工艺技术指标计算方法
油田注水工艺技术指标

油⽥注⽔⼯艺技术指标油⽥注⽔⼯艺技术指标⼀、油⽥注⽔⼯艺技术指标1、配注合格率配注合格率是指注⼊⽔量与地质配注相⽐较,注⼊地层⽔量合格井数与注⽔井开井总井数之⽐。
①单井⽉平均注⽔量不超过配注量的5%,不低于配注量的10%的注⽔井算合格井。
②⽉内调配注的井,以⽣产时间较长的⼯作制度计算配注合格率,如果两种⼯作制度⽣产时间差不多,以最后⼀次⼯作制度计算配注合格率。
2、分层配注合格率分层配注合格率是指分层注⽔井注⼊⽔量与地质配注相⽐较,注⼊地层⽔量达到地质配注要求的层段数与油⽥分注井实际注⽔总层段数之⽐。
①分层段的注⽔量不超过层配注量的±10%的层段为合格层段。
②分注井每个季度进⾏⼀次调配注,⽉内调配注的井,以⽣产时间较长的⼯作制度计算配注合格率,如果两种⼯作制度⽣产时间差不多,以最后⼀次⼯作制度计算配注合格率。
3、注⽔系统单耗注⽔系统单耗是指每向地层注⼊⼀⽅⽔的耗电量。
4、注⽔系统效率注⽔系统效率是指注⽔系统电机效率、注⽔泵运⾏效率与注⽔管⽹平均运⾏效率之积。
⼆、注⽔井分层注⽔⼯艺1、油套分注⼯艺技术优点:操作简单、施⼯容易缺点:⼀是只能分注两层,且井下封隔器失效后地⾯不易判断;⼆是如果注⼊⽔质易结垢很可能导致下次起钻卡钻,必须动管柱洗井;三是由于套管环空注⽔是⼀个动态的注⼊过程,对套管的损伤⼤。
2、双管分注⼯艺技术优点:可以实施两层分注、易调配控制⽔量。
缺点:⼀是只能分两个层段注⽔,如果超过了两个层段,则⽆法进⾏分层注⽔;⼆是注⽔井⽆法进⾏每⽉⼀次的维护性洗井管理,井筒内的垢、铁锈、杂质等脏物⽆法冲洗出来,容易造成脏物堵塞油层,对于结垢严重者,易发⽣井内⼯具及管柱被卡,造成⼤的事故。
3、单管封隔器、配⽔器多层段注⽔优点:可以实施两级或三级以上分注、可以定期洗井、可以任意调配更换⽔咀、封隔器密封好、管窜设计合理,管理⽅便。
缺点:调配前必须洗井,必须使⽤专门的调配⼯具,且调配⼯作量⼤,为防⽌⽔井结垢必须定期洗井,⽣产管理难度⼤。
注塑工艺计算公式

注塑工艺计算公式注塑工艺计算是指在注塑加工过程中,根据产品的尺寸、材料性能等参数,计算出合适的注塑工艺参数,以保证注塑制品的质量和生产效率。
注塑工艺计算涉及到诸多因素,包括模具设计、材料性能、工艺参数等。
下面以注塑工艺计算常用的几个公式进行详细介绍。
1.射出速度公式射出速度(mm/s)= 泵送速度(cm3/s)/ 斯托克斯容积(cm3)其中,泵送速度是注射机输出塑料的速度,单位为cm3/s;斯托克斯容积是注塑机射嘴的最大容积,单位为cm32.射嘴截面积公式射嘴截面积是指注塑机射嘴的截面面积,用来计算射出速度的公式如下:射嘴截面积(cm2)= 泵送速度(cm3/s)/ 射出速度(mm/s)3.成型周期公式成型周期是指从射出完塑料到取出成型品的整个过程所需时间。
成型周期的计算公式如下:成型周期(s)=射出时间(s)+封闭时间(s)+冷却时间(s)+塑化时间(s)+压力保持时间(s)+模具开合时间(s)其中,射出时间是指塑料充填和压实的时间,通常按照注射机注射过程的90%计算;封闭时间是指模具封闭的时间,通常按照注射机封闭过程的80%计算;冷却时间是指冷却器让模具降温的时间,通常按照塑件壁厚的2倍计算;塑化时间是指塑料从固态到熔融的时间,通常按照注射机注塑机的空转时间计算;压力保持时间是指确定塑料充满模腔的时间,通常按照注射机注射过程的10%-20%计算;模具开合时间是指模腔开合的时间,通常按照注射机开模时间计算。
4.塑料收缩率公式塑料收缩率是指注塑成型后塑料零件与注射模腔的形状差。
常用的塑料收缩率公式如下:塑料收缩率(%)=(注射前尺寸-成型后尺寸)/注射前尺寸*100%其中,注射前尺寸是指塑料注射之前的尺寸,成型后尺寸是指注射成型后塑料零件的尺寸。
