批检验员核对材质实验报告进货检验记录表5禁用限用物质B6燃烧特性 mm/minA 方 法特 性产品/过程规范/公差包装袋无破损、潮湿,材质为涂塑复合纸袋;原料名称、牌号、色号、制造厂家、净重与采购计划一每批检验员进货检验记录表报告质量经理,隔离标识、拒收,退回供应商颗粒饱满、大小均匀、颜色相符、无混料等缺陷25±0.25(kg)满足标准 Q/JL J124011-2015(B类)要求满足标准 Q/JLYJ7110456B-2012要求目视检查1次每批检验员核对材质证明书进货检验记录表≤80mm/min操作规范/记录表单编号进货检验记录表进货检验记录表进货检验记录表进货检验记录表负责人检验员检验员每批检验员10.3验收原材料PP+EPDM TD2010.2验收原材料ABS (B 类)PA 757编号过程编号10过程名称/操作描述10.1验收原材料ABS 电镀级(B 类)AP-8A10.4验收原材料PP-TD20包装袋无破损、潮湿,材质为涂塑复合纸袋;原料名称、牌号、色号、制造厂家、净重与采购计划一机器、装置夹具、工装产品评价/测量方法核对质保书每批每批控制方法核对材质证明书过程特殊特性分类反应计划报告质量经理,隔离标识、拒收,退回供应商1次满足标准 Q/JL J124012-2010(B类)要求满足标准 Q/JLYJ7110456B-2012要求≤80mm/min核心小组:供应商批准/日期:样件控制计划版本号: 文件编号:供应商代码:编号:零件号:零件名称:车型/年度:供应商名称:编制人:顾客批准/日期:编制日期:样本包装袋无破损、潮湿,材质为涂塑复合纸袋;原料名称、牌号、色号、制造厂家、净重与采购计划一颗粒饱满、大小均匀、颜色相符、无混料等缺陷25±0.25(kg)报告质量经理,隔离标识、拒收,退回供应商颗粒饱满、大小均匀、颜色相符、无混料等缺陷25±0.25(kg)满足标准 Q/JL J124012-2010(B类)要求满足标准 Q/JLYJ7110456B-2012要求核对质保书1次每批检验员核对材质证明书进货检验记录表≤80mm/min包装袋无破损、潮湿,材质为涂塑复合纸袋;原料名称、牌号、色号、制造厂家、净重与采购计划一每批检验员报告质量经理,隔离标识、拒收,退回供应商颗粒饱满、大小均匀、颜色相符、无混料等缺陷25±0.25(kg)满足标准 Q/JL J124011-2015(B类)要求满足标准 Q/JLYJ7110456B-2012要求目视检查1次每批检验员核对材质证明书进货检验记录表≤80mm/min工装样件生产试生产生产背门装散热器上格栅本体喷漆。
样件控制计划

样件控制计划一、引言。
样件控制计划是指在产品开发和生产过程中,对样品进行严格的管理和控制,以确保产品质量和生产效率。
样件控制计划是企业质量管理体系的重要组成部分,对于产品质量的稳定和持续改进具有重要意义。
二、制定目的。
制定样件控制计划的目的在于规范和管理样件的使用、保管和处理,以及对样件进行评估和验证,确保产品设计和生产过程中的准确性和一致性,提高产品质量和生产效率。
三、适用范围。
本样件控制计划适用于所有产品的开发和生产过程中所涉及的样件管理和控制工作,包括但不限于样品的接收、保管、使用、处理、评估和验证等环节。
四、样件管理流程。
1. 样件接收,由专人负责接收样件,并填写样件接收登记表,包括样件名称、数量、来源、接收时间等信息。
2. 样件保管,样件保管人员按照要求对样件进行分类、编号、标识,并妥善保管,确保样件的完整性和安全性。
3. 样件使用,样件使用前需填写样件使用申请表,经批准后方可使用,并在使用后及时归还或处理。
4. 样件处理,对于使用完毕或不再使用的样件,需按照规定进行处理,包括报废、退库、销毁等。
5. 样件评估和验证,对于新样件或有变更的样件,需进行评估和验证,确保符合产品设计和生产要求。
五、样件管理要求。
1. 严格执行样件管理流程,确保每一道环节都得到有效控制和监督。
2. 对样件进行分类、编号、标识,建立样件档案,便于查阅和追溯。
