斜顶机构设计.ppt
合集下载
坡屋顶结构构造PPT课件

建筑;当跨度更大时需采用钢筋混凝土屋架
或Hale Waihona Puke 屋架。▪ 2.檩条 ▪ 檩条材料的选用一般与屋架所用材料相同
,可为木材、钢材及钢筋混凝土。
▪ 檩条的种类见图8-40。 ▪ 木檩条跨度一般在4m以内;钢筋混凝土
檩条跨度可达6m。檩条的间距根据屋面 防水材料及基层构造处理而定,一般在
0.7m~1.5m以内。
② 采用钢筋混凝土屋面板作为屋顶的结构层, 上面固定挂瓦条挂瓦,或用水泥砂浆、麦秸泥等固 定平瓦。
(二)坡屋顶的承重结构构件 木条高度要使瓦片搁上后与其他瓦片平行,并起到防止溢水的作用。 钢筋混凝土檩条跨度可达6m。 顶棚(遮挡屋盖结构、美化室内环境、改善采光条件等) 坡屋顶的承重结构用来承受屋面传来的荷载,并把荷载传给墙或柱。 把屋面做成双层,在檐口设进风口,屋脊设出风口,利用空气流动带走间层的热量,以降低屋顶的温度。 坡屋顶坡度的形成及屋面支承系统 顶棚保温是在坡屋顶的悬吊顶棚上加铺木板,上面干铺一层油毡做隔汽层,然后在油毡上面铺设轻质保温材料。 塑料波形瓦和玻璃钢瓦具有质轻、强度高、透明的优点,可兼做屋顶采光用。 屋架承重与横墙承重相比,可以省去承重的横墙,使房屋内部有较大的空间,增加了内部空间划分的灵活性。 顶棚保温是在坡屋顶的悬吊顶棚上加铺木板,上面干铺一层油毡做隔汽层,然后在油毡上面铺设轻质保温材料。 坡屋顶屋面一般是利用各种瓦材,如平瓦、波形瓦、小青瓦等作为屋面防水材料,靠瓦与瓦之间的搭接盖缝来达到防水的目的。 坡屋顶屋面一般是利用各种瓦材,如平瓦、波形瓦、小青瓦等作为屋面防水材料,靠瓦与瓦之间的搭接盖缝来达到防水的目的。 木条高度要使瓦片搁上后与其他瓦片平行,并起到防止溢水的作用。 坡屋顶的承重结构构件主要有屋架和檩条两种。 顶棚保温是在坡屋顶的悬吊顶棚上加铺木板,上面干铺一层油毡做隔汽层,然后在油毡上面铺设轻质保温材料。 屋面(坡屋顶的覆盖层,作为维护结构,直接承受风、雨、雪、太阳辐射的影响。 女儿墙与屋面交接处应做泛水,一般用砂浆抹灰泛水、小青瓦坐浆泛水、镀锌铁皮泛水。 (二)坡屋顶的承重结构构件 斜天沟一般用镀锌铁皮制成,镀锌铁皮两边包钉在木条上; 构架交接点为榫齿结合,整体性及抗震性较好;
或Hale Waihona Puke 屋架。▪ 2.檩条 ▪ 檩条材料的选用一般与屋架所用材料相同
,可为木材、钢材及钢筋混凝土。
▪ 檩条的种类见图8-40。 ▪ 木檩条跨度一般在4m以内;钢筋混凝土
檩条跨度可达6m。檩条的间距根据屋面 防水材料及基层构造处理而定,一般在
0.7m~1.5m以内。
② 采用钢筋混凝土屋面板作为屋顶的结构层, 上面固定挂瓦条挂瓦,或用水泥砂浆、麦秸泥等固 定平瓦。
