无损检测(UT)工艺规程
无损检测通用工艺规程

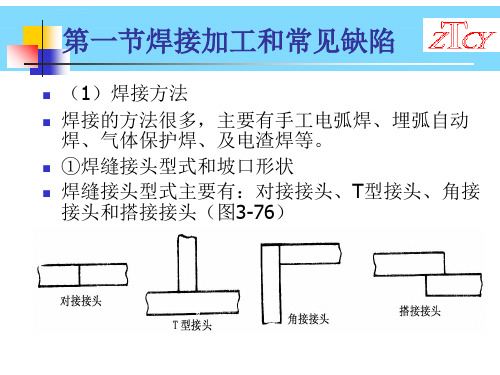
无损检测通用工艺规程编制审核批准钢制压力容器对接接头射线检测规程1.主题内容与适用范围本规程规定了钢制压力容器对接接头射线检测人员应具有的资格,所用设备器材,检测工艺和质量分级等。
本规程依据JB/要求编写。
适用于公称厚度T为2-40mm钢制压力容器对接接头X射线AB级检测技术,知足《固定式压力容器安全技术监察规程》、GB150和GB151等标准规范要求。
检测工艺是本规程的补充,由Ⅱ级人员按合同要求及本规程编制,其参数规定得更具体。
2.规范性引用文件下列标准包括的条文,通过在本规程中引用而组本钱规程条文,在规程出版时,所有版本均为有效。
所有标准都会被修订,利用本规程的各方应探讨利用例标准最新版本的可能性。
TSGR0004-2009《固定式压力容器安全技术监察规程》GB150-2011《钢制压力容器》GB151-1999《管壳式换热器》JB/承压设备无损检测第一部份:通用要求JB/承压设备无损检测第二部份:射线检测JB/T7902-1999线型像质计HB7684-2000射线照相用线型像质计GB11533-1989标准对数视力表JB/T7903-1999工业射线照相底片观片灯GB/无损检测工业射线照相胶片第1部份:工业射线胶片系统的分类GB16357-1996工业X射线探伤放射卫生防护标准3.检测人员检测人员必需通过技术培训,按《特种设备无损检测人员考核与监督管理规则》取得与其工作相适应的资格证书,并负相应的技术责任。
从事射线检测人员上岗前应进行辐射安全知识的培训,并取得放射人员工作证。
评片人员的视力应每一年检查一次,要求距离400mm能读出的一组印刷片字母。
4.辐射防护所有产品原则上一概进入探伤室检测,检测人员应佩带个人剂量计并携带剂量报警仪。
如有特殊情况,确需要在现场检测的,应按GB16357的规定划定控制区和管理区,设置警告标记。
5.设备、器材和材料现利用设备见表1-1表1-1透照不同厚度的钢制压力容器时,允许利用的最高管电压应控制在图1-1曲线的范围内。
第9章焊缝UT无损检测超声波II级ppt课件
分贝曲线
线
在日常生活中,随处都可以看到浪费 粮食的 现象。 也许你 并未意 识到自 己在浪 费,也 许你认 为浪费 这一点 点算不 了什么
表19 距离-波幅曲线的灵敏度
试块型式 CSK-ⅡA
CSK-ⅢA
板厚,mm
6~46 >46~120
8~15 >15~46 >46~120
评定线
φ2×40-18dB φ2×40-14dB φ1×6-12dB φ1×6-9dB φ1×6-6dB
在日常生活中,随处都可以看到浪费 粮食的 现象。 也许你 并未意 识到自 己在浪 费,也 许你认 为浪费 这一点 点算不 了什么
C级检测: 焊缝余高磨平,扫查区需直探头扫查 T=8~46mm, 2种K值单面检测(K1) T>46~400mm,2种K值双面检测, 需要进行横向缺陷检测
在日常生活中,随处都可以看到浪费 粮食的 现象。 也许你 并未意 识到自 己在浪 费,也 许你认 为浪费 这一点 点算不 了什么
两种K值探头采用直射波法在焊接接头的双面双
侧进行检测。两种探头的折射角相差应不小于 10°。
在日常生活中,随处都可以看到浪费 粮食的 现象。 也许你 并未意 识到自 己在浪 费,也 许你认 为浪费 这一点 点算不 了什么
d) 应进行横向缺陷的检测。检测时,可在焊接接 头两侧边缘使探头与焊接接头中心线成10°~ 20°作两个方向的斜平行扫查,见图12。如焊接 接头余高磨平,探头应在焊接接头及热影响区上 作两个方向的平行扫查。
dB
60
III
50
II
40
I
30
20
dB 2.5PK2
60
50
III
RL
II
UT超声波检测系列之超声波探伤工艺细则

附录B 超声波探伤工艺细则1目的该项工艺细则,对压力容器产品的超声波探伤实施有效控制。
2适用范围本规程适用于原材料板材及管材的探伤,并且也适用于加工产品锻件、铸件、焊接件的探伤。
