铝-钢异种金属搅拌摩擦焊接头显微组织和力学性能研究
搅拌摩擦焊镁铝异种材料研究现状
随着现代制造技术的不断进步,材料焊接技术也在不断发展。
搅拌摩擦焊作为一种新型的焊接方法,因其低能耗、无污染、高效率等优点而备受关注。
在工业界和学术界,对搅拌摩擦焊技术的研究也越来越深入。
一、搅拌摩擦焊简介1. 搅拌摩擦焊的原理和特点搅拌摩擦焊是一种无熔金属的固态焊接方法,通过机械搅拌和摩擦加热的方式将材料焊接在一起。
与传统的熔化焊接方法相比,搅拌摩擦焊具有温度低、热影响区小、焊接变形小等优点。
2. 搅拌摩擦焊的应用领域搅拌摩擦焊技术已广泛应用于航空航天、汽车制造、铁路交通等领域,尤其在焊接铝合金、镁合金等轻金属材料方面具有独特优势。
二、搅拌摩擦焊镁铝异种材料研究现状1. 镁铝异种材料的特点镁铝异种材料因其密度低、强度高、耐腐蚀等特点,被广泛应用于航空航天、汽车制造等领域。
然而,由于镁铝材料的化学性质和熔点差异较大,传统的焊接方法往往难以实现良好的焊接效果。
2. 搅拌摩擦焊镁铝异种材料的研究现状为解决镁铝异种材料的焊接难题,学术界和工业界进行了大量的研究。
目前,搅拌摩擦焊镁铝异种材料的研究已取得了一定进展,但仍存在一些挑战。
3. 研究现状的主要问题(1)焊接接头的组织和性能不稳定,需要进一步优化工艺参数和焊接头形貌。
(2)搅拌摩擦焊镁铝材料的金属间化合物生成机理和影响因素尚不清楚,需要深入研究。
(3)焊接接头的力学性能、耐腐蚀性能等方面还需要进一步评估和提升。
三、未来研究方向1. 优化焊接工艺参数针对搅拌摩擦焊镁铝异种材料存在的问题,未来研究可以进一步优化焊接工艺参数,包括搅拌转速、下压力、焊接速度等,以获得更稳定的焊接接头组织和性能。
2. 深入研究金属间化合物形成机理金属间化合物的生成对搅拌摩擦焊接头的性能具有重要影响,未来的研究可以针对金属间化合物的形成机理和影响因素进行深入探讨,为优化焊接工艺提供理论依据。
3. 综合评价焊接接头性能未来的研究还可以从焊接接头的力学性能、耐腐蚀性能等方面进行综合评价,探索提升镁铝异种材料搅拌摩擦焊接头综合性能的途径。
《2024年高强铝合金搅拌摩擦焊接机理及接头性能调控》范文

《高强铝合金搅拌摩擦焊接机理及接头性能调控》篇一一、引言高强铝合金因具有优异的力学性能、抗腐蚀性及轻量化等特点,广泛应用于航空航天、汽车制造等关键领域。
随着制造业对轻量化、高强度和高可靠性的要求日益提升,高强铝合金的连接技术成为研究热点。
其中,搅拌摩擦焊接(Friction Stir Welding, FSW)作为一种固相连接技术,因其独特的焊接过程和良好的接头性能,受到了广泛关注。
本文旨在探讨高强铝合金搅拌摩擦焊接的机理及接头性能的调控方法。
二、搅拌摩擦焊接的机理搅拌摩擦焊接是一种利用高速旋转的搅拌头与工件之间的摩擦热及塑性变形实现连接的工艺。
在焊接过程中,搅拌头将产生大量的摩擦热,使被焊材料发生塑性变形和流动,从而实现材料的连接。
其焊接机理主要包括以下几个步骤:1. 初始阶段:搅拌头与工件接触,产生摩擦热,使接触区域的材料开始软化。
2. 塑性阶段:随着摩擦热的积累,材料进入塑性状态,开始在搅拌头的压力下发生流动。
3. 填充阶段:软化后的材料在搅拌头的旋转作用下,填充到搅拌头形成的空腔中。
4. 冷却固化:当搅拌头移开,焊接区域在压力作用下逐渐冷却固化,形成焊缝。
三、接头性能的调控高强铝合金搅拌摩擦焊接接头的性能受多种因素影响,如焊接速度、旋转速度、工具形状、材料性质等。
为了获得理想的接头性能,需要对这些因素进行调控。
