基于PROCAST铝合金压铸模浇注系统设计及充型凝固数值模拟
ProCAST软件在铸造凝固模拟中的应用
图 5 初始模型的宏观孔隙预测
图 6 修改后的 3D 模型
4 结 论
用有限元软件 ProCAST预测铸件中存在的 宏观缩孔 ,直观地显示出充型凝固的温度场分布 、 温度梯度 、金属液流动行为 、热节部位 、缩松缩孔 等. 针对模拟的结果 ,修改铸件工艺设计的 3D 模 型 ,修改了原始的浇冒口设计. 实验表明应用修改 后的铸造工艺进行铸造 ,提高了铸件的质量 ,提高 了工艺出品率 ,降低了成本.
在砂铸中 ,有时冲砂是不可避免的. 如果冲砂 发生在铸件的关键部位 ,将影响铸件的质量. Pro2 CA ST可以通过对速度场和压力场的分析确认冲 砂的产生. 通过虚拟粒子跟踪则能很容易确认最 终夹砂的区域. 215 冷隔及浇不足
在浇注成型过程中 ,一些不当的工艺参数如型 腔过冷 、浇速过慢 、金属液温度过低等会导致一些缺 陷的产生. 通过传热和流动的耦合计算 ,设计者可以 准确计算充型过程中的液体温度下降. 在充型过程 中凝固了的金属将会改变充型的流动形式. ProCAST 可预测这些铸造充型过程中发生的现象 ,并可以随 后快速地检验相应的改进设计方案. 216 压铸模寿命
摘 要 : 为研究铸造工艺对铸件质量的影响 ,利用计算机进行了铸件的凝固模拟. 介绍了有限元软件 Pro2 CAST的组成模块 、功能以及应用 ,在应用实例中利用 ProCAST软件模拟预测了铸件砂铸工艺中产生的宏观 缩孔缺陷. 研究表明 :铸件中存在模拟预测的宏观缩孔缺陷 ;对浇注系统和冒口设置参数进行了优化 ,优化后 的工艺提高了铸件产量 ,降低了成本 ;模拟结果表明 ,铸造模拟软件 ProCAST能够准确地预测铸件在充型凝 固过程中可能产生的缺陷. 关键词 : FEM 模拟 ; ProCAST软件 ;凝固模拟 ;浇注系统 中图分类号 : TP311113 文献标识码 : A 文章编号 : 1005 - 0299 (2006) 03 - 0293 - 03
操纵壳体压铸充型和凝固过程的数值模拟

模具预热温度/℃ 140 180 220
评判指标:充型时间和凝固时间 。分析可以看出,模 具预热温度对充型时间影响显著;模具温度越高,充 填时间越短;速度转换位移和压射速度影响基本相当; 并通过3种因素的极差R分析比较发现,在试验取值范 围内,工艺参数对压铸件凝固时间影响最大的是压射 速度,其次是速度转换位移,模具预热温度影响最小。 凝固时间随速度转换位移与模具预热温度而增大,随 着压射速度的增大,凝固时间由大减小 。并对充型时 间和凝固时间衡量采用综合评分法,得出影响因素主 次为B、A、C,最优组合为B1A1C2。
meshmodelsteeringshelladc12铝合金化学成分tablechemicalcompositionadc12aluminumalloysi96120fe10cu2235mn05mg03ni05zn10sn02ti03pb015单个01合计02al余量其他杂质材料的热物性参数tablethermophysicalparametersmaterials材料adc12h13密度gcm3277367液相线温度580491固相线温度515比热容kjkg1096046潜热kjkg1热导率wm192280723初始条件及边界条件的处理231初始条件在铸造过程中由于金属液充填型腔的过程是非定常流动因此需要给出初始条件才能完成金属液的流动速度场和压力场的求解过程
( Shaanxi Fast Auto Drive Engineering Research Institute , Baoji 722409,Shaanxi, China )
Abstract: Based on the orthogonal experiment, the technology parameters of aluminum alloy steering shell were simulated and analyzed by using of with the MAGMA casting simulation software. The optimal process parameters were chosen, namely, the injection speed is 3.0 m/s, the speed conversion displacement is 500 mm, the mold temperature is 180 ℃. The process parameters of simulation were rationality through production test. The reliability of numerical simulation was proved. Key words:die casting;orthogonal testing;numerical simulation;filling and solidification
