TDG系列称重控制仪使用说明书(Ver.3.0))
称量机使用说明书.
称量机目录一、称量机各部分名称说明二、控制面板配置及功能三、称量机触摸屏简介1、主画面2、运行画面3、参数设置4、标称画面5、清仓画面6、报警画面7、帮助画面8、故障分析画面9、举例说明参数设置10、触摸屏校准四、称量机各部位电气控制系统五、称量机操作步骤一、称量机各部分名称说明称量机机架:整个设备的机体支架电磁微供料系统:通过电磁振动完成料的微量供给电磁粗供料系统:通过电磁振动完成料的大量供给微供料挡面挡板:其挡板与微供料部分组成细供料料仓,装载细供料物料,两挡板之间的距离为物料长度+20mm粗供料挡面挡板:其挡板与粗供料机械振动机构组成细供料料仓,装载粗供料物料,两挡板之间的距离为物料长度+20mm微供料部分:完成物料的整理和连续供给微供料门:微供料门分为二级门,分别为微供料门1、微供料门2,通过二级调整使物料形成均匀稳定的薄层,一般微供料门2调整的高度为1~2层物料的高度粗供料门:粗供料门分为四级门,分别为粗供料门1、粗供料门2、粗供料门3、粗供料门4,通过四级调整使物料形成均匀稳定的物料层,一般粗供料门4调整的高度为5~10mm料斗开门机构:完成料斗的开门动作,使粗供物料进入微供料料斗,微供料料斗中称量物作为最终称量物输出电控箱:操作面板中包括触摸屏、联动扳键、点动、卸料、启动、停止按钮、指示灯二、控制面板配置及功能1、触摸屏:显示控制粗细计量过程2、指示灯:灯亮说明设备已通电可开机3、联动扳键:是输出设备联动状态的切换键⏹ 计量、包装时:扳键竖直为称量机与包装机联动,水平为称量机与提升机联动⏹ 计量、捆扎时:扳键竖直为称量机与输出机联动,水平为称量机单动4、点动:调机状态下的运行信号键称量机在“联动”状态时:按一下“点动”键,输送机输送一包距离,并自动运转到合适的停机位置。
这样可以在调试的时候,将称量机打到“联机”,应用“点动”功能查看重量调整的准确性。
称量机在“非联动”状态时:按住“点动”输送机一直运行,直到松手后自动运转到合适的停机位置,可用于及时清理输送机上的面条。
计重秤使用说明书: - 慧聪网-中国领先的B2B电子商务平台

计重秤使用说明书:第一章显示板及按键说明1-1 显示面板说明1-1-1 O稳定——当O 显示在屏幕左上角位置时,表示秤在稳定的情况下。
1-1-2 →0←(零点)——当▼显示在上述位置时,表示秤目前是在零点的状态。
1-1-3 Ib(英磅)——当▼显示在上述位置时,表示显示的重量以英磅为计算单位。
1-1-4 Kg(公斤)或g(克)——当▼显示在上述位置时,表示显示的单位以公斤或克为计算单位。
1-1-5 充电指示——当进行充电时;红色灯表示充电中,绿色灯表示已充饱。
1-2 按键功能说明1-2-1【去皮】键——扣除秤盘上的容器重量。
如蓝子、盒子等。
1-2-2【置零】键——零点校正,用来确定秤目前是在零点的状态。
1-2-3【单位】键——单位选择,用来选择计算单位:英磅“Ib”或公斤“Kg”(或克“g”)。
1-2-4【累加】键——用于累加多次计重的结果。
1-2-5【总重】键——显示多次累加后的总重量。
1-2-6【清除】键——用于清除累加后的记忆资料。
第二章操作说明2-1 使用前注意事项2-1-1 调整秤脚(四个秤脚,在秤的底部)确定秤是在水平位置,无震动的环境下。
2-1-2 打开电源开关,秤会自检回零。
2-1-3 确定电池电源是否充足。
如不充足,显示“LOBA T”,并应及时充电。
2-1-4 确定零点指示▼是在→0←的位置。
如不在,按【置零】键使秤回到零点状态。
2-2 去皮、置零、清除、总重、单位、累加2-2-1【去皮】键1、将空容器放在秤盘上。
2、按【去皮】键, ▼会指示在NET上,重量显示为零。
3、放上物品后,所显示的重量即为净重。
4、拿掉空容器时,会显示负值,再按【去皮】键即可回零。
