弯曲件的回弹及回弹值的确定实验
板料弯曲回弹调节试验模型的建立
始 ,在实 际试 后 再修 正 ,最后 交付 使用 ,即使
收稿 日期: 2 0 —01 0 61—9 作者简介: 申长宏 ( 9 5~ ) 17 , ,助理 T程师 。
Ke wor y ds: be d ng; s i g c ni prn ba k; di ; mo l e e i nt e de ; xp rme
0 引言
金 属 板 材 在 塑 性 弯 曲时 总 是 伴 随 着 弹 性 变
形 ,因此 , 当工件 弯 曲以后就 会产 生 回弹 , 回弹
维普资讯
3 6
Di n o l c n lg . 0 6 ea dM udTe h oo yNo62 0
0 14 3 (0 60 — 0 60 文章编号 1 0 9 42 0 ) 60 3 — 3
板 料弯 曲回弹调 节试 验模 型 的建 立
pbe f pig akajs e todt m n e pig ak ou e h n h i w s e a l o r bc ut n t e r ie h r b c lm .T e ,t de a — s n d m e t s n v e d
sg e a e n ter s l a o ea d t ea c r c f h i e i nwa mp o e . i n d b s do h e u t b v n h c u a y o ed ed sg si r v d t
来选择回弹值 ,然后经试冲后再对模具的工作部
分加 以修 正 。
实 际上 ,不 同厂家 提供 的相 同厚 度 的 同种 材
料,或者即使是同一厂家提供 的不同批次的材料
大圆弧弯曲模的回弹计算.pdf
The In terference F it for Cen tr ifuga l Com pressor and The stress Ana lysis for Im peller Con struction Zhou Chuan yue et a l
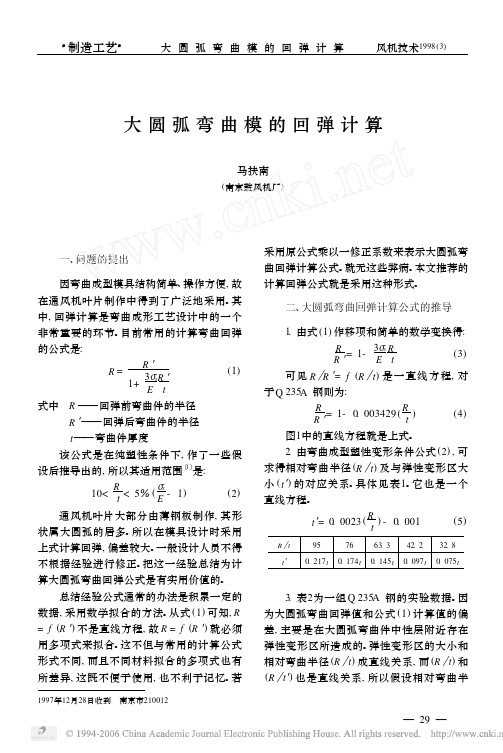
材料的弯曲回弹值。公式 (8) 仅是在原计算值
的基础上进行修正, 而大圆弧弯曲回弹的修
正值从表2中以公式 (1) 算得的 y 2 (R R ′) 和 y 1相比较可知, 其占整个回弹值的比例并不 大。该修正值均是正值, 所以当没有其它冲压
材料的大圆弧弯曲回弹计算公式的修正系数
时, 也可用公式 (8) 来计算。其偏差可能会稍
大圆孤弯曲模的回弹计算 马扶南 南京鼓风机厂 通过实验数据的拟合, 及数学变换得到了大圆
弧弯曲模的回弹计算公式。说明了该公式的适用范 围、优点等。 叙词 通风机 模具 计算
罗茨鼓风机气体密封套的选择 陈卫国 安徽铜陵有 色金属集团公司铜山矿硫酸厂
介绍了罗茨鼓风机三种气体密封套, 并对其在 生产实际使用时的密封效果作了比较, 从而改进和 完善了设备零部件的结构。 叙词 罗茨鼓风机 气体密封 结构
老 式 矿 井 轴 流 通 风 机 更 新 为 2K 56 型 风 机 的 技 术 改 造 马运广 肥城矿务局杨庄煤矿
简述了用2K56№24型风机更换70B 2 №24风机 的过程, 对更新前后的经济效益做了对比计算。结果 表明, 2K56型矿井风机能给用户带来极大的经济效 益和社会效益。 叙词 矿井通风机 改造
简介了频谱分析法的发展概况, 结合 D 900离心 式鼓风机的具体情况, 研究并建立了基于频谱分析 法的诊断系统。 叙词 鼓风机 故障 诊断 频谱分析
