ht250灰铸铁硬度标准
ht250铸铁热处理空冷硬度

ht250铸铁热处理空冷硬度
HT250是一种常见的铸铁材料,其热处理和空冷硬度是影响其
性能和用途的重要指标。
下面我会从多个角度对HT250铸铁的热处
理和空冷硬度进行全面回答。
热处理是通过加热和冷却的方式改变材料的组织结构和性能,
常见的热处理方法包括退火、正火、淬火和回火等。
对于HT250铸
铁来说,常见的热处理方法是正火和回火。
正火是将材料加热到适当的温度,使其达到完全奥氏体组织,
然后进行适当速度的冷却。
正火可以提高HT250铸铁的硬度和强度,但会降低其韧性。
回火是在正火后将材料再次加热到较低的温度,
然后进行适当的冷却。
回火可以降低HT250铸铁的硬度和强度,但
会提高其韧性。
空冷硬度是指材料在自然空气中冷却后的硬度。
对于HT250铸
铁来说,其空冷硬度一般在HB180-220之间。
空冷硬度与材料的组
织结构和化学成分有关,正火和回火等热处理方法可以对其进行调节。
需要注意的是,HT250铸铁的热处理和空冷硬度还会受到其他因素的影响,如冷却速度、加热温度和时间、铸件形状等。
不同的热处理条件会导致不同的组织结构和性能,因此在实际应用中需要根据具体要求进行选择和控制。
总结起来,HT250铸铁的热处理可以通过正火和回火等方法进行,可以调节其硬度、强度和韧性。
空冷硬度一般在HB180-220之间,具体数值受多种因素影响。
在实际应用中,需要根据具体要求选择适当的热处理方法和参数,以获得满足需求的材料性能。
最新ht250材质知识讲解
材料名称:灰铸铁牌号:HT250标准:GB 9439-88●特性及适用范围:为珠光体类型的灰铸铁。
其强度、耐磨性、耐热性均较好,减振性良好,铸造性能较优,需进行人工时效处理。
可用于要求高强度和一定耐蚀能力的泵壳、容器、塔器、法兰、填料箱本体及压盖、碳化塔、硝化塔等;还可制作机床床身、立柱、气缸、齿轮以及需经表面淬火的零件●化学成份:碳 C :3.16~3.30硅Si:1.79~1.93锰Mn:0.89~1.0 4硫S :0.094~0.125磷P :0.120~0.170●力学性能:抗拉强度σb (MPa):250硬度:(RH=1时)209HB试样尺寸:试棒直径:30mm●热处理规范及金相组织:热处理规范:(由供方定,以下为某试样的热处理规范,供参考)铸态金相组织:片状石墨+珠光体HT250化学成分(仅作参考)元素 C Mn P S Si含量% 2.9-3.3 0.8-1.2 〈0.15 ≤0.12 1.0-1.6HT250力学性能抗拉强度(Mpa) 250(min)硬度(HB) 209 焊接钢管的成形工艺对质量的影响摘要介绍和分析了焊管生产几种常用的成形工艺,以及对焊管质量的影响情况。
1前言近几年来我国的直缝焊管生产有较快的发展,据有关资料[1]介绍已有各种焊管生产线1600多台套,年生产能力达700万t,产品规格从8mm*1mm到508mm*12mm不等,即将引进的24英机组将可生产610mm*19mm的直缝焊接钢管。
但是我国的焊接钢管生产线大多数为中小型机组,产品档次较低,多为水、煤气输送管,约占到焊管总产量的35%。
与工业发达国家相比仍有不少差距。
要改变这一面貌,须扩大高质量焊接钢管的产量,像石油用管,中低压锅炉钢管、机械结构用钢管、管线钢管等,同时必须提高焊管的焊接质量。
影响焊接质量的因素是很多的,主要有以下几个方面:(1)管坯质量:管坯的化学成分、力学性能、尺寸偏差、外观等是影响质量的内在因素。
ht250名词解释

ht250名词解释
HT250是一种常见的铸铁材料,通常用于制造机械零件、汽车零部件、工程机械配件等。
HT250属于一种灰铸铁,其主要成分包括碳(C)、硅(Si)、锰(Mn)、磷(P)、硫(S)等元素。
其中,碳含量一般在2.7%-3.7%之间,硅含量在1.0%-3.0%之间。
HT250具有一定的机械性能和耐磨性能,其材料强度相对较高,但韧性和塑性较低。
因此,在实际使用中,HT250通常用于对强度要求较高、对韧性和塑性要求相对较低的零部件制造,例如机械零件的床身、底座、滑块等,以及汽车零部件的制动盘、制动鼓等。
需要注意的是,HT250虽然具有一定的强度和硬度,但其耐腐蚀性能较差,容易产生氧化锈蚀。
因此,在使用过程中需要定期进行保养和维护,以延长零部件的使用寿命。
提高灰铸铁怎样提高硬度和强度?