3按波形分类1)纵波法使用直探头发射纵波进行探伤的方法,称为纵波法。
此法常将波束垂直入射至试件探测面,以不变的波形和方向透入试件,所以又称垂直法。
垂直法主要用于铸造、锻压、轧材及其制品的探伤。
2)横波法将纵波通过楔块、水等介质倾斜入射至试件探射面,利用波形转换得到横波进行探伤的方法,称为横波法。
此方法主要适用于管材及焊缝的探伤。
3)表面波法使用表面波进行探伤的方法,称为表面波法。
这种方法主要用于表面光滑的试件。
4)板波法使用板波法进行探伤的方法,主要用于薄板、薄壁管等形状简单的试件探伤。
4按探头数目分类1)单探头法使用一个探头兼作发射和接收超声波的探伤方法称为单探头法。
单探头法操作方便,大多数缺陷可以检出。
2)双探头法使用两个探头进行探伤的方法称为双探头法。
一个发射,一个接收。
主要是为发现单探头法难以检出的缺陷。
5探头的选择1)直探头直探头只能发射和接收纵波,波束轴线垂直于探测面。
主要用于探测与探测面平行的缺陷,如锻件、钢板中的夹层、折叠等缺陷。
2)斜探头(横波)斜探头是通过波形转换来实现横波探伤的,主要用于探测与探测面垂直或成一定角度的缺陷。
如焊缝中的未焊透、夹渣及未融合等缺陷。
3)表面波探头与双晶(分割)探头表面波探头用于探测工件表面缺陷;双晶探头用于探测工件近表面缺陷;聚焦探头用于水浸探测管材或板材。
6耦合剂超声偶合是指超声波在探测面上的声强透射率。
为了提高耦合效果,在探头与工件表面之间施加的一层透声介质称为耦合剂。
超声波探伤中常用耦合剂有机油、变压器油、甘油、水、水玻璃等。
更多资料:无损检测招聘网 中国无损检测论坛 中国焊接论坛 说明:本《超声波检测工艺规程》由检验处探伤室起草,并负责对其内容进行解释。
无损检测 UT
d
p
P0 d s r
板波
对称型
非对 称型
振动方向平行传 播方向
振动方向垂直传 播方向
质点做椭圆运动,长轴 垂直传播方向、短轴平
行传播方向
上下表面:椭圆运动, 中心:纵向振动
上下表面:椭圆运动, 中心:横向振动
固液气
固
固体表面,且固体 厚度远大于波长
固体介质 (厚度为几个波
长的薄板)
钢板、锻件等
焊缝、钢管等
钢管等
薄板、薄壁钢管 (一般δ<6mm)
cS 2
式中: cL1,cS1 第一种介质中的纵波、横波波速;
cL,2 cS 2 第二种介质中的纵波、横波波速;
L,
' L
纵波入射角、反射角;
L, S 纵波、横波折射角;
' S
横波反射角。
由于在同一种介质中纵波波速不变,因此
' L
。又由于在同一种介质
L
中纵波波速大于横波波速,因此
' L
' S
,
L
S。
lg I2
I1
1
实际应用上贝尔这个单位太大,通常取其 10 ,即分贝(dB)来作单位,
即:
1 lg I2 20 lg P2 20 lg H2
10 I1
P1
H1
一般在超声检测中,检测仪的垂直线性较好时,仪器显示屏上波高H与声 压P成正比,因而有以上等式。
超声波的反射、折射和透射
如下图所示,当超声波入射到两种介质的分界面时,除产生
等
二、波的叠加、干涉和衍射
1、才对能于形两成端驻固波定。的这弦就线是,超只声有探当头弦中线压长电度晶等片于(半波波源长)的12 设的计整依数据倍,时即, 晶片厚度一般为 1 。
RT、UT、MT、PT无损探伤焊缝检测

RT、UT、MT、PT这四项是国家质检总局举办特种设备无损检测人员考核的四项内容,该名词的使用是根据使用的检测方法不同采用国际上行业通行标准简写,依次含义为:射线无损检测、超声波无损检测、磁粉无损检测、渗透无损检测;主要使用对压力容器金属材料的无损检测。
无损检测人员的级别分为:Ⅰ级(初级)、Ⅱx级(中级)、Ⅲ级(高级)。
从事特种设备无损检测工作的人员应当按本规则进行考核,取得国家质量监督检验检疫总局(以下称国家质检总局)统一颁发的证件,方可从事相应方法的特种设备无损检测工作。
无损检测人员报考申请分为取证考核(初试)申请和换证考核(复试)申请。
初试申请的人员应当同时满足以下条件:(一)年龄在18周岁以上,60周岁以下,身体健康;(二)双眼矫正视力和颜色分辨能力满足所申请无损检测工作的要求;(三)报考Ⅰ级应当具有初中(含)以上学历;报考Ⅱ级应当具有高中(含)以上学历,持无损检测专业大专(含)以上或理工科本科(含)以上学历可直接报考Ⅱ级。