基于ProCAST涡壳体铸件精铸过程数值模拟研究
摘 要 :氧泵壳体为涡壳体铸件 , 形状 复杂 , 壁厚差较大,铸造凝固过程中易出现疏松缩孔等缺陷,铸造难度较大。
为 了缩 短 试 制 周 期 ,节 约 生 产 AS T 软 件 对 该 铸 件 的充 型 、凝 固过 程 进 行 了模 拟 分 析 ,
s h or t e n t h e d e ve l o pi ng c y c l e , e c o n o nf i z e t he p r o d uc t i o n c os t , o p t i mi z e po u ing r t e c h n ol o g y pa r a me t e r s , t h e mo l d il f l i ng a n d s o l i d i ic f a t i o n pr o c e s s o f v o l u t e a r e s i mul a t e d b y Pr o CAST. n I a d d i t i o n, s h r i n ka g e d e f e c t s i n v ol ut e a r e
t he il f l i n g mo l d of v ol u t e c a s t i ng i s r a pi d a n d s moo t h ,a nd t h e n t h e p r o re g s s i ve s ol i di ic f a t i o n i s r e a l i z e d t h e
J u 1 . 2 01 5 Vo 1 . 6 4 N0 . 7
铸
造
・6 4 7 ・
F OUNDRY
基 于P r o C A S T 涡 壳体 铸 件精 铸 过 程 数 值 模 拟 研 究
基于ProCAST的浇注工艺对铸件质量影响的数值模拟

基于ProCAST的浇注工艺对铸件质量影响的数值模拟
谢颖
【期刊名称】《承德石油高等专科学校学报》
【年(卷),期】2022(24)3
【摘要】本选题来自某公司的生产实际。
应用专业的数值模拟软件ProCAST,结合SolidWORKS三维造型软件,根据叶轮不同的浇铸工艺,对完整的充型与凝固过程进行数值模拟,模拟出可能出现的缺陷,分析不同工艺过程的模拟结果,得出最优工艺实施方案,提高生产效率,节约成本。
【总页数】3页(P35-36)
【作者】谢颖
【作者单位】河北石油职业技术大学机械工程系
【正文语种】中文
【中图分类】TH132
【相关文献】
1.基于ProCAST的挤压铸造重载车轮铸件成形过程数值模拟
2.基于ProCAST的大型熔铅锅铸件缩孔预测及浇注工艺的仿真优化
3.基于PROCAST铝合金压铸模浇注系统设计及充型凝固数值模拟
4.基于ProCAST的壳体铸件数值模拟铸造工艺优化
5.基于ProCAST的制动铸件精确成形数值模拟与工艺提升
因版权原因,仅展示原文概要,查看原文内容请购买。
基于PROCAST铝合金压铸模浇注系统设计及充型凝固数值模拟
式中 , D 为散度 ; u、 v 、 w 为速度矢量在坐标系中 x、 y、 z 方向上的分量 ; P 为压力 ; 为运动粘度 ; g 为重 力加速度 ; 为拉普拉斯算子; 为金属流体密度。 ( 3) 能量守恒方程 T T T T + u + v + w = t x y z 2 2 2 T T T Q + 2+ 2 + CP x y z2 CP 式中 , T 为温度; 为流体导热率; C P 为流体定压 比热容; Q 为内热源。 ( 4) 体积函数方程 F+ u F + v F + w F = 0 t x y z ( u i) + = 0 t xi 式中 , F 为流体体积分数 ; u 为速度。 ( 5) 边界传热方程 - K T n = hf ( t ) g( T ) [ T - T a ] 式中 , h 为对流交换系数; T a 为边界温度 ; g( T ) 为 温度函数。 2. 2 计算方程的离散 数值求解上述方程前要对偏微分方程组在空间和 时间上进行离散 , 原则为: 为了满足连续性方程, 压力必须进行迭代修正 , 由此引起的速度改变值需要 加到上一步计算的速度场上 , 反复迭代直至满足精度 要求 ; 对动量方程进行显式差分 , 以初始条件或者 上一时刻的数值作为基础 , 试算出下一时刻的猜测速
