基于S7-200伺服电机控制系统设计
S7-200系列PLC控制三菱MR-J3伺服的实现

S7-200系列PLC控制三菱MR-J3伺服的实现本文介绍了使用S7-200系列PLC和三菱MR-J3伺服实现XA6132铣床的位置控制。
随着科技的发展和人民生活水平的提高,机床的加工精度和生产效率要求越来越高。
因此,老旧设备需要进行升级改造,以实现精确的位置和速度控制。
铣床的主轴采用普通电机,进给轴采用伺服电机控制。
本文将详细介绍硬件配置和连接方式。
硬件配置方面,本文选用了三菱FR-J3伺服放大器和HF-SP三菱伺服电机作为伺服控制器,具有高响应性、高精度定位、高水平自动调谐等优点。
同时,为了综合考虑性价比和性能,本文选用了性价比高的三菱MR-J3伺服放大器和HF-SP502伺服电机。
在PLC方面,本文选择了西门子S7-200系列的PLC,具有运行速度快、运行稳定、价格较低等优点。
为了实现位置控制,本文采用了集电极开路方式的控制模式,并选择了S7-224XPsi CN XXX型号的PLC。
在人机界面方面,本文选用了MD204LV4文本显示器作为小型人机界面,能够跟S7-200系列PLC通讯并且价格便宜。
硬件连接方面,本文详细介绍了主电路的连接方式。
伺服的脉冲输入端输入24V低电平的脉冲,因此,本文选择了24V低电平输出、具有速度控制、位置控制、占空比控制的PLC。
通过这些硬件的连接,可以实现铣床的精确位置和速度控制。
总之,本文介绍了使用S7-200系列PLC和三菱MR-J3伺服实现铣床位置控制的方法,详细介绍了硬件配置和连接方式。
这些方法可以帮助老旧设备进行升级改造,提高机床的加工精度和生产效率。
本文介绍了铣床控制系统中主轴电机、伺服轴和PLC的电路连接、通讯线的选择以及参数设置和PLC程序设计。
主轴电机采用普通电机,通过接触器进行控制,离合器控制主轴的抱紧与松开,用于换刀时将主轴抱紧。
伺服轴采用伺服控制,24伏电源给PLC、伺服、离合器及文本显示器提供电源,其中文本显示器和PLC共用一个24伏电源。
基于S7-200PLC的伺服电机调速系统控制方法
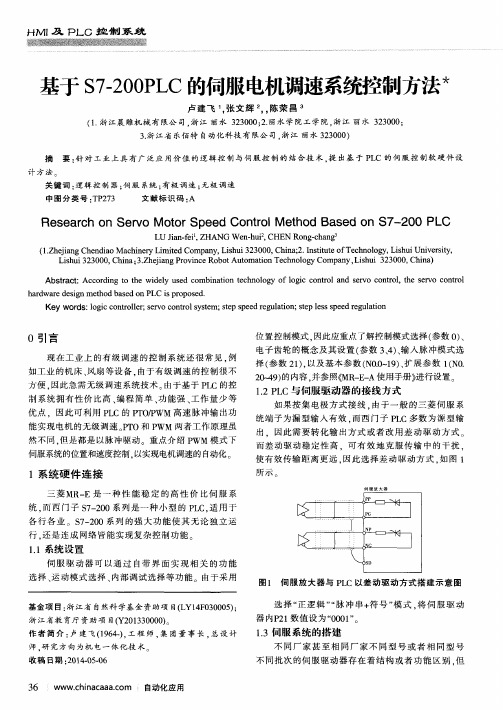
使有效传输距离更远 . 因此选择差动驱动方式 . 如图 1
所 示
ห้องสมุดไป่ตู้
1系统 硬 件 连 接
三 菱 MR — E 是 一 种 性 能 稳 定 的 高 性 价 比伺 服 系 统. 而 西 门子 S 7 — 2 0 0系 列 是 一 种 小 型 的 P L C. 适 用 于 各 行 各 业 。S 7 — 2 0 0系 列 的 强 大 功 能 使 其 无 论 独 立 运 行. 还 是 连 成 网络 皆能 实 现 复 杂 控 制 功 能
电子齿轮的概念及其设置 ( 参数 3 、 4 ) 、 输入脉 冲模式选
择( 参数 2 1 ) , 以及 基 本 参 数 ( N O . 0 ~ 1 9 ) 、 扩展参数 1 ( N O . 2 0 . - 4 9 ) 的 内容 , 并 参 照《 MR . E — A使 用手 册》 进行 设置 。
h a r d wa r e d e s i g n me t h o d b a s e d o n P L C i s p r o p o s e d .