3. 对样件的使用和处理,需经过书面申请和批准,确保有据可依。
4. 对样件的评估和验证,需进行记录和归档,以备查证和追溯。
5. 对样件的保管和管理人员,需进行培训和考核,确保具备相应的能力和素质。
六、样件控制计划的执行。
1. 由专人负责执行样件控制计划,确保各项工作按照规定进行。
2. 对样件的管理和控制工作,定期进行检查和评估,及时发现和纠正问题。
3. 对样件的使用和处理,进行记录和汇总,形成样件管理报告,供管理参考和决策。
七、样件控制计划的改进。
1. 定期对样件控制计划进行评估和审查,发现问题和风险,及时进行改进和完善。
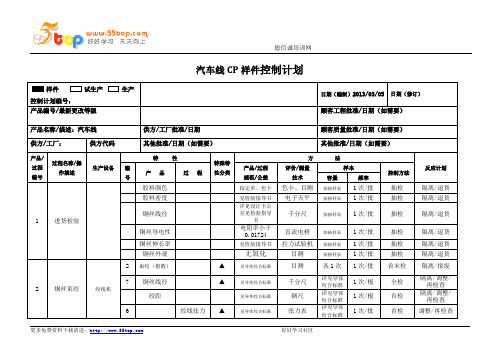
汽车线CP样件控制计划
直流电桥
按抽样表
1次/批
抽检
隔离/退货
铜丝伸长率
见检验指导书
拉力试验机
按抽样表
1次/批
抽检
隔离/退货
铜丝外观
无氧化
目测
按抽样表
1次/批
抽检
隔离/退货
2
铜丝束绞
绞线机
2
束绞(根数)
▲
见导体绞合标准
目测
各1次
1次/批
首末检
隔离/报废
7
铜丝线径
▲
见导体绞合标准
千分尺
详见导体绞合标准
100%检查
隔离/报废
3
半成品检验
绞距
见导体绞合标准
钢尺
详见导体绞合标准
1次/根
100%检查
隔离/调整/再检查
4
押出
押出机
3
绝缘最小点厚度
▲
详见设计卡
目测/投影仪
各1cm
各1次/批
首末端检查
隔离/报废
1
火花电压
▲
详见设计卡
火花试验机
100%
持续
自动检测
通知组长
5
塑化温度
▲
详见操作指导书
温度表
1次
1次/批
100%
全检
隔离/报废
颜色
与标准比色卡相同
目测
全数
100%
全检
隔离/报废
绝缘印字
清晰可辩
目测
全数
100%
全检
隔离/报废
6
性能试验
性能Βιβλιοθήκη 按JB/T8139-1999按JB/T8139-1999
样件控制计划、试生产控制计划、生产控制计划的区别是什么
新产品开发通常有三个阶段:1、样件研制。
主要解决设计是否满足顾客要求,也就是要达到产品的设计定型;2、试生产。
主要解决的是工艺过程是否满足产品设计提出的要求,也就是要解决工艺定型;3、批量生产。
从质量和数量上满足顾客的需要。
控制计划样件研制、试生产、批量生产的时候,都要使用控制计划。
控制计划是描述质量策划结果的一份文件。
它从材料、方法、设备、测量、环境等方面考虑如何加以控制,编制成控制计划文件以后起到三方面的作用:1、反映质量策划的结果。
这是预防为主和检验把关的主要差别之一。
2、指导生产如何控制过程,确保产品质量。
生产的时候,如果按照控制计划执行,通常可以确保产品质量,万一过程发生问题,产品还可能是合格的。
这时候,针对过程采取措施,使过程恢复正常。
这对产品来说,起到了预防作用。
3、提供可追溯证据。
控制计划中记录了实际使用的材料、设备、工具、方法等信息。
以便将来需要时追溯。
4、知识积累。
控制计划必须根据工艺水平的发展,及时更改。
因此,它反映了质量管理体系当前的控制和测量水平。
那么,试生产是样件研制后进入批量生产前的控制计划和量产的控制计划,在哪些方面有区别呢?试生产控制计划和批量生产控制计划的主要差别,根据前面新产品研制的三个阶段和控制计划的作用,我们可以推论得到试生产控制计划和批量生产控制计划的主要差别如下:1、试生产控制计划需要设置控制点要比批量生产控制计划多一些。
2、控制的内容比批量控制计划要多。
考虑到新产品采用的某些工艺是否合适。
因此,控制的内容要比批量生产控制计划多一些,检验和测量的内容也可能多,抽样的频率也要高一些。
3、在试生产阶段通常要做统计评价。
也就是要分析过程是否稳定?稳定后再分析过程能力是否满足要求等。
而批量控制计划主要是监视过程的稳定而已。
需要时统计过程的长期性能指数。
4、除了采用控制计划来控制过程之外,试制控制计划还需要对过程和产品进行审核。
通过审核来证实控制计划编制是否满足要求,过程的实际能力是否满足顾客要求等。
