2012年以来18起硫化氢中毒事故案例分析
硫化氢事故案例

硫化氢事故案例目录1. 内容概括 (2)2. 事故案例概述 (3)2.1 事故背景 (4)2.2 事故涉及单位及人员 (5)3. 事故经过 (6)3.1 事故发生前的情况 (7)3.2 事故具体经过 (8)3.3 事故后果 (9)4. 事故原因分析 (10)4.1 直接原因 (11)4.1.1 硫化氢来源及浓度超标原因 (12)4.1.2 操作失误或设备故障等人为因素 (12)4.2 间接原因 (14)4.2.1 安全管理制度执行不到位 (15)4.2.2 安全教育培训不足 (16)4.2.3 应急处理能力不足 (18)5. 事故应急处置与救援 (19)5.1 应急处置过程 (20)5.2 救援行动与措施 (21)5.3 救援效果评估 (22)6. 事故损失及影响 (23)6.1 人员伤亡情况 (24)6.2 设备损坏情况 (25)6.3 生产运行受影响情况 (26)6.4 环境影响及评估 (27)7. 事故责任认定与处罚 (29)7.1 责任划分与认定 (29)7.2 责任人处理情况 (30)7.3 处罚措施及执行情况 (32)8. 事故预防措施与建议 (33)8.1 加强安全管理制度建设与执行 (34)8.2 强化安全教育培训及考核 (35)8.3 提升应急处理能力 (36)8.4 加强设备巡检与维护管理,做好隐患排查治理工作 (38)1. 内容概括本文档旨在详细记录和分析一起典型的硫化氢泄漏事故案例,该案例发生在一个工业处理设施中。
硫化氢是一种高度有毒的气体,即使在低浓度下也能对人类健康造成严重影响。
本案例描述了事故的起因、发展、应对措施以及最终的后果,旨在通过真实事件的学习为工业操作人员和安全专家提供宝贵的经验教训。
事故发生于2018年6月15日,位于美国中西部的某化工企业中的一条生产线上。
在处理含硫化合物的一道工序中,用于储存硫化氢的储罐发生了泄漏。
泄漏最初并未立即被发现,原因是泄漏点位于储罐底部,信号监控系统并未捕捉到异常。
硫化氢中毒事故案例
硫化氢中毒事故案例分析一、硫化氢简介硫化氢是一种无机化合物,分子式为H2S,一种易燃的酸性气体,无色,低浓度时有臭鸡蛋气味,浓度极低时便有硫磺味,有剧毒。
常存在于废气、含硫石油、以及下水道、隧道中。
含硫有机物腐败也可产生硫化氢气体。
在阴沟疏通、河道挖掘、污物清理等作业时时常常会遭遇高浓度的硫化氢气体,在密闭空间中作业情况更为突出。
如防范不当,极易造成人员伤亡。
二、典型事故案例(一)案例一2005年6月17日下午13时20分左右,某公司发现生产车间冷却用水异常,动力车间组织相关人员对供水系统进行检查。
动力车间主任柴某、副主任马某、车间设备员陈某-同到达四号井,下井后相继晕倒在水井里。
13时35分,维修工王某第一个到达现场,立即联络人员开展营救。
门卫刘某、石某依次下井,刘某第-一个下井,刚要抱起柴某,即晕倒,第二个下井的石某挣扎爬出井外即晕倒。
后安全部门人员带呼吸器下井救人,将四人相继救出井外。
最终造成柴某等四人均抢救无效死亡的悲痛惨剧,给四个家庭带来了毁灭性的打击伤害,同时也给责任单位带来很大负面损失。
(二)案例二2008年3月3日,北京某污水处理厂二分厂副长厂姜某带领工人刘某、王某和高某在对23号泵进行检修时,刘某在未确认该污泥循环系统进水阀门是否关闭的情况下,盲目打开23号泵泵壳的环形夹具,致使该泵处于承压状态,泵的吸入口污泥带压喷出并将刘某掩埋,污泥内厌氧产生硫化氢等有害气体累积并随喷出的污水溢出,现场其他3名作业人员迅速从不同出入口撤离管廊。
