BGA焊点可靠性研究综述
BGA 板级组装的可靠性研究
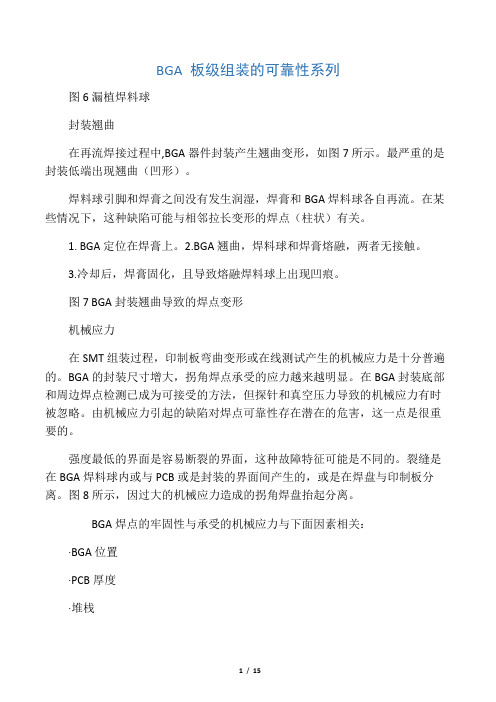
BGA 板级组装的可靠性系列图6漏植焊料球封装翘曲在再流焊接过程中,BGA器件封装产生翘曲变形,如图7所示。
最严重的是封装低端出现翘曲(凹形)。
焊料球引脚和焊膏之间没有发生润湿,焊膏和BGA焊料球各自再流。
在某些情况下,这种缺陷可能与相邻拉长变形的焊点(柱状)有关。
1. BGA定位在焊膏上。
2.BGA翘曲,焊料球和焊膏熔融,两者无接触。
3.冷却后,焊膏固化,且导致熔融焊料球上出现凹痕。
图7 BGA封装翘曲导致的焊点变形机械应力在SMT组装过程,印制板弯曲变形或在线测试产生的机械应力是十分普遍的。
BGA的封装尺寸增大,拐角焊点承受的应力越来越明显。
在BGA封装底部和周边焊点检测已成为可接受的方法,但探针和真空压力导致的机械应力有时被忽略。
由机械应力引起的缺陷对焊点可靠性存在潜在的危害,这一点是很重要的。
强度最低的界面是容易断裂的界面,这种故障特征可能是不同的。
裂缝是在BGA焊料球内或与PCB或是封装的界面间产生的,或是在焊盘与印制板分离。
图8所示,因过大的机械应力造成的拐角焊盘抬起分离。
BGA焊点的牢固性与承受的机械应力与下面因素相关:·BGA位置·PCB厚度·堆栈·焊盘尺寸·刚性机理·焊料量图8焊盘与印制板分离(BGA拐角部位)采用较大的拐角焊盘,增大焊盘面积和封装底层填料来提高牢固性,或采用适当的夹具或工具等方法,对于防止焊点破裂在实践中是可行的。
l 再流不充分BGA焊料球引脚未获得到足够的热量,使让其再流熔融,如图9所示是再流不充分的结果、焊料球没有达到能与焊盘上焊膏结合的再流温度所造成的缺陷。
图9再流不完全的焊点缺陷影响可靠性的重要因素封装技术阵列球引脚器件的种类繁多,封装采用了各种不同的材料。
大多数商品化的阵列器件使用塑料封装和增强型刚性有机封装基板互连材料。
封装与印制板的互连,采用金属化焊垫或球形焊料合金引脚。
为了降低封装高度,使用焊垫栅阵列(LGA)封装的IC,球栅阵列(BGA)将小的焊料合金球用于互连系统。
试论提高BGA焊接可靠性的方法-TCB X

IPC的模板设计指南谈到的一个普遍的关于模板的问题是,开孔设计对印刷性能 的影响。
图一显示锡膏印刷的三个主要性能问题。开孔尺寸[宽(W)和长(L)]与模板金属箔 厚度(T)决定锡膏印刷于PCB的体积。在印刷周期,随着刮刀在模板上走过,锡膏 充满模板的开孔。然后,在电路板/模板分开期间,锡膏释放到板的焊盘上。理 想情况,所有充满开膏从内孔壁释放的能力主要决定于三个因素:模板设计的面积比/宽深比 (aspect ratio)、开孔侧壁的几何形状、和孔壁的光洁度。采用电抛光的工艺和倒 梯形的开孔方式都可以提高脱膜效果。
存在BAG“黑色焊盘”的问题 好 无 有 较好 较好
5——20(金) 1.1-3
无关
改善孔壁的可靠性 是
金存在着脆性的问题 好 无 有 较好
存在金厚度控制的问题 30——100(金) 1.2-1.5
天津市通广集团数字通信有限公司 Tianjin Tong Guang Group Digital Communication Co.Ltd
另外一种方案可以对BGA的四角上的焊球失效有所帮助。我们可以增加四个角上 的BGA的开孔面积,如图所示:
当然采用此方法,对于PAD的设计也要有所改变。
天津市通广集团数字通信有限公司 Tianjin Tong Guang Group Digital Communication Co.Ltd
结束语: 优选的BGA焊点的要求是焊点光滑、圆、边界清晰、无空洞,所有焊点的直径、体 积、灰度和对比度均一样,位置对准,无偏移或扭转,无焊锡球。 在此我们仅讨论了关于BGA焊接可靠性方面的一些改善方法,仅供各位同事参考。
