模具结构基础知识
模具设计常用基本知识,你懂得几个?
模具设计常用基本知识,你懂得几个?1、常用塑胶工程材料及收缩率?ABS:0.5%(超不碎胶)pc:0.5%(防弹玻璃胶)PMMa:0.5%:(有机玻璃)pe:2%聚乙烯PS:0.5%(聚苯乙稀)pp:2%(百折软胶)PA:2%(尼龙)PVC:2%(聚氯乙烯)POM:2%(塞钢)ABS+PC:0.4%PC+ABS :0.5%工程材料: ABS PC PE POM PMMA PP PPO PS PET2、模具分为那几大系统?浇注→顶出→冷却→成型→排气3、在做模具设计过程中应注意哪些问题?1、壁厚应尽量均匀一致,脱模斜度要足够大。
2、过渡部分应逐步,圆滑过渡、防止有尖角。
3、浇口。
流道尽可能宽大,粗短,且应根据收缩冷凝过程设置浇口位置,必要时应加冷料井。
4、模具表面应光洁,粗糙度低(最好低0.8)5、排气孔,槽必须足够,以及时排出空气和熔体中的气体。
6、除PET外,壁厚不要太薄,一般不得小于1mm.4、塑胶件常出现的瘕疵?缺胶→披风→气泡→缩水→熔接痕→黑点→条纹→翘起→分层→脱皮5、常用的塑胶模具钢材?45# S50c 718 738 718H738H P20 2316 8407 H13NAK80 NAK55 S136 S136H SKD616、高镜面抛光用哪种纲材?常用高硬热处理钢材,例如:SKD61、8407、S1367、模架有那些结构?面板→A板→B板→方铁→导柱→顶针板→顶针固定板→底板8、分型面的基本形式有哪些?平直→倾斜→曲面→垂直→弧面9、在UG中如何相互隐藏?ctrL+B或ctrL+shift+B10、模具加工机械设备有哪些?电脑锣→车床→铣床→磨床→钻床11、什么是2D,什么是3D?D的英文是:Dimension(线度、维)的字头,2D是指二维平面,3D是指三维空间,在模具部分,2D通常是指平面图即CAD图,3D 通常指立体图。
12、pro/e的默认精度是多少?UG默认精度是多少?pro/e默认精度为:0.0012MM,UG默认精度为:0.0254MM。
模具基础知识培训完整版docx

引言:模具是制造工业产品不可或缺的工具。
了解模具基础知识对于提高工作效率、改善产品质量至关重要。
本文将深入探讨模具基础知识,包括材料选择、设计原则、制造工艺等方面的内容,以帮助读者对模具有更深入的了解。
概述:模具是一种用于制造工业产品的设备或工具,通过将原材料进行成型、注塑等操作,将其转化为所需的形状和尺寸。
模具的制作需要根据不同的产品需求和工艺进行设计和选择。
正文内容:一、材料选择1. 材料选择的重要性- 模具材料的选择对模具的使用寿命和工作效率有重要影响。
- 合适的模具材料可以提高模具的硬度、耐磨性和耐腐蚀性。
2. 常见的模具材料- 工具钢:具有较高的硬度和韧性,适合制作耐磨性好的模具。
- 不锈钢:具有较好的耐腐蚀性能,适合制作食品加工等需要高洁净度的模具。
- 铝合金:具有较低的密度和较好的导热性,适合制作大型模具。
二、设计原则1. 设计原则的重要性- 模具设计是模具制作的关键环节,对模具的质量和使用寿命起决定性作用。
- 合理的模具设计可以提高模具的生产效率和产品质量。
2. 常用的设计原则- 合理布置导向和定位元件,以确保成品的精度和一致性。
- 减少模具的使用部件,以降低成本和制造工艺的复杂性。
- 设计易于维护和调整的模具结构,以提高生产的灵活性。
三、制造工艺1. 制造工艺的步骤- 模具加工前的准备工作,包括材料准备、图纸分析等。
