用国产焊丝焊接纯镍
镍及镍合金材料的氩弧焊焊接工艺浅析
合金材料焊接工艺中应注意以下几点问题。
( )焊接 前对坡 口周 围及焊 丝表 面进 行严 格 1
的清洗是焊前准备 的一个重要工序 , 这样可杜绝
有 害 气 体 的来 源 , 防止 产 生气 孔 、 纹 等 焊 接 缺 裂 陷 ; 用适 宜 的焊接线 能量 , 采 可避免 晶粒粗 大 。 ( )正确选 用 与母 材 匹配 的焊接 材料 是 防止 2
件进 行 必要 的 固熔处理 或 消除应 力处理 。
性, 且具有更高的使用温度 , 是重要 的容器用特种
材 料 之一 。 由于镍及 镍合 金材 料本 身 固有 的物理
和化 学特 性 , 焊接 过程 中极 易 出现裂 纹 、 孔及 在 气
晶粒粗大等缺陷 , 严重影 响到设备 的制造质量及
使用性能, 掌握 并 优 化 镍及 镍 合 金 的焊 接 工 艺对 于保 证产 品质 量 和提升 企业 制造 能力具 有 重要 的
分 ; 少 线能 量 , 条 不摆 动 。 减 焊
5 2 气孔 的产 生与 防止措 施 .
根据以上对镍及镍合金材料焊接性能和相应
焊 接工 艺评 定试 验 结 果 的 分 析 , 结 了在镍 及 镍 总
焊接坡 口不干净 、 填充金属不干净 、 保护气体 纯度低等都 可能导致气 孔 的产 生。相应 的措 施 是: 采用 化学 方法 和 机械 方 法 消 除 坡 口及 焊 丝 的 油锈污物 ; 使用纯度高 的保护气体 , 将焊道背面保 护充分 , 气体流量要适 当, 焊接环境要防风 。
高压圈的设置使系统 的操作弹性增 大。因此 , 在 能源相对紧缺的今天 , 在原料天然气 量不能保证
2套尿素装置 同时运行 的情况下 , 优先保 证 A - C
(国内标准)GBT镍及镍合金焊条

(国内标准)GBT镍及镍合金焊条GB/T13814-92镍及镍合金焊条1、主题内容和适用范围本标准规定了镍及镍合金钢焊条型号分类、技术要求及试验方法等内容。
本标准适用于镍及镍合金钢焊条。
2、引用标准GB700碳素结构钢GB790高温合金化学分析方法GB2652焊缝及熔敷金属拉伸试验方法GB2653焊接接头弯曲及压扁试验方法GB3323钢熔化焊对接接头射线照相和质量分级GB5123镍的光谱分析方法GB8647.1-8647.10镍化学分析方法3、型号3.1型号编制方法3.2型号表示方法如下所示:E□×-××┬┬┬┬│││└焊条药皮类型代号(见表1)││└────同壹合金系统焊条细分类序号(见表1)│└─────熔敷金属中主要元素符号(见表1)└───────焊条代号型号示例:ENiCrFe-1-15┬┬┬┬│││└焊要药皮为低氢钠型,采用直流焊接││└──细分类序号为1│└─────熔敷金属中主要元素为镍、铬及铁└────────焊条代号3.2型号划分焊条型号根据熔敷金属化学成分,药皮类型及电流种类划分(见表1)。
4技术要求4.1焊条尺寸4.1.1焊条尺寸应符合表2规定。
表44.2焊要夹持端焊条夹持端长度应符合表3规定4.3.1焊条药皮应均匀,紧密地包覆于焊芯周围,整个焊条药皮上不应有影响焊拦质量的裂纹、气泡、杂质及剥落等缺陷。
4.3.2焊条引弧端药皮应倒角,焊芯端面应露出,以保证易于引弧。