压铸充型凝固过程的数值模拟可以帮助人们在压铸工艺设计阶段对铸件可能出现的各种缺陷及其大小部位和发生的时间予以有效的预测从而优化铸造工艺设计以确保铸件的质量缩短试制周期和降低生产成本1浇注系统设计本文选择的压铸件为一套筒类信号接收件由于零件的形状特点实际压铸成型时容易出现气孔缩孔缩松冷隔浇不足等缺陷
V ol. 31 N o. 4 A pr . 2010
procast凝固模拟简介
ProCAST凝固模拟简介1.1 序ProCAST软件是由美国USE公司开发的铸造过程的模拟软件,采用基于有限元(FEM)的数值计算和综合求解的方法,对铸件充型、凝固和冷却过程中的流场、温度场、应力场、电磁场进行模拟分析。
1.2 ProCAST适用范围ProCAST适用于砂型铸造、消失模铸造; 高压、低压铸造; 重力铸造、倾斜浇铸、熔模铸造、壳型铸造、挤压铸造; 触变铸造、触变成型、流变铸造。
由于采用了标准化的、通用的用户界面,任何一种铸造过程都可以用同一软件包ProCAST TM进行分析和优化。
它可以用来研究设计结果,例如浇注系统、通气孔和溢流孔的位置,冒口的位置和大小等。
实践证明ProCAST TM可以准确地模拟型腔的浇注过程,精确地描述凝固过程。
可以精确地计算冷却或加热通道的位置以及加热冒口的使用。
1.3 ProCAST 材料数据库ProCAST TM可以用来模拟任何合金,从钢和铁到铝基、钴基、铜基、镁基、镍基、钛基和锌基合金,以及非传统合金和聚合体。
ESI旗下的热物理仿真研究开发队伍汇集了全球顶尖的五十多位冶金、铸造、物理、数学、计算力学、流体力学和计算机等多学科的专家,专业从事ProCAST 和相关热物理模拟产品的开发。
得益于长期的联合研究和工业验证,使得通过工业验证的材料数据库不断地扩充和更新,同时,用户本身也可以自行更新和扩展材料数据。
除了基本的材料数据库外,ProCAST还拥有基本合金系统的热力学数据库。
这个独特的数据库使得用户可以直接输入化学成分,从而自动产生诸如液相线温度、固相线温度、潜热、比热和固相率的变化等热力学参数。
1.4 ProCAST 模拟分析能力可以分析缩孔、裂纹、裹气、冲砂、冷隔、浇不足、应力、变形、模具寿命、工艺开发及可重复性。
ProCAST几乎可以模拟分析任何铸造生产过程中可能出现的问题,为铸造工程师提供新的途径来研究铸造过程,使他们有机会看到型腔内所发生的一切,从而产生新的设计方案。
基于ProCAST的铝合金压铸模具设计PPT课件
压室直径/mm
40,50,60
项目名称 最大金属浇注量/Kg 铸件投影面积/cm2
压实压力(小~大)/Mpa
压射行程/mm 空循环周期/s 管路工作压力/Mpa 电动机功率/KW 机器重量/Kg 外形尺寸(长X宽X高)/mm
数值 (铝)1.4 94~374
30~118
320 7 12 11 5000 4550X1160X1800
◦ 水冷
冷却水道直径:
◦ 8mm
冷却水道示意图
2020/3/23
12
材料:
◦ 4Cr5MoV1Si
热处理:
◦ 退火 <229HB ◦ 淬火 56-58HRC ◦ 回火 43-47HRC
型芯镶块零件图
2020/3/23
13
材料:
◦ 4Cr5MoV1Si
热处理:
◦ 退火 <229HB ◦ 淬火 56-58HRC ◦ 回火 43-47HRC
流场
2020/3/23
8
将内浇口和主 流道平滑连接
设置溢流槽 增加内浇口宽
度
改进方法
浇注系统示意图
2020/3/23
9
温度
流场
2020/3/23
10
溢流槽:
◦ 半圆槽形,每个铸件 边缘设置三个
排气道
◦ 宽度10-15mm,深度 0.03mm
排溢系统示意图
2020/3/23
11
冷却方式:
50x100 动模套板螺钉 6xM12
205x25 推板螺钉
M8
205x16 模座螺钉
4xM16
压铸模架尺寸表
2020/3/23
15
2020/3/23
135.基于ProCAST软件的低压铸造充型过程的研究
基于ProCAST软件的低压铸造充型过程的研究王超 ,游龙 ,王自东,冯建,林国标,刘航(北京科技大学材料科学与工程学院,北京 100083)摘要:由于低压铸造充填速度较慢, 充型平稳, 因而充型计算采用层流模型。