- 模具加工的具体流程,包括铣削、车削、磨削等工艺。
- 加工后的模具调试和修正工作,以确保模具的准确性和可靠性。
2. 工艺中的关键技术- 数控加工技术:利用计算机控制设备进行加工,提高加工精度和效率。
- 电火花加工技术:通过电火花放电来进行精细加工,适用于加工高硬度材料。
四、模具检测1. 模具检测的目的- 检测模具的准确性和可靠性,确保模具制作的质量。
- 检测模具的磨损状况和维护情况,及时进行维修和更换。
2. 常用的检测方法- 三坐标测量:通过测量模具的坐标值来评估模具的准确度。
模具基础知识

(2)法定继承人的顺序和范围
(3)代位继承
3.遗产处理
(1)有人继承或受遗赠的遗产的处理
(2)无人继承又无人受遗赠的遗产的处理
(3)遗留债务的清偿
(4)继承的诉讼时效
上一页 返回
第四节 合同
一、合同法的相关概念
1.合同法的概念
合同法是调整平等主体之间合同关系的法 律规范的总和。
上一页 下一页 返回
6.3 注射模设计基础
6.3.2 分型面的选择
分型面是决定模具结构形式的一个重要因素,它与模具的整 体结构、浇注系统的设计、塑件的脱模和模具的制造等有关。 因此,分型面的选择是注射模具设计中的一个关键步骤。
1. 分型面的形式 注射模具可以只有一个分型面,也可以有多个分型面。在多
上一页 下一页 返回
第二节 民事主体
(7)自然人民事行为能力的终止 (8)宣告失踪和宣告死亡 2.法人 法人是具有民事权利能力和民事行为能力,
依法独立享有民事权利和承担民事义务的 组织。简言之,法人是具有民事权利主体 资格的社会组织。 3.个体工商户 个体工商户,是指自然人以家庭的名义, 在法律允许的范围内,经核准上登一页记后下一,页从返回
上一页 下一页 返回
6.1 塑料成型工艺基础
6.1.3 塑料成型的工艺特性
塑料的成型工艺特性是塑料在成型加工过程中表现出来的特 有性质。只有对塑料的成型工艺特性有了一定的了解,才有 可能进行模具设计。
塑料成型的工艺特性主要有以下几个方面。 1. 收缩性 塑件从温度较高的模具取出冷却到室温后,其尺寸或体积会
(5)单方民事法律行为
3.债的担保
债的担保是为督促债务人履行债务,保障 债权得以实现的一种法律制度。
债的担保方式有:
最新冲压模具结构基础知识
冲压模具结构基础知识一.冲压概述1. 沖压原理:是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。
(冲压简单的定义是利用冲模对金属板料进行加工以得到所需要的零件形狀和尺寸.)2. 沖压模具:冲压模具,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备,称为冷冲压模具(俗称冷冲模)。
3. 沖压模具加工的特点:A: 可沖制出各种形狀复杂、精度一致的制件,且可以保证互換性;B: 操作简便,易实现自动化,生产效率高;C: 节约能源,制造成本低;D: 冲压件表面质量好;E: 适用于大批量生产。
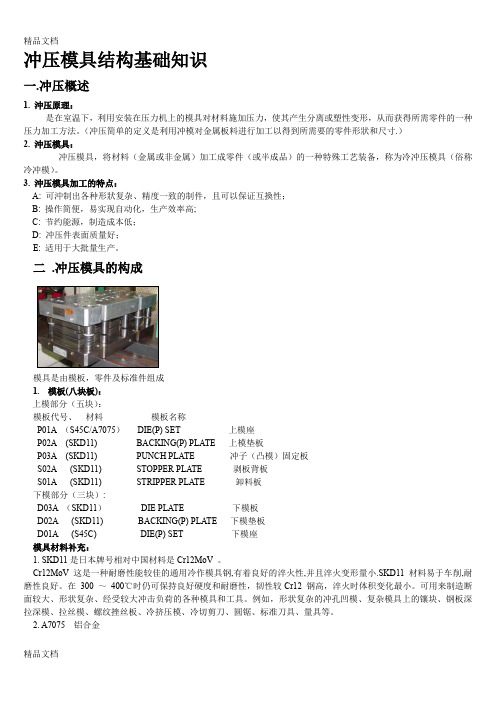
