合金工具钢的热处理工艺分析
钢的热处理及表面处理技术

• M体转变特点:
• ①无扩散型转变 • ②降温形成:连续冷却完成 • ③瞬时性 • ④转变的不完全性
Fe-1.8CF,e-1冷.8至C,-10冷0℃至-60℃
M形成时体积↑,造成很大 内应力。
• 冷处理:P42
1)无扩散 Fe 和 C 原子都不进展扩散,M是C过饱 和的体心立方的F体,固溶强化显著。
↓ • 总结:A体晶粒越粗大,那么晶界越少,
形核几率越小,那么A体越稳定,C曲线 右移。淬透性越好
• 三、钢的淬透性
• 〔三〕淬透性的测 定
四、钢的回火〔P127〕
1.概念(Conception)
将淬火后的钢加热到Ac1以下某一温度, 保温后冷却下来的一种热处理工艺。
2.目的(purpose) 〔1〕稳定工件组织、性能和尺寸 〔2〕减小或消除剩余应力,防止工件的 变形和开裂 〔3〕降低工件的强度、硬度,提高其塑 性和韧性,以满足不同工件的性能要求
C %↑→ M 硬度↑, 片状M 硬度高,塑韧性差。板条M 强度高,塑韧性较好
二、共析钢过冷奥氏体的连续冷却转变
共
析
碳
钢
连
续
冷
却
水淬
无
M+AR
B
体
转变终止线
P 退火
T
S 正火
T+ 油淬 M
亚共析钢连续冷却转变 过共析钢连续冷却转变
炉冷→ F + P 空冷→ F(少量) + S 油冷→ T + M+AR 水冷→ M +AR
(三〕淬透性的测定
〔一〕钢的淬透性与淬硬性的概念
• 淬透性:钢在淬火时能够获得M体的能力,它是 钢材本身固有的属性,主要取决于M体的临界冷 却速度
金属材料淬火新工艺

金属材料淬火新工艺⒊分级等温淬火在进行下贝氏体等温转变之前,先在中温区进行一次(或二次)分级冷却的工艺。
该种工艺可减少热应力及组织应力,工件变形开裂倾向性小,同时还能保持强度、塑性的良好配合,适合于高合金钢(如高速钢等)复杂形状工具的热处理。
㈥其它淬火方法此外,尚有液氮淬火法,立即工件直截了当淬入-196℃的液态氮中。
因为液氮的汽化潜热较小,仅为水的十一分之一,工件淬入液氮后赶忙被气体包围,没有一般淬火介质冷却的三个时期,因而变形、开裂较少,冷速比水大五倍。
液氮淬火可使马氏体转变相当完全,残余奥氏体量极少,能够同时获得较高的硬度、耐磨性及尺寸稳固性。
但成本较高,只适用于形状复杂的零件。
流态化床淬火的应用也日益广泛。
因其冷却速度可调(相当于空气到油的冷却能力),且在表面不形成蒸汽膜,故工件冷却平均,挠曲变形小。
由于冷却速度可在相当于空冷至油冷的范畴内调剂,因而可实现程序操纵冷却过程。
它能够代替中断淬火、分级淬火等规程来处理形状复杂、变形要求严格的重要零件及工模具合金钢的优点:高的强度和淬透性第一节合金元素在钢中的作用常用合金元素:非碳化物形成元素——Co Ni Cu Si Al碳化物形成元素——Zr Nb V Ti W Mo Cr Mn Fe强中强弱一、合金元素对钢中差不多相的阻碍1、形成合金铁素体合金元素→溶入A →形成合金铁素体→固溶强化(Cr,Ni较好)2、形成合金碳化物弱碳化物形成元素形成合金渗碳体(Fe,Mn)3C中强碳化物形成元素形成合金碳化物(Cr23C6,Fe3W3C)强碳化物形成元素形成专门碳化物(VC,TiC)熔点、硬度和稳固性:专门碳化物> 合金碳化物> 合金渗碳体> Fe3C二、合金元素对Fe-FeC相图的阻碍合金元素对A相区阻碍扩大A相区元素(Mn)——E、S点左下移缩小A相区元素(Cr)——E、S点左上移奥氏体钢:1Cr18Ni9铁素体钢:1Cr17莱氏体钢:W18Cr4V三、合金元素对热处理的阻碍1、对加热的阻碍多数元素减缓A形成,阻碍晶粒长大2、对冷却的阻碍多数元素溶入A后→过冷A稳固性↑→Vc↑→淬透性↑→Ms点↓→残余A量↑提高淬透性的意义:①增加淬硬层深度②减少工件变形、开裂倾向3、对回火的阻碍①回火稳固性→抗回火软化的能力②产生二次硬化(析出专门碳化物,产生弥散强化;A残→M或B下)第二节低合金钢一、低合金高强度钢碳素结构钢:Q195,Q215,Q235,Q255,Q275低合金高强度钢:Q295,Q345,Q390,Q420,Q460Q235+Me(<3%) →Q3451、成分:0.1~0.2%C,合金元素2~3%主加元素:Mn ——固溶强化辅加元素:Ti,Cr,Nb ——弥散强化使用状态:热轧或正火(F + P),不需最终热处理2、性能:较高的σs ,良好的塑性韧性,焊接性,抗蚀性,冷脆转变温度低3、常用钢号:Q295 (09Mn2),Q345 (16Mn)用途:工程结构——桥梁,船舶,车辆外壳、支架、压力容器二、易切削结构钢牌号:Y12,Y12Pb,Y30,Y 40Mn性能:良好的切削加工性(170~240HBS,塑性低)切削抗力小,刀具不易磨损,加工表面粗糙度低应用:成批、大量生产时,制作性能要求不高的紧固件和小型零件第三节合金钢的分类与牌号一、合金钢分类低合金钢——低合金高强度钢、易切削结构钢合金结构钢——渗碳钢、调质钢、弹簧钢、滚动轴承钢合金工具钢——合金工具钢、高速钢专门性能钢——不锈钢、耐热钢、耐磨钢二、合金钢牌号1、合金结构钢——20CrMnTi,60Si2Mn,25Cr2Ni4WA2、滚动轴承钢——GCr153、合金工具钢——9Mn2V,CrWMn4、高速钢——W18Cr4V,W6Mo5Cr4V25、不锈、耐热钢——4Cr13,0Cr18Ni11Ti,00Cr17Ni14Mo26、高锰耐磨钢——ZGMn13学习思路:用途→工作条件→性能要求→成分特点→热处理特点→典型钢种应用第四节合金结构钢一、渗碳钢1、用途:受冲击和强烈磨损、摩擦的零件(各类齿轮、凸轮)2、性能:表面——高的硬度、耐磨性心部——强而韧3、成分:0.1~0.25%C ——低碳钢主加元素:Cr,Ni,Mn,B ——↑淬透性(心部得M板条)辅加元素:W,Mo,V,Ti ——细化晶粒(VC,TIC,耐磨性↑),4、最终热处理:渗碳+ 淬火+ 低温回火组织:表层:高碳回火M + Fe3C或碳化物+ 残A心部:淬透:低碳回火M未淬透:F+P5、常用钢号:20, 20Cr, 20CrMnTi, 18Cr2Ni4W淬透性:低中高适用:机床齿轮汽车变速齿轮飞机齿轮二、调质钢1、用途:受复合应力的重要结构件(齿轮、连杆、机床主轴)2、性能:良好的综合机械性能3、成分:0.3~0.5%C ——中碳钢主加元素:Cr,Ni,Mn,Si ——↑淬透性,强化基体辅加元素:W,Mo,V,Ti ——细化晶粒, ↑回火稳固性4、热处理:预备:正火——S——改善组织,排除锻造应力,便于切削加工最终:调质——回火S——获得良好的综合机械性能表面要求高硬度,耐磨,↑σ-1,→表面淬火+ 低温回火(回火M)三、弹簧钢1、用途:弹性元件2、性能:高的σe 、σb 、σ-1 ,一定的塑韧性3、成分:0.45~0.7%C (碳钢0.6~0.9%C)——保证↑σe主加元素:Mn, Si, Cr——↑淬透性,强化基体, ↑回火稳固性辅加元素:Mo, W, V ——防脱碳,细化,↑σe ,4、热处理:热成型弹簧(尺寸大,60Si2Mn):加热成型→淬火+中温回火→喷丸(回火T )38~50HRc冷成型弹簧(尺寸小,65Mn):冷拉钢丝→冷绕成型→去内应力退火(200~300℃)5、常用钢号:65,65Mn,小尺寸的沙发弹簧60Si2Mn 大尺寸的汽车板簧四、滚动轴承钢1、用途:滚动轴承元件,冷冲模,量具(滚珠、滚柱、轴承套)2、性能:硬、耐磨,↑σ-1 ,一定的韧性3、成分:0.95~1.15%C ——硬、耐磨主加元素:Cr ——↑淬透性,硬,耐磨4、热处理:预备:球化退火——球状P(180~270HBS),改善切削加工性最终:淬火+低温回火——回火M+合金碳化物+残A5、常用钢号:GCr15第五节合金工具钢一、刃具钢性能:高硬度、耐磨性,红硬性(热硬性),足够的强度、韧性1、合金刃具钢⑴成分:0.8~1.5%C ——硬、耐磨Cr, W, Mn, V ——↑淬透性、回火稳固性,细化晶粒,⑵热处理:预备:球化退火——改善切削加工性最终:淬火+低温回火——回火M+合金碳化物+残A ↑HRC、耐磨性用于制作切削用量不大,形状复杂,精度较高的刀具:丝锥,板牙,拉刀2、高速钢红硬性高(600℃),淬透性好——锋钢。
