焊剂的分类方法
助焊剂的成分

助焊剂的成分一、引言助焊剂是一种常用于电子制造和焊接过程中的辅助材料,能够提高焊接质量和效率。
助焊剂的成分对其性能起着至关重要的作用。
本文将详细介绍助焊剂的成分。
二、基础知识1. 助焊剂的定义助焊剂是一种添加到焊接表面或填充材料中以促进熔化和流动性的物质,可帮助保持清洁表面并预防氧化。
2. 助焊剂的分类根据使用场景和成分特点,助焊剂可以分为无铅、铅基、水溶性、油溶性等多种类型。
3. 助焊剂的作用助焊剂可以帮助清除氧化物并降低表面张力,从而使金属更容易熔化和流动。
同时,它们还能够吸收水分和其他杂质,并在熔池中产生保护气体,防止氧化。
三、无铅助焊剂1. 氧化锌氧化锌是一种常见的无铅助焊剂成分。
它具有良好的清洁性能和抗氧化性能,能够有效地降低表面张力并促进金属熔化和流动。
2. 氧化铜氧化铜是另一种常见的无铅助焊剂成分。
它具有良好的导电性和热传导性能,能够提高焊接质量和效率。
3. 氮化硼氮化硼是一种高温稳定的无铅助焊剂成分。
它具有良好的清洁性能和抗氧化性能,可以防止金属表面产生氧化物,并提高熔池的稳定性。
四、铅基助焊剂1. 钎料钎料是一种常见的铅基助焊剂成分。
它通常由铜、锌、镍等金属合金组成,具有良好的导电性和热传导性能,可以提高焊接质量和效率。
2. 钴钴是另一种常见的铅基助焊剂成分。
它具有良好的耐腐蚀性和高温稳定性,可以防止金属表面产生氧化物,并提高熔池的稳定性。
3. 银银是一种常见的高温稳定性铅基助焊剂成分。
它具有良好的导电性和热传导性能,可以提高焊接质量和效率。
五、水溶性助焊剂1. 氯化锌氯化锌是一种常见的水溶性助焊剂成分。
它具有良好的清洁性能和抗氧化性能,可以降低表面张力并促进金属熔化和流动。
2. 氯化铵氯化铵是另一种常见的水溶性助焊剂成分。
它具有良好的清洁性能和抗氧化性能,可以防止金属表面产生氧化物,并提高熔池的稳定性。
3. 红磷酸铵红磷酸铵是一种高温稳定的水溶性助焊剂成分。
它具有良好的清洁性能和抗氧化性能,可以防止金属表面产生氧化物,并提高熔池的稳定性。
埋弧焊焊丝焊剂选配
牌号
渣系类别
碱度
主要成分(质量分数)(%)
配用焊丝
用途
使用电
源种类
SiO2+TiO2
CaO+MgO
Al2O3+MnO
CaF2
S
P
SJ101
氟碱
1.8
25
30
25
2.0
≤0.06
≤0.08
H08MnA,H08MnMoA
H08Mn2MoA,H10Mn2
多层焊、多丝焊、
—
6~9
—
≤1.0
1.5~3.0
≤0.05
≤0.08
—
镍基合金(薄板)
Ni基焊丝
交直流
HJ150
无锰中硅中氟
2~123
25~33
3~7
9~13
28~32
—
≤1.0
3
≤0.08
≤0.08
—
轧锟堆焊
2Cr13
直流
HJ172
无锰低硅高氟
3~6
45~55
2~5
—
28~35
1~2
≤0.8
3
≤0.05
≤0.05
H08MnA,H10Mn2
交直流
HJ250
低锰中硅中氟
18~22
23~30
4~8
12~16
18~23
5~8
≤1.5
3
≤0.05
≤0.05
—
低合金高强度钢
相应钢种焊丝
直流
HJ251
低锰中硅中氟
18~22
23~30
3~6
14~17
GB 5293-1999(T) 埋弧焊用碳钢焊丝和焊剂讲解