二.冲压模具的构成模具是由模板,零件及标准件组成1.模板(八块板):上模部分(五块):模板代号、材料模板名称P01A (S45C/A7075)DIE(P) SET 上模座P02A (SKD11) BACKING(P) PLATE 上模垫板P03A (SKD11) PUNCH PLATE 冲子(凸模)固定板S02A (SKD11) STOPPER PLATE 剥板背板S01A (SKD11) STRIPPER PLATE 卸料板下模部分(三块):D03A (SKD11)DIE PLATE 下模板D02A (SKD11) BACKING(P) PLATE 下模垫板D01A (S45C) DIE(P) SET 下模座模具材料补充:1. SKD11是日本牌号相对中国材料是Cr12MoV 。
Cr12MoV 这是一种耐磨性能较佳的通用冷作模具钢,有着良好的淬火性,并且淬火变形量小.SKD11材料易于车削,耐磨性良好。
在300 ~400℃时仍可保持良好硬度和耐磨性,韧性较Cr12 钢高,淬火时体积变化最小。
可用来制造断面较大、形状复杂、经受较大冲击负荷的各种模具和工具。
例如,形状复杂的冲孔凹模、复杂模具上的镶块、钢板深拉深模、拉丝模、螺纹挫丝板、冷挤压模、冷切剪刀、圆锯、标准刀具、量具等。
塑胶模具基础知识

塑胶模具基础知识目录1. 塑胶模具基础知识概述 (3)1.1 塑胶模具的应用领域 (4)1.2 塑胶模具的重要性 (5)1.3 塑胶模具的设计与发展 (6)2. 塑胶模具的类型 (7)2.1 注射成型模具 (8)2.1.1 注射成型原理 (9)2.1.2 注射成型模具的结构 (10)2.2 挤出成型模具 (11)2.2.1 挤出成型原理 (14)2.2.2 挤出成型模具的结构 (14)2.3 其他塑胶模具类型 (16)2.3.1 吹塑模具 (17)2.3.2 压塑模具 (19)2.3.3 翻孔型塑胶模具 (19)3. 塑胶模具的材料和制作 (21)3.1 模具钢的种类和特性 (22)3.2 模具涂层技术 (23)3.3 模具的制造工艺 (24)3.3.1 模具的铸造过程 (25)3.3.2 模具的机械加工过程 (27)4. 塑胶模具的设计与开发 (28)4.1 模具设计的原则 (29)4.2 模具设计的步骤 (30)4.3 模具开发中的问题处理 (31)5. 塑胶模具的制造工艺 (32)5.1 模具的安装与调试 (33)5.2 模具制造中的质量控制 (34)6. 塑胶模具相关标准与法规 (36)6.1 国际标准 (37)6.2 国家标准 (38)6.3 行业法规与规范 (39)7. 塑胶模具的前沿技术和发展趋势 (40)7.1 3D打印技术在模具制造中的应用 (41)7.2 智能模具的开发 (43)7.3 环境友好型的模具材料和技术 (45)8. 塑胶模具的案例分析 (46)8.1 汽车部件模具的案例研究 (47)8.2 消费品模具的设计与制造 (49)8.3 医疗设备模具的开发 (50)9. 塑胶模具的后续服务 (52)9.1 模具维修与改进 (53)9.3 模具培训与技术交流 (56)10. 总结与展望 (57)10.1 塑胶模具市场分析 (59)10.2 未来发展趋势预测 (60)10.3 个人或企业发展建议 (61)1. 塑胶模具基础知识概述塑胶模具是一种精密制造技术,用于生产各种塑料制品。
汽车冲压模具基础知识
汽车冲压模具基础知识自动汽车冲压模具的基础知识:一、模具结构及原理1. 模具的基本构件:模具结构由压力室、上下腔体、模座、模架、连接件、滑块等构件组成,它们协同配合,从而实现冲压过程中所需任务。
2. 冲压原理:冲压是在一定的机械加载条件下,将工件要加工的部位挤压变形成所要求的形状、尺寸和强度的过程。
二、模具设计要点1. 准确定义冲压目标:确定需要冲压零件的结构尺寸及形状,以便把握冲压工艺的实现性及精度要求。