着色探伤检测分析结果: 1 PCB 在化学镀镍/浸金存在问题“黑色焊盘”的现象,这种现象导致镍层浸润性 差,在外力作用下易于产生焊盘脱落。 2 由于焊料的CTE和基体材料的CTE以及热偏差的差异,使距中心较远的焊球 首先失效。(陶瓷CTE大约为6,PCB的CTE大约为16-20)。
BGA器件及其焊点的质量控制

BGA硬件和焊接接头的质量控制随着科学技术的不断发展,现代社会与电子技术息息相关。
超小型手机,超小型无线通信设备,笔记本电脑,内存,硬盘驱动器,光盘驱动器,高清电视等都有助于实现小型化,而轻质化学品也提出了苛刻的要求。
为了实现该目标,有必要对生产过程及其组件进行深入研究。
SMT(表面贴装技术表面贴装)技术顺应了这一趋势,为实现轻便,薄,短和紧凑的电子产品奠定了基础。
贴片机进入技术90多年以前,它已经进入成熟阶段。
然而,随着电子产品在适当的/小型化的方向,网络和多媒体的飞速发展,对电子组装技术提出了更高的要求,并且新的高密度组装技术也在其中不断出现。
BGA(球网阵列球网套装)这是一种高密度的组装技术,已进入实用阶段。
试试这篇文章BGA介绍了设备的组装特性,并监控了焊接接头的质量。
1个BGA技术简介BGA开始技术研究60在美利坚合众国IBM公司该公司采用,但甚至90早年BGA您已经进入操作阶段。
在一个80时光倒流,人们担心小型化和输入/输出引线数量提出了更高的要求。
虽然贴片机该电路组具有轻,薄,短和小的特性,对带有大量引线的细间距器件的引线间距和引线均匀性也提出了更严格的要求。
但是,由于加工精度和产量,成本和组装工艺的限制,通常QFP(四方扁平包装方形扁平包装)硬件间距限制为0.3mm这极大地限制了高密度聚集的发展。
另外,因为体育场好质量计划这些设备在组装过程中有严格的要求,这限制了它们的应用,这就是为什么某些美国公司专注于开发和应用比较的原因质量计划更好的设备BGA在设备上。
微型硬件的局限性在于细线容易弯曲,变脆和折断,并且它们在导线之间的规划和安装中需要高精度。
BGA该技术采用了一种新的设计思维方法,该方法使用的结构隐藏了封装下方的圆形或垂直点,引线间距大且长度短。
这是,BGA这消除了防弹问题在具有精确间距的设备中引起的梯度和分页问题。
JEDEC(电子设备工程联合会(JC-11)工业部门的发展BGA包装的物理参数BGA对面QFD相比最大的优势输入/输出引线间距大,记录的引线间距为1.0,1.27用1.5毫米目前由1.27毫米用1.5毫米发散的BGA更换0.4毫米0.5毫米较细间距的设备。
BGA焊接可靠性分析及工艺改进

科技风2020年8月机械化工DOT10.19392/ki.1671-7341.202024088 BGA焊接可靠性分析及工艺改进李晓明焦超锋任康中国航空工业集团公司西安航空计算技术研究所陕西西安710065摘要:随着电子产品的升级,为了实现电子产品的微型化、网络化和高性能,电子产品的组装技术,需要进一步的发展。
BGA焊接正是在电子产品组装中,发挥了重要的作用。
然而,从实际情况来看,BGA焊接可能从多个方面,造成芯片固定管脚断裂等焊接方面的问题。
本文从影响焊接可靠性因素的方面,进行BGA焊接可靠性的分析,进一步的提出BGA焊接的工艺改进措施,实现焊接质量问题的防范。
关键词:焊接技术;BGA焊接;焊接工艺-、BGA焊接工艺简介BGA焊接,根据焊接封装材料的区别,可以将其划分为塑胶和陶瓷两个类别。
这两个类别分别为PBGA塑胶焊球、CBGA陶瓷焊球,随着技术的发展,目前也有TBGA载带型球阵列焊接。
PBGA的是最为常见的BGA技术,其使用材质为焊锡 球,从成本来看,成本低廉,且焊接容易,在回流焊过程中,焊球能够实现自主的校准,电学性能能够较好的实现。
但是,由于封装采用塑料材质,对于环境中湿气较为敏感,容易受潮。
因此,对气密性要求较高的封装焊接,不适用于PBGA。
同时,焊接前普通元器件,需要在八小时内完成焊接使用,否则受潮后容易导致元器件吸附水分,元器件氧化,导致在焊接过程元器件不能充分清除氧化物,产生虚焊、假焊的缺陷。