GB/T 5293-1999埋弧焊用碳钢焊丝和焊剂国家质量技术监督局1999-09-03批准2000-03-01实施前言本标准是根据ANSI/AWSA5.17—89《碳钢埋弧焊丝及焊剂规程》,对GB/T 5293—1985《碳素钢埋弧焊用焊剂》进行修订的,在技术内容上与该规程等效。
根据ANSI/AWSA5.17规程对GB/T 5293—1985进行修订时,保留了GB/T 5293—1985中适合我国焊剂技术要求的内容,并第一次将焊丝和焊剂编写在一个标准中,供使用单位更加全面地理解焊丝、焊剂与熔敷金属力学性能的关系。
从而使本标准在技术内容上更加严格。
本标准从实施之日起,代替GB/T 5293—1985。
本标准的附录A、附录B均是提示的附录。
本标准由国家机械工业局提出。
本标准由全国焊接标准化技术委员会归口。
本标准起草单位:哈尔滨焊接研究所、锦州天鹅焊材(集团)股份有限公司、上海焊条熔剂厂。
本标准起草人:何少卿、温安然、李春范、季龙霞。
1 范围本标准规定了埋弧焊用碳钢焊丝和焊剂的型号分类、技术要求、试验方法及检验规则等内容。
本标准适用于埋弧焊用碳钢焊丝和焊剂。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T 700—1988 碳素结构钢GB/T 1591—1994 低合金高强度结构钢GB/T 2650—1989 焊接接头冲击试验方法GB/T 2652—1989 焊缝及熔敷金属拉伸试验方法GB/T 3323—1987 钢熔化焊对接接头射线照相和质量分级GB/T 3429—1994 焊接用钢盘条GB/T 12470—1990 低合金钢埋弧焊用焊剂GB/T 14957—1994 熔化焊用钢丝JB/T 7948.8—1999 熔炼焊剂化学分析方法钼蓝光度法测定磷量JB/T 7948.11—1999 熔炼焊剂化学分析方法燃烧-碘量法测定硫量3 型号分类3.1 型号分类根据焊丝-焊剂组合的熔敷金属力学性能、热处理状态进行划分。
助焊剂的组成与应用

助焊剂的功能
助焊剂(FLUX)这个字来源于拉丁文“流动”(Flow in soldering)的意思,但在此它的作用不只是帮助流 动,还有其他功能。 助焊剂的主要功能有: 1、清除焊接金属表面的氧化膜; 2、在焊接物表面形成一液态的保护膜隔绝高温时四周 的空气,防止金属表面的再氧化 3、降低焊锡的表面张力,增加其扩散能力; 4、焊接的瞬间,可以让熔融状的焊锡取代,顺利完成 焊接。
Slide 19
助焊剂的特性
• 2、热稳定性(Thermal Stability) 当助焊剂在去除氧化物反应的同时,必须还要形成一 个保护膜,防止被焊物表面再度氧化,直到接触焊锡 为止。所以助焊剂必须能承受高温,在焊锡作业的温 度下不会分解或蒸发,如果分解则会形成溶剂不溶 物,难以用溶剂清洗,W/W级的纯松香在280℃左右 会分解,此应特别注意。 • 3、助焊剂在不同温度下的活性 好的助焊剂不只是要求热稳定性,在不同温度下的活 性亦应考虑。
Slide 3
树脂型助焊剂
然而电子品之量产焊接制程,只靠松脂酸是不够的, 还需另行加入其它活性剂才行。故在IPC 与EIA 所共 拟的ANSI/J-STD-004 中,均将松香型助焊剂再划分如 下三种类型:
Slide 4
松香型助焊剂分类
