焊接记录表格范本
焊接记录表
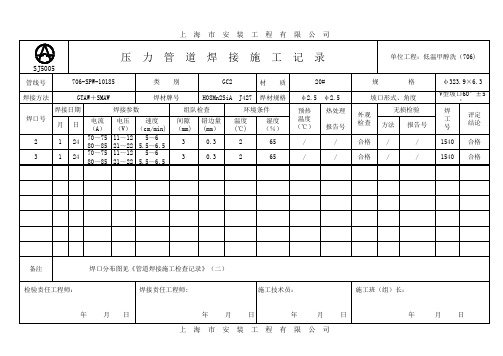
单位工程:低温甲醇洗(706)
格
φ33.7×4.5 V型坡口60°±5° 焊 工 号 1540 评定 结论 合格
焊材牌号
焊材规格 环境条件
坡口形式、角度 外观 检查 合格 无损检验 方法 RT 报告号 706-RT-827
温度 (℃) 2
湿度 (%) 65
1
70~75 11~12
上 海 市 安 装 工 程 有 限 公 司
单位工程:低温甲醇洗(706)
格
φ323.9×6.3 V型坡口60°±5° 焊 工 号 评定 结论
焊材牌号
焊材规格
坡口形式、角度 外观 检查 无损检验 方法 报告号
环境条件 温度 (℃) 湿度 (%)
压 力 管 道 焊 接 施 工 记 录
SJ5005
管线号 焊接方法 焊接日期 焊口号 月 1 日 24 电流 (A) 706-SPW-10185 GTAW 焊接参数 电压 速度 (V) (cm/min) 5~6 类 别 GC2 H08Mn2Si 组队检查 间隙 (mm) 2.5 错边量 (mm) 0.2 材 质 20# φ2.5 预热 温度 (℃) / 热处理 报告号 / 规
单位工程:低温甲醇洗(706)
格
φ323.9×6.3 V型坡口60°±5° 焊 工 号 1540 1540 评定 结论 合格 合格
焊材牌号
焊材规格
坡口形式、角度 外观 检查 合格 合格 无损检验 湿度 (%) 65 65
2 3
备注 检验责任工程师:
单位工程:低温甲醇洗(706)
格
φ323.9×6.3 V型坡口60°±5° 焊 工 号 评定 结论
焊材牌号
焊材规格
坡口形式、角度 外观 检查 无损检验 方法 报告号
焊接工作记录表

工程名称临沂金锣文瑞高低温车间制冷设备配件维修分项工程名称氨制冷系统安装日期2015.5.12 管线号G0105-350 焊接方法氩弧焊打底,手工电弧焊盖面设备名称压力管道环境温度25℃相对湿度40%所用焊接工艺文件焊接作业指导书、焊接工艺评定报告焊口编号焊材焊接电源焊接电流(A)电弧电压(V)焊接速度(cm/min)施焊焊工牌号规格编号种类极性G0105 -B1 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B2 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B3 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B4 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B5 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B6 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B7 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B8 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申备注:注:焊缝返修亦用此表。
焊接过程记录表

焊缝表面质量检验单
产品名称
零件名称
焊缝类型
班组
产品图号
,
零件图号
焊接方法
焊工代号
产品编号
材质
^
焊缝位置
工件编号
规格
Ф
施焊日期
检
}
验
记
录
类别
外表面
内表面
表面缺陷
焊缝
最高
咬边深度
连续长度
…
余高
最低
熔渣飞溅物
总长
焊缝宽度
!
最宽
其它:
最窄
焊角高度
结 论
检 验 员
年 月 日
{
焊接过程记录表
产品图号
焊件图号
母材
产品编号
容器类别
¥
产品名称
焊件名称
规格
Ф
台份编号
施焊班组
;
施焊
项目
焊工
代号
焊缝
类型
焊接
方法
焊接
/
位置
数量
焊接材料
焊接规范参数
(
焊材
规格
焊剂
烘干温度
电源及极性
层数ቤተ መጻሕፍቲ ባይዱ
电流
电压
焊速(cm/min)
]
℃
(
\
℃
^
℃
》
/
℃
,
℃
》
*
℃
^
℃
>
\
℃
》
℃
.
说明
施焊者:
年 月 日
检验员:
年 月 日
焊接过程检验记录表