Ke y wor d s : l o g i c c o n r t o l l e r ; s e r v o c o n t r o l s y s t e m; s t e p s p e e d r e g u l a t i o n; s t e p l e s s s p e e d r e g u l a t i o n
3 . 浙江省 乐佰 特 自动化 科技 有 限公 司 , 浙江 丽水 3 2 3 0 0 0 )
摘 要 : 针 对工 业上 具 有 广泛 应 用价 值 的逻 辑控 制 与 伺服 控 制 的结 合技 术 , 提 出基 于 P L C 的伺服 控 制 软硬 件 设
s7-200控制伺服电机总结要点
S7-200PLC具有脉冲输出功能,在运动控制系统中,伺服电机和步进电机是很重要的精确定位装置,而控制伺服电机和步进电机需要使用脉冲输出。
S7-200系列PLC可以输出20--100KHz的脉冲。
使用PTO和PWM指令可以输出普通脉冲和脉宽调制输出。
通过smb66-75,smb166-175来控制Q0.0的输出,通过smb76-85,smb176-185来控制Q0.1的脉冲输出。
控制伺服电机伺服电机是运动控制中一个很重要的器件,通过它可以进行精确的位置控制。
它一般带有编码器,通过高速计数功能,中断功能和脉冲输出功能,构成一个闭环系统,来进行精确的位置控制。
PLC的脉冲输出由于PLC在进行高速输出时需要使用晶体管输出。
当将高速输出点作为普通输出而带电感性负载时,例如电磁阀,继电器线圈等,一定要注意,在负载端加保护,例如并联二极管等。
以保护输出点。
心得二:步进电机的控制方法我带队参加《2008年全国职业院校技能大赛自动线的安装与调试》项目,我院选手和其他院校的三位选手组成了天津代表队,我院选手所在队获得了《2008年全国职业院校技能大赛自动线的安装与调试》项目二等奖,为天津市代表队争得了荣誉,也为我院争得了荣誉。
以下是我这个作为教练参加大赛的心得二:步进电机的控制方法《2008年全国职业院校技能大赛自动线的安装与调试》项目的主要内容包括如气动控制技术、机械技术(机械传动、机械连接等)、传感器应用技术、PLC控制和组网、步进电机位置控制和变频器技术等。
但其中最为重要的就是PLC方面的知识,而PLC中最重要就是组网和步进电机的位置控制。
一、S7-200 PLC 的脉冲输出功能1、概述S7-200 有两个置PTO/PWM 发生器,用以建立高速脉冲串(PTO)或脉宽调节(PWM)信号波形。
当组态一个输出为PTO 操作时,生成一个50%占空比脉冲串用于步进电机或伺服电机的速度和位置的开环控制。
置PTO 功能提供了脉冲串输出,脉冲周期和数量可由用户控制。
基于PLC与HMI的伺服电机运动控制系统设计与实现

基于PLC与HMI的伺服电机运动控制系统设计与实现摘要:随着计算机技术、可编程控制器及触摸屏科技的进步,现在机械制造行业几种控制系统越来越多的被应用到处理复杂事务中使其变得处理简易,在生活中,几种控制系统的应用提高了生产效率,使我们生活变得简单化,提高了机械产品的安全性和可操作性。
本文提出了选用S7-200SMARTCPUST30PLC为主控制器,发送脉冲指令作为伺服驱动器的输入信号,通过伺服驱动器实现对伺服电机前/后点动及连续运转、相对/绝对位置的精确控制以及自动查找参考点等操作,由SMART1000IEV3触摸屏搭建监控画面的思路。
关键词:伺服电机;PLC;运动控制;HMI1、系统总体方案设计1.1PLC和HMI简介1.1.1可编程里辑控制器简介可编辑逻辑控制器简称PLC,能够适应工作环境较为恶劣的条件,适用范围较广。
另外,PLC的维护较为方便,使用可靠性比较高。
CPU的运行状态是决定系统流畅的重要保证,而PLC的工作状态就是通过软件控制CPU的运行情况,当然通过硬件开关进行强制控制也是一种有效的控制手段,比如在进行测试阶段或者对系统进行检修时,硬件控制是一种较为方便的方式。
1.1.2 HMI简介随着我国工业水平提高,在生产过程中生产工艺越来越复杂,生产设备也在不断更新换代,生产控制人员不仅仅要对生产的每个流程熟知,还要对设备运行状况了解,做到设备运转的透明化。
HMI便是实现人机互通的关键技术,它实现了工作人员与机器之间的可靠连接。
在工作人员与Wincc flexible之间,HMI是实现二者链接的重要接口。
在控制器与Wincc flexible之间也同样需要这样的接口。
1.2 总体方案设计整个系统分为硬件设计、PLC程序设计、HMI与PLC通讯、系统实验调试共4部分。
硬件方面,主控制器选用S7-200SMARTCPUST30PLC,发送脉冲指令作为台达伺服驱动器(ASDA-B2-0121-B)的输入信号;通过伺服驱动器实现控制伺服电机(ASDAB2)的旋转速度和驱动丝杆滑台的移动位置[1]。