2-2-2【置零】键秤物品之前按【置零】键,以确保秤是从零起秤。
2-2-3【单位】键按【单位】键可选择计重单位:“英磅”“公斤”“克”,每按一次会循环显示。
2-2-4【累加】键和【总重】键按【累加】键累加,按【总重】键显示累加的总重量,当物品无法一次称,必须分多次称时,可使用次方法。
tdg系列称重控制仪使用说明书(ver30))
TDG 称重控制仪(Ver.3.0)目录1.概述-------------------------------------3 2.主要技术参数和功能-----------------------3 3.系统工作原理-----------------------------3 4.结构特征---------------------------------4 5.安装与调整-------------------------------4 6.使用和维护-------------------------------4 7.附录-------------------------------------91.概述TDG系列微机配料控制系统可对各种物料进行连续或断续的控制和计量,实现定量给料,以达到各种物料成份的配比,广泛适用于建材、化工、冶金、电力、粮食等行业。
TDG 系列微机控制仪设计先进,采用高档16位单片机芯片,主要电路全CMOS化,功耗低;PID控制参数由微机自选优,无需人工设置;标定精确,无需调桥压;操作简单方便,易于掌握。
微机与外围接口全部光电隔离,抗干扰能力强。
控制仪备有予留通讯接口,便于构成集散控制生产控制系统(DCS)。
TDG系列微机控制仪只要改变其硬件和软件,配用不同的计量机械设备和传感器,就可以构成不同的计量和控制系统,如电子皮带秤、电子绞刀秤、电子斗式秤、电子失重秤等等。
本文为微机控制的调速式(电磁滑差或变频调速)粉状物料用电子调速秤的使用说明书。
电子调速秤由五个部份组成:●TDG 调速(电磁滑差/变频)控制型微机控制仪;●(电磁滑差/变频)调速式给料机;●高精度密封型负荷传感器;●控制柜及强电部分(可控硅/变频控制器)。
强电部分安装在控制柜下部,低压电器选用引进国际标准产品,质量可靠;配置强电联锁开关、电机断相过流保护,整体性好。
主要技术参数和功能2.1. 主要技术参数2.1.1 正常工作环境条件:环境温度: 0~40℃相对湿度:不大于90%大气压力: 86~108 kpa2.1.2 供电电源:设备电压频率功耗控制仪单相 AC 220±10%V 50Hz 小于25 VA调速秤三相 AC 380±10%V 50Hz ≤3KVA(具体见标牌)2.1.3精度:微机控制仪计量及控制精度:优于0.1%系统动态计量误差≤1%F.S.系统定量控制误差≤1%F.S.2.2. 功能简介:●具有手动与自动运行功能。
斗式电子定量秤使用说明书

注意事项1、只有确定在不会产生人身伤害的情况下,才能启动设备。
2、严禁在秤体上进行电焊或其他强电作业。
3、称重传感器必须按照标定方向安装。
4、称重设备必须置于无电磁干扰、无辐射、无腐蚀性气体的环境里。
5、在称重设备运行前必须使控制仪表提前上电20分钟。
6、传感器的接线与仪表的连接必须安全可靠,更要注意传感器电源和信号的正负极性。
7、在进行设备检修时,必须切断总电源。
8、为了您能够正常而又稳定的生产进行,请必须保持秤体清洁。
9、插拔气线时必须按正确方式进行。
10、严禁在电源控制箱中乱接,必须由专业人员操作及维修。