(1) R Type---表示仅只采用天然松脂所提炼的松香(Rosin) ,最多只加一些溶剂 调薄而已(如异丙醇Isopropyl Alcohol)。此种较安全而不致带来后 续烦恼的助焊剂,却也因活性不够而只能用于一些精密敏感的高价 产品上,事后可以不必清洗。但却无法用于大批量的一般产品生产 中。
Slide 17
助焊剂的特性
• 1、化学活性(Chemical Activity) 要达到一个好的焊点,被焊物必须要有一个完全无氧 化层的表面,但金属一旦曝露于空气中会生成氧化 层,这种氧化层无法用传统溶剂清洗,此时必须依赖 助焊剂与氧化层起化学作用,当助焊剂清除氧化层之 后,干净的被焊物表面,才可与焊锡结合。 助焊剂与氧化物的化学放映有几种: 1、相互化学作用形成第三种物质; 2、氧化物直接被助焊剂剥离; 3、上述两种反应并存。
助焊剂与焊锡方法
四、助焊剂的分类: 助焊剂的分类:
JAN 05, 2009
6
助焊剂基本上可分为三大类-即松香助焊剂、 助焊剂基本上可分为三大类-即松香助焊剂、有机水 溶助焊剂、 溶助焊剂、无机助焊剂 松香助焊剂又可分为四组: 松香助焊剂又可分为四组: 1、纯松香助焊剂 (Type R) -Non-Activated Rosin 、 不含化学活性剂, 不含化学活性剂,因此焊后留下的余渣对高度敏感性电 子组合无不良影响,同时并不会导致电路漏电或发锈。 子组合无不良影响,同时并不会导致电路漏电或发锈。 但对有轻微氧化的金属表面则上焊会很不理想。 但对有轻微氧化的金属表面则上焊会很不理想。 2、轻微活化松香助焊剂 (Type RMA) – Mildly Activated 、 Type Rosin 此助焊剂是松香与有机活性剂混合而成, 此助焊剂是松香与有机活性剂混合而成,配方性质温和 而上焊效果理想, 而上焊效果理想,焊后余渣不含腐蚀性及极微荷电现 象。普遍用在商业产品方面,不清洗亦能使零件经久 普遍用在商业产品方面, 耐用。 耐用。
JAN 05, 2009
9
Thank you!
JAN 05, 2009
10
JAN 05, 2009
2
焊材状态图举例-锡铅合金状态图
350℃ 327 300 液体 (LIQUID RANGE) 液相线 (L态 (PASTY RANGE) 200 183.3 150 共晶点 (EUTECTIC) 100 固体 (SOLID RANGE) 50 SN 0% 10 20 30 40 50 60 63 70 80 90 固体 (SOLID RANGE) 183.3℃ ℃ B SN 19.75% 固相线 ( SOLIDUS) SN 63% SN 97.5% C 液相线 (LIQUIDUS)
焊接材料基本知识
一、焊剂的分类
焊剂有许多分类方法。如按焊剂的
用途和制造方法分类;按焊剂的化 学成分、化学性质、颗粒结构等进 行分类。现将焊剂的分类方法如图 2-5所示。
(一) 按焊剂用途分类
根据被焊材料 可分为钢用焊剂和 有色金属用焊剂。钢用焊剂可分为碳 钢、合金结构钢及高合金用焊剂。 2. 根据焊接工艺方法 可分为埋弧焊 焊剂和电渣焊焊剂。
焊条是涂有药皮的供手弧焊用的熔化电极, 它由药皮和焊芯两部分组成。焊条药皮是压 涂在焊芯表面上的涂料层。焊芯是焊条中被 药皮包覆的金属芯。根据焊条药皮与焊芯的 重量比即药皮重量系数Kb,可以分为厚皮焊 条(Kb=30%~50%)和薄皮焊条(Kb=l%~2%) 两大类。由于目前在工业生产中广泛使用的 是厚皮焊条,所以这里只讨论这一类焊条。