基于S7-200伺服电机控制系统设计

西安邮电大学毕业设计(论文)题目:基于S7-200伺服电机控制系统设计系别:自动化学院专业:自动化学院班级:自动0805学生姓名:导师姓名:职称:讲师起止时间:2012年3月8日至2012年06月17日毕业设计(论文)诚信声明书本人声明:本人所提交的毕业论文《基于S7-200伺服电机控制系统设计》是本人在指导教师指导下独立研究、写作的成果,论文中所引用他人的文献、数据、图件、资料均已明确标注;对本文的研究做出重要贡献的个人和集体,均已在文中以明确方式注明并表示感谢。
本人完全清楚本声明的法律后果,申请学位论文和资料若有不实之处,本人愿承担相应的法律责任。
论文作者签名:时间:年月日指导教师签名:时间:年月日毕业设计(论文)任务书学生姓名指导教师职称讲师系别自动化学院专业自动化学院题目基于S7-200伺服电机控制系统设计任务与要求要学习基本电气控制的设计方法,学习step7和组态软件的使用。
熟练掌握组态王的使用,完成本课题要认真复习电机控制的基本知识,设计电动机总线型调速控制系统,主要根据电机的调速原理结合总线功能进行设计,要求提交:1.了解电动机总线型调速控制系统设计的基本原理。
2.熟练掌WINCC6.0软件。
3.会使用WINCC6.0软件画组态界面。
4.绘制电气原理图、装配图、接线图。
5.熟练掌握S7-200软件,具有一定的编程能力。
开始日期2012年1月7日完成日期2012年06月20日系主任(签字) 2012 年 1 月8 日毕业设计 (论文) 工作计划学生姓名__ _指导教师_________职称____讲师____系别______自动化学院__________专业________自动化________ 题目基于S7-200伺服电机控制系统设计_______________________________________________________工作进程主要参考书目(资料)主要参考书目(资料) [1] 贾贵玺,张臣刚等.高压变频调速技术的研究及其应用.天津:电气传动,No.4,1999,14~17 [2] 吴洪洋,何湘宁.高功率多电平变换器的研究和应用.天津:电气传动,No.2,2000,7~12 [3] 陈伯时,谢鸿鸣.交流传动系统的控制策略.CAVD ’99, 1~7[4] 苏彦民,李宏.交流调速系统的控制策略.北京:机械工业出版社,1998主要仪器设备及材料 伺服电机及S7-200软件、WINCC论文(设计)过程中教师的指导安排每周三下午、周五下午 对计划的说明西安邮电大学毕业设计(论文)开题报告自动化学院系自动化专业08级05班课题名称:基于S7-200伺服电机控制系统设计学生姓名:学号:指导教师:报告日期:2012年3月28日2.本课题需要重点研究的关键问题、解决的思路及实现预期目标的可行性分析重点研究的关键问题:PLC输出的模拟量实现对伺服电机的速度较为精准的控制解决思路:见原理图说明:本报告必须由承担毕业论文(设计)课题任务的学生在毕业论文(设计) 正式开始的第1周周五之前独立撰写完成,并交指导教师审阅。
基于西门子S7_200PLC控制步进电机的设计及应用

工程技术 Project technique基于西门子S7-200PL C 控制步进电机的设计及应用徐 智 杜逸鸣 熊田忠 孙承志(三江学院电气系 210012)【摘 要】PLC 控制步进电机在许多工业控制中应用广泛,本文介绍了PL C (Programmable Logic Cont roller )通过发送脉冲和方向信号给步进电机的驱动器,由驱动器来控制步进电机工作的原理。
本设计采用PL C 和大功率晶体管实现步进电机的驱动和控制,结构简单,可靠性高,成本低,实用性强,具有较高的通用性和应用推广价值。
【关键词】步进电机;PLC ;驱动器1 引言PL C 是广泛应用于工业自动化领域的控制器,PL C 及其有关的设备,都按易于与工业控制系统连成一个整体、易于扩充功能的原则而设计。
现在,PL C 功能得到了很大的扩充和完善,比如为了配合步进电机的控制,许多PL C 都内置了脉冲输出功能,并设置了相应的控制指令,可以很好地对步进电机进行控制,实现和其它设备的通信等。
本文用SIEM ENS 公司CPU226晶体管输出型PL C 控制步进电机。
2 步进电机的控制方法步进电机控制方法框图如图1所示。
控制方案是通过上位机设定参数,利用S7-200PL C 的高速脉冲输出功能输出脉冲信号,送给大功率管组成的驱动电路,经过驱动器去控制步进电机实现位置控制。
其中本文中的PL C 为西门子公司的CPU226DC/DC/DC 、驱动器为某公司的SH -20403两相混合式步进电机细分驱动器、步进电机为42B YG 250B 型,步距角1.8°。