(二)坡屋顶的承重结构构件 木条高度要使瓦片搁上后与其他瓦片平行,并起到防止溢水的作用。 钢筋混凝土檩条跨度可达6m。 顶棚(遮挡屋盖结构、美化室内环境、改善采光条件等) 坡屋顶的承重结构用来承受屋面传来的荷载,并把荷载传给墙或柱。 把屋面做成双层,在檐口设进风口,屋脊设出风口,利用空气流动带走间层的热量,以降低屋顶的温度。 坡屋顶坡度的形成及屋面支承系统 顶棚保温是在坡屋顶的悬吊顶棚上加铺木板,上面干铺一层油毡做隔汽层,然后在油毡上面铺设轻质保温材料。 塑料波形瓦和玻璃钢瓦具有质轻、强度高、透明的优点,可兼做屋顶采光用。 屋架承重与横墙承重相比,可以省去承重的横墙,使房屋内部有较大的空间,增加了内部空间划分的灵活性。 顶棚保温是在坡屋顶的悬吊顶棚上加铺木板,上面干铺一层油毡做隔汽层,然后在油毡上面铺设轻质保温材料。 坡屋顶屋面一般是利用各种瓦材,如平瓦、波形瓦、小青瓦等作为屋面防水材料,靠瓦与瓦之间的搭接盖缝来达到防水的目的。 坡屋顶屋面一般是利用各种瓦材,如平瓦、波形瓦、小青瓦等作为屋面防水材料,靠瓦与瓦之间的搭接盖缝来达到防水的目的。 木条高度要使瓦片搁上后与其他瓦片平行,并起到防止溢水的作用。 坡屋顶的承重结构构件主要有屋架和檩条两种。 顶棚保温是在坡屋顶的悬吊顶棚上加铺木板,上面干铺一层油毡做隔汽层,然后在油毡上面铺设轻质保温材料。 屋面(坡屋顶的覆盖层,作为维护结构,直接承受风、雨、雪、太阳辐射的影响。 女儿墙与屋面交接处应做泛水,一般用砂浆抹灰泛水、小青瓦坐浆泛水、镀锌铁皮泛水。 (二)坡屋顶的承重结构构件 斜天沟一般用镀锌铁皮制成,镀锌铁皮两边包钉在木条上; 构架交接点为榫齿结合,整体性及抗震性较好;
注塑模具设计第5讲 实例4-2D-05 斜推杆(斜顶)机构的设计

4-1-32所示。
3
七、斜推杆机构的设计
注塑模具设计实例教程
❖ (2)斜推杆座与斜推杆相关尺寸的确定 ❖ 斜推杆座长宽一般由斜推杆的大小来确定,本例斜推杆座尺寸设计为20×40×53。 ❖ (3)斜推杆座在正剖视图中的绘制 ❖ 本例的斜推杆座在正剖视图中的绘制如图4-1-33所示,锁紧斜推杆座的螺钉选用
❖ 导向块的作用是加强斜推杆的强度和刚性,并对斜推杆进行支撑和导向。
❖ (1)导向块相关尺寸的确定
❖ 导向块的厚度一般为10~15mm,长宽一般由斜推杆的大小来确定。本例导
向块的的厚度取15mm,并选用规格为M5的螺钉锁紧。
4
七、斜推杆机构的设计
注塑模具设计实例教程
❖ (2)导向块在正剖视图中的绘制 ❖ 根据所确定的导向块相关尺寸,导向块在正剖视图中的绘制如图4-1-36所示。因
复习:热流道系统的设计
检查上次布置作业的完成情况
新课: 七、斜推杆机构的设计
❖ 斜推杆机构包括斜推杆、斜推杆座、导向块等。 1. 斜推杆的设计
❖ 设计斜推杆前,首先要处理剖视图中 一些不必要的图线,如图4-1-26所示, 正剖视图同样要处理。
❖ (1)斜推杆的设计形式
❖ 本例的斜推杆可设计成三种形式,如 图4-1-27所示。各种形式的优缺点在前 面的实例中已作介绍。本例的斜推杆 选择图4-1-27(b)和图4-1-27(c)两 种设计形式。
5
❖ (3)斜推杆宽度的确定
❖ 本例的扣位宽度有四个为31.8mm,有一个为19.57mm,单边可延伸做大 1mm左右,即将斜推杆宽度设计为四个34mm和一个22mm。
❖ (4)斜推杆抽芯行程的确定
❖ 本例的扣位深度为0.75mm,斜推杆的抽芯行程=扣位深度+2mm左右,故 斜推杆抽芯行程作到2.75mm左右即可。
坡屋顶结构构造.PPT36页

坡屋顶结构构造.