1. 焊接速度的调控:焊接速度直接影响焊接区域的热输入和材料的塑性流动状态。
适当的降低焊接速度可以增加热输入,使材料充分软化,提高接头的强度和韧性。
然而,过高的焊接速度可能导致热输入不足,影响接头的质量。
2. 旋转速度的调控:旋转速度决定了搅拌头的摩擦热产生速率和材料的塑性变形程度。
适当的提高旋转速度可以增加摩擦热,使材料更容易进入塑性状态,有利于接头的形成。
然而,过高的旋转速度可能导致材料过度软化,产生飞溅和空洞等缺陷。
3. 工具形状的优化:工具形状对焊接过程和接头性能具有重要影响。
搅拌摩擦焊技术(四)-FSW焊接接头的力学性能-工程

搅拌摩擦焊技术(四)-FSW焊接接头的力学性能-工程在一般情况下,搅拌摩檫焊焊接接头的力学性能,大约与母材和MIG焊接接头性能相当,。
(一)接头的抗拉强度和弯曲性能最近英国焊接研究所(TWI)认为,2000、5000、7000等系铝合金的搅拌摩檫焊焊接接头的常态强度与母材等强度,但也有的低于母材。
表2-2给出了铝合金搅拌摩檫焊焊接接头的力学性能数据。
表2-2 铝合金的搅拌摩檫焊焊接接头的拉伸试验结果注:PM-断裂在母材,WM-断裂在焊缝,HAZ-断裂在热影响区,HAZ/ PM-断裂在热影响区和母材交接处Kluken等对采用各种焊接方法和搅拌摩檫焊焊接的A6005铝合金接头的静态强度进行了比较,从表2-2中可以看出,等离子弧小孔焊焊接接头的抗拉强度值最高,为194MPa;搅拌摩檫焊最低,为175Mpa,而接头的延伸率却最高,为22%。
但是搅拌摩檫焊焊接接头没有气孔、裂纹等缺陷。
2000系铝合金的搅拌摩檫焊焊接接头,断裂发生在热影响区。
铝合金分为热处理型和非热处理型。
对于热处理型合金来说,采用熔焊时,焊接接头性能发生改变是一个大问题。
飞机制造用的2000、7000系硬铝,时效后进行搅拌摩檫焊,或搅拌摩檫焊之后进行时效处理,两者焊接接头的静态抗拉强度约为母材的80~90%。
6000系的6N01-T6铝合金广泛用于日本的铁路车辆制造。
焊接和时效处理顺序对机械性能有很大的影响。
表2-3是12mm的6No1-T6铝合金在大气中和水冷中进行搅拌摩檫焊,焊接接头的抗拉强度试验结果。
从试验结果可以看出,经时效处理后,焊接接头的抗拉强度得到了提高。
表2-3 焊接中冷却方式和时效处理对抗拉强度的影响摩擦焊的焊接强度和板厚的关系:特别是在水冷中焊接的试件经时效处理后,改善效果最为显著。
这是因为,水冷使软化区变小,采用这样的时效处理,硬度回复效果特别好。
在一边水冷一边进行搅拌摩擦焊的情况下,接头强度的大小和被焊金属的厚度有关,如图2-26所示。
7A09H112铝合金搅拌摩擦焊接头组织和性能分析
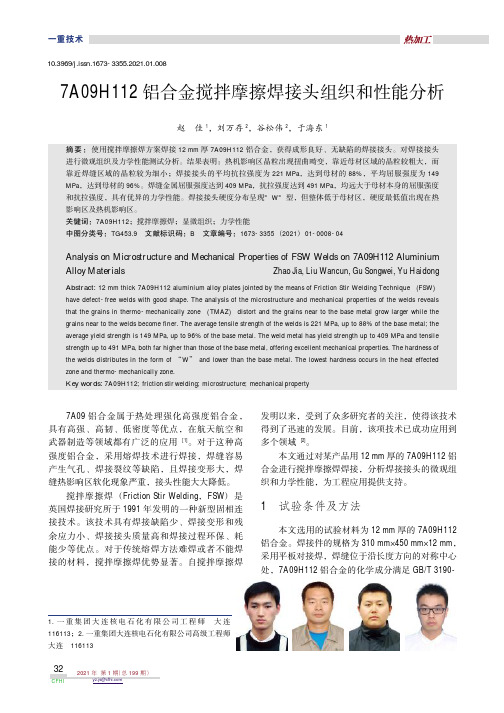
2021年第1期(总199期)CFHI**************一重技术摘要:使用搅拌摩擦焊方案焊接12mm 厚7A09H112铝合金,获得成形良好、无缺陷的焊接接头。
对焊接接头进行微观组织及力学性能测试分析。
结果表明:热机影响区晶粒出现扭曲畸变,靠近母材区域的晶粒较粗大,而靠近焊缝区域的晶粒较为细小;焊接接头的平均抗拉强度为221MPa ,达到母材的88%,平均屈服强度为149MPa ,达到母材的96%。
焊缝金属屈服强度达到409MPa ,抗拉强度达到491MPa ,均远大于母材本身的屈服强度和抗拉强度,具有优异的力学性能。
焊接接头硬度分布呈现"W"型,但整体低于母材区,硬度最低值出现在热影响区及热机影响区。