无损检测初试、复试考核合格人员,将获得《特种设备检验检测人员证》,证件由国家质检总局统一制发。
证件有效期4年,实行全国统一编号。
如附件中图例。
特种设备无损检测持证人员不得同时在2个以上单位中执业,且只能从事与其证书所注明的方法与级别相适应的无损检测工作,其中:Ⅰ级人员可在Ⅱ、Ⅲ级人员指导下进行无损检测操作,记录检测数据,整理检测资料。
Ⅱ级人员可编制一般的无损检测程序,按照无损检测工艺规程或在Ⅲ级人员指导下编写工艺卡,并按无损检测工艺独立进行检测操作,评定检测结果,签发检测报告。
Ⅲ级人员可根据标准编制无损检测工艺,审核或签发检测报告,协调Ⅱ级人员对检测结论的技术争议。
过去用切开、剖开、打磨等方法检测,叫做有损探伤,对工件有破坏,不能再用。
现在用无损方法检测,不影响工件使用。
检测没有所谓先后,它是随着加工工序进行的。
没有理由飞机制造完成后做探伤,那不经检测就可以告诉你不合格!就是说,每个过程都要有检测。
ut无损探伤常识

ut无损探伤常识
UT是超声检测(Ultrasonic Testing)的缩写,是五大常规无损检测技术之一。
其原理是通过发送超声波进入材料,根据回波来评估材料内部结构和缺陷。
以下是UT无损探伤的部分常识:
- 适用范围:适用于金属、非金属和复合材料等多种制件,如原材料、零部件检测,对接焊接接头检测。
- 优点:穿透能力强,可对较大厚度范围内的工件内部缺陷进行检测;缺陷定位较准确;对面积型缺陷的检出率较高。
- 缺点:对缺陷的形状和取向有一定的依赖性,对检测人员的技术水平要求较高,检测结果容易受到操作人员的影响。
- 应用场景:用于检测材料中的焊缝、腐蚀、夹层等内部缺陷。
无损检测RT、UT、MT、PT
RT(Radiographic testing射线检测)、UT(Ultrasonic testing 超声波检测)、MT(Magnetic particle testing 磁粉检测)、PT(Penetrant flaw testing渗透检测)四种常规无损检测方法过去用切开、剖开、打磨等方法检测,叫做有损探伤,对工件有破坏,不能再用。
现在用无损方法检测,不影响工件使用。
检测没有所谓先后,它是随着加工工序进行的。
没有理由飞机制造完成后做探伤,那不经检测就可以告诉你不合格!就是说,每个过程都要有检测。
注意:检测不可能是逐个进行,那样成本太高,也不现实(时间要求、费用要求、人力要求、检测设备数量、作业空间都有限制)。
大规模生产时,零部件是采取抽检方式进行的,有专用的是科学方法。
不过,关键件、重要件要逐个检查,例如“神七”全部部件。
一般检测的金属工件分为:铸造锻压件、机加工件、钣金件、焊接件等。
这四种方法(严格讲是五种,还有声发射ET)中最常用的是UT和PT,原因是比较方便,但只适合局部检查。
全面检测最理想的设备当然是RT,但费用较高,现在已经能够在计算机屏幕上可视进行(过去只能拍摄胶片),检测结果可制成录像文件。
对于大型的铸件、锻压件只能用RT,UT超不动!当然,在流水线上作业是另外一回事,可以逐步进行、逐一检查,可以用任何可能的方式,因为摊在每个产品上的费用小到可以忽略的程度,多昂贵的装置都无所谓。
无损检测(无损探伤)nondestryctive testing(NDT)就是对焊接加工件进行非破坏性检验和测量。
1 渗透检验penetrant festing(PT)通过施加渗透剂,用洗净剂去除多余部分,如有必要,施加显像剂以得到零件上开口于表面的某些缺陷的指示。
2 磁粉检验maganetic particle testing(MT)利用漏磁和合适的检验介质发现试件表面和近表面的不连续性的无损检测方法。
中小锻件UT检测技术介绍
摸锻件的变形流线是与外表平行的, 摸锻件的变形流线是与外表平行的,检测 时要尽量使声束与外表面垂直, 时要尽量使声束与外表面垂直,采用水浸法比较 容易实现。 容易实现。 锻件的探伤需对表面和外形加工具有光滑 的表面,满足入射面的要求,以提高灵敏度。 的表面,满足入射面的要求,以提高灵敏度。 水浸法对工件表面的要求低与接触法。 水浸法对工件表面的要求低与接触法。
