高压电机转子轴加工过程
高压电机轴承温度过高及振动异常的处理
高压电机轴承温度过高及振动异常的处理摘要:在机械系统里电机是保证机械正常运转重要的驱动装置,在生产设备中起着重要作用。
然而,高压电机在运转过程中易出现温度过高以及振动异常等情况,影响设备的正常运转,并带来经济损失。
本文分析了高压电机轴承温度过高及振动异常的原因,探讨其处理方法,以望对高压电机的正常使用起到一定作用。
关键词:高压电机;轴承温度;振动异常;处理途径高压电机是火电企业中的重要辅机设备,其正常运行在电力企业中占有重要地位。
而轴承是高压电机的关键组件,一旦轴承发生任何故障,将直接影响高压电机的正常运转。
通过调查可得到,高压电机轴承故障中,温度过高及振动异常出现几率高于其他故障发生率,为了有效提高高压电机轴承运转效率,对其轴承温度过高及振动异常的原因及其处理方法进行分析有重要意义[1-2]。
一、高压电机轴承温度过高及振动异常的原因1、高压电机轴承温度过高原因一般情况下,高压电机轴承温度应低于95摄氏度,但并没有明文规定其轴承温度低于该温度时属于过高。
在炎热的夏季条件下,高压电机的轴承温度应该控制在60摄氏度内;寒冷的冬季,其温度保持在50摄氏度内。
如果高压电机的轴承温度在运行30分钟内,其温度超过60摄氏度,或者在运行2小时后,其温度仍没有下降,则可认为属于温度过高。
通过分析其原因,具体包括以下几方面:1)轴承损伤。
轴承的制作与其生产工艺、检测水平及后期锻造工艺相关。
当轴承的表面有锈迹、裂纹、斑点时,会导致轴承温度过高。
2)轴承间隙过紧或者过松。
当轴承之间的间隙较大时,将降低运转精度,增大其振动噪声,降低承受能力;但间隙过小时,则使轴承的温度过高。
3)装配间隙设计的不合理。
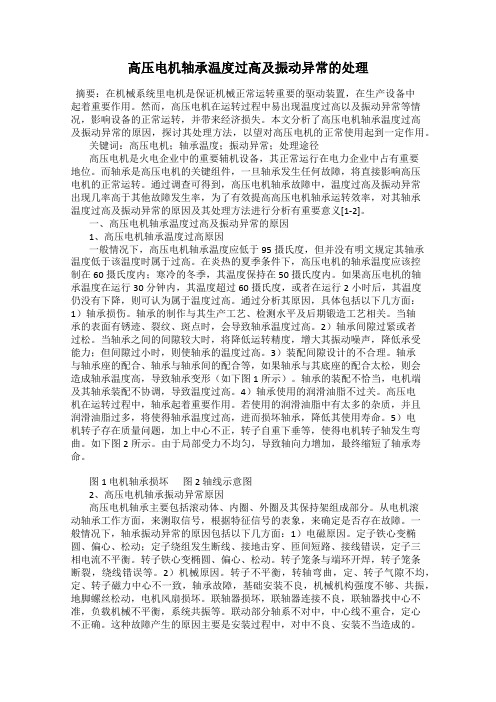
轴承与轴承座的配合、轴承与轴承间的配合等,如果轴承与其底座的配合太松,则会造成轴承温度高,导致轴承变形(如下图1所示)。
轴承的装配不恰当,电机端及其轴承装配不协调,导致温度过高。
4)轴承使用的润滑油脂不过关。
高压电机在运转过程中,轴承起着重要作用。
YB400/450—2高压机电机窜轴问题的探讨
YB400/450—2高压机电机窜轴问题的探讨YB黜一2高压电机窜轴问题探讨南阳防爆集团有限公司(473008)邢桂林李薮聂建功摘要论述了电机轴向窜动是因为转子受到了轴向作用力且转子轴向游移空间较大所致,并较详细介绍了减小轴向窜动的几点措施.叙词高压电机转子轴向措施近年来,随着YB440500高压电机生产数量逐年增多,反映出的质量问题越来越多,其中主要是转子轴向窜动量较大,影响配套设备的正常使用.对电机自身轴承损坏也较丈,因此用户反映强烈.1电机窜轴的因素实践证实,电机窜轴取决定于两种因素二者缺一不可.即当电机受到自身的,风路的或者电磁的轴向作用力时,若转子存在较大轴向游移空间,转子便可发生窜动的现象.剖析YB船2高压电机结构(见图),可以认为其轴向力是定转子之间的轴向磁拉力及风路设计不平衡造成的左右某个方向的气流推力.另外,地基不平或同心度差致使转子轴向倾斜也会产生一定重力的轴向分力.试验证明,定转子铁心棱形,长短超差大,压入尺寸有误,错位严重等除影响电机电气性能之外还会使电机发生轴向窜动.我们曾对毅台YB-2高压电机进行实物拆检,发现定转子铁心整形质量差,且错位严重.为排除机械因素影响,拆除内风扇之后让电机进行空载运行,结果发现电机仍有较大幅度的窜动.另外试验也发现.内风扇直径减小,窜动量也减小,内风扇直径增大.窜动量也增大.我们还专门做过一项测试.对一台YB400M2—2电机严格控制定转子铁心整形质量, 长度及压入尺寸,测得在没有内外风扇时窜动量仅为0.1mm,而带上内外风扇时窜动太于0.7ram, 对分别附带内外风扇情形进行测试,结果发现内风扇的影响明显大于外风扇,分别为0.5mm与..48..0.3mm.