第6章 钢的热处理
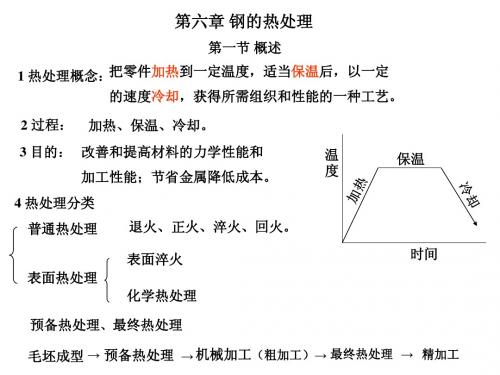
保温
普通热处理
退火、正火、淬火、回火。
表面淬火
表面热处理
时间
化学热处理
预备热处理、最终热处理 毛坯成型 → 预备热处理 → 机械加工(粗加工)→ 最终热处理 → 精加工
5 状态图中三条重要线及加热和冷却速度对线的位置的影响
A3 A1 0 0.77 2.11 4.3 6.69
硬度650HB,塑性和韧性差
原因:碳过饱和程度大,晶格畸变大,
淬火内应力大,存在显微裂纹,
容易导致脆性断裂的出现,微 细孪晶存在破坏了滑移系使脆 性增大,塑性和韧性差。
孪晶M
M的硬度主要取决于含碳量
M 转变是在 Ms ~ Mf 进行。
残余A量随含碳量的增多而增多,即C↑ → A残↑
(三)影响C曲线的因素
1 碳的影响
亚共析钢和过共析钢C曲线上部
多出一条先共析相析出线。
A过转变前,亚共析钢析出F,过共析钢析出Fe3C 剩下的A过达到共析成分,再发生P类型转变。
共析钢C曲线最靠右,所以:共析钢A过最稳定。
亚共析钢随含碳量↑, C曲线向右移, A过稳定性↑。
过共析钢随含碳量↑, C曲线向左移, A过稳定性↓。
A+F F+P
A + Fe3CⅡ P+ Fe3CⅡ
2 冷却介质的选择
保证有足够的冷却速度V冷>Vk;
V冷↑→ 热应力和组织应力↑ 650 ℃~ 400℃: V冷要快
650℃ 550℃ 400℃
vk
常用淬火介质:水、盐水、矿物油
水:在650℃~400℃冷速很大,对A稳定性较小的碳钢非常有利。 但300 ℃~200 ℃冷速仍很大,组织应力大,易变形和开裂。 盐水:由于NaCl晶体在工件表面析出和爆破,破坏包围在工件表面的 蒸 汽膜,使冷速加快,而且可以破坏加热产生的氧化皮,使其 剥落。盐水淬火容易得到高硬度和光洁表面。但300 ℃~200 ℃ 冷速仍很大,组织应力大,易变形和开裂。 适用于形状简单、硬度要求高、表面要求光洁、变形要求不严格 的碳钢零件,如:螺钉、销钉、垫圈等。 矿物油:冷却能力弱:650℃~550℃,18℃水的冷却强度为1, 则50℃
钢的热处理工艺
钢的热处理第一章钢的热处理热处理工艺包括:将钢材或钢制件加热到预定温度,在此温度下保温一定时间。
然后一定的冷却速度冷却下来,达到热处理所预定的对钢材及钢制件的组织与性能的要求。
1□□钢的加热1.1□制定钢的加热制度加热温度、加热速度、保温时间。
1.1.1加热温度的选择加热温度取决于热处理的目的。
热处理分为:淬火、退火、正火、和回火等。
淬火的目的是为了得到细小的马氏体组织,使钢具有高的硬度;退火及正火的目的是获得均匀的珠光体组织,因此其加热温度不同。
在具体制定加热温度时应按以下原则:热处理工艺种类及目的要求;被加热钢材及钢制件的化学成分和原始状态;钢材及钢制件的尺寸和形状以及加热条件来制定。
对于碳钢及低合金钢的加热温度:亚共析钢淬火温度:A C3以上30~50℃;过共析钢淬火温度:A C3以上30~50℃;亚共析钢完全退火:A C3以上20~30℃;过共析钢不完全退火:A C3以上20~30℃;正火A C3或A CM以上30~50℃;1.1.2加热速度的选择必须根据钢的化学成分及导热性能;钢的原始状态及应力状态;钢的尺寸及形状来确定加热速度。
