N7500产品系列QC管理工程图表
外转电机通用QC工程图.doc
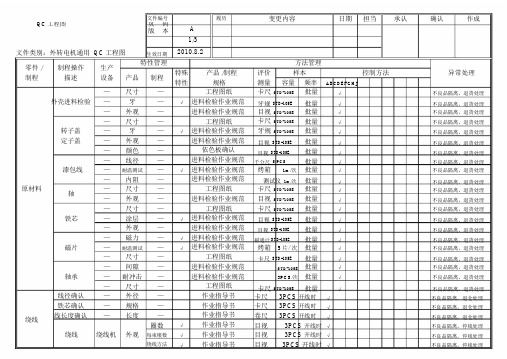
文件编号QC工程图页码版本文件类别:外转电机通用 QC工程图生效日期零件 / 制程操作生产特性管理制程描述设备产品制程—尺寸—外壳进料检验—牙——外观——尺寸—转子盖—牙—定子盖—外观——颜色——线径—漆包线—耐温测试——内阻—原材料轴—尺寸——外观——尺寸—铁芯—涂层——外观——磁力—磁片—耐温测试——尺寸——间隙—轴承—耐冲击——尺寸—线径确认—外径—铁芯确认—规格—绕线线长度确认—长度—圈数绕线绕线机外观每束根数绕线方法履历A1/32010.8.2特殊产品 /制程特性规格工程图纸√进料检验作业规范进料检验作业规范工程图纸√进料检验作业规范进料检验作业规范依色板确认进料检验作业规范√进料检验作业规范进料检验作业规范工程图纸进料检验作业规范工程图纸√进料检验作业规范进料检验作业规范√进料检验作业规范√进料检验作业规范工程图纸进料检验作业规范进料检验作业规范工程图纸作业指导书作业指导书作业指导书√作业指导书√作业指导书√作业指导书变更内容日期担当承认确认作成方法管理评价样本控制方法异常处理测量容量频率ABCDEFGHJ卡尺 STD-105E 批量√不良品隔离,退货处理牙规 STD-105E 批量√不良品隔离,退货处理目视 STD-105E 批量√不良品隔离,退货处理卡尺 STD-105E 批量√不良品隔离,退货处理牙规 STD-105E 批量√不良品隔离,退货处理目视 STD-105E 批量√不良品隔离,退货处理目视 STD-105E 批量√不良品隔离,退货处理千分尺 5 PCS 批量√不良品隔离,退货处理烤箱1m/次批量√不良品隔离,退货处理测试仪 1m/次批量√不良品隔离,退货处理卡尺 STD-105E 批量√不良品隔离,退货处理目视 STD-105E 批量√不良品隔离,退货处理卡尺 STD-105E 批量√不良品隔离,退货处理目视 STD-105E 批量√不良品隔离,退货处理目视 STD-105E 批量√不良品隔离,退货处理磁通计 STD-105E 批量√不良品隔离,退货处理烤箱5片/ 次批量√不良品隔离,退货处理卡尺 STD-105E 批量√不良品隔离,退货处理STD-105E批量√不良品隔离,退货处理3PCS/次批量√不良品隔离,退货处理卡尺 STD-105E 批量√不良品隔离,退货处理卡尺3PCS 开线时√不良品隔离,退仓处理卡尺3PCS 开线时√不良品隔离,退仓处理卷尺3PCS 开线时√不良品隔离,退仓处理目视3PCS 开线时√不良品隔离,停线处理目视3PCS 开线时√不良品隔离,停线处理目视3PCS 开线时√不良品隔离,停线处理文件编号QC工程图版本页码文件类别:外转电机通用 QC工程图生效日期履历A1/32010.8.2变更内容日期担当承认确认作成零件 / 制程操作生产特性管理制程描述设备产品制程压线—外观—剪线—长度—拧线拧线机外观—引线处理浸锡锡炉长度温度测试电桥短路—套套管—外观—套管收缩遂道炉外观—装中柱手压床外观防断线测内阻电桥内阻测试—压线—外观—滴胶—外观—线圈总成剪线—长度—焊接头焊枪接头规格—外观—套套管—套管大小—套管收缩遂道炉外观—特殊产品 /制程特性规格作业指导书作业指导书作业指导书作业指导书√作业指导书作业指导书作业指导书作业指导书√作业指导书作业指导书作业指导书作业指导书作业指导书作业指导书作业指导书作业指导书方法管理评价样本测量容量频率目视3PCS 开线时目视3PCS 开线时目视3PCS 开线时目视3PCS 开线时测试机全数批量目视3PCS 开线时目视3PCS 开线时目视3PCS 开线时目视全数批量目视3PCS 开线时目视3PCS 开线时目视3PCS 开线时目视3PCS 开线时目视3PCS 开线时目视3PCS 开线时目视3PCS 开线时控制方法异常处理A B C D E F G H J√不良品隔离,停线处理√不良品隔离,停线处理√不良品隔离,停线处理√不良品隔离,停线处理不良品隔离,停线处理√不良品隔离,停线处理√不良品隔离,停线处理文件编号QC工程图页码版本文件类别:外转电机通用 QC工程图生效日期零件 / 制程操作生产特性管理制程描述设备产品制程履历A1/32010.8.2特殊产品 /制程特性规格变更内容日期担当承认确认作成方法管理评价样本控制方法异常处理测量容量频率A B C D E F G H J。
QC工程图(中英版)二阶
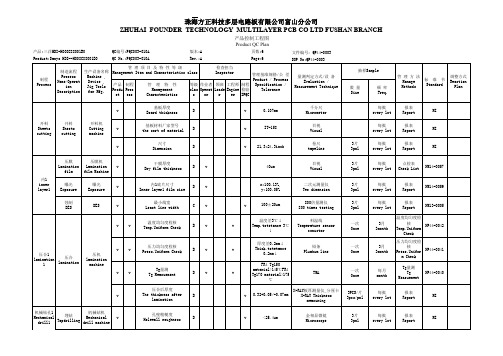
DV
≥70%
依工单 Run car
孔深孔径检查机 Hole Microscope
目视 Visual
抽样Sample
数量 Size
频率 Freq.
管理方法 Manage Methods
标准书 Standard
调整方式 Reaction
Plan
2片 2pnl
每批 every lot
报表 Report
NMA4-0019B
Press.Unifor m Check
NP44-0041
FR4 Tg150
v
material>145℃FR4 Tg170 material>175
TMA
℃
一次 Once
每月 month
Tg量测 Tg
Measuement
NP44-0040
X-RAY板厚测量仪,分厘卡
v 0.53+0.05/-0.07mm
金相显微镜 Microscope
目视 Visual
目视 Visual
3片 3pnl
每批 every lot
报表 Report
NM43-0002
全检 All Inspection
每罐 every Tin
点检表 Check List
MI
全检 All Inspection
每批 every lot
报表 Report
Bv
Tg量测 Tg Measuement
Dv
v
压膜
压膜机
Lamination Lamination
on D/F on on D/F on the
v
the
Substrate
Mask1
QC七大手法图表
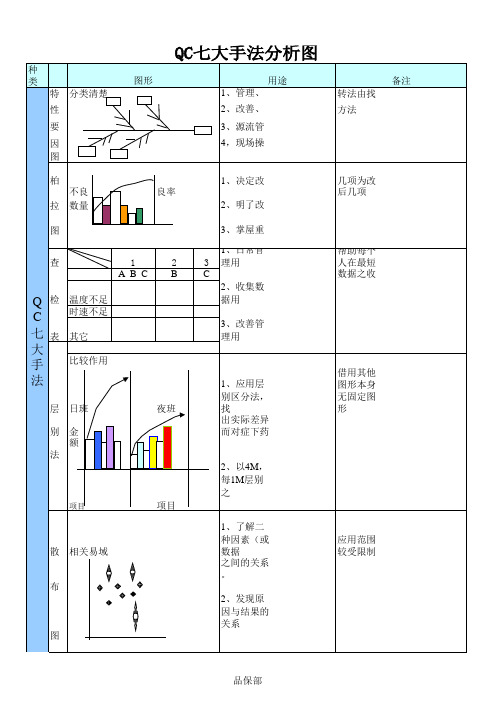
1、决定改善目标
能以前面几项为改善之要点 可忽略最后几项
Q C 七 大 手 法
表
层 别 法
夜班
1、应用层别区分法,找 出实际差异的因素, 而对症下药
借用其他图形本身无固定图形
2、以4M,每1M层别之
项目
项目 1、了解二种因素(或数据 应用范围较受限制 之间的关系。 2、发现原因与结果的关系