显而易见,电机窜动与电磁力及风路结构有关.从大量产品出厂试验结果及用户反馈信息来看,电机转子轴向窜动较大的绝大多数-u400—2高压电机YB440504,6,8,10高压电机尽管与其结构相同却少有窜动的现象.另外迁发现在电机设计中采用对称风路结构(即双内风扇,轴伸端与非轴伸端两端各一个)的其它系列高压电机也较少有发生窜动现象的,由此可得出这样的结论:对于原YB44002高压电机轴向窜动,风路的影响为甚,风扇直径越太其影响力越太.田YBi;高压电机结构内风扇产生较大轴向力其原因可这样认为:由于YB400?2高压电机周围布管数目有限,仅为十几根,而且管径较小,加上焊接及加工时可能被堵塞一部分,所以内腔散热管实际导风面积很小,远小于外风扇出风口导风面积,加上风道的弯皓致使出风口风阻更大,从而导致电机内腔风道气流不畅,加上挡风扳的作用,分流很小,气流便在风扇盘右侧形成较大的压力,电机转子从而受到较大的向左的作用力.因此.电机转子轴向窜动是电机转子轴向磁拉力,风路作用力及其它轴向作用力相互作用的结果.2减小电机轴向窜动的措施21减小电机轴向受力解决YB44050.?2高压电机的轴向窜动问题,首先应设法消除电机自身电磁和机械的轴向作用力. 《电机技术》200l(1);丌■一一我们通过改进设计及提高工艺保证手段来实现. 如:提高定转子的同心度增加定转子端板,齿压条对铁心进行整形,保证定转子铁心长度一致, 严格要求压入尺寸及压入方向使定转子铁心在同一方向定位减小公差积累及轴向热嘭胀差异等,这样不但能改善电机的电磁性能与机械性能,也能适当减小电机的轴向窜动.至于减小风路对电机窜动的影响,可以通过调整风路结构在另一端增加一个相同的内风扇的办法来实现一内风路采用对称风路两端内风扇的轴向作用便能相互抵消,从而风路对电机轴向窜动的影响便能减到最小.另外,在定子温升不高,裕度较大的情况下可以适当缩小内风扇的直径或者改变内风扇的形式.因风路影响与内风扇的外径D或正比,所以改前与改后的内风扇外径D的比值越大,效果越明显.在风扇盘上开孔或者改用不带风扇盘的内风扇,使风扇盘两侧的风压接近或相等,从而内风路对电机转子窜动的影响便能大幅度减小.22减小电机转子轴向游移空间消除电机转子轴向作用力会受各种因素的制约,且有可能产生其它影响(如增加一内风扇对制造成本,电机振动,受力的影响等).如同时减小电机轴向游移空间,效果会更好.YB440s0_02高压电机轴向游移空间主要表现为: (a)轴承在内外盖止口之间的轴向间隙;(b)定位球轴承的轴向游隙;(c)轴承与轴承挡肩及挡圈之间的实际间隙(一般在热态时才表现出来).通常情况下,电机的轴向游移空间越大.电机窜动的机率及窜动量也越大,改进前YB4450o0—2高压电机许多有窜动的现象便是证明,据计算其轴向游移空间展大值接近3mm.下面介绍几种减小轴向游移空间切实有较的办法.2.2.1改用基本组球轴承定位以前YB4405o0—2高压电机定位球轴承一度采用c3组轴承因c3组属较大径向游隙组,相应地其轴向游隙也较大,根据公式Ace≈l(△r(k为常数,176或1.82jAr为径向游隙,O.O3~O.058),可近似计算出c3组球轴承在不受径向配合影响前提下其轴向游隙最大值为0.44ram,大于基本组球轴承轴向游《电机技术》2001(1)隙最大值0.34ram若计及改变轴承与转轴配合对球轴承径向游隙的影响,可以肯定,采用基本组球轴承其轴向游隙实际值一定小于0.34ram,在电机窜动量不太大时改变轴承效果很明显.2.2.2适当改变轴承结构零部件的尺寸公差,配合,减小装配间隙型式试验及用户使用反映,YB440"o2高压电机轴向窜动有热态增大或周期性抖动(即突发性大幅度窜动)的现象.这种现象实际上是由于轴承结构零部件公差配合不当引起的.我们知道,热胀冷缩是物质的共性,电机在热态运行时其零部件发生热膨胀的现象是不可避免的.