瓦楞纸板生产线示意图
瓦楞纸箱工艺流程图
1.5市面上常用原纸克重
瓦楞纸
国产高强瓦楞纸(90g、110g、120g、140g、160g)
箱纸板
进口箱纸板黄板(200g、250g、280g) 国产箱纸板黄板(140g、170g、200g、250g) 国产箱纸板白板(140g、170g)
13
二、生产工艺介绍
14
2.1瓦楞纸板生产线(流水线)
2.6.2、瓦楞纸箱尺寸测量
39
3.瓦楞纸箱物理性能
★空箱抗压强度BCT---≥N或kg ★边压强度ECT--- ≥ N/m或KN/m 或Lb /in ★耐破强度BST--- ≥ kpa (kgf /㎝2)或Lb /in 2 ★粘合强度--- ≥ N/m或N/m·楞 ★ 戳穿强度PET--- ≥ J ★纸板厚度--- ≥ mm
3MM
压线和开槽边缘并
非在同一直线上
配合最后一个宽度 尺寸上的-3MM
确保纸箱成型后在
搭接舌部分有 6MM开槽宽度
34
2.6.2、瓦楞纸箱尺寸测量
35
2.6.2、瓦楞纸箱尺寸测量
内径长宽要测量结舌部位 内径长、宽要测量结舌部位
36
2.6.2、瓦楞纸箱尺寸测量
37
2.6.2、瓦楞纸箱尺寸测量
38
40
3.1空箱抗压强度
定义:把纸箱压溃所需要的压力-----既纸箱能承受的最大压力。
影响纸箱抗压的因素: ★材质、楞型、尺寸 ★印刷压力 ★内装物形态 ★堆码方式 ★手提孔 ★堆码时间 ★气候环境(湿度)
41
3.1空箱抗压强度-理论计算
已知堆码层数、内装物重量,如何推算纸箱要求抗压? 抗压强度=内装物重量*(堆码层数-1)*安全系数 ---计算出单位是kg ---安全系数取法:内装物起到支撑作用取1.65,内装
纸板线生产工艺流程讲义PPT课件

五层平板线
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
二.平板线概述及工艺流程
里纸 原纸架 预热缸
芯纸 原纸架 预热缸
一平一瓦 糊体
单瓦机
天桥
C楞
糊体
制糊 糊 体
里纸(中心纸)
原纸架 预热缸
芯纸 原纸架 预热缸
一平一瓦
单瓦机 B楞
天桥
单瓦楞(Single Wall)
三层纸板在瓦楞纸板中所占比例最大,主要用来包 装重量较轻的产品,如常用的食品、饮料等。
双瓦楞(Double Wall)
主要用来包装重量较大的易损产品
三瓦楞(Triple Wall)
主要用来包装超重型产品
一.华力纸箱生产工艺概述
V型瓦楞 U型瓦楞 UV型瓦楞
瓦楞齿形
四、Q&A举例
2、面纸起泡原因及解决方法:
面纸起泡原因
✓ 1.原纸两边平行度未调好 ✓ 2.自动接纸机张力不足,原纸架刹车力量太小。 ✓ 3.糊轮间隙调整不到位 ✓ 4.原纸水份不均。 ✓ 5.压力轮间隙未调好 ✓ 6.底纸刹车张力太高 ✓ 7.糊轮磨损及起严重。 ✓ 8车速空然加速或降速。
处理解决方法
性好。
平面压力 垂直压力 平行压力
一.华力纸箱生产工艺概述
原纸-→瓦楞纸板——平板线
瓦楞原纸
瓦楞纸板生产线

不同楞型的楞高及300 mm长度上楞数见下表:
楞型 A C B E 楞高(mm) 4.5 3.5 2.5 1.1 楞数(个/300mm) 34+2 38+2 50+2 96+2
F
G N O
0.75
0.55 0.45 0.30
138+2
185+2 185+2 266+2