散 布 图 管 制 图 直 方 图
相关易域
趋势明郎 UCL CL UCL 了解品质
1、掌握制程现况的品质 2、发现异状即时采取行动
现况生产中品质让。 稳定的一种管制情报
1、了解分布 2、了解制程能力 3、与规格比较 4、批品质情况 特性 品保部
了解一批品质之好坏
品保
品特 性 要 因 图 柏 拉 图 查 检 温度不足 时速不足 其它 比较作用 日班 金 额 1 A B C 2 B 3 C 不良 数量 累计不良率 2、明了改善效果 3、掌屋重点分析 1、日常管理用 2、收集数据用 3、改善管理用 帮助每个人在最短时间内完 成必要之数据之收集 分类清楚 图形 用途 1、管理、教育用 2、改善、解析用 3、源流管理用 4,现场操作标准用 备注 可应用反转法由找要因变换 为找对策方法
QC七大手法(图表与管制图)

第五章圖表與管制圖一、何謂圖表?將繁雜的數據用最簡單的圖形表達,這圖形就是一般所說的圖表。
二、目的:1.方便人的視覺,使能獲取更多的情報,並使之能傳達更迅述、更易被人了解、更快看出情報內容。
2.自一組數據把握到更多的情報,而採取必要的對策。
三、完整的圖表必須具備的條件:1.能把握整體---應一看即能完全了解整體的狀況。
2.簡單明瞭---繪製力求簡單明瞭。
3.迅速了解---不必任何言詞說明,閱讀者一看即能判斷出來。
4.正確的判斷---不論刻度標法、線的大小或虛實、點的大小,都應刻意講求,使能正確判斷。
5.浮現對策---最高明的圖表,是能夠從圖上看出解決問題的對策。
四、圖表的種類:1.解析用圖表:如推移圖2.計劃用圖表:如進度圖3.計算用圖表:如常態機率紙4.說明用圖表:如流程圖5.其他用途圖表:如雷達圖五、圖表製作的步驟:1.要明確製作的目的。
2.蒐集數據並加以整理。
3.選擇適用的圖表。
4.記入相關事項。
六、一般常見圖表的說明:1.圓形圖舉例:某公司調查個人擁有皮包數量,以作為市場銷售需求料。
a.調查人數n (通常取n = 100)。
b.將圓分成100等份(3.6度為一個百分比)。
c.於12點鐘方向,標示一條基線。
(圖5-5-1)d.以基線為起點逆時鐘方向,由小而大分類畫上線條。
e.若有特殊強調的部份,可以用突出圓週的方式畫出。
(圖5-5-2)2.柱形圖(亦稱棒形圖)a.單一、等寬的長柱平行排列而成。
b.柱與柱之間隔約是柱的1/2寬度。
c.若有某一柱形太高,可用波形加以間隔畫面。
(圖5-5-3)3.折線圖(亦稱歷史線圖或推移圖)a.縱軸代表統計的數值,橫軸因時間的變化而產生了數值的變化。
b.將變化的數值標上點,再用線連結起來。
c.若有某一點太高,可用波形加以間隔畫面。
d若有多種數值可用顏色、線的虛實、或打點形狀來區分。
(圖5-5-4)4.管制圖a.區分:計量值管制圖:是針對時間、長度、溫度、重量….等等,可細分至小數點之數據而製成之圖表。
电子厂QC工程图

2/5
版本
A
工
序
号
工序名称
设备
管 理 站
管 理 方 法
品质特性
(结果)
管理项目
要因
管理标准
责任者
检查量
测定方式
测定设备
记录
异常处理方法
备 注
10
去湿(可选)
抽湿机
无异常
温度,时间
包裹作业员
每批