长度方向露芯长度不应大于焊芯直径的三分之壹或2.4mm俩者的较小值。
各种直径的焊条沿圆周方向的露芯均不得大于圆周的壹半。
4.3.3焊条偏心度应符合如下规定:a.直径为2.0mm和2.5mm焊条,偏心度不应大于7%;b.直径为3.2mm和4.0mm焊条,偏心度不应大于5%;c.直径为5.0mm焊条,偏心度不应大于4%。
偏心度计算方法如下(见图1)T1-T2焊条偏心度=──────×100%(T1+T2)/2式中:T1-焊条断面药皮层最大厚度+焊芯直径,mm;T2-焊条同壹断面药皮层最小厚度+焊芯直径,mm;4.4熔敷金属化学成分熔敷金属化学成分应符合表4规定。
镍管焊接方案

纯镍管B162UNSN02200的现场焊接六处牛玉宏1概述镍与镍基耐蚀合金是化学、石油化工、冶金、航天、核工业领域中耐高温、高压、高浓度或混有不纯物等各种苛刻腐蚀环境的比较理想的金属结构材料,1997年,我们十一化建公司在平顶山尼龙66盐工程已二胺装置工艺管道的焊接中首次遇到了纯镍管,其材质为B162UNSN02200。
管材由日本东洋公司提供,其管内介质为已二胺等工艺物料,共有管径1/2″~16″的各类对接焊口142道,壁厚范围2.9~6.35mm,另有角焊缝53道,管线总长63m。
2镍的理化性能分析镍在常温时的晶体结构为面心立方晶格,其熔点及电阻率均低于碳素钢,镍与低碳钢的物理性质比较镍的化学活性低,氧化初期生成的氧化膜能防止镍进一步氧化和腐蚀,镍与其它元素形成合金后,力学性能和抗腐蚀、抗氧化性能显著改善,但热导率和电阻率显著下降。
若镍中混有的杂物较多,则在焊接时易于形成低熔点共晶物,使焊接性能下降,纯镍B162UNSN02200的化学成分及力学性能见表纯镍管B162UNSN3和低碳钢、不锈钢的焊接相比,镍基材料的焊接有奥氏体不锈钢焊接发生的类似问题,如焊接热裂纹倾向、焊缝气孔等。
3.1焊接热裂纹镍的热裂纹敏感性高,产生热裂纹的主要原因是合金凝固时有低点金属或低迷人点化合物的液态膜残留的晶界区,由于收缩应力的作用而发生开裂,由下表可以看出,铁和镍的二元共晶物中有许多低熔点共晶物和非金属共晶物,特别是硫、磷共晶物,它们的熔点与Ni、Fe相比低很多,这将大大助长热3.2焊缝中的气孔倾向较大纯镍固液相温度间距小、流动性偏低,同时O2、H2、CO2在液态镍中的溶解度较大(如O2在1720℃时溶解度为1.18%),但在冷却时显著减小(1470℃时O2溶解度为0.06%)。
故此,在焊接快速冷却凝固结晶条件下,极易产生焊缝气孔。
和低碳钢、低合金钢相比,氧化性气氛对镍焊缝形成气孔的几率影响更大些,但在还原性较大时对氢气孔也是敏感的。
纯镍管焊接工法

纯镍管道焊接工法中国化学工程第十六建设有限公司廖翼翔1、前言2002年10月我公司承建了山东省滨州化工集团5万吨/年离子膜片碱装置安装工程,该装置引进瑞士博特公司(Bertrams Chemical Plant Ltd)技术和关键设备,其主要原理是通过一、二段蒸发和三段浓缩将32%的NaOH溶液制成99.99%的熔融烧碱,再通过结片机制成片碱。
由于NaOH溶液在蒸发、浓缩过程中随着浓度、温度的升高,腐蚀性越来越强,对工艺设备和管道材质选材要求也越来越高,当NaOH溶液浓度≥50%时,不锈钢材料已不能满足耐腐蚀性要求,必须选用具有良好的耐高温、耐高浓度苛性碱腐蚀性能和抗氧化性能的纯镍材料。