5.充填时间公式充填时间是指塑料充填到模腔所需的时间。
常用的充填时间公式如下:充填时间(s)= 模腔体积(cm3)/ 注塑机射入量(cm3/s)其中,模腔体积是指模腔的体积,注塑机射入量是指注塑机单位时间内射入模腔的塑料量。
铝电解生产主要技术经济指标计算方法
铝电解生产主要技术经济指标计算方法
一、能耗
能耗是指生产单位产品所消耗的能源,通常以电能消耗为主要指标。
计算能耗的方法为:
能耗=(电解槽电流×电压×电解时间)/产量
其中,电解槽电流为电解槽通过的电流,电压为电解槽的电压,电解时间为生产单位产品所需的时间,产量为单位时间内的产品产量。
二、产能
产能是指单位时间内产出的产品数量,计算产能的方法为:
产能=电解槽数×电解时间×每槽产量
其中,电解槽数为电解工艺中使用的电解槽数量,电解时间为生产单位产品所需的时间,每槽产量为每个电解槽单位时间内产出的产品数量。
三、投资
投资是指建设或改造铝电解生产线所需的费用,计算投资的方法为:投资=设备费+基础设施费+车间建设费+安装费+其他费用
其中,设备费为购买、安装电解设备所需的费用,基础设施费为建设电解工艺所需的基础设施费用,车间建设费为建设电解工艺所需的车间建设费用,安装费为设备安装和调试所需的费用,其他费用为其他与电解工艺相关的费用。
四、能效
能效是指单位能源消耗所产出的产品数量,计算能效的方法为:
能效=产量/能耗
其中,产量为单位时间内的产品产量,能耗为生产单位产品所消耗的能源。
以上是铝电解生产主要技术经济指标的计算方法。
通过准确计算这些指标,可以评估铝电解生产工艺的经济性和可行性,为生产工艺的优化提供依据。
采油工艺技术指标计算方法(各项)
采油工艺技术指标计算方法一、机械采油指标的确定及计算方法1、指标的确定通过研究分析石油行业、集团公司、油田公司的相关标准、规范及要求,经论证优选,计划以石油行业标准《抽油机和电动潜油泵油井生产指标统计方法》(SY/T 6126-1995)为基础,参考其他相关标准及规范,确定出采油工艺指标12项:油井利用率、采油时率、泵效、检泵周期、抽油机井系统效率、平衡度、冲程、冲次、抽油泵径、泵挂深度、动液面、沉没度、动态控制图上图率,具体见下表。
机械采油指标论证确定结果表2、指标的计算方法(1)油井利用率油井利用率指油井实际开井数与油井应开井数的比值。
%100⨯-=yz x c n n n K …………………………(1) 式中:K c ——油井利用率,%;n x ——开井数,口;n z ——总井数,口;n y ——计划关井数,口。
注:① 开井数指当月累积产油达到1吨以上(含1吨)的油井(含在册捞油井),当月累积伴生气达到1千立方米以上(含1千立方米)的油井,为采油开井;② 计划关井包括测压或钻井关井,方案或试验关井,间开井恢复压力期间关井,油田内季节性关井或压产关井;③ 油井利用率按月度统计,季度油井利用率按季度最后一个月(即3月、6月、9月、12月)的油井利用率为准,半年油井利用率以6月的油井利用率为准,年度油井利用率以12月的油井利用率为准。
(2)采油时率采油时率指开井生产井统计期内生产时间之和与日历时间之和的比值。
%100⨯-=∑∑∑r w rr D D D f ……………………(2) 24∑∑=L w T D (3)式中:f r ——采油时率,%; ∑r D ——统计期内统计井的日历天数之和,d ;∑w D——统计期内统计井的无效生产天数之和,d ; ∑L T——开井生产井累计停产时间,h 。
注: ①采油时率统计基数为所有开井生产井,其中新投产井在投产第一个月不予统计。
②开井生产井累计停产时间包括停电、洗井、停抽、维修保养、测压停产等时间。
工艺工程师绩效考核指标
工艺事故记录
月度统计
季度考核
5
对分厂技术支持的及时性