运输包装常用的楞型为A型和B楞型。A型瓦楞高度而 后间距最大,柔软、富有弹性,缓冲性能好。B楞型的平 压强度较高,适合包装较硬的产品,同时由于瓦楞间距 较小,而纸比较平坦,印刷效果较好。C瓦介于A瓦与B瓦 二者之间,目前单独使用较少。但在合适情况下,可用 BC瓦楞代替AB瓦楞。E瓦以下,称为微瓦楞,目的是代替 厚纸板
纸箱生产工艺流程
作者:庞增贵
概述
用作运输包装的瓦楞纸箱于1907年出现 于美国,在第一次世界大战期间,木箱运 输包装占80%,瓦楞纸箱仅占20%。到第 二次世界大战期间瓦楞纸箱已占80%,成 为最重要的运输包装容器。2006年,中 国包装工业总值约3500亿元,纸制品占 59%
包装纸箱用途
可用来包装食品、饮料、家用电器、 医药、日用 / 化妆品、机电等产品。
瓦楞纸箱的结构
瓦楞纸箱是以箱坯为基础,通过结合、封箱 和捆扎而成为箱形结构的。
瓦楞纸箱的制作
瓦楞纸板
现行的瓦楞纸板一般是由瓦楞生产线制作而成, 在一些小型生产厂中,对一些质量要求不高的纸 板,也有使用单面瓦楞机制作出一平一瓦后,再 覆面而成单瓦纸板。瓦楞纸板生产线生产出的经 纵向压痕切线、横向切断后的纸板一般已具备了 箱坯的基本特征:箱坯的长、宽及在纵向的压线。
箱纸板
※ 用作瓦楞纸箱的面纸、里纸或中心纸。 其质量等级。 ※ 为A、B、C、D。其中A、B、C为挂面纸 板。根据纸张的颜。 ※ 色及表面处理方式,又可细分为白版 纸与牛皮纸。
瓦楞纸板生产线知识讲座资料ppt课件

当辊内的冷凝水积聚到一定的程度时,遮住了排水管 的出口,由于辊内的饱和蒸汽压大于排水管终端的压 力,两端的压差使冷凝水不断排出,所以,冷凝水排 出管的端口一定要朝下安装,并使端部尽可能地接近 辊体下部的内壁,以便最大可能地排除冷凝水。当然 管口不能接触内壁,因为辊筒是旋转的,而冷凝水排 水管和蒸汽旋转接头是固定不动的,否则会产生噪音 和损坏排水管。通常把固定吸管做成与下底面成45° 的角度。
讲解瓦楞纸板生产线各单机的用途— 双面机
是将上胶后的单面瓦楞纸板和面纸进行粘合、加热固 化、烘干后冷定形成为三层、五层或七层瓦楞纸板, 再将成型后的瓦楞纸板输送给纵切压痕机等设备对纸 板进行切割加工。组成结构:双面机由热段和冷段组成。 加热段由多组表面光洁平整的热烘箱组成,瓦楞纸板 直接贴在其上,在瓦楞纸板的上平面上有透气性好、 有一定张力和重力的专用帆布带和压辊或压板,使瓦 楞纸板在一定的压力下加热烘干。加热段又分为高温 区和低温区,高温区使粘合剂糊化、烘干,增强粘结 力。低温区使瓦楞纸板干燥并趋于稳定。冷却段的功 能为散发多余热量,均匀水份,避免翘曲,使瓦楞纸 板平整定型后进入下道工艺。
讲解瓦楞纸板生产线各单机的用途— 天桥输送架
天桥输送架把从瓦楞机出来的单坑纸板经桥架上纸 装置、输送装置、对齐纸板装置、纸板张力调整装 置进入后道加工工序。依据所生产纸板种类可分为 单层、双层、三层天桥输送架。组成结构:本机由 桥架上纸装置,输送装置、纸板对齐装置、张力调 整装置、走道等组成。
瓦楞纸板生产线的结构

瓦楞纸板生产线的结构瓦楞纸板生产线的结构瓦楞纸板生产线的结构瓦楞纸板生产线的结构有哪些?瓦楞纸板生产线是卷筒原纸经过压制瓦楞,上胶,粘合定,分纸压线,横切成规格纸板,最后经码输出等工序构成的流水作业线。
这里为您介绍瓦楞纸板生产线的结构有哪些湿部设备配置,在整条瓦楞纸板生产线中湿部设备是瓦楞成型的关键设备,主要涉及到原纸、胶水、蒸汽、等各种因素对纸张成型品质的影响。
干部设备配置,在干部设备中,纵切机是影响工作效率的设备,它的选择非常重要。