关键词:7A09H112;搅拌摩擦焊;显微组织;力学性能中图分类号:TG453.9文献标识码:B 文章编号:1673-3355(2021)01-0008-04Analysis on Microstructure and Mechanical Properties of FSW Welds on 7A09H112Aluminium Alloy MaterialsZhao Jia,Liu Wancun,Gu Songwei,Yu HaidongAbstract:12mm thick 7A09H112aluminium alloy plates jointed by the means of Friction Stir Welding Technique (FSW)have defect-free welds with good shape.The analysis of the microstructure and mechanical properties of the welds revealsthat the grains in thermo-mechanically zone (TMAZ)distort and the grains near to the base metal grow larger while the grains near to the welds become finer.The average tensile strength of the welds is 221MPa,up to 88%of the base metal;the average yield strength is 149MPa,up to 96%of the base metal.The weld metal has yield strength up to 409MPa and tensile strength up to 491MPa,both far higher than those of the base metal,offering excellent mechanical properties.The hardness of the welds distributes in the form of “W ”and lower than the base metal.The lowest hardness occurs in the heat effected zone and thermo-mechanically zone.Key words:7A09H112;friction stir welding;microstructure;mechanical property7A09H112铝合金搅拌摩擦焊接头组织和性能分析赵佳1,刘万存2,谷松伟2,于海东110.3969/j.issn.1673-3355.2021.01.0081.一重集团大连核电石化有限公司工程师大连116113;2.一重集团大连核电石化有限公司高级工程师大连1161137A09铝合金属于热处理强化高强度铝合金,具有高强、高韧、低密度等优点,在航天航空和武器制造等领域都有广泛的应用[1]。
《Mg-Al异种合金揽拌摩擦焊接头的组织与性能研究》范文

《Mg-Al异种合金揽拌摩擦焊接头的组织与性能研究》篇一Mg-Al异种合金揽拌摩擦焊接头的组织与性能研究一、引言随着现代工业的快速发展,异种合金的焊接技术在汽车制造、航空航天等重要领域的应用日益广泛。
特别是镁(Mg)和铝(Al)两种轻质合金的焊接,因其具有优异的物理和机械性能,受到了广泛关注。