“HJ”表示埋弧焊用焊剂,是“焊剂”二字汉语拼音的第一个字母。 第一位数字X1:表示焊缝金属的抗拉强度等拉伸力学性能,如表2-15所示。
第二位数字X2:表示拉伸试样和冲击试样的 状态。0—表示焊态;1—表示焊后热处理状 态。其焊后热处理的参数是:装炉时炉温不 得高于300℃,升温速度不得大于220 ℃/h, 62015℃保温1h,炉冷至300℃,炉冷速度 不得大于175℃/h;在300℃以下时,炉冷或 空冷均可。 第三位数字X3:焊缝金属冲击吸收功不小于 27J时的最低试验温度,如表2-16所示。 尾部的“HXXX”表示焊接试板时与焊剂匹配 的焊丝牌号,按GBl300-77《焊接用钢丝》 的规定选用。
E
4 3
1
5 表示焊条药皮为低氢钠型, 并可采用直流反接焊接 表示焊条适用于全位置焊接 表示熔敷金属抗拉强度的最小 2 值(以 kgf/mm 计) 表示焊条
国家标准GB5117-85所规定
焊丝焊剂的选择

合
H08 Mn2SiA ≤0.11 1.80~2.10 0.65~0.95
金
H10 MnSi
≤0.14 0.80~1.10 0.60~0.90
结
H10 MnSiMo ≤0.14 0.90~1.20 0.70~1.10
构
H10 MnSiMoTiA 0.08~0.12 1.00~1.30 0.40~0.70
构 H08 MnA
≤0.10 0.80~1.10 ≤0.07
钢
H15A
0.11~0.18 0.35~0.65 ≤0.03
H15 Mn 0.11~0.18 0.80~1.10 ≤0.07
H10 Mn2
≤0.12 1.50~1.90 ≤0.07
H08 Mn2Si ≤0.11 1.70~2.10 0.65~0.95
H08 Mn2MoVA 0.06~0.11 1.60~1.90 ≤0.25
H10 Mn2MoVA 0.08~0.13 1.70~2.00 ≤0.40
H08CrMoA
≤0.10 0.40~0.70 0.15~0.35
H13CrMoA 0.11~0.16 0.40~0.70 0.15~0.35
H18CrMoA 0.15~0.22 0.40~0.70 0.15~0.35
≤0.08 ≤0.60 1.00~2.50 ≤0.30 ≤0.20 20.00~22.50 25.00~28.00
≤0.08 ≤0.60 1.00~2.50 ≤0.30 ≤0.20 11.00~14.00 18.00~20.00
≤0.03 ≤0.60 1.00~2.50 ≤0.30 ≤0.20 11.00~14.00 18.00~20.00
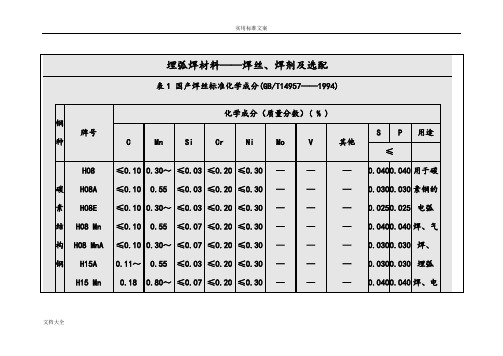
成分。 表 1 国产焊丝标准化学成分(GB/T14957——1994)[19]
埋弧焊焊丝焊剂选配

交直流
HJ430
高锰高硅低氟
38~45
5~9
≤6
—
≤5
38~47
≤1.8
—
≤0.10
≤0.10
—
重要低碳钢与低合钢
H08A,H08MnA
交直流
HJ431
高锰高硅低氟
40~44
3~6.5
≤5.5
5~5.7
≤4
34.5~38
≤1.8
—
≤0.10
≤0.10
—
重要低碳钢与低合钢
H08A,H08MnA
≤0.05
—
低碳钢、低合钢
H08MnA,H10Mn2
交直流
HJ250
低锰中硅中氟
18~22
23~30
4~8
12~16
18~23
5~8
≤1.5
3
≤0.05
≤0.05