钣金弯曲回弹计算

钣金弯曲回弹计算
钣金弯曲回弹是在进行金属钣金弯曲加工时,由于材料的弹性特性导致弯曲后形状不完全保持原始的设计形状。
这是由于金属材料在受到应力后发生弹性变形,当外力消失时,材料会有一定的回弹,使弯曲后的形状略微改变。
弯曲回弹的计算通常涉及一些复杂的工程数学和试验方法。
以下是一种简化的计算方法,但请注意,实际应用可能需要更复杂和准确的方法:
1.弯曲回弹计算公式:
在一些简单的情况下,可以使用下述的弯曲回弹计算公式:
回弹角度=实际弯曲角度−设计弯曲角度
2.材料回弹系数:
对于具体的材料,可以通过试验来确定回弹系数。
回弹系数是实际回弹角度与设计弯曲角度之比。
它通常是一个材料和弯曲工艺的固有属性。
回弹系数=回弹角度
设计弯曲角度
3.实验测定:
通过实验测定具体材料在特定条件下的回弹系数是一种更准确的方法。
这通常涉及制作一系列的试样,进行弯曲,并测量回弹的角度。
通过分析试验数据,可以得到回弹系数。
4.有限元分析:
在工程实践中,有限元分析等数值方法也可用于更复杂形状的弯曲回弹计算。
这种方法考虑了材料的非线性、应变硬化等更为精细的特性。
在实际应用中,因材料的不同、弯曲工艺的不同以及制造条件的
不同,回弹效应会有很大的差异。
因此,具体的回弹计算需要结合实际情况进行调整和验证。
预防弯曲件回弹的措施

预防弯曲件回弹的措施2005/11/28作成: CRD 舒爱国审核:许柱维批准:P1/5一、弯曲件的回弹弯曲变形中存在弹性变形成分,当外载荷去除后,塑性变形保留下来,而弹性变形会消失,制品离开模具后,产生了弹性回复,使得弯曲件的形状和尺寸都与加载时不一致,这种现象称为弯曲件的回弹。
如图1所示制品自由状态ΔR = R - Rt弯曲半径回弹值(mm)(注)Δβ=(β- βt)/2制品角度补偿量。
R——制品的实际弯曲半径(mm)Rt——加载时的弯曲半径(mm)β—— 制品的实际弯曲角的补角(o)βt——加载时弯曲角的补角(o)注:回弹值是指模具闭合状态时制品的弯曲半径和弯曲角与回弹后制品的实际尺寸之差。
二、影响回弹的主要因素影响回弹的因素主要是板料的力学性能和弯曲变形的条件。
1、板料的力学性能:回弹值的大小与板料的屈服强度бs成正比,与弹性模量E成反比。
2、相对弯曲半径:弯曲制品的弯曲半径与板料厚度的比值R/t愈小,弯曲变形程度愈大,变形中的塑性变形成分愈大,回弹值愈小。
3、弯曲方法:自由弯曲的回弹值大,校正弯曲的回弹值小。
4、模具间隙:在弯曲U形件时,模具间隙对回弹有直接影响。
间隙愈小,回弹值愈小。
模具间隙大,回弹值也大。
5、弯曲件的形状:一般U形件比V形件回弹值小。
三、回弹值的确定由于影响回弹值的因素很多,且又有诸多因素互相影响,所以要精确计算回弹值是极其困难的。
在生产中是经过简单的近似计算初定回弹值的大小,然后在试模时再修正确定。
当相对弯曲半径r/t≥10时,卸料后弯曲件的角度和圆角半径变化较大,在此情况下,凸模工作部分的圆角半径和角度可按下式计算:(结合图1示)式中:凸——凸模工作部分的圆角半径;(mm)R ——弯曲件的圆角半径;(mm)σs——弯曲件材料的屈服点;(Mpa)E ——弯曲件材料的弹性模量;(Mpa)βT ——凸模圆角部分中心角;( o )α ——弯曲件圆角部分中心角;( o )四、预防回弹的措施1、补偿法克服回弹在凸模或凹模上做出等于回弹角的斜度。
