激光跟踪仪现场测量精度检测_甘霖
激光跟踪仪现场测量精度检测_甘霖
误差 ,可以将实验结果看作是激光跟踪仪在当前
状态下系统测量误差.
激光跟踪仪测量三角尺在不同位置时的测量
角度和距离如表 3所示.
表 3 测量结果
位置 水平角 / ( °)
1 - 34~ - 17
2
- 13~3
3
5~19
4
31 ~38
垂直角 / ( °)
260 ~270 260 ~270 260 ~270 260 ~270
P ( x, y, z)的不确定度 up为
up =
m
2 d
+ d2 ·co s2 β·mα2
+ d2 ·mβ2
( 2)
根据激光跟踪仪了 LT300 的硬件说明书 ,水
平角和竖直角的测量精度在同一个量级 ,可设其 相等. LT300激光跟踪仪的测距精度为 ±0. 5μm /
m ,在 2. 5 m 以外的测角精度为 ±10μm /m , 即
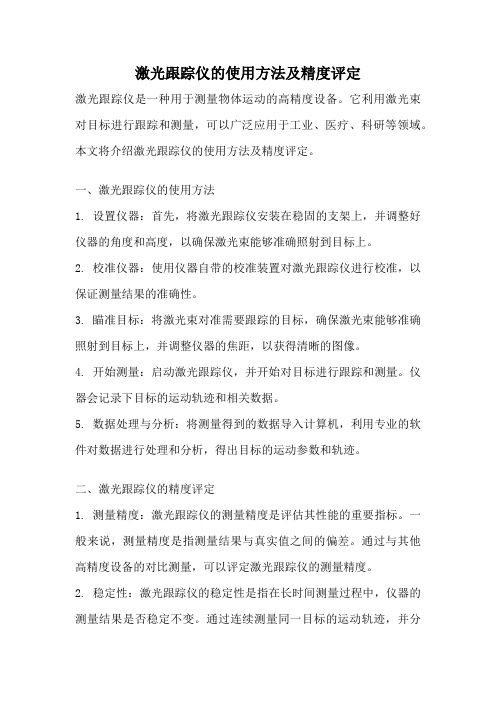
图 1 激光跟踪仪坐标测量原理
收稿日期 : 2008208210 作者简介 : 甘 霖 (1984 - ) ,男 ,湖北荆州人 ,硕士生 , ganl0105@ sohu. com.
© 1994-2010 China Academic Journal Electronic Publishing House. All rights reserved.
(1)
z = d·co sβ
通过空间齐次坐标变换 ,可将 P 点的坐标转
换到用户自定义的坐标系中.
1. 2 测量精度
激光跟踪仪的测量精度决定于它的角度和距
离测量精度. 根据 LT300 激 光跟 踪仪 的技术 参
数 ,它的角度测量分辨率为 0. 14″,当测量距离大 于 2. 5 m 时 , 静 态 方 式 测 角 误 差 为 10 μm /m (2σ) ,动态方式测量的精度还会稍低一些 [ 3 ] ; 干
激光跟踪仪精度仿真与实验分析

激光跟踪仪精度仿真与实验分析雷振尧;陈伟刚;陈文礼;任海峰【摘要】随着现代工业技术的迅猛发展,制造业对设备尺寸及空间位置精度要求越来越严苛,已达微米级.激光跟踪仪作为一种高精密,便携测量工具被越来越广泛地应用于工业测量项目中.本文在误差传递理论及空间几何学基础上,推算激光跟踪仪在空间测量中定向误差与测程和测角之间的关系,并通过MATLAB软件进行定性与定量仿真分析,最终设计实验对结果加以验证.所得结论为构建大尺寸空间测量体系提供了理论依据并对今后工业现场测量作业起到指导性作用.