未焊透深度≤15%δ且≤1.5mm总长度不 超过焊缝有效长度的10%(氩弧焊打底 的试件不允许未焊透)
3
焊缝外观 背面凹坑深度≤25%δ且≤1mm;除仰焊
位置的板状试件不作规定外,总长度不
超过焊缝有效长度的10%
检验员:
双面焊缝余高0~3mm,焊缝宽度比坡口 每侧增宽0.5~2.5mm,宽度误差≤3mm
株洲市开关板电器设备厂焊接过程检验记录表
序号 检验项目
技术要求
OZK.479.003-1 实测记录 检测结果
1
焊前准备
劳保着装及工具准备齐全,并符合要求, 参数设置、设备调试正确
2
焊接操作 试件固定的空间位置符合要求
两面焊缝表面不允许有焊瘤、气孔、烧 穿等缺陷
焊缝咬边深度≤0.5mm,两侧咬边总长 度不超过焊缝有效长度的15%
错边≤10
焊接参数记录表

焊接参数记录表
CCJX/QRC3-5
日期
焊接产品
板厚
电流
电压
气体流量
操作人
焊接参数记录表
CCJX/QRC3-5
日期
焊接产品
板厚
电流
电压
气体流量
操作人
焊接参数记录表
CCJX/QRC3-5
日期
焊接产品
板厚
电流
电压
气体流量
操作人
焊接参数记录表
焊接记录表格范本