提高灰铸铁怎样提高硬度和强度?如何掌握砂型铸造灰铁的硬度砂型铸造灰铸铁的硬度主要是由化学成分、冷却速度和孕育处理决定的。
同样的成分冷却的快,硬度就高,冷却的慢,硬度就低。
如果为了提高硬度,用风冷或者水冷的方法往往容易裂纹,所以要谨慎使用快冷的方法。
用化学成分调整硬度是最常用的方法。
通常主要是通过调整C的含量调整硬度,调整范围通常是2.9---3.5% 其次是Si,通常的范围是1.5----2.4% 这两种元素含量越高,硬度越低,含量越低,硬度越高。
第三是Mn,通常范围是0.6---1.3% 含量越高,硬度越高,含量越低,硬度越低。
硫和磷是有害元素,一般不用来调整硬度。
这是灰铸铁的五大元素。
之外的,还有Cr、Mo ,作用和Mn相似。
Cu对硬度影响比较小,主要是促进石墨化,稳定珠光体,增加灰铸铁的强度和韧性,还有很多的元素,不过常用的成分就是这些了。
第三种调整硬度的方法就是灰铸铁的孕育处理了,这是最常用的方法,通常在出炉后的铁水中缓缓加入孕育剂(最常用的75Si-Fe),孕育处理之后的灰铸铁,硬度会趋于均匀,改善了机械加工的性能,也增加了灰铸铁的强度。
一、提高灰铸铁250硬度的几种方法1、炉料配比炉料配比用生铁+废钢+回炉料+增碳剂的方法,利用增碳剂里的氮改变石墨的形态和长度来提高灰铁铸件的硬度。
2、控制化学成分(1)许多熔炼公司认为硫元素有害,硫在铁液中的含量越低越好,其实也不是这样,在灰铁铸件中应考虑“硅碳化”和“锰硫比”。
即Mn=1.71S+(0.2~0.5)。
HT250化学成分表:碳 3~3.3%;磷≤0.12;硅1.65~2.05;锰0.7~1.1钛≤0.05;硫≤0.12(2)低合金化,加一两种合金元素,加入时,应考虑碳元素的含量,不要盲目追求硬度。
3、铁液过热对于灰铁铸件,在一定范围内提高铁液温度能使石墨细化,基体组织致密,铸铁的抗拉强度和布氏硬度有所提高。
铁液过热温度控制在1500-1530℃,过热时间控制在10min之内为好。
灰铁(球铁)力学性能(1)
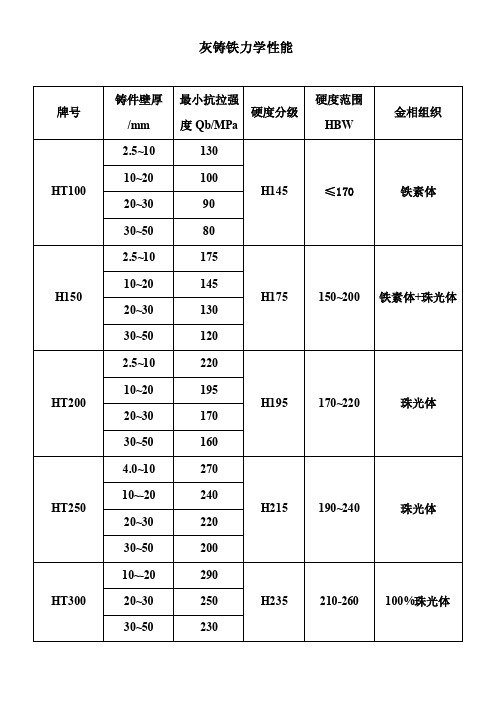
灰铸铁力学性能牌号铸件壁厚/mm 最小抗拉强度Qb/MPa硬度分级硬度范围HBW金相组织HT100 2.5~10 130H145 ≤170铁素体10~20 10020~30 9030~50 80H150 2.5~10 175H175 150~200 铁素体+珠光体10~20 14520~30 13030~50 120HT200 2.5~10 220H195 170~220 珠光体10~20 19520~30 17030~50 160HT250 4.0~10 270H215 190~240 珠光体10~-20 24020~30 22030~50 200HT300 10~-20 290H235 210-260 100%珠光体20~30 25030~50 230HT350 10~-20 340H255 230~280 100%珠光体20~30 29030~50 260球墨铸铁铁力学性能牌号铸件壁厚/mm抗拉强度Qa/MPa屈服强度Q0.2/MPa伸长率Q(%)参考≥布氏硬度HBW金相组织QT400-18A>30~60 390 250 18130~180 铁素体>60~200 370 240 12QT400-15A>30~60 390 250 15130~180 铁素体>60~200 370 240 12QT500-7A>30~60 450 300 7170~240 