喷泥事故发生后,污水处理厂二分厂副厂长王某(代理厂长)、技术员赵某,三分厂书记潘某、厂长袁某等人员在对事故情况不清、未采取安全防护措施的情况下,分别从不同出入口下到地下管廊内查看情况,在查看过程中,四人先后晕倒在管廊内。
消防人员赶到后,分别将五人救出,经医护人员抢救无效潘某、王某、赵某、刘某四人死亡,一人受重伤。
(三)案例三2008年9月13日8时左右,某市某实业有限公司水处理剂车间二工段7号反应釜,在检修过程中发生1人中毒,3人盲目施救,造成3人死亡、1人受伤事故。
职业中毒案例讨论(硫化氢中毒)

Electrical and Mechanical
My class one, our home
案情进展
2、对呼吸心搏骤停者立即进 行心肺复苏,呼吸心跳恢复后 应尽快进行高压氧疗,并积极 给予对症和支持治疗。
直击现场
案情进展
深入调查
直击现场
检查发现送风机送进的风量很小,随即在风 机上接了管子通入池底,继续送风。以后下去 的4人均带三层用水浸湿的口罩,腰间系了绳子, 经二十多分钟的抢救,池下7人全部拉了上来。 前三人因中毒时间较长, 虽经多方抢救,终因呼吸心跳 全部停止而死亡。1人深度昏 迷,抢救12h时后苏醒,3人昏 第二部分 迷5min-10min后苏醒,后面下 入调查 Electrical and Mechanical 池的四人均未昏迷。
3
第二部分
深入调查
My class one, our home
Electrical and Mechanical
★慢性影响:长期接触低浓度硫 化氢可引起眼和呼吸道慢性炎症, 甚至角膜糜烂或点状角膜炎。全 身可出现类神经征、中枢性自主 神经功能紊乱,也可损害周围神 经。
中毒机制: ★吸收:硫化氢主要经呼吸道进入机体,硫化氢主要分布 在脑、肝、肾、胰和小肠。 ★排泄:大部分被氧化为无毒的硫酸盐和硫代硫酸盐,或 甲基化生成低毒的甲硫醇和甲硫醚。其代谢产物主要随尿 排出,一部分以硫化氢原形从呼气排出,硫化氢在体内无 积蓄作用。 ★毒性: ☆全身作用:细胞内缺氧→窒息。 ☆粘膜刺激作用:眼、呼吸道粘膜。 ☆神经系统毒作用:脑组织最敏感; 第二部分 “电击样死亡”。 入调查 Electrical and Mechanical ☆心肌损害作用:急性中毒出现心肌梗 死样表现。
问题讨论
临淄区一起急性硫化氢职业中毒事件原因分析与急救处理

临淄区一起急性硫化氢职业中毒事件原因分析与急救处理近日,山东省淄博市临淄区发生了一起急性硫化氢职业中毒事件,造成多人受伤甚至死亡。
这一事件引起了社会各界的广泛关注,人们纷纷呼吁加强职业安全保障,防止类似事件再次发生。
为了深入了解此次事件的原因及急救处理情况,我们进行了调查和研究。
一、事件概况据了解,此次急性硫化氢职业中毒事件发生在临淄区的一家化工厂。
当时,由于工厂操作不当,导致硫化氢泄漏,造成了多名工人和周围居民受到严重危害。
事故发生后,相关部门迅速展开应急处理和救援工作,但仍有一些人员受伤严重,甚至死亡。
二、原因分析1. 职业安全管理不到位据相关报道,此次事故发生的化工厂一直存在安全隐患,但没有及时发现和解决。
该工厂未能建立完善的安全管理制度,对员工的职业安全保障工作做得不够到位。
工厂在生产过程中没有有效地监测、控制和处理有毒气体,导致了硫化氢泄漏事件的发生。
2. 工人操作不当据初步调查显示,此次事故的直接原因是工人操作不当。