一、 产品概述(略) 二、 主要技术参数1. 产品型号:DCL-50-22. 称重范围:25-50kg/袋3. 包装能力:5-8袋/min4. 称量精度:<=0.2%5. 工作环境:-10——40℃(相对湿度<90%)6. 物料特性:粒度(5mm-8mm ) 水份<10%7. 起源压力:0.6mpa (耗气量0.30m 3/min )三、 首次使用标定 初次使用本称重控制系统,或者称重的任意部分有所改变以及当前设备标定参数和实际重量与秤斗上重量不能满足时,都应对仪表进行标定,具体使用方法如下: 在停止工作状态下按利用0-9数字键,请您输入6位正确密码(密码为888999),密码输入过程中,每输入一位数据,仪表主显示对应位由“_”变为“8”,如右图所示如果密码输入不正确,仪表返回密码输入状态,如果三次输入密码错误,仪表显示ERR04并进入自锁状态,此时即使输入正确密码也不会进入标定状态,只有仪表重新上方可再次标定。
密码输入正确后, 如图所示,2秒钟后自动进入标定状态3.1标定方法 3.1.1进入功能设置密码输入正确后,主显示CALON 显示2秒后,进入单位设置。
3.1.2单位设置如右图所示,直接按3.1.3小数点位数如右图所示直接按键。
3.1.4最小分度显示 如右图所示,直接按3.1.5单秤最大量程设置如右图所示,直接按 3.1.6传感器灵敏度键。
电子称设备操作说明书 范本
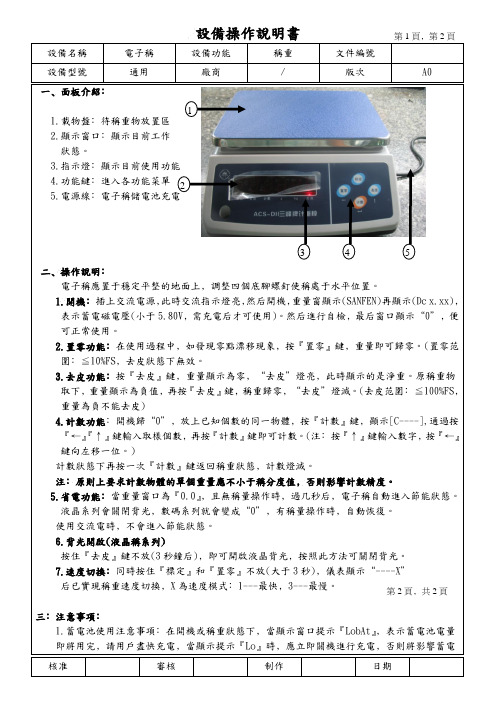
設備操作說明書設備名稱 電子稱 設備功能 稱重 文件編號設備型號通用廠商/版次A0一﹑面板介紹﹕ 1.載物盤﹕待稱重物放置區 2.顯示窗口﹕顯示目前工作 狀態。
3.指示燈﹕顯示目前使用功能4.功能鍵﹕進入各功能菜單5.電源線﹕電子稱儲電池充電二﹑操作說明﹕電子稱應置于穩定平整的地面上﹐調整四個底腳螺釘使稱處于水平位置。
1.開機﹕插上交流電源﹐此時交流指示燈亮﹐然后開機﹐重量窗顯示(SANFEN)再顯示(Dc x.xx)﹐表示蓄電磁電壓(小于5.80V ﹐需充電后才可使用)。
然后進行自檢﹐最后窗口顯示“0”﹐便可正常使用。
2.置零功能﹕在使用過程中﹐如發現零點漂移現象﹐按『置零』鍵﹐重量即可歸零。
(置零范圍﹕≦10%FS ﹐去皮狀態下無效。
3.去皮功能﹕按『去皮』鍵﹐重量顯示為零﹐“去皮”燈亮﹐此時顯示的是淨重。
原稱重物取下﹐重量顯示為負值﹐再按『去皮』鍵﹐稱重歸零﹐“去皮”燈滅。
(去皮范圍﹕≦100%FS ﹐重量為負不能去皮)4.計數功能﹕開機歸“0”﹐放上已知個數的同一物體﹐按『計數』鍵﹐顯示[C----],通過按『←』『↑』鍵輸入取樣個數﹐再按『計數』鍵即可計數。
(注﹕按『↑』鍵輸入數字﹐按『←』鍵向左移一位。
)計數狀態下再按一次『計數』鍵返回稱重狀態﹐計數燈滅。
注﹕原則上要求計數物體的單個重量應不小于稱分度值﹐否則影響計數精度。
5.省電功能﹕當重量窗口為『0.0』﹐且無稱量操作時﹐過几秒后﹐電子稱自動進入節能狀態。
液晶系列會關閉背光﹐數碼系列就會變成“0”﹐有稱量操作時﹐自動恢復。
使用交流電時﹐不會進入節能狀態。
6.背光開啟(液晶稱系列)按住『去皮』鍵不放(3秒鐘后)﹐即可開啟液晶背光﹐按照此方法可關閉背光。
7.速度切換﹕同時按住『標定』和『置零』不放(大于3秒)﹐儀表顯示“----X ”后已實現稱重速度切換﹐X 為速度模式﹕1---最快﹐3---最慢。
三﹕注意事項﹕1.蓄電池使用注意事項﹕在開機或稱重狀態下﹐當顯示窗口提示『LobAt 』﹐表示蓄電池電量 即將用完﹐請用戶盡快充電﹐當顯示提示『Lo 』時﹐應立即關機進行充電﹐否則將影響蓄電1 5234 第2頁﹐共2頁設備操作說明書。
环状天平计重机系统操作手册V3.3
环状天平计重机系统操作手册一.系统构成:1.粉体定量供给机2.环状天平计重机3.锁气阀4.控制系统二.运转前的准备工作:在系统初次运转前或设备经过解体检修后再运转前,应做以下检查和确认工作:1.检查粉体定量供给机(FEEDER)的减速箱中,润滑油的油量是否合适(油量在油标的中心偏上一点为正常)。