铁素体+珠光体>60~200 420 290 5QT600-3A>30~60 600 360 3180~270 珠光体+铁素体>60~200 550 340 1QT700-2A>30~60 700 400 2180~270 珠光体>60~200 650 380 1QT800-2A / 800 480 2 245~335 珠光体或回火组织QT900-2A / 900 600 2 280~360 贝氏体或回火马氏体灰铸铁中外对照表中国GB国际标准ISO 俄罗斯ΓOCT美国ASTN日本JIS德国DIN英国BS 法国NFHT100 100 CЧ10 / FC100 / 100 / HT150 150 CЧ15No.20 FC150 GG15 150 FGL150 HT200 200 CЧ20No.30 FC200 GG20 200 FGL200 HT250 250 CЧ25No.35 FC250GG25250 FGL250 HT300 300 CЧ30No.45 FC300 GG30 300 FGL300 HT350 350 CЧ35No.50 FC350 GG35 350 FGL350 HT400 / CЧ40No.60 / GG40 / FGL400球墨铸铁中外对照表中国GB国际标准ISO 俄罗斯ΓOCT美国ASTN日本JIS德国DIN英国BS 法国NFQT400-18 400-18 CЧ40 60-40-18 FCD400 GGG40 400/17 FGS370-17 QT450-10 450-10 CЧ45 65-45-12 FCD450 / 420/12 FGS400-12 QT500-7 500-7 CЧ50 70-50-05 FCD500 GGG50 500/7 FGS500-7 QT600-3 600-3 CЧ60 80-60-03 FCD600 GGG60 600/3 FGS600-3 QT700-2 700-2 CЧ70 100-70-03 FCD700 GGG70 700/2 FGS700-2 QT800-2 800-2 CЧ80 120-90-02 FCD800 GGG80 800/2 FGS800-2 QT900-2 900-2 CЧ100 / / / 900/2 /教你如何用WORD文档(2012-06-27 192246)转载▼标签:杂谈1. 问:WORD 里边怎样设置每页不同的页眉?如何使不同的章节显示的页眉不同?答:分节,每节可以设置不同的页眉。
HT250灰铸铁

HT250灰铸铁之阳早格格创做灰铸铁本能领会资料称呼:灰铸铁牌号:HT250尺度:GB 9439-88●个性及适用范畴:为珠光体典型的灰铸铁.其强度、耐磨性、耐热性均较佳,减振性良佳,铸制本能较劣,需举止人为真效处理.可用于央供下强度战一定耐蚀本领的泵壳、容器、塔器、法兰、挖料箱原体及压盖、碳化塔、硝化塔等;还可创制机床床身、坐柱、气缸、齿轮以及需经表面淬火的整件●化教成份:●力教本能:抗推强度σb (MPa):250硬度:(RH=1时)209HB试样尺寸:试棒曲径:30mm●热处理典型及金相构制:热处理典型:(由供圆定,以下为某试样的热处理典型,供参照)铸态金相构制:片状石朱+珠光体死产HT200 HT250 灰铸铁,灰铸铁本能用途及.铸铁可分为①灰心铸铁.含碳量较下(2.7%~4.0%),碳主要以片状石朱形态存留,断心呈灰色,简称灰铁.熔面矮(1145~1250℃),凝固时中断量小,抗压强度战硬度交近碳素钢,减震性佳.用于制制机床床身、汽缸、箱体等结构件.