生产管理系统的配置,生产管理系统除对具备生产现场的监测,要具有完备的生产数据的采集、统计、打印输出。
纸箱生产线是新一代的自动包装线,具有生产速度高、包装质量好、兼容性好性能稳定等优点,是一种机、电、仪、气、机器人一体化的高科技产品,可将各种待包物品在纸箱后包装过程中的空纸箱配送、纸箱成形、物品列整输送、机械手装箱、自动折盖上下封箱、工字角边封箱、批号打印、纸箱捆扎、直角转向、纸箱#字捆扎、输送、机器人码垛、空托盘配送、实托盘输送、实托盘顶捆、实托盘水平捆扎、托盘缠绕、实托盘输出等作业全部实现自动化.只有正确保养纸箱机械,才能让其更好的工作。
下面为您介绍纸箱机械的保养要点1.清除摩擦面上的污垢,尤其是对链条和链轮要进行清洗,重新加注润滑油.2.对所有滚动轴承进行拆洗,并加注新的润滑脂,可采用钙钠基润滑脂.3.及时更换纸箱机械的蜗轮蜗杆减速箱内的润滑油,润滑油可选用10号、20号或30号机油.4.各部件修复后进行全机组装,开机运转,观察机器运转是否正常.适当加热滚筒,并投入少量纸箱包装机械专用油,使其熔化覆盖筒体内表面,然后切断所有电源.必要时可对机器外表补喷油漆,干燥后用塑料纸覆盖,置干燥场所保存.佛山海盛纸品有限公司扩展阅读:瓦楞纸板的构成第一节瓦楞纸板的楞形和波形型状一、瓦楞纸板的楞形不同波纹形状的瓦楞,粘结成的瓦楞纸板的功能也有所不同。
即使使用同样质量的面纸和里纸,由于楞形的差异,构成的瓦楞纸板的性能也有一定区别。
BHS纸板线单面机工作原理 ppt课件

1 用不同的浆量对原纸湿度的不均进行补偿调整;
2 原纸湿度本正常,调整各辊之间的平行度使之工作 正常
ppt课件
38
ppt课件
39
ppt课件
40
单面机温度太高 单面机上浆太少 双面机温度太低
双面机上浆太多
减少底纸预热 增加底纸上浆 增加面纸预热 减少面纸上浆
ppt课件
37
纸板弯曲原因(6)
• S弯曲
• 原因:
原纸两端湿度不同;上浆量两端不均
• 常用解决方法:
找到原纸湿度不平衡的原纸位置,加大刹车,加大预热;
手工的调整改变两端的上浆量,分两种可能性:
• 芯纸预热辊:面纸温、湿度调整;内部通蒸汽
• 上瓦楞辊:与下瓦楞辊共同使芯纸成型;压力可调;
内部通蒸汽;轴固定于用液压控制的活动座上;表面 呈波浪状。
• 下瓦楞辊:参与芯纸成型、上浆及与面纸贴合;固
定轴;内部通蒸汽;表面呈波浪状。
• 刮浆辊:控制上浆的厚薄;可调整其与上浆辊之间
的间隙;机械调整。
ppt课件
ppt课件
10
芯纸成型及芯、面纸贴合(续)
• 芯纸成型及贴合步骤
芯纸
上瓦楞辊
上、下瓦楞辊之间
加热 下瓦楞辊、压力辊之间
加压、成型 预热辊
下瓦楞辊
面纸
芯、面纸贴合 浆熟化 芯、面纸接触
芯纸楞峰上浆
出纸皮带、天桥
ppt课件
11
上浆系统
• 组成:刮浆辊、上浆辊、浆盆、回浆盆 • 作用:
1 持续地在芯纸的楞顶的上浆工作 2 控制上浆量 3 参与浆的回收与循环利用
• 行机方向向下弯曲 • 原因:
天桥牵引吸风不够; 面纸(双面机)拉力太大; 面纸(双面机)湿度太大
瓦楞线
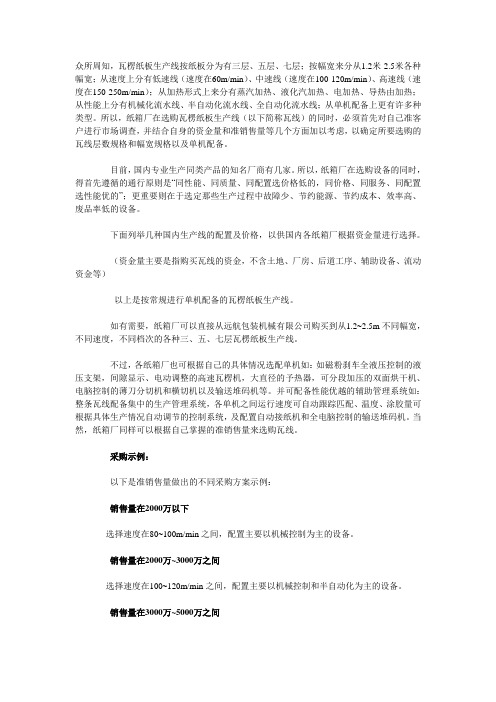
众所周知,瓦楞纸板生产线按纸板分为有三层、五层、七层;按幅宽来分从1.2米-2.5米各种幅宽;从速度上分有低速线(速度在60m/min)、中速线(速度在100-120m/min)、高速线(速度在150-250m/min);从加热形式上来分有蒸汽加热、液化汽加热、电加热、导热由加热;从性能上分有机械化流水线、半自动化流水线、全自动化流水线;从单机配备上更有许多种类型。