样件控制计划试生产控制计划生产控制计划的区别是什么
样件控制计划试生产控制计划生产控制计划的区别是什么Document serial number【LGGKGB-LGG98YT-LGGT8CB-LGUT-新产品开发通常有三个阶段:1、样件研制。
主要解决设计是否满足顾客要求,也就是要达到产品的设计定型;2、试生产。
主要解决的是工艺过程是否满足产品设计提出的要求,也就是要解决工艺定型;3、批量生产。
从质量和数量上满足顾客的需要。
控制计划样件研制、试生产、批量生产的时候,都要使用控制计划。
控制计划是描述质量策划结果的一份文件。
它从材料、方法、设备、测量、环境等方面考虑如何加以控制,编制成控制计划文件以后起到三方面的作用:1、反映质量策划的结果。
这是预防为主和检验把关的主要差别之一。
2、指导生产如何控制过程,确保产品质量。
生产的时候,如果按照控制计划执行,通常可以确保产品质量,万一过程发生问题,产品还可能是合格的。
这时候,针对过程采取措施,使过程恢复正常。
这对产品来说,起到了预防作用。
3、提供可追溯证据。
控制计划中记录了实际使用的材料、设备、工具、方法等信息。
以便将来需要时追溯。
4、知识积累。
控制计划必须根据工艺水平的发展,及时更改。
因此,它反映了质量管理体系当前的控制和测量水平。
那么,试生产是样件研制后进入批量生产前的控制计划和量产的控制计划,在哪些方面有区别呢试生产控制计划和批量生产控制计划的主要差别,根据前面新产品研制的三个阶段和控制计划的作用,我们可以推论得到试生产控制计划和批量生产控制计划的主要差别如下:1、试生产控制计划需要设置控制点要比批量生产控制计划多一些。
2、控制的内容比批量控制计划要多。
考虑到新产品采用的某些工艺是否合适。
因此,控制的内容要比批量生产控制计划多一些,检验和测量的内容也可能多,抽样的频率也要高一些。
3、在试生产阶段通常要做统计评价。
也就是要分析过程是否稳定稳定后再分析过程能力是否满足要求等。
而批量控制计划主要是监视过程的稳定而已。
控制计划作业指导书

控制计划作业指导书本文介绍了公司新开发产品样件、试生产和生产控制计划的编制与使用管理。
其中引用了《产品质量先期策划和控制计划》和控制计划定义。
技术开发部是控制计划的归口管理部门,负责控制计划的编制,各相关部门负责控制计划的实施。
同时规定了控制计划编制的时机和原则,并列举了控制计划编制的论据和典型的识别变差源和合适的控制方法及过程分析。
具体规定和要求如下:4.1控制计划编制时机样件控制计划应在产品设计和开发阶段制定,并经过多方论证小组确认,由技术开发部负责制定样件控制计划。
试生产控制计划应在过程开发阶段由技术开发部制定。
生产控制计划应在产品和过程确认阶段制定,并经过质量策划认定,由技术开发部制定。
4.2控制计划编制原则样件控制计划应对样件制造过程中的尺寸测量和材料与性能试验作出描述,多方论证小组负责评审所有样件,以保证符合所要求的规范和报告数据,已对特殊产品和过程特性给予特别的控制,使用数据和经验制定初始过程参数和包装要求。
试生产控制计划应在APQP过程设计和开发阶段制定,并经多方论证小组确认,多方论证小组成员在样件试选之后、投产之前应对所涉及的尺寸测量、材料性能试验做出描述(如:过程名称/操作的描述)。
生产控制计划是试生产控制计划的逻辑扩展,应对控制零件和过程体系等作出规定。
4.3控制计划编制论据控制计划编制应参考过程流程图、DFMEA、PFMEA、特殊特性明细表、相似零件和经验教训、设计评审结果等。
4.4控制计划中典型的识别变差源和合适的控制方法及过程分析对以机器加工为主要过程,机器的安装调整是主要影响输出变量,这些过程特性是需要控制和测量的变量,应采用X-R 控制图进行统计过程分析。
对以夹具或流水线为主的过程,夹具的变差导致产品的变差,因此要注意特殊特性的控制,须经常进行统计产品取样。
4.4.3 对以工装(模具)为主的过程,工装寿命和设计是影响过程输出质量的因素。