11、获得的成功越大,就越令人高兴 。野心 是使人 勤奋的 原因, 节制使 人枯萎 。 12、不问收获,只问耕耘。如同种树 ,先有 根茎, 再有枝 叶,尔 后花实 ,好好 劳动, 不要想 太多, 那样只 会使人 胆孝懒 惰,因 为不实 践,甚 至不接 触社会 ,难道 你是野 人。(名 言网) 13、不怕,不悔(虽然只有四个字,但 常看常 新。 14、我在心里默默地为每一个人祝福 。我爱 自己, 我用清 洁与节 制来珍 惜我的 身体, 我用智 慧和知 识充实 我的头 脑。 15、这世上的一切都借希望而完成。 农夫不 会播下 一粒玉 米,如 果他不 曾希望 它长成 种籽; 单身汉 不会娶 妻,如 果他不 曾希望 有小孩 ;商人 或手艺 人不会 工作, 如果他 不曾希 望因此 而有收 益。-- 马钉路 德。
46、我们若已接受最坏的,就再没有什么损失。——卡耐基 47、书到用时方恨少、事非经过不知难。——陆游 48、书史美尔斯 49、熟读唐诗三百首,不会作诗也会吟。——孙洙 50、谁和我一样用功,谁就会和我一样成功。——莫扎特
11、获得的成功越大,就越令人高兴 。野心 是使人 勤奋的 原因, 节制使 人枯萎 。 12、不问收获,只问耕耘。如同种树 ,先有 根茎, 再有枝 叶,尔 后花实 ,好好 劳动, 不要想 太多, 那样只 会使人 胆孝懒 惰,因 为不实 践,甚 至不接 触社会 ,难道 你是野 人。(名 言网) 13、不怕,不悔(虽然只有四个字,但 常看常 新。 14、我在心里默默地为每一个人祝福 。我爱 自己, 我用清 洁与节 制来珍 惜我的 身体, 我用智 慧和知 识充实 我的头 脑。 15、这世上的一切都借希望而完成。 农夫不 会播下 一粒玉 米,如 果他不 曾希望 它长成 种籽; 单身汉 不会娶 妻,如 果他不 曾希望 有小孩 ;商人 或手艺 人不会 工作, 如果他 不曾希 望因此 而有收 益。-- 马钉路 德。
46、我们若已接受最坏的,就再没有什么损失。——卡耐基 47、书到用时方恨少、事非经过不知难。——陆游 48、书史美尔斯 49、熟读唐诗三百首,不会作诗也会吟。——孙洙 50、谁和我一样用功,谁就会和我一样成功。——莫扎特
斜顶机构设计.ppt

斜銷機構設計 Angle Lifter Design
邹华香
斜梢設計
斜梢是模具的機構之一, 設計前先對產品結構作一系統分 析, 根據產品結構, 為處理一些倒勾而引入的機構 (處 理倒勾的機構還有滑塊)那么滑塊與斜梢的不同在哪里 呢﹖
斜梢與滑塊的基本原理都是將模具開模時垂直方向的運 動換為水平方向的運動, 其最大的不同﹐在于其動作的 驅動力來源不同: 斜梢主要靠頂針板運動而動作﹐并非 像滑塊是靠公母模開閉的運動而動作. 因此斜梢的設計 與頂針板行程有關系, 這就是斜銷設計與滑塊設計最大 的不同點.
產品高度為10mm實際頂出行程為20mm如果成品如下圖a處已安裝了斜銷在成品斜銷左右兩側約20mm處盡量不要安斜銷太近成品一部份被斜銷拉住一部份又被頂針推出很容易會造成成品頂白如右圖斜銷底座以pin成型面斜銷斜度上固定板母模板公模板下固定板用于斜梢較少的模具上固定板母模板公模板下固定板銷延伸至頂針板的方式來增大斜銷行程相對應的斜銷座隻須做一小段即可
A.斜梢行程=倒勾距離+縮水量+安全值 (1.5~3mm)
B .斜梢角度tgθ(3。~22。)=
C.檢查斜梢后退時是否有干涉。
斜銷設計參數(Parameter)
1. EH>H 2. EH*tanΘ >S 3.PH-CH>EH 4.PW=LW+(2~4)mm
斜梢設計要點
設計要點: 斜銷基本上屬於頂出系統的一種變形,因此斜銷設計第一考量
作 處 理
節省空間
斜梢
倒勾
圖“a”
實例<五>
倒勾
如圖 “a”所示此倒 勾採用斜銷座方式 的斜梢頂出,但是 在頂出時有可能會 與成品肋相干涉, 我們在設計時斜銷 的厚度會很薄,頂 出時強度不夠,會 頂斷,固隻有採用 斜銷的材質為SKD11(或SKD-61)進行 熱處理以加強它的 韌度!
邹华香
斜梢設計
斜梢是模具的機構之一, 設計前先對產品結構作一系統分 析, 根據產品結構, 為處理一些倒勾而引入的機構 (處 理倒勾的機構還有滑塊)那么滑塊與斜梢的不同在哪里 呢﹖
斜梢與滑塊的基本原理都是將模具開模時垂直方向的運 動換為水平方向的運動, 其最大的不同﹐在于其動作的 驅動力來源不同: 斜梢主要靠頂針板運動而動作﹐并非 像滑塊是靠公母模開閉的運動而動作. 因此斜梢的設計 與頂針板行程有關系, 這就是斜銷設計與滑塊設計最大 的不同點.