探测条件的选择 4.试块选择 4.试块选择 锻件探伤中,要根据探头和探测面的情况选择试块。 锻件探伤中,要根据探头和探测面的情况选择试块。 探测厚度>3N底面与探测面平行时可采用计算法确定基准灵敏度 底面与探测面平行时可采用计算法确定基准灵敏度。 探测厚度>3N底面与探测面平行时可采用计算法确定基准灵敏度。 探测厚度<3N需采用标准试块确定基准灵敏度 需采用标准试块确定基准灵敏度。 探测厚度<3N需采用标准试块确定基准灵敏度。 采用单晶直探头探测时调节探伤灵敏度和对缺陷定量时用CS 试块; CS采用单晶直探头探测时调节探伤灵敏度和对缺陷定量时用CS-Ⅰ试块; 工件小于45mm采用双晶直探头时调节探伤灵敏度和对缺陷定量时用CS 45mm采用双晶直探头时调节探伤灵敏度和对缺陷定量时用CS- 工件小于45mm采用双晶直探头时调节探伤灵敏度和对缺陷定量时用CS-Ⅱ 试块。 试块。 47304.2.3对试块CS对试块CS CS- 的要求: 4730-2005.3 4.2.3对试块CS-Ⅰ和CS-Ⅱ的要求: CS-Ⅰ单晶直探头标准试块 CSCSⅠ标准试块尺寸 CSⅠ标准试块尺寸 序号 CSⅠ-1 CSⅠ-2 CSⅠ-3 CSⅠ-4 L 50 100 150 200 D 50 60 80 80
探测条件的选择 2.耦合的选择 2.耦合的选择 在锻件探伤时,为了实现较好的声耦合,一般要求探测面的表面 在锻件探伤时,为了实现较好的声耦合, 粗糙度R 不高于6.3 6.3μ 表面平整均匀,无划伤、油垢、污物、 粗糙度Ra不高于6.3μm,表面平整均匀,无划伤、油垢、污物、氧化 油漆等。 皮、油漆等。 当在试块上调节探伤灵敏度时, 当在试块上调节探伤灵敏度时,要注意补偿块与工件之间因曲率 和表面粗糙度不同引起的耦合损失。 和表面粗糙度不同引起的耦合损失。 锻件探伤时,常用机油、浆糊、甘油等作耦合剂。 锻件探伤时,常用机油、浆糊、甘油等作耦合剂。当锻件表面较 粗糙时也可选用水玻璃作耦合剂。 粗糙时也可选用水玻璃作耦合剂。 3.扫查面的选择 3.扫查面的选择 锻件探伤时,原则上应在探测面上从两个相互垂直的方向进行全 锻件探伤时, 面扫查,扫查面积尽可能100%覆盖工件的表面。 100%覆盖工件的表面 面扫查,扫查面积尽可能100%覆盖工件的表面。在扫查时每条扫查轨 迹的宽度应互相有重叠覆盖,大致应为探头直径的15% 15%, 迹的宽度应互相有重叠覆盖,大致应为探头直径的15%,探头扫查的 移动速度不大于150mm/S 150mm/S。 移动速度不大于150mm/S。扫查过程中要注意观察缺陷波的情况和底 波的变化情况。 波的变化情况。 探测厚度大于400mm时应从相对的表面进行100%的扫查。 400mm时应从相对的表面进行100%的扫查 探测厚度大于400mm时应从相对的表面进行100%的扫查。
UT检测概述
第一章无损检测概述无损检测包括射线检测(RT)、超声检测(UT)、磁粉检测(MT)、渗透检测(PT)和涡流检测(ET)等五种检测方法。
主要应用于金属材料制造的机械、器件等的原材料、零部件和焊缝,也可用于玻璃等其它制品。
射线检测适用于碳素钢、低合金钢、铝及铝合金、钛及钛合金材料制机械、器件等的焊缝及钢管对接环缝。
射线对人体不利,应尽量避免射线的直接照射和散射线的影响。
超声检测系指用A型脉冲反射超声波探伤仪检测缺陷,适用于金属制品原材料、零部件和焊缝的超声检测以及超声测厚。
磁粉检测适用于铁磁性材料制品及其零部件表面、近表面缺陷的检测,包括干磁粉、湿磁粉、荧光和非荧光磁粉检测方法。
渗透检测适用于金属制品及其零部件表面开口缺陷的检测,包括荧光和着色渗透检测。
涡流检测适用于管材检测,如圆形无缝钢管及焊接钢管、铝及铝合金拉薄壁管等。
磁粉、渗透和涡流统称为表面检测。
第二章超声波探伤的物理基础第一节基本知识超声波是一种机械波,机械振动与波动是超声波探伤的物理基础。
物体沿着直线或曲线在某一平衡位置附近作往复周期性的运动,称为机械振动。