论述了低压铸造充型模拟的数学模型,算法上采用目前充型过程数值模拟中应用最为普遍的方法SOLA-VOF 方法,其中SOLA 法用于求解流体的速度场和压力场, VOF 法处理自由表面。
采用UG进行三维造型,用ProCAST进行了网格划分并对铸件进行了充型过程的模拟。
关键词:低压铸造;数学模型;ProCAST;充型模拟Study of Mold Filling Simulation on Low Pressure Die Casting Basedon ProCAST SoftwareWang Chao,You Long,Wang Zidong,Feng Jian,Lin Guobiao,Liu Hang(School of Material Science and Engineering,University of Science & Technology Beijing,Beijing 100083,China)Abstract:As the low pressure die casting fills slow, smooth filling, so laminar flow model is used in filling calculated. Discusses the low pressure die casting filling simulation of mathematical model, algorithm on the filling process using numerical simulation of the current application of the most common method of SOLA-VOF method, which SOLA method used to solve the fluid velocity and pressure field, VOF solve free treatment surface. UG is used to set three-dimensional modeling, meshing with procast ,and use procast to show filling and casting process simulation.Key words:low pressure die casting;mathematical model;procas;mold filling simulation由于低压铸造具有铸件尺寸精度较高、充型平稳、充型速度可控等优点,近年来使其在铸造行业中占据着越来越重要的位置。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
充型云图以不同的颜色表示金属液流动的不同速 度, 由图 3 可以看出 , 金属液在内浇道处以 42 m/ s 的 速度充填 , 在充型到 30% 时有轻微的紊流现象, 金属 液以 近似 喷射 状 的形 式 向型 腔 充填。在 充 型达 到 80% 时, 金属液速度较平稳, 气体被金属液推到型腔上 端 A 区域, 如图 4 所示 , 在 A 处附近布置了溢流槽和 排气槽, 气体能够很顺利的排出, 不会造成气体夹杂等 缺陷。 充填完后, 温度分布较均匀, 金属液在施加的补缩 压力作用下进行凝固, 由此可明显的改善压铸件的组 织结构, 使铸件的表面较光洁 , 不会造成表面流痕或有 冷隔等缺陷, 如图 5 所示。此浇注系统已应用于生产 实践并批量生产 , 压铸出的产品质量较好, 无气泡、 流 痕等缺陷。 4 结语 从模拟结果看 , 充型平稳、 无卷气现象, 实际生产 出的产品质量较好 , 表面光洁。可对同类产品的浇注 系统设计提供参考。
466
F OU N DRY T ECH NO LO GY
V ol. 31 N o. 4 A pr. 2010
2
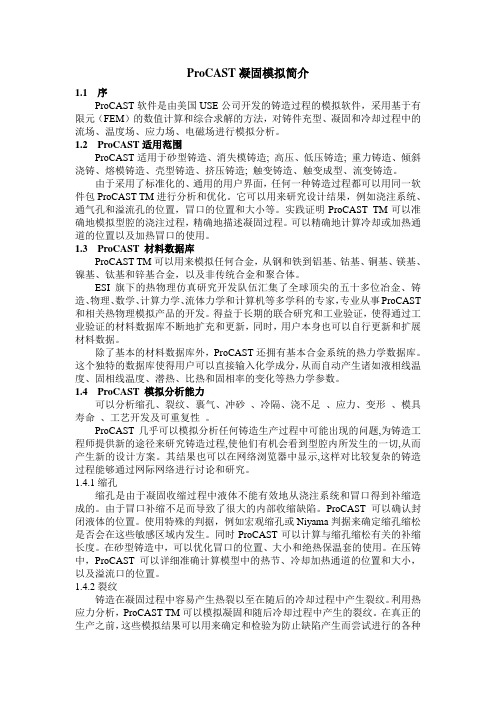
平均壁厚为 2. 1 mm , 计算出充型时间为 0. 02 s。 1. 3 内浇口处充型速度 内浇口的速度往往会影响铸件的充型质量 , 根据
= =
压铸件的特点和平均壁厚 , 利用经验数据并查压铸模
F iห้องสมุดไป่ตู้. 1 O ut let dimension of csting
充型时间的确定 充型时间是设计浇注系统的一个关键因素 , 利用
[ 1]
经验公式
: T = 0. 0346
收稿日期 : 2009 07 29; 作者简介 : 韩雄伟 ( 1982 CA M / CA E.