2.环状天平计重机(LOOP)刃口检查:刃口是否有缺陷?刃口与支架是否调整好?限位螺栓是否调整好?3.FEEDER和LOOP的安装架台是否找好水平?(水平度要求为2‰)4.确认负载传感器的链条安装、LOOP水平调整、锁紧装置及其间隙、负载传感器的限位螺钉位置是否合适?5.确认FEEDER和LOOP内部有无积水和其它异物(如金属块、铁丝等)6.确认系统的配线7.确认系统的供电电源三.空转试验:1.系统送电2.通过FEEDER和LOOP的变频器操作面板将变频器设定为PU操作模式。
操作方法:(假定变频器现在处于监示模式下,,即:MON灯亮)按参数设定模式(显示为Pr.)再按操作模式(显示为Opnd)PU按帮助模式再按.此时应能看到PU灯亮。
3.将以上两台变频器的运转频率设定为5Hz操作方法:(此时变频器现在处于PU模式下,,即:PU灯亮)按频率设定模式5Hz4.通过变频器操作面板起动FEEDER和LOOP按需要停止变频器时,请按5.请检查以下项目:1)电机的旋转方向是否正确?2)运转时是否有异常声音?3)电机及架台振动是否正常?4)电机的电流是否正常?5)电机转速是否正常?6.分别将FEEDER变频器运转频率设定为120Hz、LOOP变频器运转频率设定为75Hz,并重复第4~5项7. 锁气阀的试运转可以通过控制盘盘面的起动/停止按钮进行。
如果以上的空转试验过程中没有发现异常情况,表明安装是合格的,可以开始负载传感器的调校。
四. 负载传感器的调校:负载传感器一般每1年应调校一次,在初次安装时或设备经过检修后,也应重新调校,以保证计量精度。
称量机使用说明书

称量机目录一、称量机各部分名称说明二、控制面板配置及功能三、称量机触摸屏简介1、主画面2、运行画面3、参数设置4、标称画面5、清仓画面6、报警画面7、帮助画面8、故障分析画面9、举例说明参数设置10、触摸屏校准四、称量机各部位电气控制系统五、称量机操作步骤一、称量机各部分名称说明称量机机架:整个设备的机体支架电磁微供料系统:通过电磁振动完成料的微量供给电磁粗供料系统:通过电磁振动完成料的大量供给微供料挡面挡板:其挡板与微供料部分组成细供料料仓,装载细供料物料,两挡板之间的距离为物料长度+20mm粗供料挡面挡板:其挡板与粗供料机械振动机构组成细供料料仓,装载粗供料物料,两挡板之间的距离为物料长度+20mm微供料部分:完成物料的整理和连续供给微供料门:微供料门分为二级门,分别为微供料门1、微供料门2,通过二级调整使物料形成均匀稳定的薄层,一般微供料门2调整的高度为1~2层物料的高度粗供料门:粗供料门分为四级门,分别为粗供料门1、粗供料门2、粗供料门3、粗供料门4,通过四级调整使物料形成均匀稳定的物料层,一般粗供料门4调整的高度为5~10mm料斗开门机构:完成料斗的开门动作,使粗供物料进入微供料料斗,微供料料斗中称量物作为最终称量物输出电控箱:操作面板中包括触摸屏、联动扳键、点动、卸料、启动、停止按钮、指示灯二、控制面板配置及功能1、触摸屏:显示控制粗细计量过程2、指示灯:灯亮说明设备已通电可开机3、联动扳键:是输出设备联动状态的切换键⏹计量、包装时:扳键竖直为称量机与包装机联动,水平为称量机与提升机联动⏹计量、捆扎时:扳键竖直为称量机与输出机联动,水平为称量机单动4、点动:调机状态下的运行信号键称量机在“联动”状态时:按一下“点动”键,输送机输送一包距离,并自动运转到合适的停机位置。
这样可以在调试的时候,将称量机打到“联机”,应用“点动”功能查看重量调整的准确性。
称量机在“非联动”状态时:按住“点动”输送机一直运行,直到松手后自动运转到合适的停机位置,可用于及时清理输送机上的面条。
称重显示控制器说明书(黄磷称重)
渝 制00000333号
DT3101
称重显示控制器
使
用
说
明
书
重庆大唐称重系统有限公司
CHONGQING DATANG WEIGHING SYSTEM CO.LTD
d)打印机必须良好接地!否则可能损坏仪表和打印机。
4.大屏幕与仪表的连接使用
4.1使用配套的专用联接线,联接准确无误,倘若联接错误,将损坏仪表输出端口或大屏幕显示器输入端口,甚至可能严重损坏仪表和大屏幕显示器,。
