客车整车电泳线的规划与筹备
超高超重客车骨架的阴极电泳工艺方案
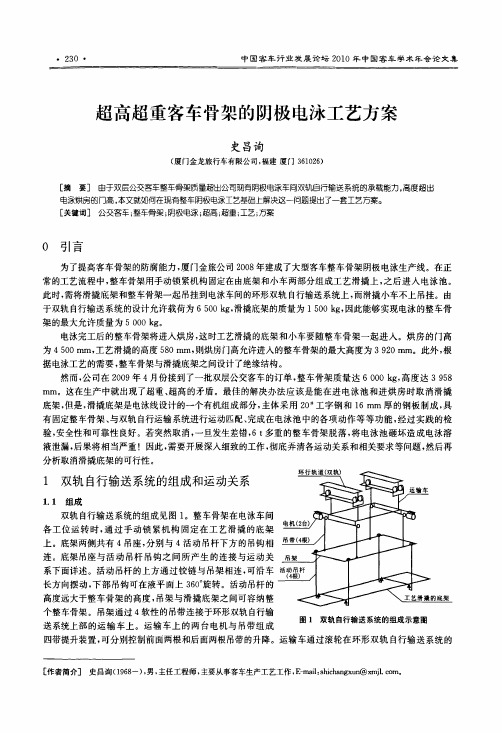
四带提升装置,可分别控制前面两根和后面两根吊带的升降。 运输车通过滚轮在环形双轨自行输送系统的
[作者简介]史昌询(1968一),男,主任工程师,主要从事客车生产工艺工作,E-mail:shichangxun@,,mjl.com。
1-4"序e{-与制造工艺
・231・
轨道(图中仅画了一段示意)上行驶(为了图形简洁,对通过手动锁紧机构固定在滑撬底架上的整车骨架略去 不画)。 滑撬底架的吊座结构见图2。可以看出,底架主要由208工字钢组成,吊座主体由110 mmX 110 mm×
O
引言
为了提高客车骨架的防腐能力,厦门金旅公司2008年建成了大型客车整车骨架阴极电泳生产线。在正
常的工艺流程中,整车骨架用手动锁紧机构固定在由底架和小车两部分组成工艺滑撬上,之后进入电泳池。 此时,需将滑撬底架和整车骨架一起吊挂到电泳车间的环形双轨自行输送系统上,而滑撬小车不上吊挂。由 于双轨自行输送系统的设计允许载荷为6 架的最大允许质量为5 为4
・230・
中国客车行业发展论坛2010年中国客车学术年会论文集
超高超重客车骨架的阴极电泳工艺方案
史昌询
(厦门金龙旅行车有限公司,福建厦门361026)
[摘要]
由于双层公交客车整车骨架质量超出公司现有阴极电泳车间双轨自行输送系统的承载能力,高度超出
电泳烘房的门高,本文就如何在现有整车阴极电泳工艺基础上解决这一问题提出了一套工艺方案。 [关键词]公交客车;整车骨架;阴极电泳;超高;超重;工艺;方案
整车骨架底横粱
I产。帚2刁
,
、
丝
o。f
广
1.7
剿
∥
f弋、≮、、iii心≮~≮≮≮~iN 网 N
4万台年客车车身电泳涂装车间设计
年产4万台客车车身涂装设计目录摘要 (Ⅰ)ABSTRACT (Ⅱ)1 绪论 (1)1.1阴极电泳的发展史 (1)1.2阴极电泳涂装的发展趋势 (2)1.3电泳设计原则 (2)1.4设计基础资料 (3)2 电泳涂装工艺设计 (6)2.1阴极电泳的原理及特点 (6)2.1.1阴极电泳的原理 (6)2.1.2电泳涂装的特点 (7)2.2阴极电泳的基本流程 (7)2.2.1电泳前处理 (8)2.2.2阴极电泳涂装工艺影响因素 (8)3 电泳涂装设备与计算 (11)3.1电泳涂装设备及控制点 (11)3.2电泳涂装设备的计算 (16)3.2.1槽体尺寸的计算 (16)3.2.2循环搅拌系统的计算 (19)4 电泳车间平面布置设计 (20)4.1平面布置的一般原则 (20)4.2车间平面布置设计 (20)5 结束语 (22)参考文献 (23)致谢 (24)附录 (25)1 绪论1.1阴极电泳的发展史电泳涂料源于20世纪30年代,20世纪70年代由美国PPG公司率先开发成功的,启初用于对耐腐蚀性能要求高的家用电器上作底漆,随后逐渐开发出了耐蚀性能更高且具有装饰性效果的阴极电泳涂料。
由于其具有优良的防腐蚀性、高泳透率、高流平性、高装饰性且涂装自动化程度高、涂装污染少等特点,不但应用在汽车行业中,还广泛地应用在其它行业中。
如在建筑材料中,防火门、钢窗等涂装耐候性好的双涂层的环氧树脂阴极电泳涂料,钢制家具和间壁材料使用丙烯酸树脂系阴极电泳涂料。