產品高度為10mm實際頂出行程為20mm如果成品如下圖a處已安裝了斜銷在成品斜銷左右兩側約20mm處盡量不要安斜銷太近成品一部份被斜銷拉住一部份又被頂針推出很容易會造成成品頂白如右圖斜銷底座以pin成型面斜銷斜度上固定板母模板公模板下固定板用于斜梢較少的模具上固定板母模板公模板下固定板銷延伸至頂針板的方式來增大斜銷行程相對應的斜銷座隻須做一小段即可
A.斜梢行程=倒勾距離+縮水量+安全值 (1.5~3mm)
B .斜梢角度tgθ(3。~22。)=
C.檢查斜梢后退時是否有干涉。
斜銷設計參數(Parameter)
1. EH>H 2. EH*tanΘ >S 3.PH-CH>EH 4.PW=LW+(2~4)mm
斜梢設計要點
設計要點: 斜銷基本上屬於頂出系統的一種變形,因此斜銷設計第一考量
作 處 理
節省空間
斜梢
倒勾
圖“a”
實例<五>
倒勾
如圖 “a”所示此倒 勾採用斜銷座方式 的斜梢頂出,但是 在頂出時有可能會 與成品肋相干涉, 我們在設計時斜銷 的厚度會很薄,頂 出時強度不夠,會 頂斷,固隻有採用 斜銷的材質為SKD11(或SKD-61)進行 熱處理以加強它的 韌度!
注塑模具结构及设计斜顶ppt课件
斜顶含在动模 里的部分并斜 顶通过动模板 的地方,动模 板上要开过孔, 在动模板底部, 要加上导向块 来与斜顶配合, 起到导滑和防 止斜顶弯曲变 形的作用。 (通常情况下 导向块是不可 缺少的,否则 斜顶的寿命会 大受影响)
10
在下模板上正对斜 顶的地方,一般都 要开有斜顶的拆装 孔,目的是在维修 斜顶时不用拆整套 模具就能方便的把 斜顶拆下来。
精品课件
13
斜斜顶是通 过改变导滑 块里滑槽的 方向,使斜 顶相对于产 品的移动方 向改变,来 避免斜顶对 产品铲胶。
精品课件
14
产品的倒 扣处需要 斜顶抽芯 才能出模
斜顶设计 方案一: 倒扣的大 部分成型 在斜顶里 面。
缺点:斜 顶侧向抽 芯时产品 的倒扣根 部处容易 产生撅白 或折断。
精品课件
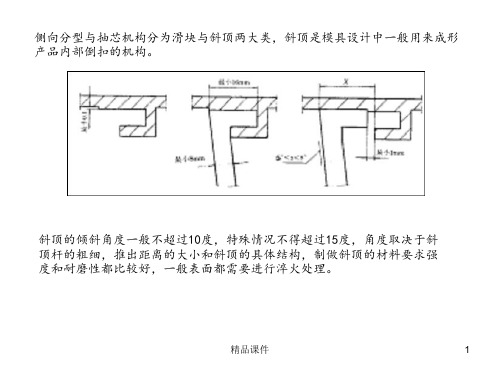
侧向分型与抽芯机构分为滑块与斜顶两大类,斜顶是模具设计中一般用来成形 产品内部倒扣的机构。
斜顶的倾斜角度一般不超过10度,特殊情况不得超过15度,角度取决于斜 顶杆的粗细,推出距离的大小和斜顶的具体结构,制做斜顶的材料要求强 度和耐磨性都比较好,一般表面都需要进行淬火处理。
精品课件
1
1合模注射阶段
分体式的斜顶头 和斜顶杆如果斜 顶头的两侧面没 有角度,容易造 成擦伤,回位时 可能会发生碰撞 干涉。
精品课件
8
分体式的斜 顶头和斜顶 杆如果斜顶 头背面的角 度比斜顶杆 小,顶出时 就会因为干 涉不能顶出。
只有使斜顶 头的背面的 角度比斜顶 杆的角度大 一点,才能 够顺利顶出。
精品课件
9
精品课件
对于某些特殊场合的斜顶内抽芯,其抽芯距 离因为产品结构的限制需要很大,导致斜顶 的角度必须很大,此种情况下则可以考虑使 用双杆精品斜课顶件结构来做角度比较大的斜顶。 25
手把手教你设计汽车模具斜顶!