本文旨在研究Mg/Al异种合金揽拌摩擦焊接头的组织与性能,为实际应用提供理论依据。
二、实验材料与方法1. 材料选择本实验选用的材料为Mg合金和Al合金,具有不同的成分和物理性能。
2. 焊接方法采用揽拌摩擦焊技术对Mg/Al异种合金进行焊接。
该技术通过摩擦热和压力使两种金属材料在界面处达到冶金结合。
3. 实验过程详细描述实验过程,包括焊接参数的设置、操作步骤等。
三、焊接接头的组织结构1. 宏观结构通过金相显微镜观察焊接接头的宏观结构,包括焊缝、热影响区和母材等部分。
2. 微观结构利用扫描电子显微镜(SEM)和高分辨率透射电子显微镜(HRTEM)观察焊接接头的微观结构,包括晶粒形态、相组成等。
3. 相组成与分布通过X射线衍射(XRD)技术分析焊接接头中各相的组成及分布情况。
四、焊接接头的性能研究1. 力学性能通过拉伸试验、硬度测试等方法,评估焊接接头的力学性能,包括抗拉强度、屈服强度和延伸率等。
2. 耐腐蚀性能通过浸泡试验、电化学测试等方法,研究焊接接头的耐腐蚀性能。
3. 热稳定性通过高温暴露试验,研究焊接接头在高温环境下的热稳定性。
五、结果与讨论1. 组织结构分析结果详细描述实验中观察到的组织结构特点,包括晶粒形态、相组成及分布等。
2. 性能研究结果对力学性能、耐腐蚀性能和热稳定性进行定量分析,并与其他焊接方法进行比较。
3. 讨论与解释结合实验结果,分析Mg/Al异种合金揽拌摩擦焊接头的组织与性能特点,探讨其影响因素及作用机制。
六、结论与展望1. 结论总结总结本文的研究成果,包括组织结构特点、性能优势等。
2. 存在的问题与改进建议指出研究中存在的问题和不足,提出改进建议和进一步的研究方向。
铝-钢异种金属搅拌摩擦焊研究
铝-钢异种金属搅拌摩擦焊研究摘要:搅拌摩擦焊是一种新型的固相方法,在异种材料连接方面有广阔的应用前景。
本文从搅拌摩擦的工艺、性能及组织三方面分别介绍了铝-钢搅拌摩擦焊的研究进展,为其深入研究提供了依据。
采用搅拌摩擦焊,异种金属铝-钢可以实现连接,但工艺参数选择范围较小,钢置于前进边时,铝-钢更易连接。
由于铝-钢物理性能的差异,二者流动状态不同,焊核两侧呈现不同结构,接头的力学性能由于脆性金属间化合物的存在而降低。
通过改变热输入或添加第三组元等微量元素的办法可以改善接头的力学性能。
前言在航空航天、交通运输、船舶制造等工业中,为了减轻重量、节约能源、降低成本、满足不同的工作条件, 异种材料的焊接技术日益受到人们的重视[1]。
利用铝及铝合金密度小(大约是钢的1/3),耐腐蚀性、导热率和导电性好的优势,用铝合金代替钢可以减轻结构件的重量,在重型装备轻量化方面具有良好应用前景,然而如何解决铝-钢异种材料间的连接是决定其安全使用的关键问题。
目前,铝-钢的主要连接方法有熔焊中的爆炸焊[2]、焊[3]、熔钎焊[4], 还有固相连接的摩擦焊[5]。
通常爆炸焊接只适用于铝-钢复合板。
采用激光焊和熔-钎焊时,由于铝和钢的熔点、导热性能差异很大,在接头过渡区容易形成多种脆性的金属间化合物,无法获得高质量的接头。
旋转摩擦焊焊接铝-钢又只适用于柱形材料,接头受限制。
以上各种方法都难以保证制备出质量良好的铝-钢焊接接头,限制了其大规模应用。
搅拌摩擦焊(friction stir welding, FSW)是一种新型的固相连接方法,具有高效、环保、热变形和残余应力小等综合优点[6]。
它是利用搅拌头和工件之间的摩擦热,一般低于母材的熔点,因此焊接过程中工件没有熔化,与传统的焊接方法相比,能够有效避免气孔、裂纹等组织缺陷。