二、影响BGA焊接可靠性的因素(1)物料因素。
BGA物料,在焊接过程中岀现实效或焊接不良的情况,就会导致焊接可靠性下降。
例如BGA物料焊锡球脱落,或者焊锡球岀现裂纹等质量问题等。
物料的因素,会导致焊接后的焊点,与芯片元件岀现分离空洞。
(2)环境因素。
如采用PBGA完成焊接,可能由于湿度敏感问题,导致BGA出现失效的情况。
或者,在焊接环境下,静电的出现,也有可能导致出现静电击穿的情况,导致BGA焊接可靠性下降。
混合组装BGA焊点可靠性模拟与试验研究
哈尔滨工业大学工学硕士学位论文
both reflow process, and the presence of Cu6Sn5, Ag3Sn and Cu-Ni-Sn ternary was confirmed. The growth of IMC during aging stage was proportional to the square root of time, which was in line with bulk diffusion mechanism, and lead accumulation, crack and IMC fragmentation severely reduce reliability. However, no obvious lead aggregation and IMC thickness growth were observed during thermal cycling stage. The crack initiation and propagation after long-period cycle was pointed out to be subject to stress accumulation and weak interface. Through dyeing test and MAP diagram four kinds of solder joint failure was figured out, and the stress of four corners was greater than that of sides and even center. Component of ceramic package possessed lower reliability due to mismatch of thermal expansion, with long-term aging or thermal cycling test having the same result, and eventually the process Ⅱ was evaluated to be slightly better than process Ⅰ. Key Word : Mixed Pb-free BGA/SnPb solder paste assemblies, Reliability, FEM, Microstructure evolution, Fractography
球栅阵列BGA封装焊球的力学可靠性分析及预测
复旦大学硕士学位论文球栅阵列BGA封装焊球的力学可靠性分析及预测姓名:祁波申请学位级别:硕士专业:材料物理与化学指导教师:王家楫20070425复日大学1=掌硕』+学位论空区。
整个回流焊时间约7至8分钟。
样品的冷却在常温下进行。
2.4,2SMT后B6A封装样品的检测BGA样品完成SMT后,须进行电学性能测试、X-ray观察等SMT后检测工作,检查样品回流焊的质量,是否有桥接、未对准、开焊、焊球丢失等缺陷,检测合格的样品才能进行下面的可靠性力学试验。
11电学检测用PC9D型数字微欧姆计测量BGA样品的焊球串联电阻值,检验BGA焊点的daisy.chain串联情况,确保BGA焊球都与其对应PCB板焊盘具有良好的电气连接。