手把手教你设计汽车模具斜顶!斜顶、摆杆机构斜顶、摆杆机构主要用于成型胶件内部的侧凹及凸起,同时具有顶出功能,此机构结构简单,但刚性较差,行程较小。
常采用的典型结构如下:(1)结构1 斜顶机构图7.7.1a为最基本的斜顶机构。
在顶出过程中,斜顶1在顶出力的作用下,沿后模的斜方孔运动,完成侧向成型。
斜顶根部要求使用图示装配结构,图7.7.1b为其装配的分拆示意。
在斜顶机构中,为了保证斜顶工作稳定、可靠,应该注意以下几点:(A)斜顶的刚性。
增强斜顶刚性一般采用:1.在结构允许的情况下,尽量加大斜顶横断面尺寸。
(参见第七章7.2节)2.在可以满足侧向出模的情况下,斜顶的斜度角“A”尽量选用较小角度,斜角A一般不大于20°,并且将斜顶的侧向受力点下移,如增加图7.7.1a中的镶块2,同时镶块可以具有较高的硬度,提高模具的寿命。
(B)斜顶横向移动空间。
如图7.7.1a所示尺寸“D”,为了保证斜顶在顶出时不与胶件上的其它结构发生干涉,应充分考虑斜顶的侧向分模距离、斜顶的斜度角“A”,以保证有足够的横向移动空间“D”。
(C)斜顶在开模方向的复位。
为了保证合模后,斜顶回复到预定的位置,一般采用下面的结构形式。
如图7.7.2a;7.7.2b。
(D) 斜顶底部在顶针板上的滑动要求平顺,稳定。
(2)结构2 摆杆机构,如图7.7.3。
在顶出过程中,当摆杆1的头部(L1所示范围)超出后模型芯时,摆杆1在斜面A的作用下向上摆动,完成分型。
设计摆杆机构时,应保证:L2>L1;E2>E1。
缺点:图示“B”处易磨损,须提高此处硬度。
一般要求将此处设计成镶拼结构。
■■■。
斜顶机构设计 ppt课件

斜顶背面相对顶出干涉(如图9)布置斜顶附近的顶杆 要尤其注意。 斜顶之间的运动干涉(如图10)布置相靠近的两根斜 顶时,一定要做运动的干涉检查,以提前发现状况
ppt课件
15
3、斜顶各部位设计
3.1.5斜顶机构型芯固定板部分让位孔 • 斜顶穿过型芯固定板,所以在型芯固定板部分需有让 位孔, 孔径大小及位置应保证斜顶能顺利通过,若在 实际设计时, 让位圆孔有干涉其它组件时,可以考虑让 位长圆形孔,位置尽量取整。也可以钻斜孔让位或铣 台阶椭圆孔让位。
ppt课件
5
ppt课件
6
3、斜顶各部位设计
3.1.2斜顶的抽芯距离及斜度计算 • 抽芯距离: S =侧向凹凸尺寸 + (3~5)mm安 全距离 • 斜度: tanα= S / H (H:顶出行程) • α要取整,且一般 3°≦α≦ 15°(特殊情况α 可以加大)
ppt课件
7
3、斜顶各部位设计
• 3.1.3斜顶的基本设计 • 当斜顶的宽度在取值方面不受产品的形状限制时,可以如图A 中一样宽度方向取值,否则,当受产品形状限制时,则如B中宽度 应取保证在产品的公差范围内,这样处理以便于线割加工处理.。 (如图4)
ppt课件
26
顶出开始时,斜顶杆沿 着斜面开始抽芯,弹顶 型芯由于背面直面的作 用保持在原始位置,顶 住塑件保持不动。当弹 顶型芯脱离背面直面时, 塑件已离开斜顶一段距 离,对斜顶不再有包紧 力,斜顶可以顺利完成 抽芯动作。设计是一定 要注意,d2>d1,否则斜 顶复位时,弹顶型芯与 型芯干涉。
ppt课件 24
4、斜顶的特别设计
ppt课件
3
2、斜顶的组成
1斜顶本体 2斜顶导向杆 3斜顶上下耐 磨板 4斜顶座
ppt课件
15
3、斜顶各部位设计
3.1.5斜顶机构型芯固定板部分让位孔 • 斜顶穿过型芯固定板,所以在型芯固定板部分需有让 位孔, 孔径大小及位置应保证斜顶能顺利通过,若在 实际设计时, 让位圆孔有干涉其它组件时,可以考虑让 位长圆形孔,位置尽量取整。也可以钻斜孔让位或铣 台阶椭圆孔让位。
ppt课件
5
ppt课件
6
3、斜顶各部位设计
3.1.2斜顶的抽芯距离及斜度计算 • 抽芯距离: S =侧向凹凸尺寸 + (3~5)mm安 全距离 • 斜度: tanα= S / H (H:顶出行程) • α要取整,且一般 3°≦α≦ 15°(特殊情况α 可以加大)
ppt课件
7
3、斜顶各部位设计
• 3.1.3斜顶的基本设计 • 当斜顶的宽度在取值方面不受产品的形状限制时,可以如图A 中一样宽度方向取值,否则,当受产品形状限制时,则如B中宽度 应取保证在产品的公差范围内,这样处理以便于线割加工处理.。 (如图4)
ppt课件
26
顶出开始时,斜顶杆沿 着斜面开始抽芯,弹顶 型芯由于背面直面的作 用保持在原始位置,顶 住塑件保持不动。当弹 顶型芯脱离背面直面时, 塑件已离开斜顶一段距 离,对斜顶不再有包紧 力,斜顶可以顺利完成 抽芯动作。设计是一定 要注意,d2>d1,否则斜 顶复位时,弹顶型芯与 型芯干涉。
ppt课件 24
4、斜顶的特别设计
ppt课件
3
2、斜顶的组成
1斜顶本体 2斜顶导向杆 3斜顶上下耐 磨板 4斜顶座
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
斜銷機構設計 Angle Lifter Design
邹华香
斜梢設計
斜梢是模具的機構之一, 設計前先對產品結構作一系統分 析, 根據產品結構, 為處理一些倒勾而引入的機構 (處 理倒勾的機構還有滑塊)那么滑塊與斜梢的不同在哪里 呢﹖
斜梢與滑塊的基本原理都是將模具開模時垂直方向的運 動換為水平方向的運動, 其最大的不同﹐在于其動作的 驅動力來源不同: 斜梢主要靠頂針板運動而動作﹐并非 像滑塊是靠公母模開閉的運動而動作. 因此斜梢的設計 與頂針板行程有關系, 這就是斜銷設計與滑塊設計最大 的不同點.