解决分厂提出的技术支持要求的次数/分厂提出技术支持要求的次数×100%
1)=目标值,得100分
2)比目标值每提高百分点,加分,最高分;
3)低于目标值的百分点,不得分;
4)介于其中按线性关系计算
工作记录和相关技术报告
月度统计
季度考核
2)每少于目标值次,减分
3)少于目标值次,不得分
现场检查记录
月度统计
季度考核
3
编制工艺相关文件
Y=A+B+C
A=工艺技术标准的改进(30%)
B=工艺管理标准的改进(30%)
C=工艺改进的利用率(40%)
工艺相关文件
月度统计
季度考核
4
工艺事故发生次数
工艺事故发生次数
1)=目标值,得100分
2)每超出目标值次,减分
6
生产工艺总结报告
Y=A+B+C
A=生产工艺总结报告的及时性
B=生产工艺总结报告的准确性
C=生产工艺总结报告的利用率
生产工艺技术总结报告
月度统计
季度考核
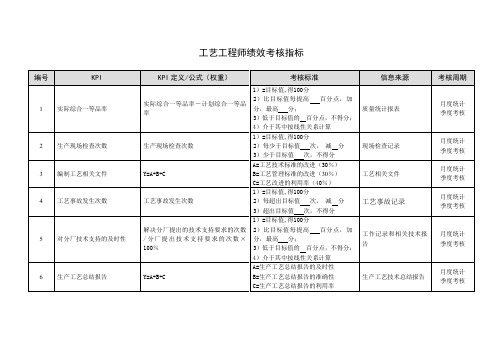
工艺
编号
KPI
KPI定义/公式(权重)
考核标准
信息来源
考核周期
1
实际综合一等品率
实际综合一等品率-计划综合一等品率
1)=目标值,得100分
2)比目标值每提高百分点,加分,最高分;
3)低于目标值的百分点,不得分;
4)介于其中按线性关系计算
质量统计报表
月度统计
季度考核
生产现场检查次数
选矿主要的工艺指标

3.什么是选矿比? 什么是选矿比 什么是选矿 • 选矿比是指每选出 精矿所需要的原矿的t数。通常 选矿比是指每选出1t精矿所需要的原矿的 数 精矿所需要的原矿的 以倍数表示。其计算公式如下: 以倍数表示。其计算公式如下: • 选矿比=原矿处理量(t)/精矿数量(t) (倍) 选矿比=原矿处理量( ) 精矿数量 ) 倍 精矿数量( • 如某选矿厂每昼夜处理原矿石重量为 如某选矿厂每昼夜处理原矿石重量为500t,获得精 , 矿重量为30t,则选矿比为500/3=16.7。 矿重量为 ,则选矿比为 = 。
5.什么是原矿处理量? 什么是原矿处理量 什么是原矿处理 • 原矿处理量是指进入选厂处理的原矿石数量,选矿 原矿处理量是指进入选厂处理的原矿石数量, 厂对原矿处理量的计量,常用机械皮带秤、 厂对原矿处理量的计量,常用机械皮带秤、电子皮 带秤。 带秤。有的选厂用刮板在皮带秤上定时刮取一定的 矿量,在进行称量计算。 矿量,在进行称量计算。有的选矿厂在选别前有预 洗选、脱泥等工序,所以在计算原矿处理量时, 选、洗选、脱泥等工序,所以在计算原矿处理量时, 应包括经预选的废石量、 应包括经预选的废石量、合格矿石量以及脱泥的溢 流量。 流量。
7.什么是选厂全员实物劳动生产率? 什么是选厂全员实物劳动生产率? 什么是选厂全员实物劳动生产率 • 选厂全员实物劳动生产率,是指选矿厂全体职工在 选厂全员实物劳动生产率, 报表期内平均每人处理的原矿量。它是反映选矿机 报表期内平均每人处理的原矿量。 械装备程度和劳动效率的综合指标。 械装备程度和劳动效率的综合指标。其计算方法如 下: • 选厂全员劳动生产率 t/人•月(或季,年) = 原矿处 或季, 人 月 或季 理量( ) 选厂全体职工人数 理量(t)/选厂全体职工人数
9.选矿厂规模是如何划分的? 选矿厂规模是如何划分的? 选矿厂规模是如何划分的
工艺能力计算方法

工艺能力计算方法
常用的工艺能力计算方法有以下几种:
1、规模系数法:这种方法的原理是根据生产产量计算出相应的规模
系数,以衡量一个工艺的能力。
规模系数的计算公式为:K=(x-1)/x,其
中x为产出的平均值。
2、折算法:这种方法主要是运用因果关系图的原理,通过折算相关
关系,将一个工艺能力标准转化成另一个能力指标。
折算公式为:K=X/Y,其中X表示折算指标,Y表示原始指标。
3、秩序比法:这种方法是以抽样数据为基础,根据秩序比计算出比