【期刊名称】《北京测绘》【年(卷),期】2018(032)001【总页数】5页(P132-136)【关键词】激光跟踪仪;误差传播理论;定向误差;仿真分析【作者】雷振尧;陈伟刚;陈文礼;任海峰【作者单位】首钢京唐钢铁联合有限责任公司,河北唐山063299;首钢京唐钢铁联合有限责任公司,河北唐山063299;首钢京唐钢铁联合有限责任公司,河北唐山063299;首钢京唐钢铁联合有限责任公司,河北唐山063299【正文语种】中文【中图分类】P2040 引言激光跟踪仪的测距采用激光干涉原理,精度达到亚微米级,且固定误差仅十几微米,甚至更小,相对于全站仪几百微米的固定误差,微米级的测距误差,大大提高了近距离测量的精度[1,2]。
而现代工业,直径数米设备,其装配精度仅0.1 mm,传动测量设备根本无法满足精度要求。
因此,如何正确使用激光跟踪仪,并通过测量方案设计降低测量结果误差,已成为现代设备空间位置精度控制研究的热题[3]。
现场实际测量作业中,通过测程粗算出的点位误差对测量体系构建的参考性较差[4]。
例如激光跟踪仪,其测距精度要远远高于测角精度,因此点位误差在各特定方向的误差分量的差距很大,而往往对于测量结果,恰是某一个方向的误差分量起到决定性作用[5,6]。
例如,对于相对较远的两点间距的测量,基站应尽量建立在两点连线上的某一位置,才可充分利用仪器的测距精度,避免测角误差对于测量结果的影响。
激光跟踪仪在设备检修精密测量中的应用
能多 的观 测 到待测 设 备 ,在 保 证 能测 量 完全 部 待测 设 备 的情 况 下 , 仪 器 的架 设 位 置 越 少越 好 , 这样 , 可 以有
效 地减 少 仪器 的转 站 误 差 ; 然后 , 根据 确 定 的仪 器架 设 位置, 选择 控 制 点 的埋设 位 置 , 控 制 点一 定 要布 置在 稳 定、 不 易破 坏 、 覆盖测量区域, 尽 量 使 控 制 点 的位 置 能
进行整体考虑 , 首先 , 根据 需 要 出具 的成 果 资 料 , 选 择
样, 这样 就 产生 了不 同 的误 差 。
2 . 3仪器 的使 用 每 次测 量 时 , 最 好在 测 量 区域 内 , 靠 近设 备 的稳 定 地方 设 置一 个 临 时的底 座 和靶 球 ,每 隔一 定时 间测 量
激 光跟 踪 仪在 设备检 修精 密 测 量 中的应 用
口 文 /于 旺
摘
பைடு நூலகம்
要: 在测量行业中, 测量精度越高测量难度就越 大, 在各个方面的要求指标就越 高, 其中
包括仪 器设备 、 人 员操作 、 环境状况、 测量方法等 , 任何 一个环节的疏忽或是一个小 的细节没有考虑仔细, 都会对测量结果产生影响。文章主要 阐述激光跟踪仪在设备
一
能反应 出待测 设 备精 度 的特 征 点 或测 量 面 ;再 根据 待
测 设备 的实 际位 置 、待 测设 备 的特 征 点 或测 量 面及 现 场 提供 的基准 点 , 选 择仪 器 的架 设 位 置 , 仪器 的架 设位
置 必 须稳 定 , 视线 良好且 距 离待 测 设 备不 要 太远 , 尽 量