修订日期 : 2010 03 01 ) , 内 蒙五原人 , 讲 师 . 研究 方向 : 横 具 CA D /
[ 3]
沿; 计算流体传热时, 同时考虑边界换热、 结晶潜热。 要重复上面的计算, 直至压铸件充型凝固结束 , 对每次 的迭代都必须保证满足速度、压力 , 以及数值计算的 稳定性条件。同时在速度、 压力的迭代中每一个时间 步长后对于流量的计算要进行修正 , 这就保证了流量、
[ 5] 充型形态 , 以及充型时间的准确。 3 充型过程数值模拟及讨论
[ 2] 设计手册 , 得内浇口速度为 40 m/ s 。
v v v v p + u + v + w = + g y+ t x y z y w w w w p + u + v + w = + gz + t x y z z ( 2) 质量守恒 连续性方程 u u u D= + + = 0 x y z
v w
图 2 浇注系统 Fig. 2 G ating system
度值 ;
由体积函数方程确定新的流体表面的流动前
2 铸件充型凝固过程流场、温度场的数学模型 压铸充型过程与液态金属的流动、传热及传质过 程密切相关, 是一个伴随着热量散失, 以及凝固的非恒 温的流动过程。对具有自由表面的非稳定流动计算, 关键在于确定自由表面的位置及移动, 同时需要处理 自由表面的边界问题等。据此 , 本文模拟建立的数学 模型如下 : 2. 1
2 2 2
式中 , D 为散度 ; u、 v 、 w 为速度矢量在坐标系中 x、 y、 z 方向上的分量 ; P 为压力 ; 为运动粘度 ; g 为重 力加速度 ; 为拉普拉斯算子; 为金属流体密度。 ( 3) 能量守恒方程 T T T T + u + v + w = t x y z 2 2 2 T T T Q + 2+ 2 + CP x y z2 CP 式中 , T 为温度; 为流体导热率; C P 为流体定压 比热容; Q 为内热源。 ( 4) 体积函数方程 F+ u F + v F + w F = 0 t x y z ( u i) + = 0 t xi 式中 , F 为流体体积分数 ; u 为速度。 ( 5) 边界传热方程 - K T n = hf ( t ) g( T ) [ T - T a ] 式中 , h 为对流交换系数; T a 为边界温度 ; g( T ) 为 温度函数。 2. 2 计算方程的离散 数值求解上述方程前要对偏微分方程组在空间和 时间上进行离散 , 原则为: 为了满足连续性方程, 压力必须进行迭代修正 , 由此引起的速度改变值需要 加到上一步计算的速度场上 , 反复迭代直至满足精度 要求 ; 对动量方程进行显式差分 , 以初始条件或者 上一时刻的数值作为基础 , 试算出下一时刻的猜测速
=
格的划分。采用 PROCAST 软件进行数值 模拟。浇 u 注温度为 670 , 模具工作温度为 220 , 铸件与模具
铸造技术 04/ 2010
韩雄伟等 : 基于 PR OCA ST 铝合金压铸模浇注系统设计及充型凝固数值模拟
467
表面的传热系数为 1 500 W/ ( m 2 80 MP a, 压室直径为 60 mm 。
W 芬奴 茨著 . 卢运模译 . 压力铸造浇道技术 [ M ] . 北京 : 国 吴春苗. 压铸实用技术 [ M ] . 广州 : 广东科技出版社 , 2003. K Davey, S Bounds. M odelling the Pressure Die Casting P rocessusing Bo undary and Finite Element M ethods [ J] . Journal of M aterial Processing Technolog y , 1997, 63:696 700.