目视
分批管理表
重新去湿
11
包裹
包裹机
无异常
冷压胶带留边量,包裹盘大小,松紧度
包裹作业指导书
包裹作业员
每小时抽检2盘
目视
分批管理表
调整
12
喷金
喷金机
无异常
喷金层厚度,粗细度,均匀度
喷金作业指导书
喷金作业员
每盘抽检3PCS
目视
分批管理表
不合格品处理通知单,调整
13
焊接
焊接机
无断脚
导线线径,平行度,拉脱力,熔接深度
焊接作业指导书
焊接作业员
每小时
14
15
16
沉钯
具有催化活化
浓度
时间
操作者
每件
分析(化学)
时间显示
调整
17
无异常
外观、尺寸及功能特性
来料检验办法
IQC
每批抽样按AQL
量具及
送检单
供应商出货检验报表
每批抽样按AQL
目视
送检单
4
入库储存
无异常
堆放
仓库作业指导书
仓管
每批全量
目视
仓卡
联络单
5
无卤SMT工程QC管制表(巡检)

主管
經辦ห้องสมุดไป่ตู้
巡檢结果
1
2
3
1、是否有SOP,并按照SOP作业 2、烙铁是否有做温度,静电測試 3、高温海棉是否保持清洁、湿润 4、台面是否保持清洁 1、是否有SOP,并按照SOP作业 2、是否使用防护罩,并保持工作台清洁 3、是否有戴防护眼镜 4、是否按要求擺放产品 1、是否有SOP,并按照SOP作业 2、是否是無鹵洗板水,容器是否標示 3.有LED或HDMI的機種;VBU及按鍵板機種無需洗板 1、是否有SOP,并按照SOP作业 2、良品与不良品是否有区分标示并記錄 3、是否有樣品与可測率報告 4、機器是否有日保养并记录 1、是否有SOP,并按照SOP作业 2、良品与不良品是否有区分标示并記錄 3、是否有樣品 4、機器是否有日保养并记录 1、是否有SOP,并按照SOP作业 2、是否有错打、漏打胶等不良现象 3、是否保持工作台面的清洁 4、是否有堆机现象 1、是否有SOP,并按照SOP作业 2、印字是否無誤且清晰可辨 3、位置是否正確 1、是否有SOP,并按照SOP作业 2、良品与不良品是否有区分标示并記錄 3、是否有堆机现象 1、烙铁是否有做温度,静电測試 2、高溫海綿是否清潔和濕潤 3、修補之元件是否符合要求并記錄 4、台面是否保持清洁 1、是否有SOP,并按照SOP作业 2、產品擺放是否整齊 3、標籤是否正確 1、在製品是否用防靜電架存放 2、是否按指定區域存放 3、是否有影響產品安全的現象 責任單位 確認
4
5
6
7
8
處理結果
新寶電機(東莞)有限公司
無鹵SMT工程QC管制表(巡檢) 無鹵SMT工程QC管制表(巡檢) SMT工程QC管制表
日期: NO 項目 日 班次: 巡檢內容 巡檢结果 NO 項目 1、室內溫、濕度是否正確 22-28℃ 40-65% 爐 2、通風設備是否正常 環 后 3、作業員是否有正確佩戴防靜電帶和測試 9 境 目 4、各生產工作臺之防靜電地線是否良好(0.5V以下) 視 5、是否有做 6S管理 1、是否有做好日保養與記錄 零 2、是否有HSC時間控制標示且依SOP烘烤 件 10 烘 焊 3、BGA等材料烘烤及取用時間是否有明確記錄 烤 接 4、烘烤溫度是否有記錄且符合SOP要求 5、元件累計暴露時間是否超出SOP規定 剪 標 1、是否有SOP 11 脚 籤 2、二維條碼規格是否正確 貼 3、二維條碼貼附方向.