粉 和渣 滓 。控 制 点 的选 择必 须涵 盖作 业 区域 , 包 括平 面
激光跟踪仪在轧机设备精度管理上的应用
激光跟踪仪在轧机设备精度管理上的应用韦肖文① 陆聪 严升(广西柳州钢铁集团有限公司冷轧板带厂 广西柳州 545000)摘 要 受制于测量技术,生产现场的轧机牌坊与轧辊辊系空间位置关系长期无有效手段进行检测,柳钢冷轧厂依托先进的空间三维测量仪器激光跟踪仪建立了以轧机设备精度为中心的管理模型,解决了因轧机设备结构复杂,空间位置精度无法有效高效测量及调整的难题。
关键词 轧机 精度 激光跟踪仪 测量中图法分类号 TG155.4 文献标识码 ADoi:10 3969/j issn 1001-1269 2022 Z2 0451 前言柳钢冷轧板带厂现有两条酸洗———轧机联合机组,轧机作为轧线的关键设备,其设备精度功能的保持和投用情况是影响带钢轧制稳定性的重要因素之一,并直接体现在生产效率和产品质量上。
但轧机设备在恶劣环境下长时间高负荷使用后,轧机牌坊内各窗口接触面、机架底面、轧辊轴承座等均会产生不同程度的腐蚀和磨损,使得轧机牌坊和轧辊装配间隙会变得原来越大,且间隙变化是不均匀的,使辊系在窗口中的位置确定性变差,从而影响到轧机设备精度和功能。
为提升轧机设备运行稳定性,柳钢冷轧厂依托先进的空间三维测量仪器激光跟踪仪建立了以轧机设备精度为中心的管理模型,解决了因轧机设备结构复杂,空间位置精度无法有效高效测量及调整的难题,通过对设备精度的监控,掌握轧机牌坊及辊系精度变化情况,及时排除精度缺失,保持设备精度和功能,全面提升轧机设备管理水平。
2 轧机设备精度管理模型轧机设备精度主要包括辊系空间相互位置精度、轧辊与轧机的配合精度、测张辊安装精度、压下系统设备精度、弯辊和窜辊的控制精度以及轧制力传感器的测量精度等。
在未引入激光跟踪仪测量前,现场只能利用外径千分尺对轧机牌坊窗口尺寸进行简单的测量,形成较为简单的轧机二维精度模型,然后通过窗口距离尺寸对衬板进行更换或调整,调整只能保证单个窗口装配符合技术要求,而对轧机运行稳定性更为敏感的辊系偏移则没有更好的办法。
激光监测系统测量精度的检测方法

激光监测系统测量精度的检测方法
胡林亭;史德民;李佩军;任成才
【期刊名称】《激光技术》
【年(卷),期】2008(32)6
【摘要】激光监测系统用于测量靶标上激光光斑重心位置,为了检测其测量精度,分析了该系统的测量原理,提出了采用激光标准模拟靶的检测方法.根据激光标准模拟靶漫反射率的测量方法及结果,应用数理统计方法和误差理论,建立了激光标准模拟靶的测量误差模型,估算了激光标准模拟靶的检测量精度,现激光标准模拟靶已成功用于激光监测系统的验收.试验结果表明,激光标准模拟靶检测精度高,是一种经济实用、操作性好的新方法.