焊接记录表格范本
焊接记录表格范本
项目名称:XXXXX工程
焊接记录表
焊接件名称:
焊接材料规格:
焊接方式:
焊接电流/电压:
焊接日期:
次数
焊缝号
焊接位置
焊接工艺
焊接材料
焊接电流/电压
电极型号及直径
焊接后尺寸(检测前)
焊接后尺寸(检测后)
焊工编号及签名
说明:
1. 每条焊缝都需要填写焊接记录表,冠以相同的焊接件名称。
2. 焊接位置要详细的表明,不允许有遗漏。
3. 焊接工艺应当按照设计要求来选择,并注明工艺名称。
(例如:手工电弧焊、埋弧焊、气保焊等)
4. 焊接电流/电压需严格按照工艺数据来设置,不得超过工艺文书规定的范围。
5. 电极型号及直径应根据工艺文书中规定的内容来选用,一旦选择即不能随意更改。
6. 检测前和检测后的焊接后尺寸需要详细记录,并用尺子进行测量。
7. 焊接后,需让焊工在规定的栏位中签字,以便于追溯。
采购商签署:_____________________ 日期:
_______________________
质检员签署:_____________________ 日期:
_______________________
焊工签署:_____________________ 日期:
_______________________。
焊接操作人员焊绩记录表
记录人:XXX
日期:XXXX 年 XX 月 XX 日
焊接操作人员:XXX
焊绩记录:
序 焊缝类
号
型
焊接材 料
焊接工艺 焊接时间 焊接质 量
备注
1 平焊
钢材Βιβλιοθήκη 手工电弧 焊3 小时
优
无缺陷
2
立焊 不锈钢
氩弧焊 2.5 小时
良
小气泡,已修复
3 横焊
铝材
MIG 焊接 2 小时
优
无缺陷
4 对接焊 钢材
TIG 焊接 3.5 小时
优
无缺陷,冷却效果好
总结:今日操作人员 XXX 共进行了 4 次焊接操作,整体质量良好,无重大缺陷。其中, 立焊存在小气泡,但已及时修复。建议在今后的操作中,加强对接头的检查和处理,确 保焊接质量。
请注意,这只是一个示例表格。实际的焊绩记录表可能包含更多详细信息,如温度、湿 度、气体流量等环境参数,以及具体的焊接参数、焊缝尺寸等。这有助于更全面地评估 焊接操作的效果和潜在问题。
焊接记录表格
焊缝尺寸
符合GB/T2694中4.7.3Z4.7.4
要求
焊缝尺
有与角钢装配要求的组焊件 角度(如:塔脚靴板的90°角)
0+ 40'
角度尺
型钢及钢板平面(如塔脚底 板等)内的焊接挠曲度f
b < 80 1.3L/1000
b > 80 L/1000
卡尺
板尺
焊接构件平间内挠曲度
土材1.3L/1000
腹材1.5L/1000
角钢塔焊接件检验记录
工程名称:塔型:
制造单位
检测设备及状态
在检定有效期内
检验项目
允许偏差(mm
检测
工具
抽检样本及检测结果
材料规格尺寸偏差
技术协议
卡尺
孔径
非镀锌件:+0.8 , 0
镀锌件:+0.5 , -0.2
卡尺
孔数
图纸
目测
端距Sd
土3.0
卡尺
无孔节点板位移
土3.0
卡尺
跨焊缝的相邻两孔间距
土1.0
卡尺
整个平面L/1000
卡尺
板尺
检验结论
注:钢材规格尺寸按标准要求填写测量偏差值
操作工:
检验员:
检验时间:
相邻两组连接板间距
土2.0
ห้องสมุดไป่ตู้卷尺
不相邻两组连接板间距
土4.0
卷尺
搭接构件同心孔中心相对偏 差
1.0
卡尺
搭接间隙
b< 50
1.0
塞尺
b> 50
2.0
塞尺
T接板倾斜距离
有孔
土2.0
卡尺
焊接施工记录表
焊接施工记录表
一、焊接材料记录
1. 焊接材料名称:
2. 焊接材料规格:
3. 焊接材料生产厂家:
4. 焊接材料质量保证书编号:
5. 焊接材料入库日期:
6. 焊接材料领用日期:
7. 焊接材料使用数量:
8. 焊接材料剩余数量:
9. 焊接材料存放地点:
10. 其他说明:
二、焊接工艺记录
1. 焊接方法:
2. 焊接工艺参数:
3. 焊前预热温度:
4. 焊后热处理温度:
5. 焊缝坡口形式及尺寸:
6. 焊接层数及每层焊接厚度:
7. 焊接顺序示意图:
8. 其他说明:
三、焊接检验记录
1. 检验时间:
2. 检验人员:
3. 检验方法:外观检查/无损检测/破坏性检验等。
4. 检验结果:合格/不合格。
若不合格,需注明不合格部位及缺陷类型。
5. 返修处理情况及结果:若检验不合格,需记录返修处理情况及结果。
6. 其他说明:
四、焊工信息记录
1. 焊工姓名:
2. 焊工资格证书编号:
3. 焊工培训记录(若有):
4. 焊工从事焊接工作时间:
5. 其他说明:
五、焊接缺陷及处理记录
1. 缺陷类型及描述:
2. 缺陷部位及数量:
3. 缺陷产生原因分析:
4. 缺陷处理方法及结果:返修/补焊/重新检验等。
5. 其他说明:
六、焊接设备使用记录
1. 焊接设备名称及型号:
2. 焊接设备生产厂家:
3. 焊接设备使用日期及时间:
4. 焊接设备运行状况(正常/异常):
5. 焊接设备使用人员及操作证编号:
6. 其他说明:。
焊接工作记录表
焊接工作记录表工程名称临沂金锣文瑞高低温车间制冷设备配件维修分项工程名称氨制冷系统安装日期2015.5.12 管线号G0105-350 焊接方法氩弧焊打底,手工电弧焊盖面设备名称压力管道环境温度25℃相对湿度40%所用焊接工艺文件焊接作业指导书、焊接工艺评定报告焊口编号焊材焊接电源焊接电流(A)电弧电压(V)焊接速度(cm/min)施焊焊工牌号规格编号种类极性G0105 -B1 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B2 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B3 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B4 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B5 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B6 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B7 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B8 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申备注:注:焊缝返修亦用此表。