4.2大屏幕显示接口标准RS232,采用15芯插头座,与串行通讯口共用,其引脚定义,见图2-6中9、
RS422通讯口(选配)RS232C通讯口
ABZ YRXD TXD信号地
12345678
9101112131415
+OUT-OUTTX
大屏幕显示输出口
图2-6通讯接口定义
5.3通讯方式:
数据通讯格式均为ASCII码,每组数据由10位组成,第1位为起始位,第10位为停止位,中间8位为数据位。通讯方式有连续方式与指今应答方式。
一主要功能与技术参数1
1.主要功能······························································1
2.技术参数······························································1
二安装与连接3
命令B
毛重,格式:
每帧由14组数据组成
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
TDG 称重控制仪(Ver.3.0)目录1.概述-------------------------------------3 2.主要技术参数和功能-----------------------3 3.系统工作原理-----------------------------3 4.结构特征---------------------------------4 5.安装与调整-------------------------------4 6.使用和维护-------------------------------4 7.附录-------------------------------------91.概述TDG系列微机配料控制系统可对各种物料进行连续或断续的控制和计量,实现定量给料,以达到各种物料成份的配比,广泛适用于建材、化工、冶金、电力、粮食等行业。
TDG 系列微机控制仪设计先进,采用高档16位单片机芯片,主要电路全CMOS化,功耗低;PID控制参数由微机自选优,无需人工设置;标定精确,无需调桥压;操作简单方便,易于掌握。
微机与外围接口全部光电隔离,抗干扰能力强。
控制仪备有予留通讯接口,便于构成集散控制生产控制系统(DCS)。
TDG系列微机控制仪只要改变其硬件和软件,配用不同的计量机械设备和传感器,就可以构成不同的计量和控制系统,如电子皮带秤、电子绞刀秤、电子斗式秤、电子失重秤等等。
本文为微机控制的调速式(电磁滑差或变频调速)粉状物料用电子调速秤的使用说明书。
电子调速秤由五个部份组成:●TDG 调速(电磁滑差/变频)控制型微机控制仪;●(电磁滑差/变频)调速式给料机;●高精度密封型负荷传感器;●控制柜及强电部分(可控硅/变频控制器)。
强电部分安装在控制柜下部,低压电器选用引进国际标准产品,质量可靠;配置强电联锁开关、电机断相过流保护,整体性好。
主要技术参数和功能2.1. 主要技术参数2.1.1 正常工作环境条件:环境温度: 0~40℃相对湿度:不大于90%大气压力: 86~108 kpa2.1.2 供电电源:设备电压频率功耗控制仪单相 AC 220±10%V 50Hz 小于25 VA调速秤三相 AC 380±10%V 50Hz ≤3KVA(具体见标牌)2.1.3精度:微机控制仪计量及控制精度:优于0.1%系统动态计量误差≤1%F.S.系统定量控制误差≤1%F.S.2.2. 功能简介:●具有手动与自动运行功能。
●PID 调速方式控制参数由微机自动整定,无需人工调试设置。
●标定操作简单直观,直接数字式修正标定参数,,桥压固定稳压。
●断电后可靠保存全部数据(不需外接电池)。
●具有与PLC联网的控制接囗,可方便地组成DCS系统另外还留有予留串行通讯接口(RS-485),可方便地与上位机相连,构成集散控制系统,或与其他计算机联网。