2. 选择模具材料:首先要选择具有良好机械性能和化学稳定性的合金钢材料,以提高模具的承载力、热处理的使用寿命,以及防止流材引起的热损伤。
3. 优化过程参数:根据实际情况,优化冲压过程参数,确定最优模具结构,满足冲压需求。
这关系到模具的设计及选用,以及模具的装配及安装。
三、模具制作工艺1. 分解图:首先要结合模具结构,根据分解图绘制模具各部件的制作图纸,明确各构件的尺寸及形状要求;2. 机加工:根据图纸,采用机加工方法加工模具各构件,以精确而又快捷地完成零件精加工工作;3. 热处理:以提高模具的耐磨性和耐腐蚀性,为模具改善表面属性,同时防止模具受损;4. 检查检验:模具安装齐全后,还要进行检查与检验,已确保模具在使用前安全可靠。
四、模具装配1. 安装定位器:根据模具的工艺要求,先安装定位器,以保证模具的高精度;2. 排放模芯:模芯的数量和布置必须按照实际需要,按照规定的方式,采用密封胶密封;3. 装配液压缸:用来实现模具压力室的压力变化,液压缸装配时应注意缸体接头处的密封条用安装;4. 调试压力室:压力室调试完成后,测试机构进行检查,以确保模具性能满足使用要求。
五、模具保养1. 清洁润滑:清洁模具表面,润滑零部件以及芯滑块的表面;2. 检查松紧:按照手册的要求检查模具所有螺栓的松紧程度,固定连接部件;3. 工作温度:保持模具的工作温度适宜,防止模具因温度变化而造成使用不稳定;4. 更换耗材:根据模具使用情况及特性,定期更换模具阀门、密封件以及密封件等耗材,以降低模具的维护成本。
模具基础知识培训培训资料(7)
引言概述:模具是制造产品的重要工具,其质量和精度直接影响产品的质量和效率。
为了提高模具制造技术水平,培训和掌握模具基础知识是非常重要的。
本文旨在系统介绍模具基础知识培训的内容,包括模具材料、模具设计、模具加工工艺等方面。
正文内容:一. 模具材料1. 金属材料:介绍常用的金属模具材料,如工具钢、高速钢和硬质合金等,包括其性能特点、选择原则和应用范围。
2. 非金属材料:介绍常用的非金属模具材料,如塑料和橡胶等,讨论其特性及应用场景,以及如何选择合适的非金属模具材料。
二. 模具设计1. 模具设计原则:介绍模具设计的基本原则,包括合理性、可靠性、可制造性等,讨论如何在设计过程中考虑这些因素。
2. 模具结构设计:介绍模具的主要结构,如分型装置、导向系统、脱模机构等,详细讨论各部位的设计要点和注意事项。
3. 模具标准件选择:介绍常用的模具标准件,如导向柱、导套、弹簧等,讨论选择标准件的原则和注意事项。
三. 模具加工工艺1. 模具加工工艺流程:介绍模具加工的一般流程,包括毛坯加工、精密加工和热处理等,讨论每个环节的工艺要点和注意事项。
2. 数控加工技术:介绍数控加工在模具加工中的应用,包括数控铣削、数控车削和数控电火花等,讨论数控加工技术的优势和适用范围。
3. 模具质量控制:介绍模具加工质量控制的方法和手段,包括检验设备、检验方法和检验标准等,讨论如何保证模具的质量和精度。
四. 模具使用与维护1. 模具使用注意事项:介绍在模具使用过程中的注意事项,如装卸模具、调试模具和保养模具等,讨论如何避免模具损坏和延长模具使用寿命。
2. 模具维护保养:介绍模具的常规维护和保养工作,包括清洁模具、润滑模具和防锈处理等,讨论如何保持模具的良好状态和使用性能。
五. 模具创新与发展1. 模具设计创新:介绍模具设计的创新方向和方法,包括模具CAD设计、模具CAE分析和模具CAM制造等,讨论如何应用新技术和新方法提高模具设计效率和质量。