在五金行业中,电泳锁具、金属眼镜架、自行车部件、文具、皮箱扣、打火机等用品,均取得了令人满意的效果。
[1]阴极电泳涂装最先在美国应用。
早在20世纪60年代中期德国BASF公司和美国PPG公司首先进行了阳离子型树脂的合成(即阴极电泳的研究)。
1971年美国的PPG公司开始应用第一代阴极电泳漆。
先在菲利普公司的电冰箱、洗衣机以及干燥机等耐腐蚀性能要求高的家用电器上作底漆。
1976年6月美国通用汽车公司将汽车部件采用PPG公司第二代阴极电泳漆(CED-3002#)获得成功。
15-客车涂装中的整车电泳漆技术

客车涂装中的整车电泳漆技术(吉学刚中通客车控股股份有限公司山东聊城252000)为提高客车涂装产能和整车耐腐蚀性,由整车磷化推进的整车阴极电泳工艺近年来开始在国内客车厂家悄然兴起。
厦门金旅、郑州宇通都分别投入近2亿元的巨资用于涂装生产线的升级改造,建设具有轿车生产水准的整车阴极电泳线。
其投资昂贵、自动化水平高、技术工艺先进令众多客车厂家所望尘莫及,因此关于客车整车电泳的相关报道也频频见于各类专业媒体,成为塑造产品差异化和展示公司实力的宣传资本,因此行业内关于电泳漆的炒作也一时沸沸扬扬、如火如荼……。
伴随着国内客车行业的整体发展趋势及涂装技术的不断更新进步,具备一定生产规模的客车制造公司为在行业内获得更大的发展空间和具备更有利的优势技术资源,必须高瞻远瞩、运筹帷幄,立足于长远、持续、稳健、快速的发展方向,从为客户提供“优质、耐用”的客车产品出发,对客车涂装中的整车电泳漆技术进行积极的技术储备和项目实施规划。
整车电泳漆技术的实施特点及技术要求分析如下:一、客车电泳与轿车电泳间的主要区别:1、为容纳整个车身,槽体容积巨大,循环系统、超滤系统、电路系统复杂,初次投配槽费用比较高昂。
2、车身材质构成种类较多。
热轧板类(厚板、角钢、型钢等)件需先进行除锈磷化(电泳线不能设酸洗);玻璃钢件表面不能产生电泳漆膜且不耐高温烘烤,因此玻璃钢件需在整车电泳后进行安装。
3、间歇式生产,自动化程度相对较低。
客车电泳采用PLC控制的普通空中行吊即可满足工位间移动,而轿车必须采用摆杆链、ROLL-DIP或多功能穿梭机,车身移动轨迹呈曲线式或翻转式(3600)运行,输送系统比较复杂。
4、槽体数量少。
轿车自动化程度高,大部份工序可由机械手自动完成喷涂,受人为影响因素干预不大,对电泳漆膜的光滑度及外观质量要求非常高,一般不进行打磨,因此每道工序的水洗必须充分、彻底;而客车涂装多数由人工完成,并且存在打磨工序,对底漆的平滑度要求不高,因此水洗槽数量相对较少。
汽车零部件电泳涂装线方案

汽车零部件电泳涂装线技术方案二0二一年三月一、设计依据1.生产纲领1.1.电泳线主要承担平衡夹总成等多种汽车零部件的电泳底漆、烘干等任务。
1.2.电泳线产能为双班216万件/年。
1.3.通过最大工件尺寸:1702mm*560mm*600mm。
1.4.采用阴极电泳工艺,工艺流程:前处理(无磷薄膜工艺)-电泳及后清洗-吹水-电泳烘干-强冷-漆后存储1.5.采用悬挂输送机完成工序间的输送。
1.6.前处理采用喷淋与浸渍相结合的处理方式,电泳及后清洗采用喷浸结合处理方式。
1.7.加热热源采用天然气。
2.现场条件序号名称参数1供市政电50Hz380V三相五线2供市政水0.15~0.2MPa3供压缩空气0.6~0.7MPa4供天然气10~30KPa热值:8300大卡/NM35污水排放标准GB8978-1996《污水综合排放标准》二级,由厂区污水处理站集中处理。