可能存在工人忽视了相关操作规程,或者缺乏必要的职业安全知识和技能,导致了硫化氢泄漏。
这在一定程度上也反映出了整个工厂对员工的职业培训和教育工作不够。
3. 突发事件处理不及时一旦硫化氢泄漏,应急响应和处理措施的及时性和有效性显得尤为重要。
该化工厂对于突发事件的处理不够及时、不够迅速,相关人员缺乏应急救援的知识和技能,导致了事故的严重后果。
三、急救处理情况事故发生后,当地政府及时启动应急预案,紧急组织各类救援人员和装备到达现场。
对于受伤人员,先后进行了紧急救治和输送,部分人员伤情严重,无法挽救。
在应对职业中毒事件时,及时救治和抢救是至关重要的。
要对受伤人员进行现场快速救助和转移,尽可能将其送到医院进行进一步救治。
医护人员需要对中毒人员进行及时有效的毒气排除和解毒措施。
还需要对其他可能受到影响的人员进行紧急排查和救治。
四、建议改进对于所有涉及有毒化学物质的工厂和生产企业,必须建立健全的安全管理制度。
硫化氢中毒事故统计分析及对策
2018年第18卷第4期
硫化氢 中毒事故 统 计分析 及对策
杨 猛 (中 国石 化 青 岛安 全 工 程 研 究 院 ,山 东青 岛 266071)
摘 要 :选取 2012—2016年 国 内外 各行 业 发
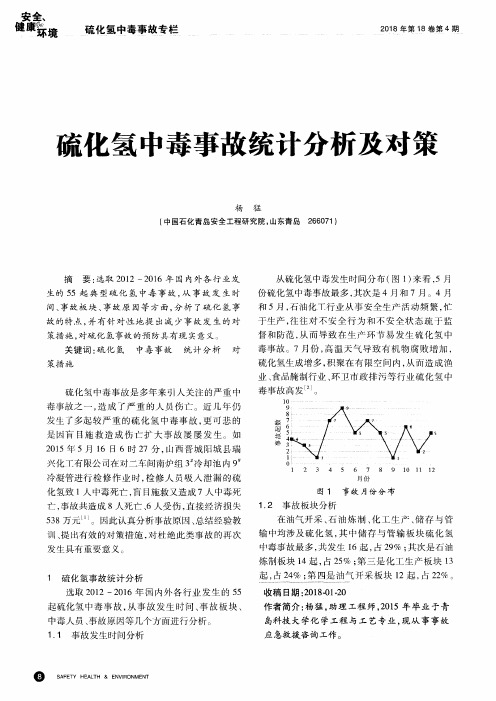
从硫化 氢 中毒发 生时 间分 布 (图 1)来 看 ,5月
输 中均 涉及 硫 化 氢 ,其 中储 存 与 管 输 板块 硫 化 氢 中毒事故 最多 ,共 发生 16起 ,占 29% ;其次 是石 油 炼制板块 14起 ,占25% ;第三是化工生产板块 13
1 硫化 氢事故 统计 分析
起 ,占 24% ;第 四是 油 气 开 采 板 块 12起 ,占 22% 。
比为 36% 。可 见 ,清理 工 、检 维 修 工 、操 作 工 ,这 3
1.3 事 故人 员分 析
种 工种 人 员 的 自我 防护 意 识 和 知识 都 极 其 贫 乏 ,
在 55起硫 化氢 中毒 事故 中 ,共 有 39起 事 故造 另 一方 面 ,企 业单 位 的应 急救 援 装 备 也存 在 缺 陷 ,
2015年 5月 16 日 6时 27分 ,山西 晋 城 阳城 县瑞
兴化 T有 限公 司在 对二 车 间南炉组 3 冷 却池 内 9 冷凝 管进 行 检修 作 业 时 ,检 修 人 员 吸 人 泄 漏 的 硫
0 1 2 3 4 5 6 7
爿份
化氢 致 1人 中毒死亡 ,盲 目施救 又造 成 7人 中毒死
业 、食 品腌制 行业 、环 卫 市政 排 污等 行 业硫 化 氢 中
硫化 氢 中毒 事故 是 多年来 引人关 注 的严 重 中 毒事故 高发 J。
硫化氢中毒事故案例分析(2013.9.24)

⑵ 废芳烃罐内有H2S;操 作工在检查泄漏时,没有 意识到有硫化氢泄漏,在 无防护意识、无防护措施 情况下发生中毒。
3、事故原因分析: 间接原因
⑴ V-1303废芳烃罐周围检测报警 装置不全。 ⑵ 企业安全管理不到位。 ⑶ 安全防护设施管理不善。 ⑷ 盲目施救使得事故后果进 一步扩大。
4窒息性和刺激性 气体。主要作用于中枢神经系统和呼吸系 统,亦可造成心脏等多个器官损害,对其 作用最敏感的部位是脑和粘膜。 H2S的急性毒性作用器官和中毒机制,随接 触浓度和接触时间变化而不同。浓度越高 则对中枢神经抑制作用越明显,浓度较低 时对粘膜刺激作用明显。