②黑心铸铁.碳、硅含量较矮,碳主要以渗碳体形态存留,断心呈雪红色.凝固时中断大,易爆收缩孔、裂纹.硬度下,坚性大,不克不迭启受冲打载荷.多用做可锻铸铁的坯件战创制耐磨益的整部件.③可锻铸铁.由黑心铸铁退火处理后赢得,石朱呈团絮状分散,简称韧铁.其构制本能匀称,耐磨益,有良佳的塑性战韧性.用于制制形状搀纯、能启受强动载荷的整件.④球朱铸铁.将灰心铸铁铁火经球化处理后赢得,析出的石朱呈球状,简称球铁.比一般灰心铸铁有较下强度、较佳韧性战塑性.用于制制内焚机、汽车整部件及农机具等.⑤蠕朱铸铁.将灰心铸铁铁火经蠕化处理后赢得,析出的石朱呈蠕虫状.力教本能与球朱铸铁相近,铸制本能介于灰心铸铁与球朱铸铁之间.用于制制汽车的整部件.⑥合金铸铁.一般铸铁加进适量合金元素(如硅、锰、磷、镍、铬、钼、铜、铝、硼、钒、锡等)赢得.合金元素使铸铁的基体构制爆收变更,进而具备相映的耐热、耐磨、耐蚀、耐矮温或者无磁等个性.用于制制矿山、化工板滞战仪器、仪容等的整部件.铸铁的分类分类要领分类称呼证明1.按断心颜色分(1)灰铸铁那种铸铁中的碳大部分或者局部以自由状态的片状石朱形式正在,其断心呈暗灰色,有一定的力教本能战良佳的被切削本能,一致应用于工业中(2)黑心铸铁黑心铸铁是构制中真足不或者险些真足不石朱的一种铁碳合金,其断心呈黑明色,硬而坚,不克不迭举止切削加工,很少正在工业上曲交用去创制板滞整件.于其具备很下的表面硬度战耐磨性,又称激热铸铁或者热硬铸铁(3)麻心铸铁麻心铸铁是介于黑心铸铁战灰铸铁之间的一种铸铁,其断心呈灰黑相间的麻面状,本能短佳,极少应用2.按化教身分分(1)一般铸铁是指不含所有合金元素的铸铁,如灰铸铁、可锻铸铁、球朱铸铁等(2)合金铸铁是正在一般铸铁内加进一些合金元素,用以普及某些特殊本能而配制的一种下档铸铁.如百般耐蚀、耐热、耐磨的特殊本能铸铁3.按死产要领战构制本能分(1)一般灰铸铁拜睹“灰铸铁”(2)孕育铸铁那是正在灰铸铁前提上,采与“蜕变处理”而成,又称蜕变铸铁.其强度、塑性战韧性均比普遍灰铸铁佳得多,构制也较匀称.主要用于制制力教本能央供较下,而截里尺寸变更较大的庞大铸件(3)可锻铸铁可锻铸铁是由一定身分的黑心铸铁经石朱化退火而成,比灰铸铁具备较下的韧性,又称韧性铸铁.它本去不可以锻制,时常使用去制制启受冲打载荷的铸件(4)球朱铸铁简称球铁.它是通过正在浇铸前往铁液中加进一定量的球化剂战朱化剂,以促进呈球状石朱结晶而赢得的.它战钢相比,除塑性、韧性稍矮中,其余本能均近,是兼有钢战铸铁便宜的劣良资料,正在板滞工程上应用广大(5)特殊本能铸铁那是一种有某些个性的铸铁,根据用途的分歧,可分为耐磨铸铁、耐热铸铁、耐蚀铸铁等.多数属于合金铸铁,正在板滞制制上应用较广大铸铁-热处理工艺1.与消应力退火由于铸件壁薄不匀称,正在加热,热却及相变历程中,会爆收效力力战构制应力.其余庞大整件正在机加工之后其里里也易残存应力,所有那些内应力皆必须与消.去应力退火常常的加热温度为500~550℃保温时间为2~8h,而后炉热(灰心铁)或者空热(球铁).采与那种工艺可与消铸件内应力的90~95%,但是铸铁构制不爆收变更.若温度超出550℃或者保温时间过少,反而会引起石朱化,使铸件强度战硬度降矮.2.与消铸铁黑心的下温石朱化退火铸件热却时,表层及薄截里处,往往爆收黑心.黑心构制硬而坚、加工本能好、易剥降.果此必须采与退火(或者正火)的要领与消黑心构制.退火工艺为:加热到550-950℃保温2~5 h,随后炉热到500-550℃再出炉空热.