【总页数】3页(P670-672)
【作者】胡林亭;史德民;李佩军;任成才
【作者单位】中国白城兵器试验中心,白城,137001;中国白城兵器试验中心,白城,137001;中国白城兵器试验中心,白城,137001;中国白城兵器试验中心,白
城,137001
【正文语种】中文
【中图分类】TN206
【相关文献】
1.地面激光扫描仪三维坐标测量精度检测方法 [J], 王建波;付子傲;贾真
2.测量雷达稳定性及测量精度检测方法研究 [J], 魏挺;张锐娟
3.弹道靶道测量精度检测方法之探讨 [J], 崔东明;臧国才
4.高精度星敏感器动态测量精度检测方法 [J], 郭敬明;杨轻云;贾建禄
5.制定产品标准填补国内外空白创新检测方法提高测量精度 [J],
因版权原因,仅展示原文概要,查看原文内容请购买。
激光跟踪仪的使用方法及精度评定
激光跟踪仪的使用方法及精度评定激光跟踪仪是一种用于测量物体运动的高精度设备。
它利用激光束对目标进行跟踪和测量,可以广泛应用于工业、医疗、科研等领域。
本文将介绍激光跟踪仪的使用方法及精度评定。
一、激光跟踪仪的使用方法1. 设置仪器:首先,将激光跟踪仪安装在稳固的支架上,并调整好仪器的角度和高度,以确保激光束能够准确照射到目标上。
2. 校准仪器:使用仪器自带的校准装置对激光跟踪仪进行校准,以保证测量结果的准确性。
3. 瞄准目标:将激光束对准需要跟踪的目标,确保激光束能够准确照射到目标上,并调整仪器的焦距,以获得清晰的图像。
4. 开始测量:启动激光跟踪仪,并开始对目标进行跟踪和测量。
仪器会记录下目标的运动轨迹和相关数据。
5. 数据处理与分析:将测量得到的数据导入计算机,利用专业的软件对数据进行处理和分析,得出目标的运动参数和轨迹。
二、激光跟踪仪的精度评定1. 测量精度:激光跟踪仪的测量精度是评估其性能的重要指标。
一般来说,测量精度是指测量结果与真实值之间的偏差。
通过与其他高精度设备的对比测量,可以评定激光跟踪仪的测量精度。
2. 稳定性:激光跟踪仪的稳定性是指在长时间测量过程中,仪器的测量结果是否稳定不变。
通过连续测量同一目标的运动轨迹,并分析测量结果的稳定性,可以评定激光跟踪仪的稳定性。
3. 重复性:激光跟踪仪的重复性是指在多次测量同一目标时,测量结果的一致性程度。
通过多次测量同一目标,对比测量结果的差异,可以评定激光跟踪仪的重复性。
4. 环境适应性:激光跟踪仪在不同环境条件下的测量性能也需要评定。
例如,在强光干扰下或者震动环境下的测量精度是否受到影响等。
激光跟踪仪的使用方法包括设置仪器、校准仪器、瞄准目标、开始测量和数据处理与分析。
而其精度评定则包括测量精度、稳定性、重复性和环境适应性等方面的考量。
通过合理使用和评估激光跟踪仪的性能,可以提高测量的准确性和稳定性,确保其在各个领域的应用效果。
激光跟踪仪测量精度分析

激光跟踪仪测量精度分析摘要:激光跟踪已作为近几年应用较为广泛的精密测量仪器,在实际运用的过程中将自身的优势有效的体现,但仍然需要得到广泛重视,避免受仪器精度与操作等多种因素影响而导致整个测试效果不佳。
所以,在全面探究阶段,必须要加强对提高测量精度的重视,并通过各种举措的开展,以便于更好地对仪器进行优化,从而取得良好的效果。
关键词:激光跟踪仪;精度;影响因素;仪器引言:在近些年精密制造与检测工作高速发展的背景下,为了能够有效提高整体检测效果,必须做好全面探究,充分了解多种仪器的测量要点,以便于通过可靠性规范处理,切实改进不足。
而且对于激光跟踪仪器的基本测量与原理,在实际展开测量工作阶段,为了能够全面保证测量的精准度,必须要在跟踪测量环节进行分析,通过科学可靠的规范可以提高检测的效率,从而方便进行测量工作。
而且在全面阶段,还应该充分了解精度要求,这样在优化与调控阶段可以与其他高精度测量仪器进行整合运用,科学可靠进行规范处理,减少所产生的影响,使得跟踪测量仪器的精度得到大幅度提升。
一、激光检测仪测量精度提升要点激光检测仪在实际应用的过程中,由于受多层次影响,导致其精度无法有效全面提升。
所以,为了能够全面保障测量的精度,必须要对影响测量精度的主要因素有一定了的解,尤其是气象条件对测量环境仪器校准工作的影响,以及各个参数数值等都需要科学可靠进行规范处理,这样可以充分了解测量过程中所面临影响,以便于制定针对性举措,更好的提升测量的可靠性,杜绝影响及问题产生,从而使激光跟踪仪发挥不可替代的作用及价值。
同时,在激光检测仪器测量精度探究中,还应该充分了解测量要点,这样在调控过程中可以发挥一定的价值,避免影响及问题产生同时,还可以提高测量的准确性,为后续仪器的科学应用提供保障[1]。