振动的传播过程,称为波动。
波动分为机械波和电磁波两大类。
机械波是机械振动在弹性介质中的传播过程。
超声波就是一种机械波。
机械波主要参数有波长、频率和波速。
波长?:同一波线上相邻两振动相位相同的质点间的距离称为波长,波源或介质中任意一质点完成一次全振动,波正好前进一个波长的距离,常用单位为米(m);频率f:波动过程中,任一给定点在1秒钟内所通过的完整波的个数称为频率,常用单位为赫兹(Hz);波速C:波动中,波在单位时间内所传播的距离称为波速,常用单位为米/秒(m/s)。
由上述定义可得:C=? f ,即波长与波速成正比,与频率成反比;当频率一定时,波速愈大,波长就愈长;当波速一定时,频率愈低,波长就愈长。
次声波、声波和超声波都是在弹性介质中传播的机械波,在同一介质中的传播速度相同。
它们的区别在主要在于频率不同。
RT、UT、MT、PT无损探伤焊缝检测(严选参考)
RT、UT、MT、PT这四项是国家质检总局举办特种设备无损检测人员考核的四项内容,该名词的使用是根据使用的检测方法不同采用国际上行业通行标准简写,依次含义为:射线无损检测、超声波无损检测、磁粉无损检测、渗透无损检测;主要使用对压力容器金属材料的无损检测。
无损检测人员的级别分为:Ⅰ级(初级)、Ⅱx级(中级)、Ⅲ级(高级)。
从事特种设备无损检测工作的人员应当按本规则进行考核,取得国家质量监督检验检疫总局(以下称国家质检总局)统一颁发的证件,方可从事相应方法的特种设备无损检测工作。
无损检测人员报考申请分为取证考核(初试)申请和换证考核(复试)申请。
初试申请的人员应当同时满足以下条件:(一)年龄在18周岁以上,60周岁以下,身体健康;(二)双眼矫正视力和颜色分辨能力满足所申请无损检测工作的要求;(三)报考Ⅰ级应当具有初中(含)以上学历;报考Ⅱ级应当具有高中(含)以上学历,持无损检测专业大专(含)以上或理工科本科(含)以上学历可直接报考Ⅱ级。
无损检测初试、复试考核合格人员,将获得《特种设备检验检测人员证》,证件由国家质检总局统一制发。
证件有效期4年,实行全国统一编号。
如附件中图例。
特种设备无损检测持证人员不得同时在2个以上单位中执业,且只能从事与其证书所注明的方法与级别相适应的无损检测工作,其中:Ⅰ级人员可在Ⅱ、Ⅲ级人员指导下进行无损检测操作,记录检测数据,整理检测资料。
Ⅱ级人员可编制一般的无损检测程序,按照无损检测工艺规程或在Ⅲ级人员指导下编写工艺卡,并按无损检测工艺独立进行检测操作,评定检测结果,签发检测报告。
Ⅲ级人员可根据标准编制无损检测工艺,审核或签发检测报告,协调Ⅱ级人员对检测结论的技术争议。
过去用切开、剖开、打磨等方法检测,叫做有损探伤,对工件有破坏,不能再用。
现在用无损方法检测,不影响工件使用。
检测没有所谓先后,它是随着加工工序进行的。
没有理由飞机制造完成后做探伤,那不经检测就可以告诉你不合格!就是说,每个过程都要有检测。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
文件编号 厦门船舶重工股份有限公司 质量与职业健康安全管理体系 探伤室-无损检测(UT)工艺规程 第A/0版 XSI/QMD-NDT-UT-01 共 22 页
无损检测(UT)工艺规程 Regulation Of Ultrasonic Testing
修 改 记 录 栏 标记 处数 修改依据 修改人 日期 审核人 日期 生效 日期
姓名 日期 姓名 日期 编制 审定 审核 批准 2012年6月1日起实施
第 1 页 质量管理部 NDT室 让更多“厦门型”船舶航行于四海
厦门船舶重工股份有限公司 XiaMen Shipbuilding Industry Co.,Ltd. 2012 年 5 月 20 日 第 1 版 / 第 0 次修改 无损检测 (UT)工艺规程 XSI/QMD-NDT-UT-01