—
低合金高强度钢
相应钢种焊丝
直流
HJ251
低锰中硅中氟
18~Hale Waihona Puke 223~303~6
14~17
18~23
7~10
≤1.0
—
≤0.08
≤0.05
H08A
耐磨堆焊
SJ501
铝钛
0.5~0.8
25~40
45~60
≤10
—
≤0.06
≤0.08
H08A,H08MnA,H08MnMoA
多丝高速焊
SJ502
< 1
45
30
10
5
H08A
薄板较高速焊
SJ503
0.7~0.9
25~35
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
在ASME中将埋弧焊焊剂类型分为活性焊剂和中性焊剂,而
且焊剂类型还是重要变素。请教下如何来判断一个焊剂是属于活
性焊剂还是中性焊剂?比如一些常用的HJ431,SJ101是属于什
么? 发表于: 2008-12-11
焊剂的分类方法很多,有按照用途、制造方法、化学成分、焊接冶金性能
等分类,也有按照焊剂的酸碱度、焊剂的颗粒度分类。无论哪一种分类方法,都
只是从某一方面反映焊剂的特性,不能包含焊剂的所有特点。常用的分类方法有
以下两种:
一、按照焊剂中添加脱氧剂、合金剂分类,可分为中性焊剂、活性焊剂和合金焊
剂,也是ASME标准里国外常用的分类方法。
1、中性焊剂 中性焊剂是指在焊接后,熔敷金属化学成分与焊丝化学成分
不产生明显变化的焊剂,中性焊剂用于多道焊,特别适用于焊接厚度大于25mm
的母材。中性焊剂有以下特点:
a、焊剂里基本不含SiO2、MnO、FeO等氧化物。
b、焊剂对焊缝金属基本没有氧化作用。
c、焊接氧化严重的母材时,会产生气孔和焊道裂纹。
2、活性焊剂 活性焊剂指加入少量的Mn、Si脱氧剂的焊剂。能提高抗气孔
能力和抗裂纹能力。活性焊剂有以下特点:
a、由于含有脱氧剂,熔敷金属中Mn、Si将随电弧电压的变化而变化。由于Mn、
Si增加将提高熔敷金属的强度、降低冲击韧性。因此,多道焊时,应严格控制
电弧电压。
b、活性焊剂具有较强的抗气孔能力。
3、合金焊剂 合金焊剂中添加较多的合金成分,用于过渡合金元素,多数
合金焊剂为烧结焊剂。合金焊剂主要用于低合金钢和耐磨堆焊的焊接。
4、熔炼焊剂 熔炼焊剂是将各种矿物的原料按照给定的比例混合后,加热
到1300 度以上,熔化搅拌均匀后出炉,再在水中急冷以使粒化。再经过烘干、
粉碎、过筛、包装使用。国产熔炼焊剂牌号采用“HJ"表示,其后面第一位数字
表示MnO的含量,第二位数字表示SiO2和CaF2的含量,第三位数字表示同一类
型焊剂的不同牌号。
5、烧结焊剂 按照给定的比例配料后进行干混合,然后加入黏结剂(水玻
璃)进行湿混合,然后造粒,再送入干燥炉固化、干燥,最后经500度左右烧结
而成。国产烧结焊剂的牌号用“SJ”表示,其后的第一位数字表示渣系,第二位
和第三位数字表示同一渣系焊剂的不同牌号。
焊剂在埋弧焊中的主要作用
焊剂在埋弧焊中的主要作用就是造渣,以隔绝空气并控制焊缝金属的化学成
分,保证焊缝金属的力学性能,防止气孔,裂纹和夹渣等缺陷的产生。根据焊接
工艺的需要,还要求焊剂具有良好的稳弧性能,形成的熔渣具有合适的密度、粘
度。熔点。颗粒度和透气性,以保证焊缝获得良好的成型,最后熔渣凝固形成的
渣壳具有良好的脱渣性能。
我国目前主要是按制造方法和化学成分分类,按制造方法可将焊剂分为熔炼