U型梁类冲压件弯曲回弹问题的研究
U型梁类冲压件弯曲回弹问题的研究刘芳梅;林虎;曾学文;李福贵;潘敏【摘要】U形梁类冲压件广泛用于汽车工业,如汽车的主梁,起到重要的支撑保护作用.但是由于此类工件通常是在常温下通过模具弯曲板料成型的,变形时带有弹性变形,当载荷卸载以后,弹性变形恢复使冲压件的形状尺寸与模具的形状尺寸不一致,其弯曲角度和外形尺寸都发生与施加载荷时变形方向相反的变化,使冲压件的几何精度受到损害,从而形成U形冲压件回弹等较难解决的质量问题.对于U形梁类冲压件出现的回弹问题,文章分析了板料产生回弹的原因,重点研究了消除冲压件回弹的有效方法,提出了符合质量要求的解决措施.【期刊名称】《大众科技》【年(卷),期】2019(021)006【总页数】4页(P53-56)【关键词】弯曲;预压;回弹;拉延;塑性变形【作者】刘芳梅;林虎;曾学文;李福贵;潘敏【作者单位】上汽通用五菱汽车股份有限公司,广西柳州 545007;上汽通用五菱汽车股份有限公司,广西柳州 545007;上汽通用五菱汽车股份有限公司,广西柳州545007;上汽通用五菱汽车股份有限公司,广西柳州 545007;上汽通用五菱汽车股份有限公司,广西柳州 545007【正文语种】中文【中图分类】TG38弯曲是将平直板材或管材等型材的坯料或半成品,用模具或其它工具弯成具有一定角度或一定曲面形状的加工方法。
板料弯曲成形时,将平直的板料放在模具中,在凸模的压力作用下,板料受弯矩作用产生弯曲。
在弯曲变形的开始阶段,由于弯曲圆角半径大,弯曲力矩小,弯曲变形仅会引起板料的弹性变形,随着弯曲凸模进入凹模深度的增加,凹模与板料的接触点沿凹模斜面不断下移,弯曲力臂和弯曲圆角半径逐渐变小。
当弯曲圆角半径减小到一定值时,坯料变形区的内外表面首先出现塑性变形,并逐渐向坯料内部扩展,变形由弹性变形过渡到弹-塑性弯曲。
在此变形过程中,板料弯曲变形区进一步减小,弯曲力矩逐渐增大。
当凸模继续冲压时,板料的直边部分向以前相反的方向变形,弯曲力矩继续增加,直至板料与凹凸模完全贴紧。
“几”形件弯曲成形及回弹过程数值模拟

收稿日期:2019-05-29作者简介:侯晓楠(1989—),女,工程师。
文章编号:1001-4934(2020)01-0046-04“几”形件弯曲成形及回弹过程数值模拟侯晓楠(泰安航天特种车有限公司,山东 泰安 271000)摘 要:以厚度8mm的HG785D钢板“几”形件为研究对象,模拟其弯曲及回弹过程。
结果表明,成形模拟与试验变形趋势相同,U形部位宽度尺寸误差2mm以内,回弹角度误差±3°以内。
关键词:HG785D;厚板料;弯曲成形;回弹中图分类号:TG 386文献标识码:BNumerical simulation of U-shaped bending and springbackHOU Xiao-nanAbstract:The bending and springback process of the U-shaped HG785Dsteel plate with athickness of 8mm was simulated.The results show that the deformation trend of the simula-tion is the same as that of the test.The width dimension error of the U-shaped part is within2mm,and the springback angle error is within±3°.Key words:HG785D;thick sheet;bending;springback0 引言轻量化和安全性是汽车工业发展的总趋势,在保证刚度的情况下,使用板厚较小的高强度钢板不但可以满足车架的强度要求,还提升了车架抗大变形冲击能力及耐久度[1],为同时兼顾安全性与轻量化,汽车行业大量采用了高强度钢板如宝钢BS系列及武钢HG系列(抗拉强度600~900MPa)。