此外,搅拌摩擦焊基本不受材料物理化学性能、机械性能及晶体结构等因素的影响,对克服不同材料性能差异带来的焊接困难具有极大的优势[7],因此在异种金属连接中具有广阔前景,相关机理研究也越来越受到重视。
铝-钢异种金属嵌入式搅拌摩擦点焊工艺及接头性能研究
高校 文化 和思想建设 中大学生党 员的角色和作 用
杨少博 , 邓建斌 , 权乃承
( 西安理 工 大学 , 陕西 西安 7 1 0 0 5 4 )
摘要 : 大学 生党 员在 大 学里 面扮 演 着 宣传 者 、 践行 者 和监 督 者 的重要 角 色, 也是 学 生群 体 中的 骨干 分 子和 优 秀代 表 , 具 有排 头 兵和 先锋模 范的 重要 作 用。 强化 大 学生 党 员的 角 色意识 ,对 于推 进 大 学校 园的文 化和 思 想建 设具 有极 其 重要 的价
值 和 意 义。
关键 词 : 大 学生 党 员; 角色; 文化; 思想 中 图分类 号 : G 6 4 2 . 0 文 献标 志码 : A
文章 编 号 : 1 6 7 4 — 9 3 2 4 ( 2 0 1 3 ) 2 4 — 0 1 3 9 — 0 2
大学生党员是学生群体 中的骨干分子和优秀代表 , 对 于 推进 大学 校 园 的文化 和 思想 建设 具 有 十分 重 要 的作 用 。 如何进一步强化大学生党员 的角色意识 , 并 以此促进校园 文化和思想的建设 , 是一个很值得研究和探讨的课题。
一
各项工作的基础和生命线 , 也是校园文化和思想建设 中的 重要环节 。全心全意为人 民服务本来就是党员 的职责, 大
学 生 党 员应 该 将 为 人 民服 务 的 职 责 和学 风 建 设 有 机 地 结 合起来 , 推动校园文化和思想建设 的发展。在学校范畴里
面, 为人 民服 务 就 是 要 为 学 校 的老 师 和 学 生 服 务 , 学 生 党
学生 申请入 党条 件要求 相对 比较 高 ,选 拔 出来 的代表 都是 政治素质过硬 、 学习成绩优秀和道德品质高尚的学生 , 他们 在学生心 目中有很高的威望 。 对于学校的各项规章政策 , 特
铝合金材料的显微组织与力学性能研究

铝合金材料的显微组织与力学性能研究铝合金是一种常见而重要的金属材料,其具有良好的机械性能和广泛的应用领域。
在铝合金的研究中,显微组织与力学性能之间的关系一直是一个重要的研究方向。
本文将从显微组织和力学性能两个方面探讨铝合金材料的研究进展和相关问题。
一、铝合金的显微组织研究铝合金的显微组织主要由晶粒、相分布和晶界等组成。
晶粒是组成铝合金材料的基本单元,晶粒的尺寸和形态与材料的力学性能密切相关。
随着材料制备方法和热处理工艺的不同,铝合金的晶粒尺寸和形态会发生变化。
研究表明,晶粒尺寸越小,材料的强度和硬度越高,但韧性和塑性会相应降低。
相分布是指铝合金中不同相的分布情况。
铝合金中常见的相有析出相、溶固相和沉淀相等。
这些相的存在与晶粒的尺寸、形态和分布密切相关。
相分布的研究有助于了解铝合金的相变和相互作用规律,从而指导制备和改性铝合金材料。
晶界是晶粒之间的界面区域,是铝合金中的强度和韧性的重要因素。
晶界的特征和稳定性决定材料的抗拉强度、断裂韧性和疲劳寿命。
研究表明,晶界的结构、平衡和迁移行为对铝合金材料的性能具有重要影响。
因此,晶界的研究对于理解铝合金的显微组织演化和力学性能提升具有重要意义。
二、铝合金的力学性能研究铝合金的力学性能包括强度、硬度、韧性和塑性等参数。
随着显微组织的改变,铝合金的力学性能也会相应变化。
强度是材料抵抗变形和断裂的能力,与晶粒尺寸、相分布和晶界特性等因素密切相关。