6废气排放标准GB16297-1996《大气污染物综合排放标准》二类7噪音≤82db3.生产制度根据业主要求,本次设计电泳车间采用两班制,一天工作16h。
4.生产线总体要求4.1.生产线设备设计以业主的品牌定位和发展战略为基础,整个生产线设备以经济、可靠、实用为基本设计原则,努力提高性价比;4.2.设计的原则:乙方根据甲方提出的设计要求、遵照国家和行业有关法规和标准,第2页共22页遵循设备的可靠性、实用性、合理性、经济耐用的设计原则进行整体设计,并应获得甲方代表签字确认。
4.3.设备整体外观设计制造应体现美观大方,富于时代感,能体现现代企业风貌;4.4.生产线的整体布局应体现空间分割合理、物流通畅、操作维护方便等特点;4.5.整套设备应满足自动化控制程度较高、能耗低的特点,尽量降低运行成本;4.6.整线工序完善,工艺设备先进;操作条件安全,良好,车间环境清洁,无粉尘污染;按同期同类产品先进水平设计,制造。
4.7.对废气、废水治理等后续工作进行通盘考虑,并预留接口。
车身涂装线设备设计规划—前处理电泳设备2

车身涂装线设备设计规划前处理电泳设备机械有限公司2010年5月一、工艺方案说明1. 设计依据1.1 产品规格为系列轻微卡车,设备通过能力按 4500㎜(L)×1690㎜(W)(关门尺寸)×1596㎜(H)设计。
1.2按绵阳华瑞汽车提供的工艺流程及生产线规划进行前处理电泳设备设计。
1.3前处理电泳线的设备功能要满足设计要求中的相关规定。
2. 车间现状2.1 按甲方给定的涂装工艺平面图中前处理电泳线划分的区域及辅房布置。
2.2涂装厂房与焊装、总装车间连接通廊(见总体规划图)。
3.设计边界条件3.1气象条件3.1.1环境温度:夏季:最热月平均温度 28℃;最高温度 38℃冬季:最冷月平均温度 8 ℃;最低温度 -1℃3.1.2环境湿度:90%(Max)。
相对湿度:最大95%。
3.2车间动能条件3.2.1电源:380V±10%、220V±10%、50HZ±5%。
3.2.2天然气:10 KPa3.2.3压缩空气: 0.5~0.6Mpa。
经过初级过滤。
4.车间任务及生产纲领4.1车间任务承担车身及皮卡货厢的前处理、阴极电泳底漆等涂装任务。
4.2生产纲领年产5万辆(含皮卡货厢)4.3 产品特点最大车身外形尺寸:4500㎜(L)×1690㎜(W)(关门尺寸)×1596㎜(H)最大车身重量: 450Kg最大车身底漆面积: 100m25.工作制度和年时基数全年工作日:250天工作班制:二班制班工作时制:8小时设备开动率:90%生产节拍:4.3分钟。
6. 设计原则6.1设计原则6.1.1 产品质量满足机械工业《汽车油漆涂层》标准要求。
6.1.2 涂装工艺及设备水平达到国内中等先进水平。
6.1.3配套外购件选用按甲方《标准件及外购件指定产品》规定选用。
6.1.4合理利用厂房,减少项目投资。
7.工艺过程及工艺说明7.1工艺过程及工艺参数7.2 工艺说明7.2.1前处理设备配置有去金属粉和磷化渣等装置,磷化除渣采用大流量板框压滤机方式,乙方应确保磷化除渣效果。
电泳生产线精益工作计划

电泳生产线精益工作计划
1. 目标和原则