《模具基础知识》课件
本PPT介绍了模具的基础知识,包括模具的概述、分类、零部件、设计要素、 设计流程、加工技术、维护、质量检测、应用、现状与趋势等内容。
模具概述
模具是指用于制造产品的工具,它可以使物体具有特定的形状、尺寸和表面质量。模具的分类包括冲压模、注塑模、 压铸模等。
模具零部件
1 模具胚料
2 模具标准件
3 模具附件
模具的主要材料,常用的有 合金钢、铝合金等。
用于组装模具的标准零部附件,如卸模装置、冷却系 统等。
模具设计要素
产品要求
根据产品的要求确定模具的设计参数和工艺。
结构设计
通过合理的结构设计来保证模具的使用性能和寿命。
流动性分析
通过流动性分析优化模具的冲击力和成型效果。
模具应用
模具在各行业广泛应用,如汽车制造、家电制造、塑料制品等。模具的发展 前景非常广阔,将会越来越重要。
模具现状与趋势
国内外模具市场现状
模具市场呈现快速增长的趋势,国内外市场竞争激 烈。
模具行业未来趋势
随着科技的发展,模具行业将趋于自动化和智能化。
总结
1 模具知识回顾
回顾模具的基础知识,加深对模具设计和加工的理解。
模具维护
1 维护方法
定期进行模具的清洁、润滑和紧固工作。
2 保养注意事项
注意模具的存放环境和使用条件,避免损坏和老 化。
模具质量检测
质量检测标准
根据产品要求和行业标准进行模 具的质量检测。
质量检测方法
使用合适的检测方法来测试模具 的尺寸精度、材料硬度等。
质量检测设备
选用精密的检测设备来确保模具 的质量。
模具设计流程
设计软件选择
选择适合的模具设计软件来辅助进 行模具设计。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第四節 模具結構基礎知識 ※※ ※※ 1-4-1
第四節 模具結構基礎知識 4.1沖孔模結構基礎知識 一. 沖孔模的結構
二. 沖孔模的工作過程 沖孔模的工作過程根據沖床的運動時間順序分為以下幾個部分: 1. 沖床滑塊帶動上模從開模狀態時的最高點開始向下運動,此時上下模未有接觸.
2. 當上打板接觸到下模的沖件時,上打板停止運動,沖床滑塊繼續向下運動,上模脫料彈簧開始壓縮,上打板受彈簧壓力,壓緊沖壓件.經過一定的行程,裝在上夾板上的沖子接觸到沖件.
3. 沖床滑塊繼續向下運動,在接近下死點(閉模狀態)時,沖子完全進入下模孔內,完成沖孔.
4. 沖孔廢料從下模板到下墊板到下模座漏料孔落下. 5. 在沖床經過下死點后,沖床滑塊帶動上模開始回升,此時,由於壓力緩解,在上模脫料彈簧力的作用下,上打板把沖件從沖子上頂出,完第四節 模具結構基礎知識 ※※ ※※ 1-4-2
成脫料.下模板的頂料銷上頂,使沖件回位. 6. 沖床滑塊帶動上模繼續上行,回到開模狀態時的最高點,完成一次沖壓過程.
三. 沖孔模各模板﹑零件的名稱﹑材質﹑硬度及功能 1. 名稱:上托板HP 材質: SS41 熱處理硬度: NONE 功能:將模具的上模部分通過夾模器連接固定在沖壓設備的滑塊上,可使模具的上模隨沖壓設備上下運動.
2. 名稱:上墊腳BB 材質: SS41 熱處理硬度: NONE 功能:位於上托板與上模座之間,起墊高作用,根據需要調整其高度,可使模具適用於不同的沖壓設備,並可保証夾模器有足夠的安放空間.上墊腳排布的位置會影響到整個的受力狀況,從而影響到模具的工作質量及產品的質量.
3. 名稱:上模座HH 材質: SS41 熱處理硬度: NONE 功能:是上模部分及外導柱或外導套的固定板.沒有上托板時,還具有上托板的功能.