二、提高激光检测仪测量精度的措施(一)仪器现场检查在实际进行测量的过程中,通过类似于仪器校准的操作确定仪器的状态,这样可以保证测量质量,通过现场检查与多项工作更好的对操作环境进行规划,避免无法确定仪器的运行情况而导致现场测量效果无法得到保障。
激光跟踪仪在并联机器人精度测量中的应用

激光跟踪仪在并联机器人精度测量中的应用蓝培钦;逄树金;李林峰【摘要】随着放射治疗技术的高速发展,精确放射治疗技术广泛地应用于临床肿瘤治疗.多自由度高精度机器人逐渐被应用于放疗过程中对病人的精确摆位,保证靶区剂量分布与治疗靶区的高度适形.机器人的刚性和定位精度的指标是对病人定位的关键指标,在空间上3个平移轴和3个旋转轴,在研发过程中需通过高精度的测量设备来对其进行重复精度和绝对精度测量.通过研究开发放疗专用的六自由度精准并联机器人定位床样机,通过激光跟踪仪进行靶点测量,使用测量与分析软件进行空间坐标转换,最终实现了样机的精度测量和性能验证.【期刊名称】《机电工程技术》【年(卷),期】2018(047)011【总页数】4页(P142-145)【关键词】激光跟踪仪;六自由度机器人;位姿测量;Spatial Analyzer(SA);测量计划(MP)【作者】蓝培钦;逄树金;李林峰【作者单位】广州科莱瑞迪医疗器材股份有限公司,广东广州 510730;广州科莱瑞迪医疗器材股份有限公司,广东广州 510730;广州科莱瑞迪医疗器材股份有限公司,广东广州 510730【正文语种】中文【中图分类】TP240 引言并联机器人在大负载、高刚性和高精度方面具有独特的优势,通过研发一款改进型的并联机器人,应用于直线加速器的定位床上。
通过激光跟踪仪和空间测量软件(SpatialAnalyzer)完成对其精度指标的测试。
激光跟踪仪是一种便携式、高精度的三维空间坐标测量系统,主要用于工装的加工和检测,大型装配件和零件的检测以及机器人的精度测量和标定。
激光跟踪仪主要以激光干涉仪为基础,结合了最先进的伺服控制技术,得到目标点相对于激光追踪仪的相对位置。
采用美国API公司最新的激光跟踪仪(Radian),同时具有干涉仪(IFM)和绝对距离测量(ADM),精度好于0.5 ppm[1-4]。
SA是一款通用的空间测量与分析软件,它可以让用户快速获取测量数据并检查其正确性,同时还可以进行复杂的几何分析。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
614
北 京 航 空 航 天 大 学 学 报 2009年
致的 ,即干涉仪的测距误差和角度测量装置的测 角误差都受到测量距离的影响.
图 5 斜距分布图
表 2 测量数据处理结果
参数
水平角 / ( °) 垂直角 / ( °) 斜距 /mm
均值 最大偏差 标准差
- 5. 034 0. 000 5 7. 23 ×10 - 5
Gan L in L i Xiaoxing
( School of Mechanical Engineering and Automation, Beijing University of Aeronautics and A stronautics, Beijing 100191, China)
Ab s tra c t: Laser tracker has the advantages of high p recision, real2time, dynam ic and easy to be moved etc. The site calibration and accuracy testing of the laser tracker are very necessary in actual measurem ent. The error of fixed points and the p lane error of standard granite set square was m easured by the LT300 laser tracker in order to verify the p recision of the laser tracker. The relationship between m easuring accuracy and distance can be found by changing the angle and distance between set square and the laser tracker. So the measuring accuracy of the LT300 laser tracker was obtained on the actual location.