该装置一段蒸发以后的高浓度NaOH溶液和熔融烧碱管道全部采用了国外进口的牌号为UNS NO2201的纯镍材料,管道总长240多米,焊口260多个。
管道最小规格为DN25mm,最大为DN800mm,壁厚3.05~4.31mm。
纯镍材质理化性能和焊接性特殊,焊接操作难度大,焊接技术要求很高,业主和博特公司专家对纯镍管道的焊接十分重视,焊接质量检验全部采用瑞士标准。
纯镍管道的焊接是该项目施工关键。
2、工法特点2.1本工法采用手工钨极氩弧焊(TIG)焊接方法,不需要特殊焊接设备和工装,焊工操作简单,实用经济,技术先进,适用范围广。
2.2 通过采用大坡口角度、小钝边和大电流焊接工艺解决焊缝金属熔合不良和成形差问题。
2.3 避免镍管道和焊丝受到含硫物质污染是成功焊接纯镍管道的关键,本工法对镍材和焊丝的保管、运输和使用过程的清洁管理做出了规定。
2.4通过对坡口表面和焊丝清理,环境低于16℃时进行预热,消除或减少焊缝气孔。
2.5本工法适用于各类工程中纯镍管道现场焊接。
3、工艺原理3.1纯镍的理化性能分析3.1.1纯镍在常温时的晶体结构为面心立方晶格,其熔点及电阻率均低于碳素钢。
纯镍与低碳钢的物理性能比较见表1。
3.1.2镍的化学活性低,氧化初期生成的氧化膜能防止镍进一步氧化和腐蚀,高温时有良好的抗蚀性。
常用镍及镍合金焊接材料的选用
常用镍及镍合金焊接材料的选用镍是一种化学元素,具有很高的腐蚀抗性和热稳定性,因此广泛应用于航空航天、石油化工、化学工业等领域。
在这些领域中,镍及镍合金的焊接是常见的工艺。
在选择焊接材料时,需要考虑熔点、机械性能、化学成分等因素。
下面将介绍几种常用的镍及镍合金焊接材料及其选用原则。
1.纯镍(Ni201)焊丝:纯镍焊丝具有良好的耐腐蚀性和抗氧化性,适用于焊接镍、镍合金和其他耐腐蚀金属。
纯镍焊丝的熔点较低,易于焊接,但焊缝强度较低,不适用于高强度要求的焊接。
2.镍铬合金焊丝(ERNiCr):镍铬合金焊丝是常用的镍合金焊接材料,其主要成分为镍和铬,具有良好的耐腐蚀性和耐高温性能。
镍铬合金焊丝适用于焊接镍基合金、不锈钢、高温合金等,可用于制造耐腐蚀设备和高温结构。
3.镍钛合金焊丝(ERNiTi):镍钛合金焊丝主要由镍和钛组成,具有优异的耐腐蚀性和抗氧化性能。
镍钛合金焊丝适用于焊接含钛的镍合金,可用于制造耐高温和耐腐蚀的设备。
4. 镍基高温合金焊丝(ERNiCrMo):镍基高温合金焊丝适用于焊接镍基高温合金,如Inconel 625、Hastelloy等。
这些合金具有良好的耐高温和抗腐蚀性能,广泛应用于高温环境下的航空发动机、石油化工和核工业等领域。
选择焊接材料时,需根据具体应用条件进行考虑。
一般来说,应考虑以下几个方面:1.材料的化学成分:根据焊接材料与被焊材料的化学成分,确定焊接材料的选择范围。
要求焊接材料具有良好的相容性和匹配性。
2.强度要求:根据焊缝的要求强度,选择适当的焊接材料。
对于高强度要求的焊接,可以选择强度较高的镍铬合金焊丝或镍基高温合金焊丝。
3.抗腐蚀性能:根据焊接部件所处的环境条件,选择具有良好耐腐蚀性的焊接材料。