4. 名稱:上墊板BP 材質: SS41(或YK30,SKD11) 熱處理硬度: NONE(或HRC52) 功能:承受夾板上沖子的作用力,保証彈簧有足夠的壓縮行程. 5. 名稱:上夾板PP 材質: SS41 熱處理硬度: NONE 功能:對沖子與內導柱起夾持與定位作用. 6. 名稱:上打背板SB 第四節 模具結構基礎知識 ※※ ※※ 1-4-3
材質: SS41(YK30,SKD11) 熱處理硬度: NONE(或HRC52) 功能:支承打板上的入子. 7. 名稱:上打板SP 材質: SKD11 熱處理硬度: HRC52 功能:在合模時起壓料作用,在開模時起卸料作用,需要硬度及耐磨特性,是工作模板,是沖子的導向板.
8. 名稱:下模板DB 材質: SKD11 熱處理硬度: HRC58 功能:凹模刃口,需要硬度及耐磨特性,是工作模板. 9. 名稱:下墊板CB 材質: SS41(或YK30,SKD11) 熱處理硬度: NONE(或HRC52) 功能:承力部件,保証下模板沖裁刃口強度及對下模板入子的固定與承力.
10. 名稱:下模座DD 材質: SS41 熱處理硬度: NONE 功能:是下模部分及外導套或外導柱的固定模板. 11. 名稱:下墊腳CC 材質: SS41 熱處理硬度: NONE 功能:位於下托板與下模座之間,起墊高及方便排廢料作用,根據需要調整其高度,可使模具適用於不同的沖壓設備,下墊腳排布的位置會影響到整個模具的受力狀況, 從而影響各模板的工作質量及產品的質量.
12. 名稱:下托板DH 材質: SS41 第四節 模具結構基礎知識 ※※ ※※ 1-4-4
熱處理硬度: NONE 功能:將模具的下部分通過夾模器連接固定在沖壓設備的床台上. 13. 沖頭:沖切材料的凸模稱為沖頭(punch)﹑凹模稱為模板(die).沖頭及模板需要硬度及耐磨特性,一般選用SKD11,熱處理HRC58.
四. 沖孔模各模板﹑零件之間固定與連接方式 1. 上模部分: a, HP BB HH的鎖固連接方式如下圖所示:
b, 上模座,上墊板,上夾板,上打背板,上打板的鎖固連接方式如下圖所示:
2. 下模部分的鎖固連接方式如下圖所示: 第四節 模具結構基礎知識
※※ ※※ 1-4-5
4.2復合模結構基礎知識 一、 復合模的結構
二、 復合模的工作過程 復合模的工作過程根據沖床的運動時間順序分為以下幾個部分: 1. 沖床滑塊帶動上模從開模狀態時的最高點開始向下運動,此時下上模未有接觸.
2. 當上打板接觸到下模的沖件時上打板停止運動,沖床滑塊繼續向下運動,上模脫料彈簧開始壓縮,上打板受彈簧壓力,壓緊沖件.經過一定的行程,上模板及裝在上夾板上的沖子接觸到沖件.
3. 當上模板接觸到沖件時,下模的脫料彈簧也開始壓縮,下打板向下運動,下模板與上模板發生剪切,模具開始落料.
4. 沖床滑塊繼續向下運動,在接近下死點(閉模狀態)時,下模板完全進入上模板內,沖子完全進入下模孔內,同時完成落料沖孔. 5. 落料的廢邊框被上模板壓在下打板上,沖孔廢料從下模板到下夾板到下模座漏料孔落下.
6. 在沖床經過下死點后,沖床滑塊帶動上模開始回升,此時,由於壓力緩解,在上模脫料彈簧力的作用下,上打板把沖件從沖子上頂出,完成脫料.下模板的頂料銷上頂,使沖件回位.下打板在下模脫料彈簧的作用下把廢邊框頂出高於下模面低於沖件的位置. 第四節 模具結構基礎知識 ※※ ※※ 1-4-6
7. 沖床滑塊帶動上模繼續上行,回到開模狀態時的最高點,完成一次沖壓過程.
三、 復合模各模板﹑零件的名稱﹑材質﹑硬度及功能 1. 名稱:上托板HP 材質: SS41 熱處理硬度: NONE 功能:將模具的上模部分通過夾模器連接固定在沖壓設備的滑塊上,可使模具的上模隨沖壓設備上下運動.