2、事故原因分析: 直接原因
(1)加氢预反应器硫化过程 中产生高浓度硫化物,夹带着 高浓度的硫化氢(3000ppm) 气体排入V废芳烃罐。废芳烃 罐放空阀开度不够,导致高浓 度硫化氢气体从废芳烃罐液下 泵的防尘盘处泄漏,致使在 3.54m处进行作业的员工急性 中毒,跌入6.3×4.4×2.6 (深)的地下池中。
一、宝丰集团“12.17”急性H2S中毒事故
1、事故经过
2011年12月17日下午5时,宝丰能源苯加氢装置区,员工丁虎在巡检 时发现非芳烃地下废液槽抽出泵的轴封有渗漏,在通知现场主操柳波后,
对渗漏部位进行检查,他不小心掉入槽外的地坑中昏迷。现场主操柳波在
接到丁虎报告后,通知宝丰能源苯加氢项目经理石月东。随后石月东带领 柳波、郭永斌、郭东方等人,前往现场查看,发现丁虎倒在非芳烃地下废 液槽外的地坑中。石月东与柳波立即跳进坑中进行救援,因硫化氢中毒相 继晕倒。郭永斌、郭东方发现情况不对,在戴好防毒面具后下坑营救,将 丁虎、石月东、柳波救出送往灵武市中心医院和宁夏医科大学总医院抢救。 经医院抢救,确定丁虎、石月东、柳波3人死亡,郭永斌、郭东方等9人不 同程度中毒。
临淄区一起急性硫化氢职业中毒事件原因分析与急救处理

临淄区一起急性硫化氢职业中毒事件原因分析与急救处理【摘要】本文主要探讨了临淄区发生的一起急性硫化氢职业中毒事件的原因分析与急救处理。
在事件原因分析部分,我们分析了可能的导致事件发生的原因,如缺乏安全措施、操作不当等。
而在急救处理措施部分,我们讨论了应对职业中毒事件时应该如何进行急救处理,包括紧急转移受害者、提供氧气等。
最后在结尾总结部分,我们总结了事件原因分析与急救处理措施的重要性,提醒大家关注职业中毒事件的防范和处理,确保职场安全。
通过本文的探讨,希望能够提高大家对职业中毒事件的认识,并加强安全意识,保障企业员工的健康与安全。
【关键词】事件原因分析、急救处理措施、引言、背景介绍、结尾总结、临淄区、急性硫化氢、职业中毒1. 引言1.1 背景介绍临淄区一起急性硫化氢职业中毒事件是一起引起社会广泛关注的意外事件,发生在某化工厂的一次意外泄漏事故中。
该事件造成多名工人中毒,其中一些人情况十分严重,令人深感痛心。
此次事件的发生引起了社会各界的关注和讨论,也引起了有关部门的警惕和反思。
在这起急性硫化氢职业中毒事件中,我们不仅要关注事故的发生原因和影响,还要重点关注如何进行有效的急救处理,救治受害者,避免类似事件再次发生。
通过对这起事件的深入分析和总结,可以更好地加强职业安全管理工作,保障员工的生命安全和身体健康。
在此背景下,我们将对临淄区一起急性硫化氢职业中毒事件的原因进行分析,并探讨相关的急救处理措施,旨在为类似事件的防范和处理提供有益的参考和借鉴。
2. 正文2.1 事件原因分析1. 硫化氢泄漏源头不明:该起急性硫化氢职业中毒事件的主要原因之一是硫化氢泄漏源头不明,导致无法及时发现和采取措施应对。
2. 工作环境监测不到位:在这起事件中,工作环境监测不到位也是造成中毒的原因之一。
缺乏硫化氢的监测设备和监测机制,使得工作人员无法及时发现危险。
3. 安全生产管理不力:对生产过程中的安全管理不力也是导致该事件发生的原因之一。
事故伤亡案例汇总
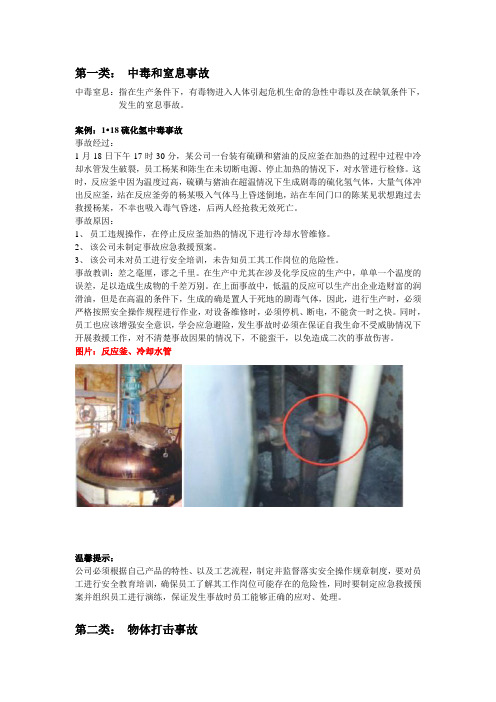
1、员工违规操作,在停止反应釜加热的情况下进行冷却水管维修。
2、该公司未制定事故应急救援预案。
3、该公司未对员工进行安全培训,未告知员工其工作岗位的危险性。