假定轴承内圈,甩水环,甩油环与电机轴的配合是紧密的,在热态运行时不会发生与轴蚣脱滑动的现象,那么其最大窜动量便是轴承在轴承内外盖止口之间的装配间隙与球轴承轴向游隙之和.约为0~1.35ram,并不太大,因此电机出现窜动的机率及窜动量也不很大.但实际情况是,轴与轴承的配合原设计为K6(嗽),工艺曾一度实行内控标准为(')且多按下差控制,由于轴承内孔的公差为(一3o2)实浏多为(一00),所以轴承与轴的配合过盈量有时很小甚至没有过盈量,而因材质及发热的不同,轴承内圈的热嘭胀大于轴,于是在电机高速旋转产生的切向力及轴向力双重作用下便可能发生跑内圈的现象.同样,甩水环,甩油环与轴的配合为过渡配合也是较为松的,在热态时很可能要出现松脱的现象.一旦这两种情况同时存在,电机转子的轴向游移空间便会大大增加.据计算最终可达2.8ram以上,这还没考虑加工超差的现象,以此分析我们便明了YB44002高压电机窜动机率大,窜动量较大,热态窜动更大的原因.即可以这样认为,电机运行时在某一轴向受力加大出现配合松动的现象使得窜动量增大但同时其反方向的轴向力也在增大从而使电机轴向受力很快趋于平衡,此时电机便回复到较小的窜动状态.其大幅度窜动的周期取决于相关零部件配合过盈量的大小.关于跑内圈的情形曾经发现过数例拆检发现轴承与轴的配合过盈量为零.49..其轴承台上有明显的跑套痕迹,后经涮镀适当增大过盈量,电机窜动明显得到了改善.由此可知YB445O0O-2高压电机定位端轴承结构零部件轴向尺寸公差与预留装配间隙的选取及径向配台性质的确定对窜动有直接关系.实践证明用过少的过盈量将轴承安装在轴上,内圈承受载荷旋转,内圈与轴之间产生有害的滑动,滑动一旦产生,配合面显着磨损,损伤轴或轴承屡见不鲜,还会引起发热,振动,审动.而装配间隙也应在台适的限度内,应使配台后的工作游隙保持在轴承游隙的50%左右经改变轴向公差调整径向配合性质消除热态松脱滑动的可能性后,其最大轴向游移空间减小为0.8mm左右,使改进后的YB44002高压电机窜动的机率与窜动量大幅度减小.2.2.3采用合理的装配方法最后需要强调的是,电机的装配方式对转子轴向窜动也有一定的影响,尤其是外风扇的安装.因为通常外风扇与轴的配台为过渡配合或者过盈配合注定冷态下外风扇如果没有外加施力不可能轻易安装到轴上按照有关理论及经验,外风扇的安装应采用冷压(不对定位球轴承轴向施力)或者热套的方法,但许多情况下实际操作人员受工艺因素制约或出于某个方面的考虑而采用铁(铜) 锤用力敲击外风扇的办法.这样便会有较大的反复的轴向冲击力作用在轴承上,不但损伤轴承,还会改变轴承的游隙及正常状态,同时还可能引起磁中心线的偏移,此时电机轴向窜动的可能性会进一步增大.事实上也是如此:对库存电机(入库前轴向窜动测试皆符合要求)进行改造,在检修的几台电机中,改换外风扇时,采用铁锤反复敲打的电机皆出现了窜动严重超标的现象(达0.5~0.7).而没有更换外风扇的电机仍然保持较小的窜动,其中当初外风扇安装没有采用铁锤敲击的电机窜动量更小.3结论总之,YBI~-2高压电机窜动是个综台性问题,与电机设计,制造装配工艺及生产管理水平有关,一旦改进了设计,提高了工艺保证手段,管理也上新台阶,那么诸如电机窜动量大的质量问题便能大幅度减小例如YB445002高压电机改进设计前轴向窜动量普遍为0.3~2而改进后则小于0.3.具体试验数据如下:YB400St-2200kW0.02mmYB400S2-2220kW0.05mmYB400M2250kW0.04mmYB400M~2280kW0.05mmYB355-2132~185kW0.1~025mmYB450St-2315kW0.05mmYB450S2-2355kW0.05/0.04mmYB450S3-2400kW0.10/0.18mmYB450MI-2450kW0.15/0.20mmYB450M2-2500kW0.25/0.18mm(收稿日期:200o.08—15)第一作者邢桂林畀38岁工程师产品信息上海市电机技术研究所特约经销美国3M公司电气及专用电气绝缘胶带.带基种类齐全,如强化环氧薄膜,强化聚脂薄膜,强化纤维带,聚酰亚胺薄膜,合成物,聚四氟乙烯塑料薄膜,金属箔带基,聚酯网等,欢迎订购.50.联系电话:65794494联系地址:物华路178号联系人:张福生邮编:200086《电机技术》2001(1)f一一一r———T]■一。