镍钛合金焊丝具有良好的耐腐蚀性能,适用于一些腐蚀性较强的环境。
4.焊接工艺:根据具体的焊接工艺要求,选择适合的焊接材料。
不同材料需要不同的焊接方法和设备,因此要选择相应的焊接材料。
镍及镍合金焊接操作工艺规范.2011.11.28.F
一. 制定镍及镍合金焊接规范的目的:氯碱化工制碱成套设备的开发、制造是我公司确定的重要增长极,也是我公司发展壮大的战略部署。
镍及镍合金焊接是氯碱化工制碱工艺流程主要耐蚀设备制作的关键工序之一,镍及镍合金焊接质量的好坏直接影响到该设备的使用寿命,因此它也是我公司成功进入制碱设备制造的核心技术之一。
为严格把握镍及镍合金的焊接质量特制订本规范。
二. 镍材焊接的特点及注意事项:因为镍具有单相组织,焊接时存在焊接热裂纹倾向、焊缝气孔、焊接接头的晶间腐蚀倾向等等。
1. 镍在高温中易于生成高度致密的保护膜,在多层焊接的结合面易产生裂纹缺陷,严重影响到材料焊接处的强度及耐蚀性,因此焊接时必须采用氩气保护焊。
在焊接面上应采用专门的保护罩防止氩气的扩散,提高氩气保护层的浓度;镍材间焊接时焊缝背后面也应有氩气保护,防止镍金属在高温时的氧化。
2.镍材的焊接最容易出现的缺陷为裂纹。
产生裂纹的主要元素为氧(O)、硫(S)、铅(Pb)等,它们易与镍形成低熔点的共晶体分布于晶界上。
在焊接时必须选用含氧、硫、铅低,且与母材耐蚀性相同的焊丝,同时注意坡口及中间焊缝表面的氧化层的清除工作。
3.镍材的焊接最容易出现的焊缝缺陷还有气孔。
焊丝、焊件表面上的水分、锈蚀、油污则是焊缝中形成氢气孔的主要来源。
因此镍的焊接必须注意焊缝表面的清洁以及焊丝、焊件的加热、保温和烘干。
4. 高温含硫气体能使镍材腐蚀和变脆。
焊接或热处理前,应彻底清除工件上的油污、油漆及润滑剂等一切含硫或含铅的污染物。
加热炉的气氛中应严格控制含硫量。
加热用煤气或天然气的含硫量应小于0.57g/m3(重庆气矿对天然气脱硫规定为小于0.29g/m3),燃料油的含硫量应小于0.5%,不得用焦炭或煤加热。
5. 焊接热循环的影响:在焊接的热作用下,焊缝和基本金属容易过热,造成晶粒粗大,使接头力学性能和耐腐蚀性能下降。
6.焊接热裂纹的产生:镍基合金具有高的焊接热裂敏感性,在弧坑易产生大口裂纹,焊缝可能产生宏观裂纹、微观裂纹或二者同时存在的裂纹。
镍的焊接技术
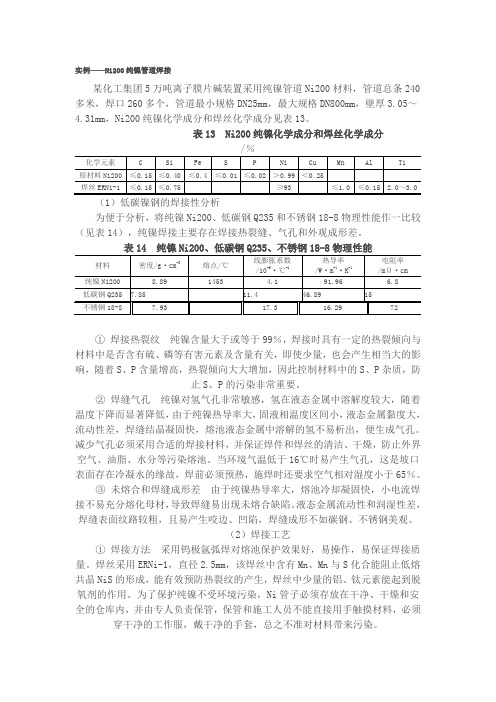
实例——Ni200纯镍管道焊接某化工集团5万吨离子膜片碱装置采用纯镍管道Ni200材料,管道总条240多米,焊口260多个,管道最小规格DN25mm,最大规格DN800mm,壁厚3.05~4.31mm,Ni200纯镍化学成分和焊丝化学成分见表13。
表13 Ni200纯镍化学成分和焊丝化学成分(1)低碳镍钢的焊接性分析为便于分析,将纯镍Ni200、低碳钢Q235和不锈钢18-8物理性能作一比较(见表14),纯镍焊接主要存在焊接热裂缝、气孔和外观成形差。
①焊接热裂纹纯镍含量大于或等于99%,焊接时具有一定的热裂倾向与材料中是否含有硫、磷等有害元素及含量有关,即使少量,也会产生相当大的影响,随着S、P含量增高,热裂倾向大大增加,因此控制材料中的S、P杂质,防止S、P的污染非常重要。