位置是否正確 附 4、PCB擺放是否整齊 洗 12 錫 1、是否有標示卡 板 膏 2、使用前是否有攪拌(錫膏3-5分鐘,紅膠5-7分鐘 A 紅 3、儲存溫度(2-10℃) O 膠 4、回溫時間與記錄(4-6H) 13 I 管 5、退回是否有記錄,二次使用是否有標示 測 制 6、二次使用之鍚膏是否用于密腳IC及BGA產品 試 I 1、使用鋼網是否正確,張力是否合格(>25N/Cm²) C 2、是否有按SOP清洗 14 印 T 3、印刷機使用氣壓(4.5-6Kgf/ Cm²) 刷 測 4、印刷錫膏厚度是否測量且符合SOP要求 機 試 5、是否有連錫.少錫.偏移.少膠.溢膠等不良 6、是否有做好日保養與記錄 點 15 胶 1、生產機種程式是否正確 2、投料記錄是否完整 蓋 貼 3、元件是否有偏移.漏貼等不良 片 4、元件貼裝位置.方向是否正確 16 印 章 機 5、換料是否有記錄并確認簽名 6、拋料有無記錄.是否異常 终 7、是否有做好日保養與記錄 17 检 爐 1、是否有SOP 前 2、貼片不良元器件是否有校正并記錄 目 3、補件是否有確認及記錄 維 18 視 4、是否有堆板 修 1、是否有做好日保養與記錄 2、是否有做溫度測試 包 19 回 3、爐溫曲線實際參數是否与標准曲線相符 裝 流 3、溫度是否正常,是否有檢查記錄 焊 4、各項參數是否設置正確 產 5、PCB是否有變形.變色等不良 20 品 擺 6、是否溶錫良好 放 IPQC巡检 巡檢結果 时间 不良項目 OK NG 年 月 巡檢內容 1、是否正確佩戴防靜電手環,手套 2、是否有SOP 3、是否有堆板 4、是否用放大鏡檢查 5、良品與不良品是否有區分并記錄
企业产品管理QC七大手法图表知识培训员工技能提升PPT模板
基本概念
品管七大手法
品管七大手法又称新旧QC七大 工具(手法),是由日本总结出 来的。1979年又提出新七种工具。
主要包括
品管七大手法主要包括控制图、 因果图、直方图、排列图、检查
表、层别法、散布图。
0 02 1 04 03
新旧QC七大手法
旧QC七大手法偏重于统计分析, 针对问题发生后的改善,新QC七 大手法偏重于思考分析过程,主 要是强调在问题发生前进行预防。
数据记录抄写有误、异常值的处理
3) 数据的记录,抄写有误;4 )异常值的处理。通 常在生产过程取得的数据中总是含有一些异常值的, 它们会导致分析结果有误
感谢观看
图表知识培训/图表应用
办
公
资
源
汇报人:XXX 汇报时间:20XX.XX
QC旧七大手法
QC旧七大手法:检查表、数据分层法、排列图、直方图、因果分 析图、散布图、控制图
QC新七大手法
QC新七大手法:关联图、亲和图、系统图、过程决策程序图、矩 阵图、矩阵数据分析法、箭条图
5
旧七大手法
OLD SEVEN TECHNIQUES
旧七大手法
分层作解析 查检集数据
排列抓重点
直方显分布
字而得名。
数据分层法
数据分层法又称为层别法就是将性质相同 的,在同一条件下收集的数据归纳在一起, 以便进行比较分析。
直方图
直方图又称质量分布图,柱状图,它是 表示资料变化情况的一种主要工具。用 直方图可以解析出资料的规则性,比较 直观地看出产品质量特性的分布状态。