硬度是材料抵抗切削和磨损的能力,与晶粒大小和晶界特征有关。
韧性是材料抵抗断裂和剪切的能力,主要受晶界和析出相的影响。
塑性是材料变形和变型的能力,也与晶界的稳定性和迁移性有关。
为了提高铝合金材料的力学性能,研究人员通过改变制备方法、热处理工艺和合金配方等途径进行了大量的研究。
针对不同应用领域的需求,开发出了一系列具有优异力学性能的铝合金。
同时,利用计算模拟方法对铝合金进行力学性能预测也成为了研究的热点。
这些研究工作为铝合金的应用提供了重要的理论和实践基础。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
4 3 2 1
焊的接头拉剪强度有重要影响。 分析认为,焊接速度通过对接头宏观形貌、显
微硬度、界面层宽度和强度的影响,最终影响接头 破坏载荷。 2.2 焊缝宏观形貌
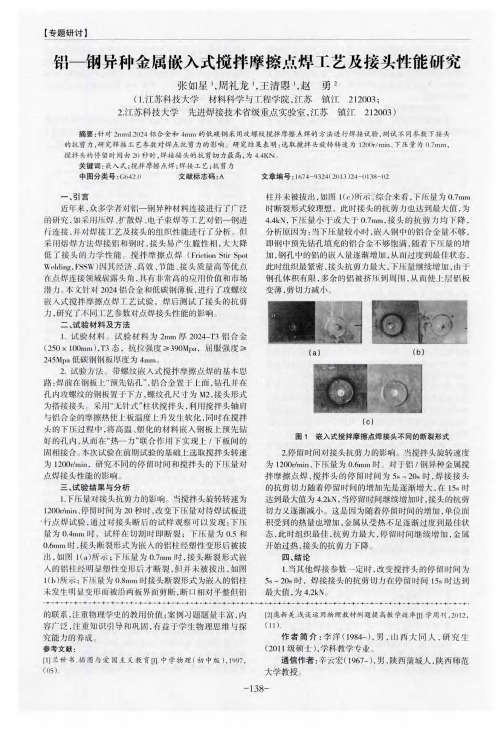
在不同焊接速度下,焊缝表面均成形美观,略 有飞边,无明显缺陷。接头宏观典型照片如图 5 所 示。不同焊接速度的 FSW 接头截面形貌如图 6 所 示,接头可分为焊核(Welding nugget)、后退侧 ( Retreating side/RS ) 和 前 进 侧 ( Advancing side/AS)。搅拌针的作用形成了焊核,搅拌针进入 钢板,形成了“洋葱瓣”状的结构[11],此结构在铝 合金内部形成了形似弯钩状的分布,其放大图如图 6(b)所示,使得铝/钢界面结合紧密。
Ahmad 等人[9]应用搅拌摩擦焊焊接 1100H24 (铝合金)和镀锌钢板,他们认为接头性能很大程 度上依赖搅拌针进入钢板的距离。当搅拌针没有接 触到钢板时,接头的破坏载荷很低,当搅拌针进入 钢板 1mm 时能显著提高接头强度。
日本大阪大学的 Y.C. Chena 等人[10]严格控制搅 拌针未进入钢板的情况下,进行了 AC4C 铝合金和 镀锌低碳钢板的连接,他们发现焊接速度对抗拉强 度和断裂位置影响较大,且界面处断裂在遗留的 Zn 和 Zn 与 Al 形成的金属间化合物之间,金属间化合 物的主要相组成为 Fe2Al5 和 Fe4Al13。
(a)1#试样(焊接速度 40mm/min) (b)2#试样(焊接速度 60mm/min) (c)3#试样(焊接速度 80mm/min)
Steel
Al Steel
Al
Steel Steel
Al Steel
Al
Steel Al
Al
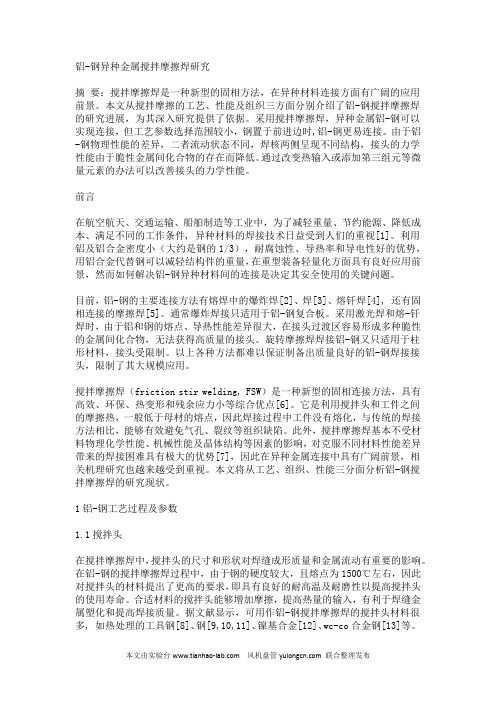
(a)1#试样破坏模式 (b)2#、3#、4#试样破坏模式 图 4 FSW 试样拉剪测试断裂形貌照片
“洋葱瓣”结构的形成原因[12]是焊核区塑化 金属在搅拌针螺纹的摩擦力和压力共同作用下,向 上作螺旋形运动,迫使焊核周围塑化的钢进入铝合 金中,而同时搅起的钢又受到轴肩处金属的挤压和 焊缝下部出现的瞬时低压作用,呈向下运动趋势, 因此最终呈现出钢以“弯钩状”或“钳状”(如图 6(b)所示)形式和铝合金紧密结合,钢合金和铝合 金呈交迭分布。
0
40
60
80
100
120
Welding Speed(mm/min)
图 3 焊接速度对铝/钢异种材料搅拌摩擦焊接头
拉剪载荷影响规律
对不同焊接速度 FSW 试样拉剪载荷测试,得 出焊接接头拉剪载荷曲线如图 3 所示。其中 1#试样 (焊接速度为 40mm/min)中有两个接头破坏载荷 超过了钢母材,断裂模式为钢母材断裂(如图 4(a) 所示),2#、3#、4#试样均为界面层断裂(如图 4(b) 所示)。