本文的控制过程为某运料小车在A —B 两地之间运行(如图2所示),装料及卸料,要求定位准确,运行平稳。
3 PL C 对步进电机的速度控制及定位步进电机在启动和停止时有一个加速及减速过程,且加速度越小则冲击越小,动作越平稳。
所以,步进电机工作时一般要经历这样—个变化过程:加速→恒速(高速)→减速→恒速(低速)→停止。
S7-200SMART在伺服控制系统中的应用
S7-200SMART在伺服控制系统中的应用作者:***来源:《数字技术与应用》2019年第07期摘要:文章介绍了S7-200SMART在伺服控制系统中准确实现位置控制的应用,通过介绍系统硬件接线及软件设置方法,利用S7-200SMART的高速脉冲输出控制伺服电机实现绝对运动、相对运动等。
关键词:台达伺服控制器;西门子S7-200SMART;脉冲输出中图分类号:TP271 文献标识码:A 文章编号:1007-9416(2019)07-0014-021 基本线路的连接S7-200SMART做伺服控制,CPU型号必须选择ST系列输出,即晶体管输出,否则PLC 不具备脉冲高速输出功能。
我们以ST30系列CPU为例。
在接入伺服驱动控制器的控制端子时, PLC的脉冲输出端(如Q0.0),有可能会造成驱动器光耦的输入电流太大而烧毁,一般需要在SMART200的脉冲输出端串接1K欧姆、2W的限流电阻,接线如图1所示。
此外需要特别强调的一点是,SMART200的输出方式为晶体管PNP型输出,即其输出点Q0.0、Q0.1、Q0.2这三个点作为指定3路脉冲输出点,工作输出时的信号为高电平。
对于大部分日系的伺服控制器,所能接受的驱动信号必须是NPN型。
台达伺服控制系统可以选择两种接线方式,可以适用于任何PLC控制系统,详见图2所示,其中图片的下半部分即是SMART200的正确接线方式。
2 S7-200SMART中的程序设置在SMART中,通过“向导”中的“运动”部分,使用者可以不必编制任何复杂的程序即可通过正常调用子程序实现对伺服控制系统进行高精度位置控制。
在向导中,有如下参数逐步填写:(1)要选择编程哪个轴。
因为轴一旦确定,则PLC自动分配了输出点所对应的轴,如轴一,则自动分配Q0.0为脉冲输出,Q0.2为方向输出。
(2)进入“测量系统”界面进行参数设置。
其中,选择测量系统一般选择工程单位,电机一次旋转所需脉冲数,则可以自己设置。
基于S7-200Smart PLC的高性能交流伺服控制系统设计
文章编号:1007-757X(2020)12-0016-04基于S7-200Smart PLC的高性能交流伺服控制系统设计丁惠忠(沙洲职业工学院电子信息工程系,江苏张家港215600)摘要:设计基于S7-200Smart PLC的高性能交流伺服控制系统,以西门子S7-200Smart PLC作为系统的中间控制装置,通过光电传感器检测输入信号后,将任务传输到主控制器PLC。
利用编码器编-PLC程序后,通过采用触摸屏控制已编程PLC 传输对应任务到富士UG221H-SR4伺服驱动器,确保其在伺服驱动下执行对应控制任务#其中,伺服驱动器的不同接口连接其上位控制器PLC与编码器构成伺服电机的闭环控制,且将由P L C三个输出端子提供的高速脉冲输出与方p控制信号依次接入伺服驱动器的引脚,构成PLC与伺服驱动器的连接电路,实现系统对伺服电机位置与速度的闭环控制;通过PLC程序编-与主程序设计,实现系统的自动和手动控制,且运用手动控制模块控制伺服电机的运行方p与速度。
测试结果表明,该系统响应效率高,控制准确性好,具备较强的抗扰动性能及理想的控制效果#关键词:S7-200Smart PLC;伺服控制器;伺服电机;传感器;编码器;脉冲输出中图分类号:TP273文献标志码:ADesign of High Performance AC Servo Control SystemBased on S7-200Smart PLCDING Huizhong(Department of Electronic Information Engineering,Shazhou Polytechnical Institute of Technology,Zhangjiagang215600,China)Abstract:This paper designs an AC servo control system based on high-performance S7-200Smart PLC,the PLC system is used asthe@ntermed@atecontroldev@******************************@nputs@gnal,thephotoelectr@csensortransfersthetaskto the main controller PLC.The