斜銷座式斜銷(單節式)
斜銷本體 斜銷底座
以 Pin 鏈 接
以 P螺絲鏈 接
成型面
斜銷斜度 面
上固定板 母模板
公模板 斜梢座
下固定板
實例<一>
斜梢由Pin與 斜梢座聯 接﹐斜梢座 固定在上頂 針板。 此斜梢運動 較穩, 但斜 梢座占頂針 板空間, 可 用于斜梢較 少的模具。
上固定板 母模板
公模板
斜梢座 上頂針板 下頂針板 下固定板
C:直身位的深度 (5~10)mm,PL 面取整為宜!
D:斜梢的斜度 (3。~8。)
實例<四>
一般情況下我們所設計的 斜梢伸至模仁底面即可,但 有時由於不夠行程等因素, 故我們在設計時須延伸一段 在公模板裡面如左圖所示:
產品高度為10mm,實際頂出行 程為20mm,
在設計斜梢時成品面端做一 直身位有便於圖所示: 此成品 倒勾行程太長,我們採用 斜銷延伸至頂針板的方式 來增大斜銷行程,相對應 的斜銷座隻須做一小段即 可!
在設計斜銷時我們盡可 能不要把斜銷設計在成品 的靠破面上和成形位上(會 變形),如在成形位上必 須做脫模斜度!(如下圖所 示)
倒勾
實例<三>
圖“a”
直身面
不好
好
實例<四>
A.斜梢行程=倒勾距離+縮水量+安全值 (1.5~3mm)
B .斜梢角度tgθ(3。~22。)=
C.檢查斜梢后退時是否有干涉。
斜銷設計參數(Parameter)
1. EH>H 2. EH*tanΘ >S 3.PH-CH>EH 4.PW=LW+(2~4)mm
斜梢設計要點
設計要點: 斜銷基本上屬於頂出系統的一種變形,因此斜銷設計第一考量
省頂針板空間
目前的LCD後殼斜
2.直身位便于加工定位 梢所採用的方式大
3.斜梢太長加道向塊
部分都用整體式(或 頂針式)。
母模斜銷
母模斜 銷壓塊
母模斜銷
母模斜 銷座
成型 面
實例<一>
斜梢
彈簧 斜梢壓塊
斜梢座
直身位深度一般從分型面往 下取整,
頂針須定位。
斜銷與頂針的設計重點
如果成品(如下圖A處)已安裝了斜銷,在 成品斜銷左右兩側(約 20mm 處)盡量不要安 裝頂針。成品於該處的頂出就由斜銷獨力完成。
需大於20mm 頂針
斜銷
頂針
由於頂出時,斜銷的動作會比頂針稍慢,如果頂針離 斜銷太近,成品一部份被斜銷拉住,一部份又被頂針推 出,很容易會造成成品頂白(如右圖)。
如左圖“a”:
成品大小:240*287*7.4
斜銷:22支
倒勾行程:0.65mm
實例<二>
用頂針式的斜銷,斜銷一般都做導 向槽, 在無干涉的情況下,頂針使用直徑 為6以上為宜,頂針在公模板上不 能避空!