无损检测(UT)工艺规程 Regulation Of Ultrasonic Testing 目 录 List 1主题内容 The subject content .......................................................... 2 2适用范围 Application scope ............................................................... 2 3参考文件 Reference documents ....................................................... 2 4人员资格 Personnel qualification ...................................................... 3 5 设备要求 Equipment requirements ................................................. 3 6 探头 Probe ........................................................................................ 4 7 试块 Test block ................................................................................... 4 8设备仪器校验 Instrument calibration of equipments .................... 6 9探头校准和耦合剂 Probe calibration and coupling ........................ 6 10距离-波幅曲线(DAC曲线) Distance Amplitude Curve ........... 6 11校验与复核 Verifying and rechecking ............................................ 8 12 检测程序 Testing procedures ......................................................... 9 13 评定 Assessing ............................................................................... 17 14 记录 Records ................................................................................... 19 15 报告 Report ..................................................................................... 19 附 录 Appendix .............................................................................. 20
第 2 页 质量管理部 NDT室 让更多“厦门型”船舶航行于四海
厦门船舶重工股份有限公司 XiaMen Shipbuilding Industry Co.,Ltd. 2012 年 5 月 20 日 第 1 版 / 第 0 次修改 无损检测 (UT)工艺规程 XSI/QMD-NDT-UT-01
1主题内容 The subject content 本工艺流程规定了本司船舶产品超声检测的一般要求、技术等级、工艺文件、检测实施和焊缝质量分级等。 This regulation provides the general requirements, technical levels, process documents, test implementation and welding quality classification of ultrasonic testing on our company.