焊剂、烧结焊剂和粘结焊剂。熔炼焊剂就是按配方将原料干混入炉熔炼,然后经
过水冷粒化、烘干。筛选包装成品;烧结焊剂和粘结焊剂都属于非熔炼焊剂,都
是将原料粉按配方湿混,再经烘干、粉碎、筛选变成品。所不同的是烧结焊剂是
在400-1000度温度下烘干而成(烧结而成);而粘结焊剂是在350-400度温
度下烘干而成。
熔炼焊剂的特点是:成分均匀、颗粒强度高、吸水性小、易储存,目前是国
内应用最多的焊剂。缺点是:焊剂中无法加入脱氧剂和铁合金,因为熔炼过程中
烧损十分严重。
烧结焊剂的特点是:因每有高温熔炼过程,焊剂中可以加入脱氧剂和铁合
金,向焊缝过渡大量合金成分,补充焊丝中合金元素的烧损,常用来焊接高合金
钢或进行堆焊。另外,烧结焊剂脱渣性能好,所以大厚度焊件窄间隙埋弧焊时均
用烧结焊剂。
焊剂的主要用途
(1) 高硅型熔炼焊剂
根据含MnO量的不同,高硅焊剂又可分为:高锰高硅焊剂、中锰高硅焊剂、低锰高
硅焊剂和无锰高硅焊剂等四种。由于Si02含量高(>30%),可通过焊剂向焊缝中过渡硅,
其中含MnO高的焊剂有向焊缝金属过渡锰的作用。当焊剂中的SiO2和MnO含量加大时,
硅、锰的过渡量增加。硅的过渡与焊丝的含硅量有关。当焊剂中含MnO<10%(含SiO2
为42~48%)时,锰会烧损。当MnO从l0%增加到25~35%时,锰的过渡量显著增大。但当
MnO>(25~30)%后,再增加的MnO对锰的过渡影响不大。锰的过渡量不但与焊剂中Si02
含量有关,而且与焊丝的含锰量也有很大关系。焊丝含锰量越低,通过焊剂过渡锰的
效果越好。因此,要根据高硅焊剂含MnO量的多少选择不同含锰量的焊丝
(2) 中硅型熔炼焊剂
由于这类焊剂含酸性氧化物Si02数量较低,而碱性氧化物CaO或MgO数量较多,故碱
度较高。大多数中硅焊剂属弱氧化性焊剂,焊缝金属含氧量较低,因而韧性较高。这
类焊剂配合适当焊丝可焊接合金结构钢。为了减少焊缝金属的含氢量,以提高焊缝金
属的抗冷裂的能力,可在这类焊剂中加入一定数量的FeO。这样的焊剂成为中硅氧化性
焊剂,是焊接高强钢的一种新型焊剂。
(3)低硅型熔炼焊剂
由CaO、Al2O3、MgO、CaF2等组成。这种焊剂对焊缝金属基本上没有氧化作用,
配合相应焊丝可焊接高合金钢,如不锈钢、热强钢等。
(4)氟碱型烧结焊剂
这是一种碱性焊剂。可交、直流两用,直流焊时焊丝接正极。最大焊接电流可
达1200A。所焊焊缝金属具有较高的低温冲击韧性。配合适当焊丝,可焊接多种低合金
结构钢,用于重要的焊接产品,如锅炉压力容器、管道等。可用于多丝埋弧焊,特别
适用于大直径容器的双面单道焊。
(5)硅钙型烧结焊剂
这是一种中性焊剂。可交、直流两用,直流焊时焊丝接正极。最大焊接电流可
达1200A。配合适当焊丝,可焊接普通结构钢、锅炉用钢、管线用钢等。可用于多丝快
速焊,特别适于双面单道焊。由于是“短渣”,也可焊接小直径管线。
(6)硅锰型烧结焊剂
这种焊剂是酸性焊剂,可交、直流两用,直流焊时焊丝接正极。配合适当焊丝
可焊接低碳钢及某些低合金钢,用于机车车辆、矿山机械等金属结构的焊接。
(7)铝钛型烧结焊剂(SJ501)
这是一种酸性焊剂,可交、直流两用,直流焊时焊丝接正极。最大焊接电流可
达1200A。焊剂具有较强的抗气孔能力,对少量的铁锈膜及高温氧化膜不敏感。配合适
当焊丝可焊接低碳钢及某些低合金钢结构,如锅炉、船舶、压力容器等。可用于多丝
快速焊,特别适于双面单道