文献中对铝/钢异种金属搭接接头形式,搅拌针 进入钢板,焊缝结合机理并未进行深入分析,本文 主要研究了铝/钢异种金属采用搅拌摩擦焊搭接接 头,搅拌针进入钢板,在不同的焊接速度下,焊缝 宏观形貌、力学性能、显微组织、显微硬度、界面
1 实验材料与方法
实验材料为厚度 1.2mm 的汽车用热镀锌低碳 钢和 2mm 的 6061-T6 铝合金板材,实验材料的化学 成分和力学性能如表 1 所示。试件尺寸均为 140mm ×125mm,接头形式采用搭接接头(铝板在上,钢 板在下),如图 1 所示,搅拌摩擦焊的搅拌头采用带 螺纹的圆锥形搅拌针,搅拌头轴肩直径为 10mm, 搅拌针基端直径为 4.0mm,顶端直径为 3.6mm,长 度为 2.1mm。搅拌头的旋转速度为 1500r/min,焊接 速度分别选用 40mm/min(1#)、60mm/min(2#)、 80mm/min(3#)、120mm/min(4#),搅拌针的前进 倾角为 5°,搅拌针相对于铝板上表面的下压量为 2.35mm,搅拌针进入钢板的深度为 0.35mm。
由图 3 分析得,随着焊接速度的增加,接头拉 剪破坏载荷呈现降低的趋势,焊接速度由 40mm/min 增加到 120mm/min 过程中,接头破坏载 荷降低了 58.7%,破坏模式也由母材断裂演变成界 面层破坏,说明焊接速度对铝/钢异种金属搅拌摩擦
(d)4#试样(焊接速度 120mm/min) 图 5 FSW 焊缝宏观照片
铝/钢异种金属搅拌摩擦焊接头显微组织和力学性能研究
孔德凝 林健 雷永平 杨硕 ( 北京工业大学 材料科学与工程学院,北京 100124 )
摘 要:研究了焊接速度对铝/钢异种金属搅拌摩擦焊(FSW)搭接接头宏观形貌、界面层显微组织和拉剪破坏载荷的影响。 研究结果表明:采用搅拌针进入钢板的焊接方式,可以获得拉剪强度较高的铝/钢异种金属搅拌摩擦焊接头;前进侧和后退 侧界面层表现出不同的显微组织形貌,对接头强度起主要作用的是焊核处的“洋葱瓣”状结构和界面层的冶金结合。随着焊 接速度的提高,接头拉剪破坏载荷逐渐降低,焊核处出现隧道式通孔,界面层宽度逐渐减小,“洋葱瓣”状结构趋于不明显, 界面层冶金反应有减弱的趋势。 关键词:铝/钢异种金属;搅拌摩擦焊;焊接速度;显微组织;力学性能
0 序言
层形貌和元素组成等性能。
汽车产业是全球制造业的支柱产业之一,随着 全球范围内不断出现能源短缺和环境污染等问题, 实现汽车车身轻量化是改善汽车燃油经济性,行车 安全性和减少大气污染的有效方法。铝合金具有质 轻、易加工、耐腐蚀等特点[1],用铝合金部分代替 钢可实现汽车轻量化。在汽车车身材料中铝合金与 钢同时存在,由此需要对铝合金和钢的异种金属连 接问题进行研究[2, 3]。
1500rpm
10mm
5°
AA6061 2.35mm Low carbon steel
Welding direction
图 1 搅拌摩擦焊示意图
2mm 1.2mm
材料
Al6061 低碳钢
表 1 AA6061 铝合金和镀锌低碳钢的化学成分含量和力学性能
化学成分(%)
Si Fe C Cu Mn Mg S Ti Al Zn P Cr
采用扫描电子显微镜和能谱分析仪对界面显 微结构和元素成分进行了分析,1#试样和 3#试样界 面层的前进侧、后退侧的显微结构如图 8 所示,其 元素成分组成如表 3 所示。
A B
C D
E F
(a)1#轴肩作用区界面层
3 结论
G
(b)3#轴肩作用区界面层 图 8 铝/钢异种金属 FSW 接头微观组织
表 3 界面层成分分析结果