1 激光跟踪仪的测量原理及精度
1. 1 测量原理 L T300 激光跟踪仪对空间目标的坐标测量是
通过测量出水平角 、垂直角和斜距 ,然后按球坐标 或极坐标测量原理就可以得到空间点的三维坐标 x, y, z来. 见图 1,在球坐标测量系统中 , 设跟踪器 的旋转中心为 O 点 ,被测靶镜的中心为 P点.
3) 激光跟踪仪单点测量的不确定度与测量 时的垂直角 β的余弦值有关 ,余弦值越大不确定 度越大.
参考文献 ( References)
[ 1 ] 李广云. LTD500激光跟踪测量系统原理及应用 [ J ]. 测绘工 程 , 2001, 10 ( 4) : 3 - 8 L i Guangyun. The p rincip le and app lication of the LTD500 laser tracker system [ J ]. Engineering of Surveying and Mapp ing, 2001, 10 ( 4) : 3 - 8 ( in Chinese)
关 键 词 : 激光跟踪仪 ; 测量误差 ; 测量精度 ; 现场测量 中图分类号 : TH 74 文献标识码 : A 文 章 编 号 : 100125965 (2009) 0520612203
S ite m ea sur ing accuracy testing of la ser tracker
(1)
z = d·co sβ
通过空间齐次坐标变换 ,可将 P 点的坐标转
换到用户自定义的坐标系中.
1. 2 测量精度
激光跟踪仪的测量精度决定于它的角度和距
离测量精度. 根据 LT300 激 光跟 踪仪 的技术 参
数 ,它的角度测量分辨率为 0. 14″,当测量距离大 于 2. 5 m 时 , 静 态 方 式 测 角 误 差 为 10 μm /m (2σ) ,动态方式测量的精度还会稍低一些 [ 3 ] ; 干
误差 /mm
±0. 100 ±0. 125 ±0. 150
3 实验研究
3. 1 实验测量对象 为了检测激光跟踪仪的测量精度 ,对标准花
岗岩三角尺进行测量. 其表面理论平面度误差为 0,若测量得到的平面度误差不为 0,则是由激光 跟踪仪的测量误差导致的. 同时还对一固定点进 行多次测量 ,从而计算其单点测角测距精度. 3. 2 测量方式
P ( x, y, z)的不确定度 up为
up =
m
2 d+ d2源自·co s2 β·mα2+ d2 ·mβ2
( 2)
根据激光跟踪仪了 LT300 的硬件说明书 ,水
平角和竖直角的测量精度在同一个量级 ,可设其 相等. LT300激光跟踪仪的测距精度为 ±0. 5μm /
m ,在 2. 5 m 以外的测角精度为 ±10μm /m , 即
测量方式 主 要 考 虑 点 的 采 样 密 度 和 布 站 方 式. 采点间隔取为 90mm ,采点总数为 55个. 为了 考察不同布站方式对平面度测量精度的影响 ,主 要在不同测量距离和测量角度下采用动态和静态 两种方式测量.
固定点测量时采用动态测量方式 ,每 0. 5 s测 量一次 ,共测量 300多次. 3. 3 实验数据处理及结果分析
环境下激光跟踪仪的激光不太稳定. 但是与测角
精度相比影响很小 ,因此一般只考虑测角精度.
2) 标准三角尺平面度测量实验分析
此精度实验主要是检测激光跟踪仪自身的测
量精度. 通过对不同位置的测量结果对比 ,可以清
楚地知道面板测量所用的激光跟踪仪在不同角度
和距离下的测量精度 ,以及在同样的位置下的重
复性精度. 理论上 ,三角尺都是非常标准的 ,没有
m d = 0. 5d, mα = 10d,可见测距精度较低 ,并且由 式 (2)得 , mα的系数含距离 d,这就使得测量距离 越大 ,测角误差就越大. 测角误差如图 2所示.