正在下温保温功夫,游下渗碳体战同晶渗碳体领会为石朱战A,正在随后护热历程中两次渗碳体战同析渗碳体也领会,爆收石朱化历程.由于渗碳体的领会,引导硬度低沉,进而普及了切削加工性.3.球铁的正火球铁正火的手段是为了赢得珠光体基体构制,并细化晶粒,匀称构制,以普及铸件的板滞本能.偶尔正火也是球铁表面淬火正在构制上的准备、正火分下温正火战矮温正火.下温正火温度普遍不超出950~980℃,矮温正火普遍加热到同合温度区间820~860℃.正火之后普遍还需举止四人处理,以与消正火时爆收的内应力.。
Sn含量对灰铸铁件加工面硬度的影响
··随着我国装备制造业的飞速发展,大型数控机床的国产化日趋成熟,铸件的需求量也越来越大,其中多为HT200-HT350的灰铸铁件。
为了降低成本,一些国内著名的机床企业要求其机床铸件的导轨面和工作台台面硬度在不淬火的情况下满足使用要求,要求加工后能达到HBS 180以上,这样可避免淬火造成的铸件内应力增大,影响机床的装配精度,同时可省去巨额的淬火费用。
Sn 是灰铸铁件中的微量元素之一,Sn 的含量为0.04%~0.1%时,能显著提高灰铸铁件的强度和硬度,Sn 含量不宜超过0.1%[1-3],锡在共析转变期间促进珠光体化的作用10倍于铜[4]。
但资料[1-2]中只是阐述了Sn 对灰铸铁的强度和硬度影响的一般规律,在大型数控机床铸件的生产中,Sn 含量到底以多少为宜,硬度究竟能提高到什么程度则没有明确的阐述。
文献[3]中是以原铁液成分为:3.58%~3.74%C ,1.81%~2.34%Si ,0.65%~0.78%Mn ,0.044%~0.078%P ,0.026%~0.039%S 的铁液过热到1500℃,以20kg 的中频炉为熔炼设备,用钟罩压入0.1%~1%Sn ,浇注试样得出的结论,其成分是普通灰铸铁HT100及HT150的薄壁件适用范围,对HT200以上的孕育铸铁的生产也不具有指导意义。
本研究中先以与要生产的大型机床铸件导轨和工作台台面壁厚相当的阶梯形试块(见图1)作为研究对象,通过改变Sn 在HT250试块中的含量,摸索其与硬度的关系,再选择合适的Sn 含量进行生产验证,掌握Sn 含量对灰铸铁机床件加工面硬度的具体影响,并用于生产。
1试验方法1.1试块制备采用树脂砂手工造型,7t 冲天炉熔炼,Sn 采用包底加入法,终Sn 量分别为0.06%,0.07%,0.08%,0%终铁液目标成分:3.1%~3.3%C ,1.4%~1.8%Si ,0.8%~1.1%Mn ,P<0.1%,0.06%~0.1%S ,浇注温度为1340~1360℃,保温时间24h ,采用75Fe Si 冲入法,一次孕育,孕育量0.3%。
如何提高灰铁铸件的硬度

如何提高灰铁铸件的硬度∙|∙更新:2013-06-05 10:35如何提高灰铁铸件的硬度?这是好多企业遇到的难题。
下面我们从主要从炉料配比、化学成分、铁液过热及复合孕育等方面提高灰铁铸件硬度来进行讲解。
1、炉料配比炉料配比用生铁+废钢+回炉料+增碳剂的方法,利用增碳剂里的氮改变石墨的形态和长度来提高灰铁铸件的硬度。
2、控制化学成分(1)许多熔炼公司认为硫元素有害,硫在铁液中的含量越低越好,其实也不是这样,在灰铁铸件中应考虑“硅碳化”和“锰硫比”。
即Mn=1.71S+(0.2~0.5)。
HT250化学成分表:CPSiMnTiS3~3.3≤0.121.65~2.050.7~1.1≤0.05≤0.12(2)低合金化,加去一两种合金元素,加入时,应考虑碳元素的含量,不要盲目追求硬度。