encoder is used to write PLC program,by adopting PLC touch screen control,task is then trans-erredPoFujiUG221H-SR4servodrivefromPheprogrammedPLC,andPhecorrespondingconProlPaskcanbeimplemenPedby theservodriver.Di f erentinterfaceoftheservodriverisconnectedtotheuppercontro l erPLCtoformaclosed-loopcontrol, andthehigh-speedpulseoutputanddirectioncontrolsignalaresentoutbythePLCthreeoutputterminals,whichcompletes closed-loopcontrolofPLCandservodrivertorealizethecontrolofservo motor position and speed.The system can be automatica l y and manua l y contro l ed by the programmed PLC,and the manual control module is used to control the running direcion and speed of the servo motor.The test results show that the system has high response e f iciency,good control accuracy, stronganti-disturbanceperformanceandidealcontrole f ect.Key words:S7-200smart PLC%servo controller;servo motor;sensor;encoder%pulse output0引言近些年随着微电子技术、稀土永磁技术、传感器技术、电机控制策略及电力电子技术的不断发展,全数字化的高性能交流伺服控制系统的运用与研究也逐步增多,由于伺服控制系统是当前机械系统的主要的执行部分,它的优劣程度直接关乎到整体机械系统的性能'1(&高性能交流伺服控制系统随着微处理器的急速发展及矢量控制技术的产生达到可逐渐代替直流伺服控制系统的程度,被越来越多的国内外学者研究并开发利用,该技术主要运用于雷达、机器人、火炮及数控机床等高精准定位需求的领域23(&以往的伺服控制系统所使用的控制器虽结构简单,但其在交流伺服控制系统的参数发生改变时、交流电动机或被控制对象具备较高的非线性特点时或交流伺服控制系统遭受不同负载干扰时等状况下控制效果较低,且精度差,响应效率低下,无法达到高性能交流伺服控制系统的高精度需求⑷&S7-200Smart PLC为西门子公司所研发的高性价比小型PLC产品,与以往的控制器相比,该产品具有超高的处理效率、超迅速的调速及定位功能等特点,CPU模块能够支持多种输出方式和运动模式,控制性能优越,便于固件升级与程序更新,运用范围较广56(&因此本文设计基于S7-200Smart PLC的高性能交流伺服控制系统,提升当前机械系统中伺服控制系统的精度与性能&1高性能交流伺服控制系统设计1.1系统构成及原理由光电传感器、西门子系统S7-200Smart PLC、伺服驱动器、编码器、伺服电机、触摸屏及电磁阀等构成基于S7-200Smart PLC的高性能交流伺服控制系统,如图1所示&将S7-200Smart PLC作为整体系统的中间控制装置,连接光电传感器与伺服驱动器,并通过与电子触摸屏的交互实现系统的控制功能&系统通电之后,由光电传感器⑦对输入信号实行检测,如果检测到有信号输入,则将任务传输到PLC,通过编码器编写PLC程序后,采用触摸屏控制将编写好的PLC程序对应传输到伺服驱动器,由伺服驱动器执行寻原点操作,从初始位置向检测装置移动,并在伺服驱动下执行对应任务,执行结束后伺服驱动器回到初始位置,待下基金项目:国家职业教育智能控制技术专业教学资源库建设项目(2018-12)作者简介:丁惠忠(1977-),男,硕士,副教授,研究方向:电气自动化、智能控制&接口组成;伺服电机的控制通过连接上位控制器(S7-200Smart PLC)与CN1接口实现。
基于S7-200 PLC的位置控制器设计
基于S7-200 PLC 的位置控制器设计对于由伺服电机带动的旋转物体进行位置控制,通常采用套轴式的电磁旋转变压器加复杂的处理电路来实现角度的编码,再由角度编码进行位置的闭环控制。
上述的位置控制多用于测角精度要求高的场合中,设备构成复杂、成本较高。