- 目标:提高生产效率、减少浪费、降低成本、确保产品质量稳定 - 原则:以客户为中心、持续改进、全员参与、可视化管理
2. 价值流分析
- 绘制价值流程图,识别各个环节的浪费
- 消除非增值活动,优化流程
3. 5管理
- 整理、整顿、清扫、清洁、素养
- 建立标准化工作现场
4. 自动化和智能化
- 引入自动化设备和智能系统
- 减少人工操作,提高精确度和一致性
5. 全员素质培训
- 开展精益生产理念和技能培训
- 提高员工素质和参与度
6. 持续改善
- 建立改善提案制度
- 鼓励员工提出改进意见
- 持续优化生产流程
7. 可视化管理
- 建立生产看板和视觉管理系统
- 实时监控生产状况和关键指标
8. 质量控制
- 实施全面质量管理
- 建立质量检测和反馈机制
9. 绩效考核
- 制定精益生产绩效指标
- 定期评估和优化计划执行情况
通过实施以上精益工作计划,电泳生产线将持续优化流程、提高效率、降低浪费、确保产品质量稳定,实现可持续发展。
4万台年客车车身电泳涂装车间设计
设计内容
一、设计基础资料
二、电泳涂装工艺设计 三、电泳涂装设备与计算 四、电泳车间平面布置设计
一、设计基础资料
⑴概念 设计基础资料:是根据原始资料和国家的 有关规定,结合一些常规范例对某项原始 数据进行整理和计算,并结合工厂的实际 情况,确定一些关键的数据,作为其它所 有计算的基础。 ⑵内容 内容包括:车间生产任务;生产纲领;工 作制度;年时基数;生产节奏;涂装标准。
二、电泳涂装工艺设计
由于设计要求产量较高,电泳工艺宜采用 阴极电泳,以下将主要介绍阴极电泳的工艺 设计。 阴极电泳是将具有导电性的被涂物浸渍 在电泳涂料槽中作为阳极(或阴极)、在槽 中另设置与其相对应的阴极(或阳极),在 两极间通直流电,在被涂物上析出均一、水 不溶的涂膜的一种涂装方法。 (1)机理: 电泳涂装过程伴随电解、电泳、电沉积、电 渗等四种电化学物理现象。
令b=2.6m b1=0.3m b2=0.3m b3=0.1m δ =0.2m源自固定式电泳涂装设备主槽宽度计算
B = 2.6+2(0.3+0.3+0.1+0.2)=4.4m
③主槽高度的计算
电泳涂装设备的主槽高度按下式计算:
H = h + h1 + h2 + h3 + h4 式中,H为主槽高度;h为挂件最大高度;h1为浸 渍式设备槽体底面最高点与底座最低点之间的距 离;h2为最大高度的挂件距槽底的最小距离,一 般为200mm~400mm;h3为最大高度的挂件浸没在 槽液中的最小深度,一般为100mm~200mm;h4为 槽沿至涂装面的距离,一般为150mm~200mm。
阴极电泳涂装工艺影响因素
(1)槽液的组成方面:固体分、灰分、MEQ值和有 机溶剂含量; (2)电泳条件方面: 槽液温度、泳涂电压、泳涂 时间; (3)槽液特性方面: pH值、电导率; (4)电泳特性方面:库仑效率、最大电流值、膜 厚和泳透力。
通力车架阴极电泳涂装线工艺设计方案