旧七大手法
因果分析图
所谓因果分析图,就是将造成某项结果的众多原因, 以系统的方式图解,即以图来表达结果(特性)与原 因(因素)之间的关系。其形状像鱼骨,又称鱼骨图。
新能源QC工程图
作业标准
页次 记录方法
编制
万菲 文件编号
共4页-第3页
制定日期
责任人员
检验频率
检验方式
异常处理
扣上下盖 ↓
扣上盖
1:扣上盖时必须对 好卡点。
2:扣上盖后上下盖 《作业指导书》 配合紧密,无明显缝
《OP自检报表》 《巡检记录报告》
作业员 PQC 组长
OP全检 PQC:2H/20Pcs
自检 巡检 监管
1:将不良品区分 2:指导员工作业 3:发《品质异常处
规格一致。 2:测试时不可有灯
《作业指导书》
闪、启动慢、光弱、
功率不良等现象。
《OP自检报表》 《巡检记录报告》
作业员 PQC 组长
OP全检 PQC:2H/20Pcs
自检 巡检 监管
1:将不良品区分 2:指导员工作业 3:发《品质异常处 理单》给相关部门
核准
QC工程图
流程图
工程名称
管制重点
审核
产品名称
规格一致。 2:试亮时不可有灯
《作业指导书》
闪、启动慢、光弱、
功率不良等现象。
《OP自检报表》 《巡检记录报告》
作业员 PQC 组长
OP全检 PQC:2H/20Pcs
自检 巡检 监管
1:将不良品区分 2:指导员工作业 3:发《品质异常处 理单》给相关部门
核准
审核
QC工程图
流程图
工程名称
管制重点
产品名称
裁线 ↓
裁线
1:裁线后电线不可 有交叉现象
《作业指导书》
《OP自检报表》 《巡检记录报告》
作业员 PQC 组长
OP全检 PQC:2H/20Pcs
QC工程图
检验员
编带工序检查表、编带工序管理表
成型工序检查表
套管高温试验
套管外观状态
见作业指导书
每批
目测
操作者
套管高温试验记录表
外观
检查
外观形态
见作业标准
每批
目测
操作者
编带外观检查表
入库
检验
外观、尺寸、容量、损耗、漏电流
见作业标准、产品内控标准
每批
漏电流测试仪、容量损耗测试仪
检验员
出厂检验报告
成品
检验
外观、尺寸、数量、损耗、漏电流、容量
QC工程图
小型引线式产品
序号
流程图
名称
管理项目
控制标准
检查
频次
检测方法
责任人
管理图表
1
2
3
4
5
6
7
8
9
10
11
12
13
14
△入库
检验
●开片
(※)
△入库
检验
●铆接
(※)
△入库
检验
●卷绕
(※)
△检验
●浸渍
(※)
△电解液
保持率
△
入库
检验
△
入库
检验
●装配
()
△入库
检验
●套管
印刷(※)
电极箔
牌号、容量、耐压、外观、机械强度
23
24
25
26
●套管(※)
●产品
清洗
(※)
●老化*
分选
●不良品
解析
△外观
检查
△抽样
检验
●编带*
AC QC工程图(新版)