②焊缝气孔纯镍对氢气孔非常敏感,氢在液态金属中溶解度较大,随着温度下降而显著降低,由于纯镍热导率大,固液相温度区间小,液态金属黏度大,流动性差,焊缝结晶凝固快,熔池液态金属中溶解的氢不易析出,便生成气孔。
减少气孔必须采用合适的焊接材料,并保证焊件和焊丝的清洁、干燥,防止外界空气、油脂、水分等污染熔池。
当环境气温低于16℃时易产生气孔,这是坡口表面存在冷凝水的缘故,焊前必须预热,施焊时还要求空气相对湿度小于65%。
③未熔合和焊缝成形差由于纯镍热导率大,熔池冷却凝固快,小电流焊接不易充分熔化母材,导致焊缝易出现未熔合缺陷。
液态金属流动性和润湿性差,焊缝表面纹路较粗,且易产生咬边、凹陷,焊缝成形不如碳钢、不锈钢美观。
(2)焊接工艺①焊接方法采用钨极氩弧焊对熔池保护效果好,易操作,易保证焊接质量。
焊丝采用ERNi-1,直径2.5mm,该焊丝中含有Mn、Mn与S化合能阻止低熔共晶NiS的形成,能有效预防热裂纹的产生,焊丝中少量的铝、钛元素能起到脱氧剂的作用。
为了保护纯镍不受环境污染,Ni管子必须存放在干净、干燥和安全的仓库内,并由专人负责保管,保管和施工人员不能直接用手触摸材料,必须穿干净的工作服,戴干净的手套,总之不准对材料带来污染。
镍及镍合金的焊接工艺

镍及镍合金的焊接工艺一、常用镍及镍基合金及其分类镍及镍基合金具有特殊的物理、力学及耐腐蚀性能,镍基耐蚀合金在200~1090℃范围内能耐各种腐蚀介质的侵蚀,同时具有良好的高温和低温力学性能,尤其在一些苛刻腐蚀条件下是一般不锈钢所无法取代的优良材料。
在镍中添加铬、铜、铁、钼、铝、钛、铌、钨等元素后,通过固溶强化,不但可以改善纯镍的力学性能,而且可适应于各种腐蚀介质下侵蚀,并使之具有优良的耐腐蚀性。
镍基耐蚀合金根据其合金元素的含量和所占比例进行分类和命名,如Ni-Cu合金称为蒙乃尔合金;Ni-Cr-Fe合金中镍含量占优势,称因康镍合金,若铁含量高则称因康洛依合金;对于钼含量较高的Ni-Cr-Mo合金则多数称哈斯特洛依合金,也称海氏合金或哈氏合金。
二、镍及镍合金的焊接特点1、焊接热裂纹由于镍基合金为单相奥氏体组织,所以与不锈钢相比,具有高的焊接热裂纹敏感性,特别是焊缝易产生多边化晶间裂纹。
这种裂纹为微裂纹,焊后对焊缝进行着色检查时,短时间一般发现不了,但经过一段时间后,才会显露出来。
2、限制热输入采用高热输入焊接镍基耐蚀合金可能产生不利的影响。
在热影响区产生一定程度的退火和晶粒长大,高热输入可能产生过度的偏析、碳化物的沉淀或其他有害的冶金现象,易引起热裂纹或降低耐蚀性。
如果热输入过小,会加速焊缝的凝固结晶速度,更易形成多边晶界,在一定应力下有助于多边化裂纹的产生。
3、耐蚀性能对于大多数镍基耐蚀合金,焊后对耐蚀性能并没有多大影响。
通常选择填充材料的化学成分与母材接近。
但有些镍基合金焊接加热后对靠近焊缝的热影响区产生有害影响,如Ni-Mo合金通过焊后退火处理来恢复热影响区的耐蚀性,而对于大多数镍基合金不需要通过焊后热处理来恢复耐蚀性。
4、工艺特性(1)镍及镍基合金液态焊缝金属流动性差,不像钢焊缝金属那样容易润湿展开。
由于需要控制接头的焊缝金属,镍基耐蚀合金接头形式与钢不同,接头的坡口角度更大,以便使用摆动工艺。