實例<三>
如左圖所示:
A:道向槽的寬度 (3~8)mm
B:斜梢的寬度 (倒勾位的寬度 +(5~8)mm
為頂出行程EJH。頂出行程要考慮三個要項: 1、頂出行程EJH必須能夠將成品頂出分模面,因此其距離必須大 於成品高度H 2、頂出行程不能太長,太長的話會讓斜銷掉出模具。因此實際頂 出行程 EH必須小於斜銷高度。為了安全,設計者可以在頂針板上 安裝限位塊,確保頂出時其頂出距離只有EH。
3、頂出行程配合斜銷角度,必須能夠讓成品倒勾位脫離模具,因 此實際頂出距離EH * tan(斜銷角度 θ) 必須大於倒勾行程S
在設計時斜銷的厚 度不能太窄,(如太窄 強度不夠,易斷)。
定位柱(Pin)
斜梢 道向塊
斜梢座
耐磨塊
實例<一>
圖a
圖a中“ ”表示有倒勾
拆斜梢, 斜梢數量如此之多,
可考慮用下面所講的斜梢機
構,
成品大小:400*357*47
斜銷:19支
倒勾行程:1.25mm
倒勾拆 斜梢
實例<二>
1.斜梢固定在上頂針板可節
4、為了確保成品頂出時斜銷留在模具內的距離足夠長,不會讓斜 銷脫離模具,因此斜銷高度 LH 至少要是成品高度 H 的兩倍
LH >= 2H > EH , EH * tanθ > S
頂針式斜銷(兩段式)
成型面
直身面
導向槽
斜銷本體
斜銷滑動“T” 型槽
實例<一>
圖“a” 倒勾
我們在設計斜銷時,首先考慮的是 採用何種方式更適於把倒勾頂出, 如左圖倒勾處較多,但成品倒勾行 程不大,成品高度不深。用頂針式 在公模板和頂針板佔用面種小不會 使各斜梢產生干涉因此我們可以採 用如下圖設計方式。
作 處 理
節省空間
斜梢
倒勾
圖“a”
實例<五>
倒勾
如圖 “a”所示此倒 勾採用斜銷座方式 的斜梢頂出,但是 在頂出時有可能會 與成品肋相干涉, 我們在設計時斜銷 的厚度會很薄,頂 出時強度不夠,會 頂斷,固隻有採用 斜銷的材質為SKD11(或SKD-61)進行 熱處理以加強它的 韌度!
整體式斜銷
整體式斜銷適合於 成品大而深,倒勾 行程大的成品,
斜銷機構由下列幾項基本機構加以組合而成
各項機構說明如下:
斜銷機構動作
斜銷本 體
斜銷座
成型面
以Pin鏈接
以P螺絲鏈 接
斜銷斜度面
斜銷設計(Angle Lifter)
斜銷(為處理成品內部倒勾的機構) 斜銷為成品倒鉤的處理方式之一﹐
其種類有﹕ 1.整體式 2.兩段式 3.母模斜銷
斜銷設計參數(Parameter)
邹华香
斜梢設計
斜梢是模具的機構之一, 設計前先對產品結構作一系統分 析, 根據產品結構, 為處理一些倒勾而引入的機構 (處 理倒勾的機構還有滑塊)那么滑塊與斜梢的不同在哪里 呢﹖
斜梢與滑塊的基本原理都是將模具開模時垂直方向的運 動換為水平方向的運動, 其最大的不同﹐在于其動作的 驅動力來源不同: 斜梢主要靠頂針板運動而動作﹐并非 像滑塊是靠公母模開閉的運動而動作. 因此斜梢的設計 與頂針板行程有關系, 這就是斜銷設計與滑塊設計最大 的不同點.
斜銷座式斜銷(單節式)
斜銷本體 斜銷底座
以 Pin 鏈 接
以 P螺絲鏈 接
成型面
斜銷斜度 面
上固定板 母模板
公模板 斜梢座
下固定板
實例<一>
斜梢由Pin與 斜梢座聯 接﹐斜梢座 固定在上頂 針板。 此斜梢運動 較穩, 但斜 梢座占頂針 板空間, 可 用于斜梢較 少的模具。
上固定板 母模板
公模板
斜梢座 上頂針板 下頂針板 下固定板
C:直身位的深度 (5~10)mm,PL 面取整為宜!
D:斜梢的斜度 (3。~8。)
實例<四>
一般情況下我們所設計的 斜梢伸至模仁底面即可,但 有時由於不夠行程等因素, 故我們在設計時須延伸一段 在公模板裡面如左圖所示:
產品高度為10mm,實際頂出行 程為20mm,
在設計斜梢時成品面端做一 直身位有便於圖所示: 此成品 倒勾行程太長,我們採用 斜銷延伸至頂針板的方式 來增大斜銷行程,相對應 的斜銷座隻須做一小段即 可!