U型钢弯曲回弹试验及回弹规律数值分析

2 1 年 8月 01 第3 9卷 第 1 5期 ቤተ መጻሕፍቲ ባይዱ
机床 与液压
M ACHI NE T0OL & HYDRAUL CS I
Au . 011 g2
V0. 9 No 1 13 . 5
D :1 . 9 9 jis. 0 1—3 8 . 0 1 . 1 OI 0 3 6 /.sn 10 8 12 1. 50 6 1
d n a i sa d t e t e rtc lr s l wa mal r r ci a a p ia in e e man y t 0 i g r d u n h h o eia e u t ss l .P a t l p l t sw r i l o l0 0~2 5 0 mm a i so u v t r ,h n e e c c o 0 rd u fc r a u e e c a n me tw s n e e o t e t e rt a o mu a o ep o l w t i i rn e h e u t o me d d fr u a a c i o sse t t me d n a e d d t h o ei l r l ft r f e i n t s a g .T e r s l fa n e o h c f h i h h s m l r n c n itn h wi t e e p rme t l aa I c n b s d t ac l t e2 t e r c s i ga u t fc nr l q i me ta d t u e v s r c ia p o h x e i n a t . t a e u e c lu ae t 5 se l o e s mo n o t u p n n os p rie p a t l r — d o h U p n o oe c
0_5mm厚钢板在弯曲过程中回弹量的确定
·冲 模 技 术·
0.5mm厚钢板在弯曲过程中回弹量的确定
陕西工业职业技术学院( 陕西咸阳 712000) 王晓江 译
【摘要】在金属板料加工行业, 弯曲模是非常重要的成形工具。由于被弯曲的金属板料在离
开模具后, 其尺寸将会允许在公差范围内变化, 因此了解在弯曲过程中金属板料的回弹量和
模具本身同样重要, 本文主要针对弯曲模和在弯曲过程中金属板料的回弹进行了研究。
( 7) 如 果 相 对 弯 曲 半 径 R/T( 弯 曲 半 径 与 板 厚 比
R/T— ——称为相对弯曲半径) 较大, 回弹增加。
( 8) 模具间隙增大, 回弹也增大。
( 9) 回弹与弯曲半径成正比例变化。
( 10) 随弯曲半径增大, 回弹也增大。
为了控制弯曲在一个所希望的角度范围内, 应当
尽可能避免回弹的发生。下面是避免回弹而广泛使用
( 6) [4] 郭成, 赵新怀, 周漱六, 王新华. 冲压件废次品的产生与防止
200 例[M]. 机械工业出版社, 1994.