陕汽集团通力专用车有限公司车架阴极电泳涂装线工艺设计方案版本号 : 004陕西邦仕涂装工程技术有限公司电话: -2005 传真: -20092008年 9月 28日、设计依据1、工程名称:汽车车架阴极电泳涂装线2、车架阴极电泳涂装线的设计纲领①车架工件的参数最大车架尺寸(长X宽X高)最短车架的长度按车架长度分类:长车架在车架总量中所占的比例短车架在车架总量中所占的比例最大车架重量最大车架面积12m X m xm20%80%200056(每吊挂放置1台车架)(每吊挂放置2台车架)kgm2②车架生产的设计纲领年生产量60000年作业天数250 每天班次 2 每班作业时间8天班小时设备系数3、涂装生产的纲领要求由年生产量计算日涂装生产量60000台/ 年十 -250天/ 年=283 台/ 天由日涂装生产量计算每班的涂装生产量283台/ 天十2 班/ 天=142 台/班由班涂装生产量和每吊挂的台车量计算涂装生产的工艺节拍142台/班X 20%= 台/班台/班十1台/挂=挂/班142台/班X 80%= 台/班台/班* 2台/挂=挂/班挂/班+挂/班=挂/班挂/班十8小时/班=挂/ 台/小时* 60分钟/小时=1 ♦挂/分钟=分钟/ 挂(平均每班每吊挂放置1台车架的车架数)(平均每班每吊挂放置1台车架的吊挂数)(平均每班每吊挂放置2台车架的车架数)(平均每班每吊挂放置2台车架的吊挂数)(每班总的平均吊挂数)小时挂/分钟4、工艺基本过程工艺基本过程应先进行喷砂、预清理(喷砂部分的工序过程由通力公司自己解决),然后按预脱脂一►主脱脂一►(水喷洗)一►水浸洗一►表调一►磷化水洗纯水洗—►电泳一►(槽上UF水冲洗)一►循环UF水冲洗-UF 2水冲洗—纯水洗^烘干固化―►转入后道工序。
5、设计前处理槽为:长X宽X高=13 m X 2.2m X 2.5m (其中包括预脱脂槽、主脱脂槽、水浸洗槽、表调槽、磷化槽、水洗槽等六个槽)设计电泳槽主槽为:长X宽X 高 =13 m x m x (其中包括纯水洗槽、电泳槽、循环UF 水洗槽、UF 2水洗槽、纯水洗槽等五个槽)。
汽车零部件电泳涂装线方案
汽车零部件电泳涂装线技术方案江苏龙杰多尔环保涂装设备有限公司二0一九年三月设计方案一、设计依据1.生产纲领1.1.电泳线主要承担平衡夹总成等多种汽车零部件的电泳底漆、烘干等任务。
1.2.电泳线产能为双班216万件/年。
1.3.通过最大工件尺寸:1702mm*560mm*600mm。
1.4.采用阴极电泳工艺,工艺流程:前处理(无磷薄膜工艺)-电泳及后清洗-吹水-电泳烘干-强冷-漆后存储1.5.采用悬挂输送机完成工序间的输送。
1.6.前处理采用喷淋与浸渍相结合的处理方式,电泳及后清洗采用喷浸结合处理方式。
1.7.加热热源采用天然气。
2.现场条件序号名称参数1 供市政电50Hz 380V 三相五线2 供市政水0.15~0.2MPa3 供压缩空气0.6~0.7MPa4 供天然气10~30KPa 热值:8300大卡/NM35 污水排放标准GB8978-1996《污水综合排放标准》二级,由厂区污水处理站集中处理。
6 废气排放标准GB16297-1996《大气污染物综合排放标准》二类7 噪音≤82db3.生产制度根据业主要求,本次设计电泳车间采用两班制,一天工作16h。
4.生产线总体要求4.1.生产线设备设计以业主的品牌定位和发展战略为基础,整个生产线设备以经济、可靠、实用为基本设计原则,努力提高性价比;4.2.设计的原则:乙方根据甲方提出的设计要求、遵照国家和行业有关法规和标准,遵循设备的可靠性、实用性、合理性、经济耐用的设计原则进行整体设计,并应获得甲方代表签字确认。