●留有微型打印机接囗,打印产量记录(如班产)。
●具有故障声光报警自动停机、电机断相过流保护功能、强电联锁功能。
●电磁滑差采用16位计数器直接数字移相可控硅,可靠性高。
变频调速方式采用12位计数器DAC 模拟量输出至变频器,精度高。
两者仅改变设备配置及软件,使用方法不变。
3.系统工作原理:自动控制时,微机按需要的流量值,控制调速秤转速;同时,微机定时采集负荷传感器给出的调速秤中物料重量信号及速度信号,进行放大处理;经过高精度的A/D转换,送入微处理器进行运算,得到物料的实际流量和累计产量。
微处理器将实时流量值与给定流量值相比较,进行偏差调节,实现闭环自动控制;微机控制调速秤的电机转速,使实时流量值随时趋近于设定流量值,达到定量给料,并实现累计产量自动补偿。
手动控制时,微处理器仅对调速秤的速度信号实现闭环控制,使实时速度值更趋近于设定速度值,达到定速给料。
定速控制可以适应某些场合应用的需要(如标定)。
4. 结构特征●控制仪采用铝合金与不锈钢机箱,轻触式薄膜面板,全封闭,防尘效果好。
●主要电路板采用双重接触方式、防振机构,可靠性高且方便维护。
●控制仪安装在19 上架式机柜之中;机柜下部为强电安装接线部分,整体性好。
单台机箱尺寸:高×宽×深为:112×218×150 (m m)5. 安装和调整5.1控制仪(柜)安装●控制仪(柜)须安装于专用机房内,安装、调试、标定应由熟悉设备的专门技术人员参与或在其指导下进行。
●机房工作环境应满足说明书所规定的正常工作环境条件。
●控制机箱、机柜的接地端应可靠接地。
机房内应备有供微机单独专用的地线(必须与动力零线分开)。
接地电阻不得大于5欧姆。
如采用变频控制时,变频器的地、电机的地应相联(推荐采用4芯电缆)。
●现场布线时,强电线与弱电线必须走不同的电缆沟,避免干扰。
5.2机械安装●调速秤必须固定安装在稳定可靠的基座上。
●负荷传感器安装:将传感器放在底座上,使传感器受力点与称量架上的传力压头螺钉对准,然后固定。
传感器信号线直接接到控制仪机箱后面板插座上。
传感器信号线用屏蔽电缆,中间接头(包括屏蔽层)必须妥善焊接并加绝缘外套。
●传感器信号线必须用屏蔽电缆,测速信号线尽量用屏蔽电缆,均由用户按照现场实际长度自备(或代购)。
5.3系统调整●按照电气原理图要求连接电缆。
●检查秤体各部分,确认安装妥当后才能连通电源试验运转。
●调整传感器预压力:传感器预压力一般为其量程的10~25%,可根据实际流量大小确定。
调整好后紧固全部紧固件,保证机械稳定。
5.4 去皮和标定:系统安装调试后必须进行去皮和标定,在使用过程中也应定期进行去皮和标定,以保证系统的计量精度。
6.使用和维护6.1 控制面板简介(参见控制仪面板示意图)控制仪面板示意图:6.1.1前面板●面板下方11位数码累计“显示窗”,可显示0.0000吨~9999999.9999吨总累计产量。
●面板上方8位数码控制“显示窗”。
“显示窗”左面二位数码管显示“提示符”。
●控制仪通过面板指示灯及控制“显示窗”可显示系统的各种信息。
当控制仪显示窗显示各种不同的内容时,不影响系统的正常运行。
6.1.2面板指示灯●“手动”灯:按“手/自”键,选择“手动”工作方式时,“手动”灯亮。
●“自动”灯:按“手/自”键,选择“自动”工作方式时,“自动”灯亮。
●“远控”灯:按“手/自”键,选择“远控”工作方式时,“远控”灯亮。
●“运行”灯:微机系统进入正常运行工作状态时,“运行”灯亮。
●“停止”灯:按“停止”键,或因去皮结束、故障停机、复位等操作进入停止状态时,“停止”灯亮。
●“整定”灯:系统启动后,若微机处于自动寻优控制参数状态,则“整定”灯亮。
在整定状态,流量值可能短时间波动较大,是正常的现象。
●“去皮”灯:系统进人去皮状态时,“去皮”灯亮。