此过程的控制主要体现在产品上,首件检验可以验证工装是否合格,巡回检验可以验证过程能力。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
13个¢3.78±0.04mm
20.77±0.1mm
2.65±0.05mm 四处¢12.625± 0.025mm单边机加余
量0.5 2处¢22.025± 0.025mm单边机加余
量0.5 2.55±0.1mm
CMM测量 CMM测量 CMM测量 CMM测量 CMM测量 CMM测量
1PCS/2h √ 1PCS/2h √ 1PCS/2h √ 1PCS/2h √ 1PCS/2h √ 1PCS/2h √
√ 重工、选别、隔离 √ 重工、选别、隔离 √ 重工、选别、隔离 √ 重工、选别、隔离 √ 重工、选别、隔离 √ 重工、选别、隔离 √ 重工、选别、隔离 √ 重工、选别、隔离 √ 重工、选别、隔离 √ 重工、选别、隔离 √ 重工、选别、隔离 √ 重工、选别、隔离 √ 重工、选别、隔离 √ 重工、选别、隔离
B
2.55±0.1mm
B
B
¢10.26±0.05mm B
B
B
¢6.26±0.05mm
B
B
23±0.05mm
B
49±0.05mm
B
CMM测量 CMM测量 CMM测量 CMM测量 CMM测量 CMM测量 CMM测量 CMM测量 CMM测量 CMM测量 CMM测量 CMM测量 CMM测量 CMM测量 CMM测量 CMM测量 CMM测量
¢6.26±0.05mm
B
目测 目测+触摸 CMM测量
每件 √
全检 1PCS/2h
重新喷洒、流程卡上 合格标签
√ 重工、选别、隔离
√ 重工、选别、隔离
备注
CMM
2
位置度
B
CMM测量
1PCS/2h
√ 重工、选别、隔离
CMM
3
轮廓
B
CMM测量
1PCS/2h
√ 重工、选别、隔离
工 程 项目
管 理 项目
工 程
CMM测量 CMM测量 CMM测量
1PCS/2h √
1PCS/2h √ 1PCS/2h √
停止批产、参数调整 、模具修正
停止批产、参数调整 、模具修正
停止批产、参数调整 、模具修正
停止批产、参数调整 、模具修正
停止批产、参数调整 、模具修正
停止批产、参数调整 、模具修正
停止批产、参数调整 、模具修正
5
位置度
6
轮廓
7 孔径直径
8
位置度
9
宽度
10
宽度
11
直径
12
直径
13
宽度
14 四处轮廓
15 孔径直径
16
位置度
17
轮廓
18 孔径直径
19
位置度
20
宽度
21
宽度
B B 13个¢3.78±0.04mm B
B
20.77±0.1mm
B
2.65±0.05mm
B
四处¢12.625± 0.025mm
B
2处¢22.025± 0.025mm
60 研磨检验
夹具 Φ6.0铣刀
3 孔径直径
¢6.26±0.05mm
4
位置度
宽度
宽度
直径
23±0.05mm单边机 加余量0.4
49±0.05mm单边机 加余量0.4
¢4±0.05mm单边机 加余量0.5
表面无毛边多余部
1
外观
气动打磨机, 分残留、顶针面不 锉刀 能高出工件表面、所
B
有孔内毛刺
1
外观
1
B
B
B
¢7.16±0.05mm
B
B
B
13个¢3.78±0.04mm B
B
20.77±0.1mm
B
2.65±0.05mm
B
四处¢12.625± 0.025mm
B
2处¢22.025± 0.025mm
B
2.55±0.1mm
B
B
CMM测量 CMM测量 CMM测量 CMM测量 CMM测量 CMM测量 CMM测量 CMM测量 CMM测量 CMM测量 CMM测量 CMM测量
一次/2H
√
小锉刀
9
清理机加毛刺
B
目测
每件
√
CMM CMM CMM CMM CMM CMM CMM CMM CMM CMM
CMM
CMM
CMM 70 机加工检验
CMM
1 孔径直径
2
位置度
3
轮廓
4 孔径直径
5
位置度
6
轮廓
7 孔径直径
8
位置度
9
宽度
10
宽度
11
直径
12
直径
13
宽度
14 四处轮廓
¢6.26±0.05mm