高压电机说明介绍

高压电机说明介绍高压电机是指额定电压在1000V以上电动机。
常使用用的是6000V和10000V电压,由于国外的电网不同,也有3300V和6600V的电压等级。
高压电机产生是由于电机功率与电压和电流的乘积成正比,因此低压电机功率增大到一定程度(如300KW/380V)电流受到导线的允许承受能力的限制就难以做大,或成本过高。
需要通过提高电压实现大功率输出。
高压电机优点是功率大,承受冲击能力强;缺点是惯性大,启动和制动都困难。
高压电机的用途高压电动机可用于驱动各种不同机械之用。
如压缩机、水泵、破碎机、切削机床、运输机械及其它设备,供矿山、机械工业、石油化工工业、发电机等各种工业中作原动机用。
用以传动鼓风机、磨煤机、轧钢机、卷扬机的电动机应在订货时注明用途及技术要求,采用特殊的设计以保障可靠运行。
高压电机的类型高压电机分为:高压同步电机;高压异步电机;高压异步绕线式电动机;高压鼠笼型电机等。
高压电机控制装置根据实际而定方式:电机容量大大小于电源容量且1000KW以下的可直接启动,这时的冲击电流是额定值的3-6倍.为了防止冲击电流过大,对于大电机必须考虑减少启动电流的启动方式:有串电抗启动,变频启动,液力偶合器启动等多种方式.有复杂有简单,价钱差异很大. 由于电压高,电流冲击大,电机制造必须满足过电压的要求,绝缘等级要求较高。
高压电机维修工艺流程一.绕线高压电机按电压等级需要选用双亚胺,单亚胺,单薄双丝等各种规格的丝包扁线,材料齐备后,可在绕线机上绕制制成梭型成圈,一般电机最短线圈直线部分25厘米,最大线圈直线部分1.2米,绕制可单平绕,单立绕,也可双平换位绕,也可双平换位立绕,根据具体要求确定。
利用圆盘中的万能调节也可绕制圆漆包线线圈。
绕线机内置一台调速电机与一台涡轮涡杆减速机,带动绕线机实现0-120转/分的可顺逆可制动的旋转,并可正反计数,一般可绕制1600KW以内的各种电机线圈,另配有简易涨紧器一套,可控制绕制线圈的松紧度,一般的修理厂家选用如上产品即可,如遇到特殊大型规格时,可选择特异型绕制设备。
高压永磁电机装配过程关键工艺
高压永磁电机装配过程关键工艺发表时间:2020-12-10T05:36:18.764Z 来源:《河南电力》2020年7期作者:褚建李超[导读] 随着市场需求不断提高,从设计到生产需要更加深入的探索新工艺新技术,保证高压永磁电动机生产效率。
(北京电力设备总厂有限公司)摘要:高压永磁电机具有质量轻、体积小、有用功比例高多种优势。
随着市场需求不断提高,从设计到生产需要更加深入的探索新工艺新技术,保证高压永磁电动机生产效率。
关键词:永磁电机、转子液压拆装机构、制造工艺高压永磁电机在环保节能方面有很大优势,通过现场长期运行试验和数据计算,使用6KV永磁同步电动机与异步高压电动机进行比较,永磁同步电动机可以节约8-15%的能耗。
但高压永磁电机结构与生产工艺复杂,本文对某公司试制450KW-6KV永磁电动机的过程中的关键工艺进行分析。
一、结构与工艺难点高压永磁电机将磁钢装在转子上,其结构型式有:嵌入式:转子冲片冲有磁钢槽,磁钢装在槽内,冲片制造时已充分保证磁钢槽的对称度,从而保证磁路的对称性。
粘接式:将磁钢用特殊的粘接剂粘在磁轭上,靠工艺保证磁钢均匀使磁路对称。