2适用范围 Application scope 本工艺流程适用于本司造船、修船及非船产品零部件母材厚度为(8~150)mm铁素体钢全熔焊透缝A型脉冲反射式手工接触的超声波检测;不适用于铸钢及奥氏体钢焊缝,外径<250mm和内外径之比<70%的纵向焊缝;外径小于200mm的筒体周向焊缝、各种尺寸曲面相贯焊缝。 This regulation is applicable to A type pulse reflection type of manual contact ultrasonic testing for 8~150mm thickness of ferrite steel complete fusion welding on our company’s shipbuilding, repairing and parts of no-marine products. No applicable to cast steel and austenitic steel welds, longitudinal weld of outer diameter less than 250mm and the inner and outer diameter ratio less than 70%, column ring weld of outside diameter less than 200mm; various size of bend surface joining welds.
3参考文件 Reference documents 3.1 JB/T4730-2005 《压力容器无损检测》超声波检测部分; 3.1 JB/T4730-2005 The ultrasonic detection part of "nondestructive testing of pressure
vessels". 3.2中国船级社无损检测超声检测教材 3.2 The ultrasonic textbook compiled by CCS.
3.3 JB4126《超声检测用钢质试块的制造和控制》 3.3 JB4126 "The manufacture and control of steel test piece for ultrasonic testing".
3.4 ZBJ04001《A型脉冲反射式超声波探伤系统工作性能测试方法》 3.4 ZBJ04001 "The performance test methods of A type pulse reflection ultrasonic flaw
detection system". 3.5 ZBY230《A型脉冲反射式超声波探伤仪通用技术条件》 3.5 ZBY230 "General technical conditions of A type pulse reflection ultrasonic testing
instrument". 3.6 ZBY232《超声波探伤用1号标准试块技术条件》 3.6 ZBY232 "Technical conditions of 1 type standard test piece for ultrasonic testing".
3.7 ZBY231《超声波探伤用探头性能测试方法》 3.7 ZBY231 "The performance test methods of probe for ultrasonic inspection". 3.8 CB/T3959-2011《船舶钢焊缝超声波检测工艺和质量分级》 3.8 CB/T3959-2011 "Technology and quality classification of ultrasonic testing in ship steel
weld". 3.9 DNV入级指导No.7中超声检测部分 3.9 The ultrasonic detection part of joining DNV direction No.7.
第 3 页 质量管理部 NDT室 让更多“厦门型”船舶航行于四海
厦门船舶重工股份有限公司 XiaMen Shipbuilding Industry Co.,Ltd. 2012 年 5 月 20 日 第 1 版 / 第 0 次修改 无损检测 (UT)工艺规程 XSI/QMD-NDT-UT-01
3.10 CTS-4020数字式超声波探伤仪使用说明书 3.10 The direction of CTS-4020 digital ultrasonic testing instrument.
4人员资格 Personnel qualification 4.1从事无损检测的人员必须经过专业技术培训,并按照中国船级社《无损检测人员资格鉴定与认证规范》进行资格考核,取得资格证书后只能从事与其证书所注明的方法与级别相适应的无损检测工作; 4.1 The NDT personnel must through professional technical training and qualification examination according to the CCS "nondestructive testing personnel qualification and certification standard”, and only can deal with the nondestructive testing work adapt to the method and level indicated in qualification certificate. 4.2Ⅰ级人员可在Ⅱ、Ⅲ级人员指导下进行无损检测操作,记录检测数据,整理检测资料; 4.2 Ⅰ level personnel can nondestructive testing operation, record test data, establish inspection documents under guidance of Ⅱ, Ⅲ level personnel. 4.3Ⅱ级人员可编制一般的无损检测程序,按照无损检测工艺规程或在Ⅲ级人员指导下编写工艺卡,并按无损检测工艺独立进行检测操作,评定检测结果,签发检测报告; 4.3 Ⅱ level personnel can compile the ordinary testing procedures of the nondestructive testing, according to nondestructive testing procedure or under the guidance of Ⅲ level personnel to write the process card, and independent test according to nondestructive testing regulation, assess the test results, and issue the test report. 4.4Ⅲ级人员可根据标准编制无损检测工艺,审核或签发检测报告,协调Ⅱ级人员对检测结论的技术争议。 4.4. Ⅲ level personnel can compile the nondestructive testing procedures according to standard, review or issue inspection report, harmonize the test results dispute from Ⅱ level personnel.