V ol. 31 N o. 4 A pr . 2010
铸造技术 F OU N DRY T ECH NO LO GY
465
基于 PROCAST 铝合金压铸模浇注系统 设计及充型凝固数值模拟
韩雄伟, 冷真龙, 杨金风
( 四川工程职业技术学院机电系, 四川 德阳 618000)
摘要 : 针 对铝合金 的流动特点 和压铸模 具的不透明 性 , 根据 铝合 金压 铸模 具浇 注系 统的 设计 原则 , 对 铝合 金信 号接 受件 的 压铸模 的浇注系 统进行了设 计计算 , 并利用 数值模拟软 件模 拟了 在这 种浇 注系 统下 金属 液的 充型 情况 。 结果 显示 充型 平 稳、 排气良 好 , 温 度分布均匀 , 铸 件的缩孔 、 气体 夹杂倾向小 , 并 在实际生产 中得到了验 证 , 可为类 似铸 件浇注 系统 的设 计提 供参 考 。 关键词 : 铝合金 ; 压铸模 ; 浇注系统 ; 数值模拟
采用的模型由 PRO/ E 造型 , 并生成格式为 . ans 的面网格 , 利用. ans > . sm 程序转化为 . sm 面网格, 再利用 PROCAST 自带网格划分 模块进行 . mesh 网
2
凝固过程流场 、 温度场的数学模型 ( 1) 动量守恒 N S 方程 u u u u p t + u x + v y + w z = - x + gx +
HAN Xiong wei, LENG Zhen long, YANG Jin feng ( Electrical and Mechanical Department Sichuan Engineering Technical College, Deyang 618000, China)
Abstract: The design of Gating system is very important for die casting process. Aimed on the flowing feature and the opacity of the metal mould, and according to the design principle for die casting, the gating system has been designed, and the flow process has been analyzed by the simulation software. Key words: Aluminum alloy; Die casting mould; Gating system; Numerical simulation
图1 铸件外形尺寸图
特点 , 需采用在 3 个方向抽芯, 故采用一模一腔式, 在 J1125 型压铸机上压铸 , 拟 采用双边切向锥形浇道浇 注。 1. 1 铸件尺寸参数 此信号接收件的平均壁 厚为 2. 2 m m, 铸件材料 70 mm 。如图 1 所示。
采用 YL 104, 铸件重约 190 g 。最大尺寸为 200 m m 70 mm
[ 5] 图 4 充型 80% F ig. 4 P ro cess under 80% mould cavity being filled
Dav ey K , Bo unds S. M odeling the pressure die casting pro cess using bo undary and finite element metho ds[ J] . J M ater Pr ocess, 1996, 63( 1 3) : 696 700.
在压铸模具设计中, 浇注系统的设计合理与否 , 对 压铸件质量、 生产效率、 模具寿命等都有重要的影响, 不合理的浇注系统会导致铸件出 现如气孔、 缩 孔、 缩 松、 冷隔等缺陷。在生产过程中浇注系统的设计和改 进常用的方法是试错法, 但这种方法成本高、 周期长。 数值模拟技术的出现 , 使得浇注系统的设计成本降低、 周期缩短 , 同时也对提高铸件质量等方面有着重要意 义。压铸充型凝固过程的数值模拟, 可以帮助人们在 压铸工艺设计阶段对铸件可能出现的各种缺陷及其大 小、部位和发生的时间予以有效的预测, 从而优化铸 造工艺设计, 以确保铸件的质量, 缩短试制周期和降低 生产成本[ 1] 。 1 浇注系统设计 本文选择的压铸件为一套筒类信号接收件 , 由于 零件的形状特点, 实际压铸成 型时容易出现气 孔、 缩 孔、 缩松、 冷隔、 浇不足等缺陷。根据其尺寸和形状的 1. 2