【1】永磁电机制造工艺难点:一是磁钢吸附力强,转子装配间隙仅0.1 mm左右,直接吸附在铁心上。
一旦吸附就很难再分开,装配难度极大且具有危险性。
二是总装时转子若没有准确强劲的导向保证,定、转子将吸附抱死,无法分离,导致总装失败。
【2】二、装配关键工艺1、转子的磁钢装配工艺工艺要点:磁钢装配时需克服对转子铁心的强磁性吸引力,磁钢极性正确保证磁路对称。
设计磁钢装配工装及导向夹具,分析磁钢极性,每槽磁钢相对磁通量数值接近,保证磁路对称,确保装配质量。
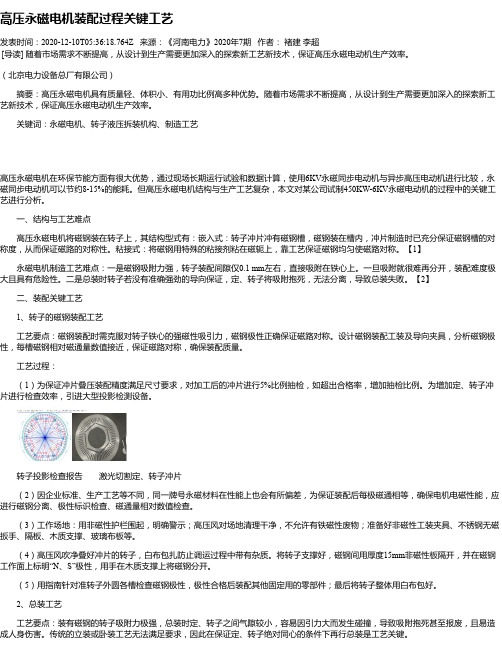
工艺过程:(1)为保证冲片叠压装配精度满足尺寸要求,对加工后的冲片进行5%比例抽检,如超出合格率,增加抽检比例。
为增加定、转子冲片进行检查效率,引进大型投影检测设备。
转子投影检查报告激光切割定、转子冲片(2)因企业标准、生产工艺等不同,同一牌号永磁材料在性能上也会有所偏差,为保证装配后每极磁通相等,确保电机电磁性能,应进行磁钢分离、极性标识检查、磁通量相对数值检查。
高压电机维修流程及标准

高压电机维修流程及标准一.绕线高压电机按电压等级需要选用双亚胺,单亚胺,单薄双丝等各种规格的丝包扁线,材料齐备后,可在绕线机上绕制制成梭型成圈,一般电机最短线圈直线部分25厘米,最大线圈直线部分1.2米,绕制可单平绕,单立绕,也可双平换位绕,也可双平换位立绕,根据具体要求确定。
利用圆盘中的万能调节也可绕制圆漆包线线圈。
绕线机内置一台调速电机与一台涡轮涡杆减速机,带动绕线机实现0-120转/分的可顺逆可制动的旋转,并可正反计数,一般可绕制1600KW以内的各种电机线圈,另配有简易涨紧器一套,可控制绕制线圈的松紧度,一般的修理厂家选用如上产品即可,如遇到特殊大型规格时,可选择特异型绕制设备。
二.成型前包扎高压电机梭型线圈绕制后,用收缩带,黄蜡绸带等绝缘材料包扎,目的是:保护线圈外绝缘、层间绝缘、匝间绝缘不至于损坏。
在拉型机时免受模具夹具、鼻端销钉等摩擦,防止松动变形。
包扎线圈一般用女工,由于女工心细手巧且干活速度快,一般3-5人包扎供拉型。
也可使用电动包带机。
三.成型成型机、涨型机、拉型机其实是一种机器,它主要目的是把绕线机绕制的立绕梭型线圈或平绕梭型线圈拉成框行线圈,框型线圈以电机定子铁心的内外圆为标准,组成向心式的有角度的线圈,绕制梭型线圈需技工2人即可完成,而拉(涨)型一般需3人。
过去在没有成型机以前,我处有几位老练的师傅可手拉成型,可在15分钟将72只线圈手工拉制成型,但对于较大型线圈拉型显现的有些吃力。
而利用拉型机一般一个小时内3人可规范的拉出72只线圈来,每只成型线圈直线部分最长可调整到1.5米,高度可调整在80公分以内,角度调整范围为0-60度,四只夹具可实现万能锁定。
一般的厂家,如哈尔滨一家电机厂,湘潭电机厂一下属厂等十余家购买到这一手动拉型机以后,总的评价是制作看似简单,但操作灵活、方便,上模块,退模迅速,拉型便利,定位精准,调角调位准确,不失为一种实用产品。
拉型前使用计算机将线圈的形状按照所修电机的实际情况绘制成图并制作成模板用来调整拉型机,不会绘图者一般以旧线圈为模板调整拉型机,拉型机四只夹具有上下左右调整机构,调整夹紧机构锁扣锁定线圈进入拉型程序。
高压绕线电机转子绕组制造工艺

高压绕线电机转子绕组制造工艺张飞飞;张东宇【摘要】This paper introduces manufacturing difficulties for rotor windings of high-volt-age wound-rotor motor, and lists problems which easily occur during manufacturing process of stator windings. As for these problems, detailed