如钢的原始状态存在着铸造应力或轧煅热变形残余应力时,在加热是应特别注意。
对这类钢要特别控制低温阶段的加热速度。
钢的变形与热裂倾向是以钢的化学成分及原始状态不同而不同,主要有以下几点:a) 低碳钢比高碳钢热烈倾向小;b) 碳钢比合金钢变形开裂倾向小;c) 钢坯和成品件比钢锭变形和开裂倾向小;d) 小截面比大截面的钢变形和开裂倾向小。
1.1.3钢在加热时的缺陷a) 过热:过热就是由于加热温度过高,加热时间过长使奥氏体晶粒过分长大。
粗大的奥氏体晶粒在冷却时产生粗大的组织,并往往出现魏氏组织,结果是钢的冲击韧性、塑性明显下降。
已过火的钢可以在次正火或退火加以纠正。
b) 强烈过热:加热温度过高或加热保温时间过长,使氧或硫沿晶界渗入钢中或者钢中的硫与氧在高温下溶解于奥氏体中,在冷却过程中硫或氧以化合物形态沿粗大的奥氏体晶界析出。
热处理

错
B29
确定钢的淬火加热温度主要依据是钢的临界温度、工件形状和技术要求。
对
错
B30
去应力退火的温度一般在500~600℃,退火过程中不发生组织变化。
对
错
A31
球墨铸铁的组织是球状石墨。
对
错
32
请按正确的硬度要求写法判断下列硬度值的正误。
HBS240
HRA80
55HRC
HV800
33
制造车刀、铣刀、钻头常用 材料为
绿色三条
黄色+黑色
48
镇静钢、半镇静钢和沸腾钢,是按质量分类的,其中镇静钢质量最好。
对
错
A49
碳素工具钢、合金工具钢锻造后,一般都要进行球化退火。
对
错
C50
碳素钢淬火后获得高硬度的原因是
获得珠光体和网状二次渗碳体组织
获得马氏体组织
获得莱氏体组织
B51
厚薄不均匀的工件在淬火冷却时,应将薄的部分先入水中冷却。
对
错
B
93
有一位车工师傅在车削10、20钢零件时,切削韧 性大,表面粗糙,请你帮他解决难题,用什么方法提高零件的切削加工性能?
调质
退火
淬火
正火A
94
对形状复杂的零件,为防止或减小变形、开裂,应采用的以下哪种淬火方法最好
在小中淬火
油中淬火
先水后油双介质淬火
95
白口铸铁是含碳量在2.11%的铁碳合金。铸铁中的杂质Si、Mn、P、S比钢多。
5克/厘米3
C45
回火后钢的力学性能为什么主要决定于回火温度,而不是冷却速度?
因组织与冷却速度有关
因强度与冷却速度有关
因组织取决于回火温度
金属材料热处理工艺(详细工序及操作手法)
金属材料热处理工艺(详细工序及操作手法)一、热处理的定义热处理是指金属在固态下经加热、保温和冷却,以改变金属的内部组织和结构,从而获得所需性能的一种工艺过程。
热处理的三大要素:①加热( Heating)目的是获得均匀细小的奥氏体组织。
②保温(Holding)目的是保证工件烧透,并防止脱碳和氧化等。
③冷却(Cooling)目的是使奥氏体转变为不同的组织。
热处理后的组织加热、保温后的奥氏体在随后的冷却过程中,根据冷却速度的不同将转变成不同的组织。
不同的组织具有不同的性能。
二、热处理工艺1.退火操作方法:将钢件加热到Ac3+30-50度或Ac1+30-50度或Ac1以下的温度(可以查阅有关资料)后,一般随炉温缓慢冷却。
目的:1.降低硬度,提高塑性,改善切削加工与压力加工性能;2.细化晶粒,改善力学性能,为下一步工序做准备;3.消除冷、热加工所产生的内应力。
应用要点:1.适用于合金结构钢、碳素工具钢、合金工具钢、高速钢的锻件、焊接件以及供应状态不合格的原材料;2.一般在毛坯状态进行退火。
2.正火操作方法:将钢件加热到Ac3或Acm 以上30-50度,保温后以稍大于退火的冷却速度冷却。
目的:1.降低硬度,提高塑性,改善切削加工与压力加工性能;2.细化晶粒,改善力学性能,为下一步工序做准备;3.消除冷、热加工所产生的内应力。
应用要点:正火通常作为锻件、焊接件以及渗碳零件的预先热处理工序。