所以,纸箱厂在选购瓦楞纸板生产线(以下简称瓦线)的同时,必须首先对自己准客户进行市场调查,并结合自身的资金量和准销售量等几个方面加以考虑,以确定所要选购的瓦线层数规格和幅宽规格以及单机配备。
目前,国内专业生产同类产品的知名厂商有几家。
所以,纸箱厂在选购设备的同时,得首先遵循的通行原则是“同性能、同质量、同配置选价格低的,同价格、同服务、同配置选性能优的”;更重要则在于选定那些生产过程中故障少、节约能源、节约成本、效率高、废品率低的设备。
下面列举几种国内生产线的配置及价格,以供国内各纸箱厂根据资金量进行选择。
(资金量主要是指购买瓦线的资金,不含土地、厂房、后道工序、辅助设备、流动资金等)以上是按常规进行单机配备的瓦楞纸板生产线。
如有需要,纸箱厂可以直接从远航包装机械有限公司购买到从1.2~2.5m不同幅宽,不同速度,不同档次的各种三、五、七层瓦楞纸板生产线。
不过,各纸箱厂也可根据自己的具体情况选配单机如:如磁粉刹车全液压控制的液压支架,间隙显示、电动调整的高速瓦楞机,大直径的予热器,可分段加压的双面烘干机、电脑控制的薄刀分切机和横切机以及输送堆码机等。
并可配备性能优越的辅助管理系统如:整条瓦线配备集中的生产管理系统,各单机之间运行速度可自动跟踪匹配、温度、涂胶量可根据具体生产情况自动调节的控制系统,及配置自动接纸机和全电脑控制的输送堆码机。
当然,纸箱厂同样可以根据自己掌握的准销售量来选购瓦线。
采购示例:以下是准销售量做出的不同采购方案示例:销售量在2000万以下选择速度在80~100m/min之间,配置主要以机械控制为主的设备。
瓦楞纸板生产线设备和生产工艺介绍

18
瓦楞流水线各工作站简介 12/13: 堆栈部 (Stacker)
横出机 横切机切断的纸板送入慢速的输送带上,因此造成前后相叠的现 象,再定时分隔下落成小叠. 窄幅慢速的流水线,可利用人力搬下 叠放在栈板上. 自动向下堆栈机(Auto Down Stacker)则可分列将 纸板叠放一定高度至栈板上送出.
25
22
瓦楞流水线浆糊主要的组成成份有: 1. 水, 2. 淀粉,
3. 苛性钠(硷),
4. 硼砂, 5. 一些需要的添加剂或防腐剂.
23
淀粉是农作物加工产品,是一种有机物质.它可溶于水中并藉 此渗透入纸张纤维内.
淀粉与水混合加热后,其淀粉微粒会膨胀产生与纸张黏贴的 能力.一旦淀粉加水溶解并再经脱水干燥,它会”紧缩”并结 合与它附近的纸张纤维. 淀粉可由下列6种作物加工制造出:
E楞
C楞
B楞
面纸
10
瓦楞流水线各工作站简介 5/13:
预热缸
预热缸内通有蒸气,利用 缸体表面将经过的纸匹 水分蒸除到所需要的含 量;并提高纸匹的温度,以 利下一步的加工程序.
芯纸调质缸 – 入单面机前,另加蒸气喷淋设备.
面纸预热缸 – 入单面机前,可调整包覆角度.
三重预热缸 – 入糊车(Gluer)前加热单瓦及面纸.
热
14
瓦楞流水线各工作站简介 8/13: 加热成形部(双面机 DoubleBaker)
通常下端由数十块通蒸汽的热板组成间隔的光滑面,上面覆有运 转的大带.楞尖上糊的单瓦纸匹与面纸进入其间贴合加热成形. 每块热板可单独调整表面温度,通常纸匹进入处最热,依次降低.
15
瓦楞流水线各工作站简介 9/13: 位于加热成形部尾端,带动 热板大带运转. 大带与纸匹的磨擦力能牵 引天桥上积纸及面纸进入 热板与大带的间隙. 成形的纸板被推送通过 分纸压线机及横切机.