管制项目检验依据重要标示管制方式管制频率检测设备责任者品质记录流程顺序名称进料检验外观进料工程图目视iqc进料检验报表标示进料工程图目视iqc进料检验报表材质进料工程图目视iqc进料检验报表尺寸进料工程图检测设备iqc进料检验报表可靠性测试进料工程图可靠性测试机iqc进料检验报表环保qb11每批次进料检验报表ipqc材质蓝图伸长率蓝图排位作业指导书外观作业指导书标示作业指导书胶料蓝图导体蓝图颜色蓝图结合力蓝图手动印字内容蓝图绝缘厚度蓝图附着力蓝图火花机作业指导书外观作业指导书标示作业指导书目视管制项目检验依据重要标示管制方式管制频率检测设备责任者品质记录顺序顺序名称原线确认线规蓝图5pcs1h千分尺分叉长度蓝图5pcs1h钢尺作业指导书目视长度蓝图5pcs1h钢尺作业指导书目视捻线作业指导书5pcs1h目视镀锡尺寸生产控制表5pcs1h钢尺外观作业指导书5pcs1h目视脱外皮绝缘生产控制表5pcs1h卡尺目视端子铆压标准5pcs1h千分尺5pcs1h钢尺5pcs1hipqc5pcs1h目视模具蓝图胶料蓝图目视成型参数成型参数表目视信赖试验机卡尺管制项目检验依据重要标示管制方式管制频率检测设备责任者品质记录顺序顺序名称模具蓝图安规印字蓝图目视胶料蓝图目视成型参数成型参数表目视信赖试验机卡尺105pcs1h目视11作业指导书5pcs1h目视12绕线尺寸蓝图5pcs1h钢尺蓝图5pcs1h卡尺作业指导书5pcs1h目视13成品总长5pcs1h卷尺14测试5pcs1h155pcs1h目视16装箱数量生产控制表作业指导书目视oqc17出货检验外观作业指导书目视oqc出货检验报表文件名称
按抽样计 可靠性试验机 划
依照AQL抽样 依照AQL抽样 依照AQL抽样
OQC
17
出货检验
标示 尺寸 导通测试 耐压
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
剥皮2mm左右
作业员
6
导线浸锡
电烙铁
浸锡不宜过多,原则上铜丝不散开即可,注意电烙铁温度,避免烫化导线绝缘皮。
作业员
7
插头铜槽点锡
电烙铁
浸锡不宜过多,原则上铜槽内饱满即可,注意电烙铁温度,避免烫化插头内塑料部件。
作业员
8
焊接
电烙铁
焊接前在每根导线上套一2mm左右的热缩封套,焊点不宜过大,避免虚焊,漏焊等现象。
作业员
9
紧固热缩套
电吹风机
作业员
10
拧紧插头各部位螺丝接口
镀锌层避免碰伤,刮伤。
作业员
11
另一插头组装,过程及注意事项同上,焊接时借助万能表,务必使两端插头内的各导线序号一一对应。
特别说明:1、作业过程中发现异常应及时报告班长或检验员;2、发现不合格品时必须由检验员填写《不合格品处置单》评审处理;3、OQC在完工后出具检测报告单,开具合格证。
QC管理工程图
客户编号(名称):
产品概况
产品名称:N7500外联线束
质量控制重点:
金属插头镀锌层表面无碰伤,刮伤;焊接处避免漏焊,虚焊。
PMC父系:N7500
PMC子系:导线,插头
工序
作业工具
注意事项
检测方法
检测频次
责任人
记录表单
1
首件签样
班组长,检验员
《首件签样》
2
下料
剪线钳
严格按图纸要求的导线型号,规格,长度截取导线。
长度测量
作业员
3
拆零插头
螺丝刀
金属插头有镀锌层,使用工具拆部件时避免碰伤,刮伤。
作业员
4
装插头尾部
必须在剥最外层绝缘皮前借助润滑脂将其套进导线一端。
作业员
5
剥线
最外层Leabharlann 美工刀剥皮20mm左右,注意伤手
作业员
金属网层
斜口剪刀,尖嘴钳
必须将金属网断口处与剥过的最外层绝缘层相平。
作业员
薄膜层
斜口剪刀
作业员
导线层