事故教训:差之毫厘,谬之千里。在生产中尤其在涉及化学反应的生产中,单单一个温度的误差,足以造成生成物的千差万别。在上面事故中,低温的反应可以生产出企业造财富的润滑油,但是在高温的条件下,生成的确是置人于死地的剧毒气体,因此,进行生产时,必须严格按照安全操作规程进行作业,对设备维修时,必须停机、断电,不能贪一时之快。同时,员工也应该增强安全意识,学会应急避险,发生事故时必须在保证自我生命不受威胁情况下开展救援工作,对不清楚事故因果的情况下,不能蛮干,以免造成二次的事故伤害。
案例:危机暗涌的地下水管
事故经过:
4月8日早上6时,在一处污水管道工程工地,工人何某与两工友在排污井安装污水管,安装过程中不慎挖破临近的一个旧污水井,由于旧污水井中存在大量的污水和石块,强大的水压将合谋迎面冲到并冲抛了50米,何某的头部被水中的石头击中,经抢救无效死亡。
事故原因:
1、何某进入工地作业时未佩戴安全帽。
第一类:中毒和窒息事故
中毒窒息:指在生产条件下,有毒物进入人体引起危机生命的急性中毒以及在缺氧条件下,发生的窒息事故。
案例:1•18硫化氢中毒事故
事故经过:
1月18日下午17时30分,某公司一台装有硫磺和猪油的反应釜在加热的过程中过程中冷却水管发生破裂,员工杨某和陈生在未切断电源、停止加热的情况下,对水管进行检修。这时,反应釜中因为温度过高,硫磺与猪油在超温情况下生成剧毒的硫化氢气体,大量气体冲出反应釜,站在反应釜旁的杨某吸入气体马上昏迷倒地,站在车间门口的陈某见状想跑过去救援杨某,不幸也吸入毒气昏迷,后两人经抢救无效死亡。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2012年以来18起硫化氢中毒事故案例分析
近年来,硫化氢中毒事故屡见不鲜。
据不完全统计,自2012年以来,化工行业发生的较大及以上事故中,中毒事故共33起,其中因硫化氢造成的中毒事故18起,占48.6%,共导致了62人死亡。
对这18起事故进行梳理,分析了硫化氢中毒的易发环节,提出了防控措施,帮助大家吸取事故教训,防范硫化氢中毒事故再次发生。
硫化氢主要来源
清楚硫化氢的来源,才能更好地预防事故。
硫化氢来源广泛,在油气井钻井现场、天然气加工厂、石油炼制厂、硫回收厂、精细化工企业及矿井中常出现硫化氢,另外在纸浆厂、下水道、工业实验室等也有硫化氢出现。
对2012年以来发生的18起较大及以上硫化氢中毒事故分析发现,事故中的硫化氢主要在废液处理、工艺生产、硫化物遇酸反应、硫化亚铁自热反应过程中产生,企业人员在进行受限空间、抽堵盲板、管道疏通、清理等非常规作业时,风险分析不到位、防护措施不足而导致中毒。
01废液处理产生硫化氢
02工艺中产生硫化氢
03硫化物遇酸反应产生硫化氢
04硫化亚铁受热产生硫化氢
一、硫化氢中毒防控措施
1.加强工艺危害分析,尤其是新型煤化工、焦化、炼化、精细化工等使用煤、原油为原料的生产工艺,辨识可能产生硫化氢的场所,并采取有效的防护措施。
2.重视环保设施改造中的风险:
★严禁含硫化物废液与酸性介质混排处理
★将废水处理池增设的棚盖作为受限空间管理
3.认识硫化亚铁的自反应发热的风险,对含硫设备内壁沉积清理时,要考虑辨识是否含有硫化亚铁。
二、常规与非常规作业安全注意事项
采样作业
(1)检查采样器是否完好,采用密闭取样;
(2)佩戴便携式有毒有害(硫化氢)气体检测仪、适用的防毒用具,站在上风向,并有专人监护;