6.1.3 面板键盘●“手/自”键:按此键时,相应的“手动”、“远控”或“自动”灯亮。
◆“手动”:由键盘设置电机的转速值,只闭环控制电机转速。
◆“自动”:由键盘设置物料的预定流量值,实现定量给料。
◆“远控”:由远程(PLC)设定预定流量值(4—20mA),实现定量给料。
●“时钟”键:按下此键,显示系统时钟:时.分.秒,同时清除进入二级菜单的密码。
●“启动”键:按下此键,系统启动运行,所有受控电动机运转,“运行”灯或“整定”灯亮。
●“停止”键:按下此键,系统停止运行,所有受控电动机停止转动,“停止”灯亮。
另外,若按住“停止”键2秒钟,可使控制仪复位,控制仪在故障报警排除后,必须复位才能恢复工作●“∆”键:增键。
设数时使所设数增大。
按住不放,可快速连增。
●“∇”键:减键。
设数时使所设数减小。
按住不放,可快速连减。
●“确认”键:此键与“功能”键复合使用,使之对所设定的参数或功能予以确认。
●“退出”键:此键与“显示”或“功能选择”键复合使用,使之由二级菜单回到一级菜单, 并使“Fun...”数值改为随机数。
按“退出”键亦可使“去皮”或“清累计产量”操作无效。
另外,若按住“退出”键2秒钟,可使控制仪复位,控制仪在故障报警排除后,必须复位才能恢复工作。
●“显示”键和“功能”键:控制仪各项参数的显示和设置以及各项操作功能,分成一级菜单和二级菜单,可以分别用“显示”键和“功能”键来循环显示。
6.1.3 一级和二级菜单的提示符、内容、功能和从属关系,分列于下面表格:6.1.4 显示一级菜单/显示二级菜单一级和二级菜单的提示符、内容、功能和从属关系,分列于下面表格:显示一级菜单/显示二级菜单提示符显示内容显示范围及单位一级○/二级◎LL 实际流量 (t/h) ○/◎AL 累计产量 (t) ○/◎Pc 皮重 (kg) ○PN 毛重 (kg) ○/◎○/◎ SCL 控制输出值0~1450(0~4000 )0~1450(转/分) ○/◎SPP 电机转速值(调速秤)功能一级菜单/功能二级菜单提示符功能(带★的参数用户不要改变) 设数范围及单位一级○/二级◎Yd.预定流量0~额定流量(t/h) ○/◎SPP.(调速秤)预定电机速度(仅在手动状态下使用)100~1500(转/分) ○/◎Out.(垣速秤)控制输出设定(仅在手动状态下使用)100~1500○/◎CLr...AL 清产量操作,必须“确认”两次“退出”键可退出○/◎qb... 去皮操作,只须“确认”一次“退出”键可退出○/◎Fun... 功能(密码)设定,进入二级菜单“退出”键回一级○AL.标定后用理论产量值修改LC.<500吨时小于3t有效LC.>500吨时小于30t有效◎C.标定系数0.1~32有效◎Pc.皮重设定(kg) ◎Add.通讯地址设定 0~15◎t1 皮带运转一圈时间(秒) 0~900 ◎t2 去皮时间(秒) 0~1800 ◎LC.秤的额定流量(t/h) 0~5000 ◎Lc.传感器的额定值(kg) 0~2000 ◎Pd. 开始计量(传感器净重的%)★ 0~20.0 ◎PEr. 累计量脉冲(吨/脉冲)★ 0.1~10 ◎P2L. 对应瞬时流量4mA输出的PWM值★ 0~4500 ◎P2H. 对应瞬时流量4mA输出的PWM值★ 0~4500 ◎Pun. 电机每转输出脉冲数0~200 ◎Pcu. 速度选择(0-脉冲,1-1500)★ 0~1 ◎Cun 皮带秤类型0~6◎P1. 控制输出的起始值★ 0~4500 ◎LCC. 量程扩展0~1◎CON. 通讯波特率(300,600,1200,2400,9600,19200)★0~5◎t. 时间(时.分.秒)◎d. 时间(年.月.日)◎6.1.5 几点说明:一级菜单供常规操作时使用。
对于正常操作,一级菜单已经提供了足够的参数和功能,如显示流量(LL)、产量(AL)、毛重(PN);设定流量(Yd.)、转速(SPP.),清产量(CLr...AL)、去皮(qb...)等。