5 结束语
·22·
《模具制造》2008 年第 3 期
: 0769- 83316878
118 :0769- 83317023
·冲 模 技 术·
耐 斯 合 模 机·飞 模 好 帮 手
东 莞
关键词: 弯曲模具; 回弹量; V- 型弯曲
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
弯曲件的回弹及回弹值的确定实验
一、实验目的1、通过试件在V形弯曲模中的弯曲实验,观察回弹现象和学习测定弯曲回弹角的方法。
2、培养分析材质和弯曲变形程度等对回弹值影响的能力和懂得针对实际情况采取减少回弹的措施。
二、实验原理弯曲工艺中的回弹,直接影响了弯曲件的精度。
故研究影响弯曲回弹的因素和减少回弹的办法对保证弯曲件质量有重要意义。
弯曲的回弹值(弯曲角度和圆角半径的变化量)与下列因素有关:
1、材料的力学性能:材料的屈服强度和硬化模数D 愈大,回弹值愈大;材料的弹性模量E愈大,回弹值愈小。
2、相对弯曲半径r/t : r/t愈小,弯曲变形程度愈大,回弹值愈小,反之回弹值愈大。
3、弯曲中心角α:α的大小表达了弯曲变形区的大小,弯曲中心角愈大,所代表的弯形区愈大,回弹值愈大。
采用一副快换凸模的弯曲模进行弯曲实验,就可以测出以下几组数据:
1、相同材料、不同r/t的弯曲回弹角(包括相同厚度、
不同凸模圆角半径和相同圆角半径、不同厚度两种情况)。
2、不同材料、相同r/t的弯曲回弹角。
3、减少承压面积的凸模弯曲时的回弹角。
通过对实验数据的分析,可以看出材料的σs /E和r/t 对弯曲回弹的影响情况;以及使用减少承压面积的凸模达到减小回弹的良好效果;
利用较厚材料的弯曲,使其弯曲变形程度超过材料的极限变形程度,即r/t小于r min /t,可以观察到变形区外层材料破裂的情况。
三、实验设备、材料、模具和工具
1、J23-250型曲柄压力机一台。
2、长50mm ,宽15mm的Q195钢板31件,其中厚度分别为0.5, 1.5, 2.5mm的各10件,厚度为4mm 的一件;长宽尺寸同上,厚度为0.5mm的08钢板10件;长宽尺寸同上的H62黄铜板11件,其中厚度为0.5mm的10件,4mm的一件。
3、实验用弯曲模一副(图1),快换凸模10个,其中如图2所示的R分别为0.1,0.4,0.8,1.2,1. 5,2. 0,2. 5,3,4mm的九个,如图3所示的减少承压面积的一个。
4、一字旋具、万能角度尺、镊子各一件。
四、实验内容及步骤
1、检查实验用压力机和模具并将模具安装在压力机上。
2、调整压力机的闭合高度,使凸模和凹模间的间隙为0. 5mm。
3、用圆角半径r不同的凸模,按从小到大的顺序进行弯曲实验,每个凸模均冲三件(厚度为0. 5mm的Q195钢板、08钢板和H62铜板各一件),用角度尺测量每个弯曲件的弯曲角,算出回弹角值,并记入表3-5中。
4、调整压力机的闭合高度,使凸模与凹模之间的间隙为1.5mm,按以上顺序进行实验,每个凸模冲一件(厚度为1.5mm的Q235钢板),算出回弹角值,记入表3中。
5、用同样方法对厚度为2. 5mm的Q235钢板进行弯曲试验,算出回弹角值,记入表中。
6、将弯曲半径r等于0. lmm的凸模装在模具上,调节压力机,使凸、凹模之间的间隙为4mm,对4mm 厚的Q235钢板和H62黄铜板(各一件)进行弯曲实验,计算其回弹角值,并仔细观察材料变形区.的变形情况,将实验结果记入表1中。
五、实验报告
1、根据实验所得数据,作出不同材料的r/t-Δα曲线。
表1 实验结果记录表普通凸模减少承压面的凸模(r=0. 8mm) 0.1 0.4 0.8 1.2 1.5 2.0 2.5 3 4 0.5 Q235 08钢H62 1.5 Q235 2.5 4 H62 变形区状况Q235
2、根据实验所得数据分析材料的σs /E和变形程度对回弹值的影响;比较承压面小的凸模与具有相同圆角半径的普通凸模,实验结果的差别,并说明其原因。
3、根据影响回弹值的诸因素,简述减少回弹的措施。
弯曲半径弹角材料板厚。