1PCS/2h √
停止批产、参数调整 、模具修正
5
轮廓
孔径直径
位置度
¢7.16±0.05mm
CMM测量 CMM测量 CMM测量
1PCS/2h √ 1PCS/2h √ 1PCS/2h √
停止批产、参数调整 、模具修正
停止批产、参数调整 、模具修正
停止批产、参数调整 、模具修正
轮廓 孔径直径 位置度
宽度 宽度 直径
1PCS/2h 1PCS/2h 1PCS/2h 1PCS/2h 1PCS/2h 1PCS/2h 1PCS/2h 1PCS/2h 1PCS/2h 1PCS/2h 1PCS/2h 1PCS/2h 1PCS/2h 1PCS/2h 1PCS/2h 1PCS/2h 1PCS/2h
√ 重工、选别、隔离 √ 重工、选别、隔离 √ 重工、选别、隔离
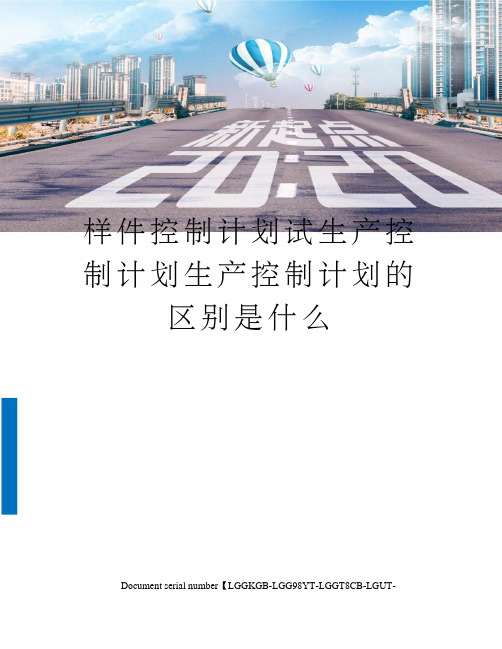
编号:ML-FZB-013-010
√ 样件 控制计划NO 零件号码:
试生产
控制计划
版本:A
生产
主要联络人/电话: 品管课:吕天辉
APQP小组:
NO:
日期(编制):
日期(修订):
顾客工程核准日期(如要求)
零件名称/说明:
供应商/工厂
公司名称
工 程 项目
工 程
工程名称
使用机器设备
顺 序
或操作描述
或工具、量具
B
目测
每批/一次
√
通知模修修模
成型参数(模温机
170-175度、射料管
500度、射料时间
压铸机(TOYO-250) 2
设备
4sec、冷却时间9。 sec冲头前限105mm 、冲头后限720MM、 快速位置180MM、增
B
核对作业条件记 录表
1次/4H(早 、中、晚)
、
√
上报并调整压铸机参 数
30
压位280mm 铸造压
CMM测量
CMM测量
1PCS/2h √ 1PCS/2h √ 1PCS/2h √ 1PCS/2h √ 1PCS/2h √ 1PCS/2h √ 1PCS/2h √ 1PCS/2h √ 1PCS/2h √ 1PCS/2h √ 1PCS/2h √
1PCS/2h √
1PCS/2h √
1PCS/2h √
停止批产、机加参数 调整、更换刀具
B
目测 &参照标准 样件
全检
√
上报并调整压铸机参 数、修模、选别
表面
2 内部气孔
ASTM E505标准 (三级)、
B
对比方向盘X探 伤检测记录表
3PCS/每批
√
停止批产、参数调整 、模具修正
3 孔径直径
¢6.26±0.05mm
CMM测量
1PCS/2h √
停止批产、参数调整 、模具修正
4
位置度
CMM测量
¢10.26±0.05mm B
CMM
16
位置度
B
CMM
17
轮廓
B
CMM
18 孔径直径
¢6.26±0.05mm
B
CMM
19
位置度
B
CMM
20
宽度
23±0.05mm
B
CMM
21
宽度
49±0.05mm
B
CMM
22
直径
¢4±0.05mm
B
检查方法
CMM测量 CMM测量 CMM测量 CMM测量 CMM测量
管 理 方案
力248.7bar、储能
时间3sec
切水口
3
4
外观
不允有人为造成的
磕碰、明显少肉,变 C
目测
全检
√
形
产品无明显碰伤、
变形、缺料、生锈 、裂纹、冷隔、顶 针面不能高出工件
C
目测 &参照标准 样件
全检
√
表面
退货、返工、选别
上报并调整压铸机参 数、修模、选别
工 程 项目
工 程
工程名称
使用机器设备
顺 序
或操作描述
停止批产、机加参数 调整、更换刀具
停止批产、机加参数 调整、更换刀具
停止批产、机加参数 调整、更换刀具
停止批产、机加参数 调整、更换刀具
停止批产、机加参数 调整、更换刀具
停止批产、机加参数 调整、更换刀具
停止批产、机加参数 调整、更换刀具
停止批产、机加参数 调整、更换刀具
停止批产、机加参数 调整、更换刀具
10 接收铝锭
20 铝锭验收
车型:新滑门系统
供应商代号:
管 理项 管理重点 NO 产品 制程
镁锭
A380的材 质
供应商/工厂/核准日期
其它核准日期(如要求)
目 重
品质特性/规格
要 度