在某些实际应用中,需要进行较为简单的位置定位。
比如在一个由伺服电机带动的机械机构需要在360°的旋转范围内进行4 个或多个档位的定位,实际应用中像建筑行业中控制阀门的大小来对给水量、水泥量、沙石量进行控制或军工工程控制,这样的定位控制精度要求不高,采用上述的方法进行位置控制显然不够经济,成本过高。
PLC(Programmable Logic Controller)在工业控制中应用广泛。
其高可靠性、高稳定性、友好的编程环境以及辅以触摸式人机界面,使得各种工业控制更方便直观、经济可靠。
这里主要阐述了基于S7-200PLC 实现位置控制方法。
1 系统硬件设计该系统是以PLC 控制器为核心的位置控制系统,包含伺服电机、光电编码器、操作及显示屏、上位计算机、伺服电机控制电路和状态返回电路。
其硬件总体结构框图如图1 所示。
1.1 S7-200 PLC 该系统设计核心部件采用西门子S7-200 系列的PLC,该系列PLC 功能丰富,具有多种功能模块,可方便通过人机界面对设备进行操作和监视其状态,高版本的PLC 主机拥有2 个通讯端口,在使用人机界面对设备进行操作的同时还可通过RS-485 接口和计算机实现逻辑运算及状态管理,对设备进行远程控制和监视。
该系统使用S7-200 PLC 的一个重要的功能:高速可逆计数。
光电编码器和伺服电机同轴连接,伺服电机旋转带动光电编码器产生连续的脉冲串,PLC 通过输入点读取光电编码器产生的脉冲,实现高速可逆计数。
例如设置高、中、低3 个给水量档位并进行控制。
在调试阶段应先驱动伺。
-S7200PLC发脉冲控制伺服电机-从原理讲解到实际应用
伺服电机的发脉冲控制伺服电机的另外一种常用控制方法是利用PLC发送脉冲对伺服电机进行运动控制。
3.1脉冲控制的基础脉冲:一个周期内,一半时间高电平、一半时间低电平,称为一个完整周期的脉冲。
脉冲控制就是由一系列n个连续的脉冲,如:伺服电机的设置(H0502)为电机转一圈需要1000个脉冲,则PLC发送给伺服电机1000个脉冲电机就会转一圈。
电压/V图 1个周期电压/V24v图 5个周期两个概念:脉冲的周期T:一个脉冲所用的时间。
脉冲的频率f:频率f是周期T的倒数,脉冲的频率值的意义是:每1秒所产生的脉冲个数。
频率值f越大,那么每秒产生的脉冲个数越多,则电机转的越快;频率值f越小,那么每秒产生的脉冲个数越少,则电机转的越慢。
因此,脉冲的频率值f也可以称作脉冲的速度。
用于控制伺服电机的脉冲:脉冲控制的关键点:初始速度、加速段、匀速段、减速段、停止速度。
电压/V24v时间/s基于西门子S7-200PLC的脉冲控制S7-200PLC的脉冲输出控制有两种方式:PWM模式和PTO,PTO模式用于控制步进电机、伺服电机。
PTO发脉冲分两种编程方式,PTO向导和一般语句编程。
PTO向导发送脉冲:STEP1:选择S7-200内置PTO操作。
STEP2:选择用Q0.0或Q0.1输出脉冲STEP3:选择PTO方式输出STEP4:设置最大脉冲速度以及启动停止脉冲STEP5:设置加减速段所需时间STEP6:创建包络例如:绘制一个三步的脉冲运动包络STEP7:为运动包络设定存储区STEP8:配置完成向导配置完成后会为所选的配置生成三个子程序:PTOx_RUN子程序(运行包络)PTOx_CTRL子程序(控制)PTOx_MAN子程序(手动模式)子程序。
(1)PTOx_RUN子程序EN位:使能START:脉冲输出触发(2)PTOx_CTRL子程序:EN位:使能I_STOP:立即停止D_STOP:减速停止(3)PTOx_MAN子程序:EN位:使能RUN:命令PTO加速至指定速度——Speed。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
西安邮电大学毕业设计(论文)题目:基于S7-200伺服电机控制系统设计系别:自动化学院专业:自动化学院班级:自动0805学生姓名:导师姓名:职称:讲师起止时间:2012年3月8日至2012年06月17日毕业设计(论文)诚信声明书本人声明:本人所提交的毕业论文《基于S7-200伺服电机控制系统设计》是本人在指导教师指导下独立研究、写作的成果,论文中所引用他人的文献、数据、图件、资料均已明确标注;对本文的研究做出重要贡献的个人和集体,均已在文中以明确方式注明并表示感谢。
本人完全清楚本声明的法律后果,申请学位论文和资料若有不实之处,本人愿承担相应的法律责任。
论文作者签名:时间:年月日指导教师签名:时间:年月日毕业设计(论文)任务书学生姓名指导教师职称讲师系别自动化学院专业自动化学院题目基于S7-200伺服电机控制系统设计任务与要求要学习基本电气控制的设计方法,学习step7和组态软件的使用。