在設計斜銷時我們盡可 能不要把斜銷設計在成品 的靠破面上和成形位上(會 變形),如在成形位上必 須做脫模斜度!(如下圖所 示)
倒勾
實例<三>
圖“a”
直身面
不好
好
實例<四>
A.斜梢行程=倒勾距離+縮水量+安全值 (1.5~3mm)
B .斜梢角度tgθ(3。~22。)=
C.檢查斜梢后退時是否有干涉。
斜銷設計參數(Parameter)
1. EH>H 2. EH*tanΘ >S 3.PH-CH>EH 4.PW=LW+(2~4)mm
斜梢設計要點
設計要點: 斜銷基本上屬於頂出系統的一種變形,因此斜銷設計第一考量
省頂針板空間
目前的LCD後殼斜
2.直身位便于加工定位 梢所採用的方式大
3.斜梢太長加道向塊
部分都用整體式(或 頂針式)。
母模斜銷
母模斜 銷壓塊
母模斜銷
母模斜 銷座
成型 面
實例<一>
斜梢
彈簧 斜梢壓塊
斜梢座
直身位深度一般從分型面往 下取整,
頂針須定位。
斜銷與頂針的設計重點
如果成品(如下圖A處)已安裝了斜銷,在 成品斜銷左右兩側(約 20mm 處)盡量不要安 裝頂針。成品於該處的頂出就由斜銷獨力完成。
需大於20mm 頂針
斜銷
頂針
由於頂出時,斜銷的動作會比頂針稍慢,如果頂針離 斜銷太近,成品一部份被斜銷拉住,一部份又被頂針推 出,很容易會造成成品頂白(如右圖)。
如左圖“a”:
成品大小:240*287*7.4
斜銷:22支
倒勾行程:0.65mm
實例<二>
用頂針式的斜銷,斜銷一般都做導 向槽, 在無干涉的情況下,頂針使用直徑 為6以上為宜,頂針在公模板上不 能避空!
實例<三>
如左圖所示:
A:道向槽的寬度 (3~8)mm
B:斜梢的寬度 (倒勾位的寬度 +(5~8)mm
為頂出行程EJH。頂出行程要考慮三個要項: 1、頂出行程EJH必須能夠將成品頂出分模面,因此其距離必須大 於成品高度H 2、頂出行程不能太長,太長的話會讓斜銷掉出模具。因此實際頂 出行程 EH必須小於斜銷高度。為了安全,設計者可以在頂針板上 安裝限位塊,確保頂出時其頂出距離只有EH。
3、頂出行程配合斜銷角度,必須能夠讓成品倒勾位脫離模具,因 此實際頂出距離EH * tan(斜銷角度 θ) 必須大於倒勾行程S
在設計時斜銷的厚 度不能太窄,(如太窄 強度不夠,易斷)。
定位柱(Pin)
斜梢 道向塊
斜梢座
耐磨塊
實例<一>
圖a
圖a中“ ”表示有倒勾
拆斜梢, 斜梢數量如此之多,
可考慮用下面所講的斜梢機
構,
成品大小:400*357*47
斜銷:19支
倒勾行程:1.25mm
倒勾拆 斜梢
實例<二>
1.斜梢固定在上頂針板可節
4、為了確保成品頂出時斜銷留在模具內的距離足夠長,不會讓斜 銷脫離模具,因此斜銷高度 LH 至少要是成品高度 H 的兩倍
LH >= 2H > EH , EH * tanθ > S
頂針式斜銷(兩段式)
成型面
直身面
導向槽
斜銷本體
斜銷滑動“T” 型槽
實例<一>
圖“a” 倒勾
我們在設計斜銷時,首先考慮的是 採用何種方式更適於把倒勾頂出, 如左圖倒勾處較多,但成品倒勾行 程不大,成品高度不深。用頂針式 在公模板和頂針板佔用面種小不會 使各斜梢產生干涉因此我們可以採 用如下圖設計方式。
作 處 理
節省空間
斜梢
倒勾
圖“a”
實例<五>
倒勾
如圖 “a”所示此倒 勾採用斜銷座方式 的斜梢頂出,但是 在頂出時有可能會 與成品肋相干涉, 我們在設計時斜銷 的厚度會很薄,頂 出時強度不夠,會 頂斷,固隻有採用 斜銷的材質為SKD11(或SKD-61)進行 熱處理以加強它的 韌度!
整體式斜銷
整體式斜銷適合於 成品大而深,倒勾 行程大的成品,
斜銷機構由下列幾項基本機構加以組合而成
各項機構說明如下:
斜銷機構動作
斜銷本 體
斜銷座
成型面
以Pin鏈接
以P螺絲鏈 接
斜銷斜度面
斜銷設計(Angle Lifter)
斜銷(為處理成品內部倒勾的機構) 斜銷為成品倒鉤的處理方式之一﹐
其種類有﹕ 1.整體式 2.兩段式 3.母模斜銷
斜銷設計參數(Parameter)