4.3.设备整体外观设计制造应体现美观大方,富于时代感,能体现现代企业风貌;4.4.生产线的整体布局应体现空间分割合理、物流通畅、操作维护方便等特点;4.5.整套设备应满足自动化控制程度较高、能耗低的特点,尽量降低运行成本;4.6.整线工序完善,工艺设备先进;操作条件安全,良好,车间环境清洁,无粉尘污染;按同期同类产品先进水平设计,制造。
4.7.对废气、废水治理等后续工作进行通盘考虑,并预留接口。
座椅电泳线说明
汽车座椅阴极电泳涂装生产线工艺设计方案一、项目名称汽车座椅前处理阴极电泳涂装线二、项目内容该设计规划汽车座椅前处理阴极电泳涂装线,满足工件表面质量和业主对工艺及设备的要求,主要设备有:前处理、阴极电泳电泳漆烘干炉、输送系统及电控系统等组成。
同时以上工程量均为设计、制造、安装、调试以及包括人员培训和技术服务的“交钥匙”工程,并且保证与用户做好相应的配合工作。
三、项目设计依据1、工件名称:汽车配件3、组合件最大质量:1000Kg4、组合吊具尺寸:2700×1600×2500 (mm)5、吊装方式:见图6、生产线工艺速度:节拍式35835÷300÷16÷=吊/h 60÷=吊/取吊/6min7、年产量:300000套8、工作制度:16小时/天300天/年9、工艺流程前处理电泳线工艺流程:酸洗线工艺:组合上件→酸洗→中和→水洗1→水洗2→下件(建议酸洗线单独上一条线)电泳线工艺:上件→预脱脂→脱脂→水洗1→水洗2→表调→磷化→水洗3→水洗4→纯水洗1→阴极电泳→UF1洗→UF2洗→纯水洗2→烘干→强却→下件拆垛10、加热方式:采用天然气加热四、设计原则1、设备设计原则⑴、本着可靠、经济、实用的原则,尽量节约设备投资,充分考虑产品的特点,积极采用先进成熟的工艺和设备,提高产品表面质量,使涂层各项理化指标达到规定技术要求,增强产品市场竞争能力。
⑵、设计中做到合理布局,物流通畅;并注重设备的节能措施,合理使用能源。
⑶、贯彻执行国家有关环境保护、劳动安全卫生方面的政策法规,工业卫生标准和消防要求。
2、设备配置原则:⑴、前处理生产线采用自行葫芦完成工序间的运输。
⑵、电泳烘干室及强冷采用滑橇输送。
⑶、工件用楼用升降机装工件加吊具一并提到二楼,工件卸下后用另一台升降机装空吊具降到一楼装件区,吊具上自带滑橇。
⑷、电泳系统按业主要求规范进行设计。
五、工艺方案设计六、各设备说明◆前处理采用浸槽形式、节拍式进行处理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
图1 金旅客车电泳工艺中的双轨输送线图2 宇通客车电泳工艺中的行车输送线
工方便性增设防电磁屏蔽孔;底架与顶骨架型钢由于距槽体电极较远,电整车用材要求
由于电泳漆需超过160 ℃的高温
图3 底架横梁工艺孔布置图5 底架斜立梁工艺孔布置图4 立梁型钢工艺孔布置
图6 双立柱工艺孔布置
R5.
流液、排气、防电磁屏蔽
排气、防电磁屏蔽
流液、防电磁屏蔽
防电磁屏蔽
防电磁屏蔽
图9 防电磁屏蔽孔图10 底架工艺孔布置
至少设1个工艺孔
需全部采用厚壁型钢,如有必要需增焊加强角以提高其骨架强度;选用此类方式车体的吊装不易实现自动化,粘接密封胶宜采用耐高温胶黏剂,防止烘烤过程中产生过度收缩、开裂及粘接强度下降等问题,如厦门金旅在不带撬入槽时可参照宇通客车吊装窗立柱与边窗上沿的“T ”型交接点位置,但为防止侧窗立柱及侧边窗图11 福田欧辉客车电泳车身内部悬挂的配件图12 正在执行漆后机装工艺的金旅客车。