熟练掌握组态王的使用,完成本课题要认真复习电机控制的基本知识,设计电动机总线型调速控制系统,主要根据电机的调速原理结合总线功能进行设计,要求提交:1.了解电动机总线型调速控制系统设计的基本原理。
2.熟练掌WINCC6.0软件。
3.会使用WINCC6.0软件画组态界面。
4.绘制电气原理图、装配图、接线图。
5.熟练掌握S7-200软件,具有一定的编程能力。
开始日期2012年1月7日完成日期2012年06月20日系主任(签字) 2012 年 1 月8 日毕业设计 (论文) 工作计划学生姓名__ _指导教师_________职称____讲师____系别______自动化学院__________专业________自动化________ 题目基于S7-200伺服电机控制系统设计_______________________________________________________工作进程主要参考书目(资料)主要参考书目(资料) [1] 贾贵玺,张臣刚等.高压变频调速技术的研究及其应用.天津:电气传动,No.4,1999,14~17 [2] 吴洪洋,何湘宁.高功率多电平变换器的研究和应用.天津:电气传动,No.2,2000,7~12 [3] 陈伯时,谢鸿鸣.交流传动系统的控制策略.CAVD ’99, 1~7[4] 苏彦民,李宏.交流调速系统的控制策略.北京:机械工业出版社,1998主要仪器设备及材料 伺服电机及S7-200软件、WINCC论文(设计)过程中教师的指导安排每周三下午、周五下午 对计划的说明西安邮电大学毕业设计(论文)开题报告自动化学院系自动化专业08级05班课题名称:基于S7-200伺服电机控制系统设计学生姓名:学号:指导教师:报告日期:2012年3月28日2.本课题需要重点研究的关键问题、解决的思路及实现预期目标的可行性分析重点研究的关键问题:PLC输出的模拟量实现对伺服电机的速度较为精准的控制解决思路:见原理图说明:本报告必须由承担毕业论文(设计)课题任务的学生在毕业论文(设计) 正式开始的第1周周五之前独立撰写完成,并交指导教师审阅。
西安邮电大学毕业设计(论文)成绩评定表西安邮电学院毕业论文(设计)成绩评定表(续表)目录摘要 (I)ABSTRACT (II)引言....................................................................................................... I II 1 概述 (1)1.1伺服电机控制技术现状 (1)1.2伺服调速调速控制技术发展趋势 (1)1.3伺服电机调速概况 (2)1.3.1 本课题研究意义 (2)1.3.2 本课题系统基本结构 (2)2伺服电动机调速原理 (3)2.1 伺服电机技术 (3)2.1.1 伺服电机技术介绍 (3)2.1.2.与其电机相比较伺服电机的优点 (3)2.2 伺服电机结构和工作原理 (4)2.2.1 交流伺服电动机的组成结构 (4)2.2 .2伺服电动机的工作原理 (5)2.3伺服驱动器概述 (6)2.3.1伺服驱动器 (6)2.3.2 伺服电机控制系统调速控制系统及其原理 (6)3 伺服电机调速控制系统硬件设计 (7)3.1系统硬件设计 (7)3.2控制电路设计 (7)3.2.1系统硬件布局图 (7)3.2.2系统硬件配置图 (8)3.2.3外部接线图 (8)3.3 系统分析 (8)3.3.1控制电路分 (8)3.4软件设计 (9)4编程软件及组态设计 (10)4.1 S7-200的简介 (10)4.1.1 系统组成 (11)4.1.2 功能及通讯 (11)4.2 编程软件简介 (12)4.2.1项目的硬件组态 (12)4.2.2 程序编写 (13)4.3 S7-200 通信 (14)4.3.1 WIncc与S7-200 通信相关软件介绍 (14)4.4 组态设计 (16)4.4.1组态监控界面 (16)4.4.2 组态变量 (17)5.控制过程 (20)结论........................................................................................................... 1参考文献.. (3)摘要随着自动化水平的不断提高,越来越多的工业控制场合需要精确的位置控制。
因此,如何更方便、更准确地实现位置控制是工业控制领域内的一个重要问题。
伺服系统是以机械运动的驱动设备,伺服电动机为控制对象,以控制器为核心,以电力电子功率变换装置为执行机构,在自动控制理论的指导下组成的电气传动自动控制系统,这类系统控制电动机调转速,将电能转换为机械能,实现运动机械的运动要求本文主要介绍了利用西门子PLC输出的模拟量、伺服控制器完成了对伺服电机转速精准的控制。
提高了系统控制的可靠性和精确度。
满足了工业现场的需要。