improvements are proposed in the following as-pects:to improve insulation quality, to improve wiring method, to control dimension of end coil, fixation of neutral line ring and lead wire, and other aspects. The results show that it not only improves the production efficiency, but also overcomes the problem of easy breakdown of high-voltage wound rotor windings.%介绍了高压绕线转子电机转子绕组制造难点,列举了转子绕组在制造过程中易出现的问题。
并针对这些问题,从提高绝缘质量、改进下线方式、控制线圈端部尺寸及中线环、引接线的固定等几个方面提出了详细的改进措施。
结果表明不但提高了生产效率,还攻克了高压绕线转子绕组易破压的难题。
【期刊名称】《防爆电机》【年(卷),期】2015(000)004【总页数】3页(P48-50)【关键词】绕线转子;绝缘结构;弯型【作者】张飞飞;张东宇【作者单位】佳木斯电机股份有限公司,黑龙江佳木斯 154002;佳木斯电机股份有限公司,黑龙江佳木斯 154002【正文语种】中文【中图分类】TM303.30 引言近年来,随着市场需求的不断变化,大功率绕线电机的需求量越来越高。
电机是如何制造的-电机的结构详解

电机是如何制造的?电机的结构详解
电机是如何制造的电机(俗称马达)是指依据电磁感应定律实现电能转换或传递的一种电磁装置。
在电路中用字母M表示。
它的主要作用是产生驱动转矩,作为用电器或各种机械的动力源。
发电机在电路中用字母G表示。
它的主要作用是利用电能转化为机械能。
电动机主要包括一个用以产生磁场的电磁铁绕组或分布的定子绕组和一个旋转电枢或转子和其它附件组成。
在定子绕组旋转磁场的作用下,其在电枢鼠笼式铝框中有电流通过并受磁场的作用而使其转动。
电机制造工艺内容1、机加工工艺:包括转子加工、轴加工。
2、铁芯制造工艺:包括磁极铁芯的冲片制造、冲片叠压。
3、绕组制造工艺:包括线圈制造,绕组嵌装及其绝缘处理(包括短路环焊接)。
4、鼠笼转子制造工艺:包括转子铁芯的叠压,转子压铸。
5、电机装配工艺:包括支架组件的铆压,电机的主副定子铆压和装配等。
基本结构一、三相异步电动机的结构,由定子、转子和其它附件组成。
(一)定子(静止部分)1、定子铁心
作用:电机磁路的一部分,并在其上放置定子绕组。
构造:定子铁心一般由0.35~0.5毫米厚表面具有绝缘层的硅钢片冲制、叠压而成,在铁心的内圆冲有均匀分布的槽,用以嵌放定子绕组。
定子铁心槽型有以下几种:
半闭口型槽:电动机的效率和功率因数较高,但绕组嵌线和绝缘都较困难。
一般用于小型低压电机中。
半开口型槽:可嵌放成型绕组,一般用于大型、中型低压电机。
所谓成型绕组即绕组可事先经过绝缘处理后再放入槽内。
开口型槽:用以嵌放成型绕组,绝缘方法方便,主要用在高压电机中。
串激电机基本知识及工艺
漆包线按耐温等级区分的常用规格: 1、155度聚酯 :QZ-2/155; 2、180度聚酯亚胺 :QZY-2/180; 3、200度聚酯或聚酯亚胺复合聚酰胺酰亚胺 :QZY/XY-2/200;
单相串激电机的主要零部件材料
槽型与鈎型换向器
单相串激电机的主要零部件材料
漆包线 1、设计上专业电动工具产品有一项重要的特征就是在运行的时候会产品很高的温度因而必须选择耐热等级高的漆包线否则当如果绕组线圈的耐温能力不能满足需要时就必然会在高温下发生绝缘层的损坏导致绕组短路烧机; 2、工艺上高速绕线机必须采用耐热等级高的漆包线避免了漆包线与绕线模因高速滑动损伤漆皮进一步导致匝间短路这种在机械损伤发生绝缘层的损坏也会导致绕组短路烧机;