3、铁液过热对于灰铁铸件,在一定范围内提高铁液温度能使石墨细化,基体组织致密,铸铁的抗拉强度和布氏硬度有所提高。
铁液过热温度控制在1500-1530℃,过热时间控制在10min之内为好。
4、孕育剂和孕育方式灰铸铁的孕育处理是通常在出炉后的铁水中缓缓加入孕育剂(最常用的75Si-Fe),孕育处理之后的灰铸铁,硬度会趋于均匀,改善了机械加工的性能,也增加了灰铸铁的强度。
灰铁铸件的硬度的标准时HB170-240之间。
在生铁中,对生铁性能起决定性因素影响的元素有铁、碳、硅、锰、磷和硫等元素。
这就是常说的五大元元素(碳硫分析仪元素分析仪)碳(C)在生铁中有两种形态,游离碳和化合碳,游离碳一般是存在于铸造生铁中,而化合碳主要存在于炼钢生铁中,如果碳含量适当可提高生铁的强度和硬度,含量过多,则使生铁难于削切加工,这就是炼钢生铁切削性能差的原因。
硫(S)在生铁中是有害元素,含硫高的生铁不适于铸造细件,它会促使铁与碳的结合,使铁硬脆,并与铁化合成低熔点的硫化铁,使生铁产生热脆性和减低铁液的流动性,。
铸造生铁中硫的含量规定最多不得超过0.06%(车轮生铁除外)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ht250灰铸铁硬度标准
HT250灰铸铁是一种常用的金属材料,具有较高的强度、韧性和耐磨性等特性,广泛应用于机械、汽车、航空等领域。
以下是HT250灰铸铁的硬度标准,包括化学成分、抗拉强度、冲击韧性、硬度范围、热处理特性、耐磨性、耐腐蚀性、铸造性能和切削加工性等方面。
1.化学成分
HT250灰铸铁的化学成分通常包括碳、硅、锰、磷和硫等元素。
其中,碳是影响铸铁硬度的重要元素之一,硅和锰可以促进珠光体的形成,提高铸铁的强度和硬度。
磷和硫则是有害元素,应尽可能降低其含量。
2.抗拉强度
HT250灰铸铁的抗拉强度通常在250-350MPa之间,具有较高的拉伸性能。
在铸铁中,抗拉强度主要取决于基体组织和珠光体数量。
通过调整化学成分和热处理工艺,可以改变铸铁的抗拉强度。
3.冲击韧性
HT250灰铸铁的冲击韧性通常在15-40J/cm²之间,具有较好的冲击抗力。
在铸铁中,冲击韧性主要取决于基体组织和晶粒大小。
通过调整化学成分和热处理工艺,可以改善铸铁的冲击韧性。
4.硬度范围
HT250灰铸铁的硬度范围通常在HB130-220之间,硬度值取决于基体组织和珠光体数量。
通过调整化学成分和热处理工艺,可以改变铸铁的硬度值。
5.热处理特性
HT250灰铸铁可以通过热处理进行强化和改善冲击韧性。
常用的热处理工艺包括去应力退火、时效处理和淬火等。
通过合理的热处理工艺,可以改善铸铁的性能和硬度。
6.耐磨性
HT250灰铸铁具有良好的耐磨性,其耐磨性能与基体组织和硬质相的含量有关。
在耐磨性方面,HT250灰铸铁通常优于其他金属材料。
通过调整化学成分和热处理工艺,可以改善铸铁的耐磨性能。
7.耐腐蚀性
HT250灰铸铁的耐腐蚀性相对较好,但在某些腐蚀介质中仍可能发生腐蚀。
耐腐蚀性能主要取决于铸铁的化学成分和表面处理。
通过调整化学成分和采用适当的表面处理技术,可以提高铸铁的耐腐蚀性能。
8.铸造性能
HT250灰铸铁具有良好的铸造性能,包括流动性好、收缩率小、无砂性等优点。
在铸造过程中,可以通过合理的工艺控制来提高铸件的质量和性能。
9.切削加工性
HT250灰铸铁的切削加工性较好,易于进行切削加工和钻孔等机械加工操作。
在切削加工过程中,应注意控制切削速度和进给量,以避免产生过大的切削力和热量导致工件表面烧伤或开裂。