钢和铝合金的焊接性较差,采用传统的电弧焊 接时易出现接头氧化、过渡层有脆性金属间化合物 存在、焊缝成分不均匀、焊接变形大和产生裂纹等 问题[4]。
搅拌摩擦焊(Friction Stir Welding,FSW)是一 种新型的固相连接工艺。1991 年,英国焊接学会 (TWI)发明了搅拌摩擦焊技术[5]。该技术具有生 产效率高、节省能源、焊后变形和残余应力小及投 资成本低等优势[6~8]。
由图 8(a)及表 3 可知,形成此结构的原因初步 分析为:在焊接过程中,铝板在搅拌针和轴肩的热 机共同作用下塑化,塑化的铝在轴肩压力作用下, 被挤入铝合金和钢的间隙里,塑化的铝的传热作用 和轴肩摩擦产生的热量,使镀锌层熔化。随后焊缝 快速冷却,在后退侧,首先形成 Zn 固溶体(B 区), 进行匀晶转变,然后通过共晶转变,形成 Al-Zn 共 晶组织(C 区);在前进侧,则很少有塑化的铝进入, 铝与锌相互渗透,进行结合,首先形成 Al 固溶体 (E 区),继续冷却,则形成 Al-Zn 共晶组织(F 区)。
焊前试样用丙酮擦洗试件表面,以去除表面杂 质及油污。焊后,根据 GB/T 2651-2008《焊接接头 拉伸试验方法》,制作接头拉剪试样(如图 2),在 型号为 MTS810 的万能材料试验机上进行拉剪破坏 实验,拉伸速率为 1mm/min,每种焊接速度选取 3 个拉剪试样进行试验;沿垂直于焊接方向截取焊缝 试块,用于制备金相试样,试样用体积比为 1:1.5:2.5:95 的 HF+HCl+HNO3+H2O 的试剂腐蚀,用 于观察焊缝横截面显微组织及显微硬度测试,并分 析焊接速度对试件拉剪破坏载荷、焊缝形貌和微观 组织的影响。
随着焊接速度的提高,由图 8(b)可知,结合面 后退侧在冷却过程中,熔融的 Al 主要粘附在固态 铝表面,说明其粘度较大,温度较低,与 Zn 反应 不充分,没有形成明显的固溶体和共晶组织;在前 进侧,还存在着未熔化的镀锌层(G 区域)[15],说 明热输入量和熔融的铝传热作用减弱,铝和锌没有 形成较明显的固溶体和共晶组织。热输入量降低, Al-Zn 没有进行充分的相互扩散,可能是导致界面 强度低的一个原因。
随着焊接速度提高,搅拌针在经过区域所形成 的孔隙来不及被回填,导致焊核区出现隧道式的孔 洞,并随焊接速度的增加而明显增大。在 2#试样焊 核底部已经出现一薄层孔隙,3#、4#焊核处则已经 出现的隧道式的空洞,此缺陷的存在对接头强度有 一定减弱作用,分析认为,此隧道式孔洞的出现是 接头强度随焊接速度增加而降低的一个重要原因。
“洋葱瓣”结构的形成原因[12]是焊核区塑化金 属在搅拌针螺纹的摩擦力和压力共同作用下,向上 作螺旋形运动,迫使焊核周围塑化的钢进入铝合金 中,而同时搅起的钢又受到轴肩处金属的挤压和焊 缝下部出现的瞬时低压作用,呈向下运动趋势,因 此最终呈现出钢以“弯钩状”或“钳状”(如图 6(b) 所示)形式和铝合金紧密结合,钢合金和铝合金呈 交迭分布。
11 Two points at 10.97mm
10
9
8
7
6
5 60 70 80 90 100 110 120
Welding speed (mm.min-1)
图 7 结合面宽度随焊接速度的变化曲线
随着焊接速度的提高,钢与铝合金进行机械结 合的“洋葱瓣”状结构愈加不明显,且逐渐出现隧 道式孔洞,并且,由于焊接热输入的减少,结合面 积随之减小。综合以上原因,最终表现为结合强度 随焊接速度的提高而降低,接头破坏模式出现由母 材断裂到结合面处断裂的转化。 2.3 焊接速度对界面显微组织和微区成分的影响