转子工艺流程之点焊
检查: 点焊后漆包线和换向器挂钩的变形量<10%-25%; 点焊后换向器钩的歪斜角度≤10°; 点焊后钩的压扁度≤1/2钩厚; 点焊后挂钩处漆包线脱漆量0.5-1MM; 点焊后换向器电流痕迹高度均匀; 换向器钩焊接连接换向器面≥1/3钩长;
正极为钨钢棒 负极为铜棒最好选用鉻铜 焊接前须对焊接棒的角度进行磨削一般角度3-5度; 一般焊接到4000次左右须更换焊接棒; 严禁进行二次焊接
计算举例
初始的压力系数我们一般选择为550克每平方厘米碳刷磨到最后的压力系数选择为350克每平方厘米比如如果刷的截面为7×19那么初始压力应该为0.7×1.9×550=731克然后根据这个数值再来计算和设计你的碳刷弹簧另外如果在选择550这个系数的时候做出来的碳刷的火花是比较好的话那么我们可以将这个系数再调低一点比如500也就是说可以将碳刷的弹簧压力再调小这样减小碳刷的磨损速度
平面涡卷弹簧
平面涡卷弹簧又名发条弹簧其一端固定而另一端作用有扭矩;在扭矩作用下弹簧材料产生弯曲弹性变形使弹簧在平面内产生扭转其变形角的大小与扭矩成正比 发条弹簧一般选用、55SiMnVB、55SiMnMoV、60CrMn、60CrMnB、302、316等牌号的扁钢带
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2012.11.6日入厂YRKK450-6/400KW电机,震动大,定转子扫堂。
拆机检查:检查前端盖轴承室大0.1mm,转子轴承位没事.考虑仅仅因为轴承室大0.1mm不可能造成扫堂。
把转子放在平衡机上打表测量,轴头跳动+33丝,后风扇位-28丝,轴两头拧。
但是没看见裂痕。
决定把前后轴都补起来,车床加工使之同心,解决扫堂问题.放在车床加工转动,发现了铁芯里面轴裂了。
厂家同意换轴。
转子轴是6块Q235筋板焊接在45号钢轴上。
具体加工工艺如下:
1.进50*70*720筋板6块,材料是Q235,Φ180*2530圆钢一根材料为45号钢(本来想用35号钢,没买着)
2.把轴外圆粗加工到原电机轴Φ176上。
6块筋板在铣床上铣10*10倒角,并铣平地面。
确定好筋板在轴上的位置。
把6块筋板6等分预先点焊在轴上。
焊接前,把轴和焊条都放置在烘房中加热到200度以上(最好是300-350度,烘房温度达不到)。
要烘透。
注意:不可用氧-乙炔焰烘烤,否则因坡口表面氧化和加热不均而影响焊接质量。
焊接时不要停,有裂纹也不用管,一次焊完,随着温度增到自然就好了,焊条选用J506或J507,这次使用二保焊,焊丝是ER50-6。
3.原转子轴上,装铁芯的筋板,有一头有一个挡风板,一开始都认为是为了加固筋板用的,据听说有这样的电机,两面排风。
退火回来后又补焊上。
以后记住原来有什么就给人家做上什么,不管他有用没用。
免得以后麻烦。
5.转子轴消除内应力.最好用井式炉,井式炉没找到,用箱式炉,把轴垫平。
还行。
去应力退火工艺要求如下:
① 1.开炉(盖盖)后,慢慢升温,2h内,升温到400℃以下;2h后,以每小时100℃的速度,加热到600℃~650℃,并保持炉内在加热过程中,各区的温度差不大于20℃。
② 2.加热到600℃~650℃,在炉内进行保温,保温时间4-6小时。
然后,在关闭的炉中,以50℃/小时的冷速,冷却到200℃以下时,将退火件从炉中移出,置于静止的空气中到室温。
冷却到室温。
③3,在室温低于20℃时,工件随炉冷却200℃以下后,吊开炉盖,在炉腔内冷却到室温,再移出。
退火处理后要求:焊接部位不得出现裂痕。
轴的不直度≤5mm。
6.车床加工:图纸如下:
①
151
50
R
1
6
φ
1
7
5
φ
1
7
6
φ
1
7
-
.