距离 /m 2. 5 5 7. 5
表 1 测角误差与测量距离
误差 /mm
±0. 025 ±0. 05 ±0. 075
距离 /m 10 12. 5 15
通常 ,激光跟踪仪的测量精度指标由生产厂 商在比较理想的实验室条件下测试后提供 ,可为 不同测量仪器的性能比对提供参考. 但是 ,在实际 工业测量现场 ,激光跟踪仪的测量精度除受仪器 自身的因素影响外 ,还会受到环境情况及操作人 员的技术水平等外部因素的影响 ,因此 ,对激光跟 踪仪进行现场校准和精度检测是必要的 [ 2 ].
摘 要 : 激光跟踪测量系统具有测量精度高 、实时快速 、动态测量 、便于移动等优点 , 因此 ,对激光跟踪仪进行现场校准和精度检测是非常有必要的. 为了验证 LT300 激光跟踪仪 的测量精度是否满足实际测量要求 ,用该激光跟踪仪检测固定点的测量精度和标准花岗岩三 角尺的平面度. 改变三角尺的测量距离和测量角度 ,得到测量精度与测量角度和测量距离的关 系 ,从而得到在实际测量位置下的测量精度.
Ke y wo rd s: laser tracker; measurement errors; p recision; site m easuring
近年来 ,在精密制造 、装配及检测等工业测量 和精密工程测量领域 ,激光跟踪仪以其测量速度 快 、精度高 、测量范围大的优点得到了广泛应用 , 被称为移动的三坐标测量机. 激光跟踪仪的本质 是一种球坐标测量系统 ,其基本原理是测量目标 点的距离及水平和垂直方向的偏转角 ,建立以测 站为中心的极坐标系. 距离分量由激光干涉仪测 量 ,角度分量由高精度角度编码器测量 [ 1 ] .
1) 固定单点测量实验分析. 固定点的测量结 果如图 3~图 5所示 ,分别为垂直角 ,水平角和斜 距 ,共测量 303次. 影响测量误差的因素主要有激 光跟踪仪本身的测量误差和周围环境的扰动.
根据统计规律分别计算其均值 、标准方差如 表 2所示.
图 3 垂直角度分布图
图 2 测角误差分布图
在图 2中隐含的测角精度为
Δθ = tan- 1 A =
B
5. 729 577 951 ×10- 4 = 2. 062 6n
(3)
根据图可以得到测量距离和测角误差的关系
如表 1所示.
图 4 水平角分布图
© 1994-2010 China Academic Journal Electronic Publishing House. All rights reserved.
2. 69 ×102 0. 000 5
7. 66 ×10 - 5
2. 26 ×103 0. 002
8. 57 ×10 - 4
由表 1可知 ,垂直角和水平角的测量精度基
本相同 ,最大偏差为 1. 8″,小于说明书上给出的
隐含的测角精度 2. 062 6″. 而斜距测量最大偏差 为 2μm 比说明书上给出的略大 ,说明在现场测量
图 6 距离和角度与平面度误差关系图
综上所述 ,在实际测量环境下 ,当测量距离为 3. 5 m 时 ,测量精度为 5μm 左右.
4 结 论
1) 根据单点测量实验结果可知 ,在当时测量 环境下激光跟踪仪的测量精度与说明书上给出的 基本一致 ,测量误差在允许的范围内.
2) 由平面度测量实验结果可知 ,激光跟踪仪 的测量精度主要是由测量距离所决定 ,测量距离 越远精度越低.
误差 ,可以将实验结果看作是激光跟踪仪在当前
状态下系统测量误差.
激光跟踪仪测量三角尺在不同位置时的测量
角度和距离如表 3所示.
表 3 测量结果
位置 水平角 / ( °)
1 - 34~ - 17