关键词:伺服电机 PLC 模拟量ABSTRACTWith the continuous improvement of the level of automation, more and more industrial control applications need accurate position control. Therefore, more c o n v e n i e n t,m o r e a c c u r a t e p o s i t i o n c o n t r o l i s a n i m p o r t a n t issue within the field of industrial control. Servo system is based on mechanical m o v e m e n t o f t h e d r i v e n e q u i p m e n t,t h e s e r v o m o t o r t o c o n t r o l the object to the controller as the core power electronic power conversion device as the executing agency, the electric drive automatic control system under the guidance of the automatic control theory, such systems control the speed of the motor tone, converts electrical energy into mechanical energy, and moving machinery movement In this paper, using Siemens PLC output analog servo controller has completed a precision servo motor speed control. Improve the reliability and accuracy of the system control. Meet the needs of the industrial site.KEY WORDS:Servo motor ,PLC ,analog引言伺服电机在自动控制系统中用作执行组件,它将接收到的控制信号转换为轴的角位移或角速度输出。
通常的控制方式有三种:①通讯方式,利用RS232或RS485方式与上位机进行通讯,实现控制;②模拟量控制方式,利用模拟量的大小和极性来控制电机的转速和方向;③差分信号控制方式,利用差分信号的频率来控制电机速度。
简单、方便的实现对伺服电机转速的精确控制是工业控制领域内的一个期望目标,本文主要研究如何利用PLC输出的模拟量实现对伺服电机的速度较为精准的控制1 概述1.1伺服电机控制技术现状从70年代后期到80年代初期,随着微处理器技术、大功率高性能半导体功率器件技术和电机永磁材料制造工艺的发展及其性能价格比的日益提高,交流伺服技术——交流伺服电机和交流伺服控制系统逐渐成为主导产品。
交流伺服驱动技术已经成为工业领域实现自动化的基础技术之一,并将逐渐取代直流伺服系统。
交流伺服系统按其采用的驱动电动机的类型来分,主要有两大类:永磁同步(SM型)电动机交流伺服系统和感应式异步(IM型)电动机交流伺服系统。
其中,永磁同步电动机交流伺服系统在技术上已趋于完全成熟,具备了十分优良的低速性能,并可实现弱磁高速控制,拓宽了系统的调速范围,适应了高性能伺服驱动的要求。
并且随着永磁材料性能的大幅度提高和价格的降低,其在工业生产自动化领域中的应用将越来越广泛,目前已成为交流伺服系统的主流。
感应式异步电动机交流伺服系统由于感应式异步电动机结构坚固,制造容易,价格低廉,因而具有很好的发展前景,代表了将来伺服技术的方向。
但由于该系统采用矢量变换控制,相对永磁同步电动机伺服系统来说控制比较复杂,而且电机低速运行时还存在着效率低,发热严重等有待克服的技术问题,目前并未得到普遍应用。
系统的执行元件一般为普通三相鼠笼型异步电动机,功率变换器件通常采用智能功率模块IPM。
为进一步提高系统的动态和静态性能,可采用位置和速度闭环控制。
三相交流电流的跟随控制能有效地提高逆变器的电流响应速度,并且能限制暂态电流,从而有利于IPM的安全工作。
速度环和位置环可使用单片机控制,以使控制策略获得更高的控制性能。
电流调节器若为比例形式,三个交流电流环都用足够大的比例调节器进行控制,其比例系数应该在保证系统不产生振荡的前提下尽量选大些,使被控异步电动机三相交流电流的幅值、相位和频率紧随给定值快速变化,从而实现电压型逆变器的快速电流控制。