3
-
.
5
R1R1
R8
R6
80
80
289
197
φ
1
6
+
.
5
+
.
3
φ
1
5
4
±
.
2
φ
1
4
+
.
2
8
+
.
3
φ
1
3
4
+
.
4
+
.
2
φ130*462
φ
1
3
+
.
2
8
+
.
3
φ
3
8
10*4
φ
φ
1
7
+
.
5
+
.
2
φ166*4
φ
1
5
4
±
.
2
φ
1
4
+
.
2
8
+
.
3
φ
1
3
4
+
.
5
+
.
3
φ130*4
φ
1
2
0 250±0.5
0.8
3.2
3
.
2
3.23.23.2
3.2
3.2
R5
φ
1
7
1
+
.
5
+
.
3
0.8
0.01
A B
0.025A-B
0.025A-B
B
C J
J
K
K
L
L
230
2×45°
62
31
φ
3
+
2
+
1
8
280
-0.5
3.2
50
φ106*4
320-0.062
1
1
9
-
.
2
16
-0.043
1
5
4
-
.
2
K-K
J-J
B
R
11
6
6
-
.
2
120-0.043
L-L
160-0.043
1
4
-
.
2
I-I
I
I
5920
-0.5
N
N
-
N N
2526±1
槽宽12深5
R1
R
1
R
1
φ
1
1
(
+
.
2
5
+
.
3
)
C
R1
33
164
268
φ
1
3
4
-
.
2φ
1
3
4
-
.
2
槽宽12深5
19 19
17960-0.5
500
②确定轴间距:机座两止口距离1837,前后端盖到轴承室距离27,内压盖止口深7.5,轴间距应该是1835-27*2+7.5*2=1796,原轴实际轴间距1794(太短)
③确定铁芯到轴承位距离。
机座轴伸端止口到铁芯距离547,非轴伸端止口到铁芯距离750,铁芯长535(涨5)轴伸端轴承位到铁芯的距离=547-27+7.5-30(铁芯外有30的铁环)+2.5=500
④确定筋板外径铁芯孔Φ300+0.18+0.15轴的尺寸定为Φ300+0.20+0.18
⑤轴承内盖孔Φ155,轴承外盖孔Φ135,轴外径比盖小0.8mm-1mm
转子轴加工工艺:
一.粗加工1.齐端面打中心孔。
2.车外圆,Φ176-Φ177.要求锥度不超过0.5,不圆度0.05
3.840处划线。
4.铣床给6块筋板到角10*450
二.焊筋板。
1. 在离圆钢端面840处、把筋板按6等分预先点焊好。
三.圆钢、筋板,焊条一起放入烘房。
升温200℃以上,保温12小时。
四.焊接筋板和圆钢,焊接时不能停,一次焊完。
五.去应力退火:缓慢加热到650度,保温4-6小时,慢慢冷却到200℃以下,出炉(没有井式炉,使用箱式炉,垫平)
六.粗加工:各部尺寸留2mm余量。
七.精加工。
精加工期间,提前把铁芯放入烘房预烘10小时,温度125℃-130℃
八.先测量铁芯绝缘电阻,再把转子轴压入烘热的转子铁芯中。
焊接转子星点,安装集电环,接线,绑扎完毕(注意:焊接铁芯星点前要先测量绝缘,集电环接线前测量绝缘)。
九.做动平衡。
十.装配
十一.空载试验,对地绝缘2500MΏ,直流电阻1.49 Ώ1.49Ώ 1.49Ώ,空载定子电流18 A 18A 1 8A,轴承温升:轴伸端15℃,非轴伸端13℃,振动值(mm/s):轴伸端:水平0.8 ,垂直0.7,轴向1.1,非轴伸端:水平1.2,垂直0.6,轴向0.7.。
十二.运行良好,发货出厂。