(3)采样过程中手阀应慢慢打开,不要用扳手敲打阀门。
切水作业
(1)佩戴便携式有毒有害(硫化氢)气体检测仪、适用的防毒用具,站在上风向,并有专人监护;
(2)切水阀与切水口应有一定距离;
(3)脱出的酸性气要用氢氧化钙或氢氧化钠溶液中和,并有隔离措施,防止过路行人中毒;
(4)切水过程中人不能离开现场。
三、设备内检修作业
需进入设备、容器进行检修,应经过加盲板、吹扫、置换、采样分析合格、办理进设备容器安全作业票后,才能进入作业。
但有些设备容器在检修前,需进人排除残余的油泥、余渣,清理过程中会散发出硫化氢和油气等有毒有害气体,必须做好安全措施。
以下七项为设备内检修作业步骤:(1)制定施工方案;
(2)作业人员经过安全技术培训;
(3)进设备容器作业前,必须做好气体采样分析;
(4)办理进入受限空间安全作业票;
(5)佩戴防毒用具(空呼等),携带好安全带(绳);(6)作业时间不宜过长,一般不超过30min;
(7)施工过程须有专人监护,必要时应有医务人员在场。
四、进入下水道(井)、地沟作业
(1)执行进入受限空间作业安全防护规定;
(2)控制各种物料的切水排凝进入下水道;
(3)采用强制通风或自然通风,对气体进行采样分析,根据测定结果确定施工方案和安全措施,办理好进入受限空间作业票;
(4)配带防毒用具(空呼等);
(5)携带好安全带(绳);
(6)进入下水道内作业井下要设专人监护,并与地面保持密切联系。
五、油池清污作业
(1)下油池清理前,必须用泵把污油、污水抽干净,用高压水冲洗置换;
(2)采样分析,根据测定结果确定施工方案和安全措施,办理好进入受限空间作业票。
(3)配备防毒用具(空呼等),有专人监护,必要时要携好安全带(绳)。
六、堵漏、拆卸或安装作业
设备、容器、管线存有硫化氢物料的堵漏、拆卸或安装作业时,必须做到:
(1)严格控制带压作业,应把与其设备容器相通的阀门关死,安装盲板,撤掉余压;办理相应安全作业票;
(2)佩戴适用的防毒用具(空呼等),有专人监护;(3)拆卸法兰螺丝时,在松动之前,不要把螺丝全部拆开,严防有毒气体大量冲出。
七、检查生产装置
(1)平稳操作,严防跑、冒、滴、漏;
(2)装置易泄漏或气体易积聚的位置应安装固定式硫化氢检测报警器;
(3)加强机泵设备的维护管理,减少泄漏;
(4)可能有泄漏的地方加强通风;
(5)涉及硫化氢物料的容器、管线、阀门等要定期检查更换;
(6)发现硫化氢浓度高,要先报告,采取一定防护措施后,才能进入现场检查和处理。
八、油罐检查作业
(1)严禁在进、出油及调合过程中进行人工检尺、测温及拆装安全附件等作业;
(2)必要的检查、切水,操作人员应佩戴便携式有毒有害(硫化氢)气体检测仪,站在上风向,并有专人监护;(3)准备好适合的防毒面具,以便急用。
九、化学清洗作业
涉及有可能存在产生(逸出、外泄)硫化氢或者残存硫化氢的清洗作业时,应事先进行风险辨识分析,并结合分析结果采取安全措施。
十、硫化氢的特性
硫化氢在标准状况下是无色、易燃且有毒的酸性气体,低浓度时有臭鸡蛋味,高浓度时闻不到气味(麻痹嗅觉神经)。
长期接触低浓度的硫化氢,可引起神经衰弱综合征和植物神经功能紊乱等;当空气中硫化氢浓度达到1000 mg/m3时,人体吸入可发生闪电型死亡。
我国规定的工作场所空气中硫化氢的最高容许浓度为10mg/m3。
硫化氢中毒后出现头痛、头晕、易激动、步态蹒跚、烦躁、意识模糊、谵妄,癫痫样抽搐可呈全身性强直阵挛发作等;可突然发生昏迷;也可发生呼吸困难或呼吸停止后心跳停止。