较统计量,从而反映出一个工艺的能力水平。
秩序比公式为:K=X/Y,其
中X表示抽样次数,Y表示抽样数据中的最小值。
4、仿真法:这种方法是运用计算机仿真技术来分析影响一个工艺的
各种数据,以便计算出其中一工艺的能力。
仿真法中,计算公式主要是计
算其中一数据在各个参数变化时的变化趋势,从而得出相应的能力指标。
以上是常用的工艺能力计算方法,上述方法均可以用来反映一个工艺
的能力。
工艺技术指标计算方法
工艺技术指标计算方法引言工艺技术指标是衡量一个工艺过程的效率、质量和成本的重要指标。
在工业生产中,准确计算和分析工艺技术指标可以帮助企业合理安排生产计划、提高生产效率和降低成本。
本文将介绍几种常用的工艺技术指标的计算方法。
1. 产量产量是衡量一个工艺过程输出的产品数量的指标。
产量的计算方法通常是根据生产过程中的原材料和材料损耗、产出品的成品率等因素来确定。
产量(单位:件)= 生产能力(单位:件/小时) × 生产时间(单位:小时)2. 效率效率是衡量工艺过程能否充分利用资源的指标。
效率的计算方法通常是根据实际产量和理论产量之间的差异来确定。
效率(单位:%)= 实际产量(单位:件) ÷ 理论产量(单位:件) × 100%3. 良品率良品率是衡量生产过程中合格产品数量占总产量比例的指标。
良品率的计算方法通常是根据合格产品数量和总产量之间的关系来确定。
良品率(单位:%)= 合格产品数量(单位:件) ÷ 总产量(单位:件) × 100%4. 能耗能耗是衡量工艺过程中能源利用情况的指标。
能耗的计算方法通常是根据能源消耗量和产出品数量之间的关系来确定。
能耗(单位:能源单位/产出品单位)= 能源消耗量(单位:能源单位) ÷ 产出品数量(单位:产出品单位)5. 加工时间/周期加工时间或周期是衡量工艺过程中完成一次加工所需的时间的指标。
加工时间的计算方法通常是根据生产过程中各个环节的时间加总得到。
加工时间(单位:小时)= 一次加工所需时间环节1(单位:小时) + 一次加工所需时间环节2(单位:小时)+ … + 一次加工所需时间环节n(单位:小时)6. 质量损耗率质量损耗率是衡量工艺过程中原材料或成品的损耗情况的指标。
质量损耗率的计算方法通常是根据损耗数量和总产量之间的关系来确定。
质量损耗率(单位:%)= 损耗数量(单位:单位) ÷ 总产量(单位:单位)× 100%结论在工业生产中,准确计算和分析工艺技术指标对于提高生产效率和降低成本至关重要。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工艺技术指标计算方法
1.原料利用率:原料利用率是衡量工艺过程中原材料利用程度的指标,一般以产品产量与原料消耗之间的比值进行计算。
计算公式如下:原料利用率=(产品产量*100)/(原料消耗)
2.能源消耗系数:能源消耗系数是反映工艺过程中能源利用效率的指标,常用的能源消耗系数包括单位产量能耗和标准煤消耗量。
计算公式如下:
单位产量能耗=(能源消耗)/(产品产量)
标准煤消耗量=(能源消耗*能源换算系数)/(产品产量)
3.生产效率:生产效率是衡量生产过程中生产能力和资源利用效率的
指标,常用的生产效率指标包括工时效率和设备利用率。
计算公式如下:工时效率=(标准工时/实际工时)*100
设备利用率=(设备运行时间/总时间)*100
4.不良品率:不良品率是衡量生产过程中产品质量合格率和工艺控制
能力的指标。
计算公式如下:
不良品率=(不良品数量/总产量)*100
5.经济效益:经济效益是评估工艺过程中经济效果的指标,常用的经
济效益指标包括净利润率、产值增长率和投资回收期等。
计算公式如下:净利润率=(净利润/总收入)*100
产值增长率=(本年产值-上年产值)/上年产值
投资回收期=(初始投资+经营费用)/年净利润。