2. 名稱:上墊腳BB 材質: SS41 熱處理硬度: NONE 功能:位於上托板與上模座之間,起墊高作用,根據需要調整其高度,可使模具適用於不同的沖壓設備,並可保証夾模器有足夠的安放空間.上墊腳排布的位置會影響到整個的受力狀況,從而影響到模板的工作質量及產品的質量.
3. 名稱:上模座HH 材質: SS41 熱處理硬度: NONE 功能:是上模部分及外導柱或外導套的固定板.沒有上托板時,還具有上托板的功能.
4. 名稱:上墊板BP 材質: SS41(或YK30,SKD11) 熱處理硬度: NONE(或HRC52) 功能:承受夾板上沖子的作用力,保証彈簧有足夠的壓縮行程. 5. 名稱:上夾板PP 材質: SS41 熱處理硬度: NONE 功能:對沖子起夾持與定位作用. 6. 名稱:上打背板SB 材質: SS41(YK30,SKD11) 第四節 模具結構基礎知識 ※※ ※※ 1-4-7
熱處理硬度: NONE(或HRC52) 功能:支承打板上的入子. 7. 名稱:上模板UD(下模板DB與之共用) 材質: SKD11 熱處理硬度: HRC58 功能:上下模板刃口需要高硬度,耐磨損性,是工作模板. 8. 名稱:下打板OP(上打板SP與之共用) 材質: SKD11 熱處理硬度: HRC52 功能:在合模時起壓料作用,在開模時起卸料作用,需要硬度及耐磨性,是工作模板,是沖子的導向板.
9. 名稱:下夾板DP 材質: SS41(或YK30,SKD11) 熱處理硬度: NONE(或HRC52) 功能:承力部件,保証下模板沖裁刃口強度及對下模板入子的固定與承力.對內導柱起夾持與定位作用.
10.名稱:下模座DD 材質: SS41 熱處理硬度: NONE 功能:是下模部分及外導套或外導柱的固定的板. 11.名稱:下墊腳CC 材質: SS41 熱處理硬度: NONE 功能:位於下托板與下模座之間,起墊高及方便排廢料作用,根據需要調整其高度,可使模具適遙於不同的沖壓設備,下墊腳排布的位置會影響到整個模具的受力狀況, 從而影響各模板的工作質量及產品的質量.
12.名稱:下托板DH 材質: SS41 熱處理硬度: NONE 第四節 模具結構基礎知識 ※※ ※※ 1-4-8
功能:將模具的下部分通過夾模器連接固定在沖壓設備的床台上. 13.沖頭:沖切材料的凸模稱為沖頭(punch)﹑凹模稱為模板(die).沖頭及模板需要硬度及耐磨損性,一般選用SKD11,熱處理HRC58.
四、 復合模各模板﹑零件之間固定與連接方式 3. 上模部分: a, HP BB HH的鎖固連接方式如下圖所示:
b, 上模座,上墊板,上夾板,上打背板,上打板,上模板的鎖固連接方式如下圖
4. 下模部分的鎖固連接方式如下圖所示: 第四節 模具結構基礎知識
※※ ※※ 1-4-9
4.3頂料銷卸料的成形模結構基礎知識 一、 頂料銷卸料的成形模結構
二、 頂料銷卸料的成形模工作過程 頂料銷卸料的成形模的工作過程根據沖床的運動時間順序分為以下幾個部分:
1. 沖床滑塊帶動上模從開模狀態時的最高點開始向下運動,此時上下模未有接觸.
2. 當上模板接觸到下模的沖件時,沖床滑塊繼續向下運動,下模脫料彈簧開始壓縮或氣頂杆向下運動,從而使下打板向下運動.
3. 沖床滑塊繼續向下運動,在接近下死點(閉模狀態)時,上模板完全進入下模折刀內,此時沖件折彎邊已成形完.
4. 在沖床經過下死點后,沖床滑塊帶動上模開始回升,此時,由於壓力緩解,在下模脫料彈簧力的作用下,下打板把沖件從下模折刀內頂出,上模板的頂料銷下頂,使沖件從上模板脫出,完成脫料.
5. 沖床滑塊帶動上模繼續上行,回到開模狀態時的最高點,完成一次沖壓過程.
三、 頂料銷卸料的成形模各模板﹑零件的名稱﹑材質﹑硬度及功能