对于性能要求不高的低碳的和中碳的碳素结构钢及低合金钢件,也可作为最后热处理。
对于一般中、高合金钢,空冷可导致完全或局部淬火,因此不能作为最后热处理工序。
3.淬火操作方法:将钢件加热到相变温度Ac3或Ac1以上,保温一段时间,然后在水、硝盐、油、或空气中快速冷却。
目的:淬火一般是为了得到高硬度的马氏体组织,有时对某些高合金钢(如不锈钢、耐磨钢)淬火时,则是为了得到单一均匀的奥氏体组织,以提高耐磨性和耐蚀性。
应用要点:1.一般用于含碳量大于百分之零点三的碳钢和合金钢;2.淬火能充分发挥钢的强度和耐磨性潜力,但同时会造成很大的内应力,降低钢的塑性和冲击韧度,故要进行回火以得到较好的综合力学性能。
表面淬火工艺
表面淬火工艺
表面淬火工艺是指在淬火冷却过程中,将工件加热到淬火温
度后迅速地放在油中或水中,并以一定的冷却介质使其迅速冷却
的一种热处理工艺。
表面淬火工艺主要用于某些高强度、高耐磨
性的钢或合金工具钢及一些冷变形大的结构钢和工具钢的表面。
淬火后工件表面获得马氏体组织,从而获得高硬度、高耐磨
性和高韧性,但表面硬度很低。
为了提高表面硬度,可对工件进
行表面淬火处理。
淬火时,工件加热温度一般控制在高于零件表层温度10~50℃左右。
具体升温速度可通过改变保温时间或采用大电流、小电流
等方法来控制,使工件表层温度达到奥氏体化温度后迅速冷却。
然后将表面层淬火组织(马氏体+残余奥氏体)去除,再以一定
的冷却介质进行后续热处理,如回火或正火等。
这种工艺称为表
面热处理或热加工。
淬火处理后工件表面硬度可达HRC60以上,甚至HRC62以上,但其耐磨性和耐腐蚀性较差。
因此,要求较高的表面机械性能或
耐磨性能的工件必须进行渗碳淬火或渗氮等其他表面强化处理。
—— 1 —1 —。
热处理工艺介绍

热处理工艺介绍关键信息项:1、热处理工艺的类型2、热处理的目的3、适用的材料4、处理过程中的温度控制5、保温时间6、冷却方式7、设备要求8、质量检测标准9、安全注意事项11 热处理工艺的类型111 退火退火是将金属材料加热到适当温度,保持一定时间,然后缓慢冷却的热处理工艺。
其目的是降低材料的硬度,改善切削加工性能,消除残余应力,均匀化学成分等。
112 正火正火是将钢件加热到临界温度以上 30 50℃,保温适当时间后,在空气中冷却的热处理工艺。
正火的作用与退火相似,但冷却速度稍快,得到的组织较细,强度和硬度稍高。
113 淬火淬火是将钢件加热到临界温度以上,保温一段时间,然后在水、油或其他介质中快速冷却,以获得高硬度和高强度的马氏体组织。
114 回火淬火后的钢件内部存在很大的内应力和脆性,回火则是将淬火后的钢件重新加热到一定温度,保温一定时间,然后冷却。
回火可以降低钢件的脆性,调整硬度,提高韧性和塑性。
115 调质处理调质处理是淬火加高温回火的综合热处理工艺,可获得良好的综合力学性能。
12 热处理的目的121 改善材料的力学性能通过改变材料的组织结构,提高强度、硬度、韧性、耐磨性等力学性能,满足不同工作条件下的使用要求。
122 消除残余应力加工过程中产生的残余应力可能导致材料变形、开裂等问题,热处理可以有效消除残余应力,提高材料的尺寸稳定性和可靠性。
如退火可以降低材料的硬度,便于切削、冲压等加工操作。
124 提高材料的耐腐蚀性能适当的热处理工艺可以改善材料的表面组织结构,增强其耐腐蚀能力。
13 适用的材料131 钢铁材料包括碳素钢、合金钢、工具钢等,不同类型的钢铁材料需要根据其成分和性能要求选择合适的热处理工艺。
132 有色金属材料如铝合金、铜合金等,也可以通过热处理来改善其性能。
133 其他材料如一些特殊的陶瓷材料、复合材料等,在特定情况下也可能需要进行热处理。
14 处理过程中的温度控制141 加热温度的确定根据材料的成分、相变点和性能要求,精确确定加热温度是热处理成功的关键。