2)OM检测并从SMT合格的BGA样品中,选取PbSn、SnAgCu样品各一个作为试验的原始参照样品。
对其进行cross.section分析(见图2.7),观察BGA封装焊点.PCB板间的互连结构、焊料与PCB板Cu焊盘的浸润情况,并对焊点的形状及尺寸进行测量,为后期计算机模拟提供试验参数依据。
图2.7BGA焊点.PCB板间互连结构的OM图(左lglxl00,右1蛩x200)31X—ray透射显微镜检测由于BGA器件的焊球在封装体的下面,回流焊到PCB板后,传统的OM仅能对其外围焊球情况进行观察,要判断BGA内部的焊接质量,就必须使用X-ray透射显徼镜(见图2.8)。
a.良好的焊点对准情况b.部分焊点未对准图2.8BGA封装所有焊点的X-ray图第三章可靠性试验的结果及焊点失效分析染色的焊球样品照片。
图3.3显示了拉断后PCB焊接界面的断口形貌。
图3.236009跌落失效焊球荧光染色照片图3.3拉断后PCB焊接的断口形貌由图中观察到,焊点断口出出现条状的疲劳条纹,同时呈现出被荧光染色剂渗透的结果。
说明BGA焊点与焊盘之间存在缝隙,染色剂才会渗透进去;另一方面拉脱元件时,其脱落位置除了少数为BGA焊盘断裂外,大部分均脱落在BGA焊球与PCB焊盘的界面,这初步说明PCB焊盘的焊接强度不够理想,在一定程度的外界应力作用下会产生裂纹。
不同表面处理的BGA在SMT工艺中的可焊性研究
上 OSP 膜
过 2 次, 较微上 OSP 膜。
不合格 过 第 三
次上膜 严重。
上 OSP 膜
过 4 次, 较微上 OSP 膜。
不合格
合格
Au:0.038um
正常条件
4
Ni:2.877um 过 5 次 OSP
合格
因此,在选择性 ENIG+OSP 表面处理工艺中,金厚的控制是非常重要的,在考虑成本的 同时也要兼顾产品的质量。按照按 IPC-4552 的标准来控制可满足各种可靠性的测试要求[3], 同时也应注意 OSP 药液的选择,选择合适的药液对金面上膜和“氧化”问题的控制的十分必 要的。 3.2 可焊性测试
剂有可能不能将其完全溶解,从而影响后面的焊接;而膜厚越薄则其保护性越差,容易造成 铜面氧化,也会影响到 SMT 的焊接性。另外一个需要控制的问题是 OSP 或 SMT 工艺中的 重工问题,由于生产操作的不注意,造成 OSP 膜面不良或 SMT 焊接不佳、存放超期等,需 要对其进行重工 OSP,在这个时候一定要注意先将 OSP 膜退去后在进行烤板和做 OSP,SMT 焊接时重工也要注意尽量将其清除后再进行二次贴装,还要注意时间不能停放过久,否则会 影响焊接效果,甚至是出现焊接不良。
在这里需要提醒的是:无论何种表面处理的 BGA,都要注意控制其洁净度,不能沾染 任何的污染物,包括在 SMT 锡膏印刷时的操作控制、回流炉的参数控制等等。我们也发现 过在金面污染引起的焊锡不良问题(如图 2),在此问题上若是 PCB 和 PCBA 不严加控制的 话,很容易引起不必要的纠纷。OSP 工艺中最常见的焊接性不良问题主要是膜厚的控制以 及 SMT 重工的控制,膜厚越厚保护性会越好,但是可焊性不一定好,因为在焊接前的助焊
SMT焊点的可靠性研究及CBGA焊点有限元分析

I
SMT 焊点的可靠性研究及 CBGA 焊点有限元分析
ABSTRACT
The reliability of soldered joints of electronic devices in surface mount technology is a key factor for the extensive application of electronic products. Therefore, aimed at meeting the needs of the components and devices for some type military products, the reliability of soldered joints of QFP, PBGA and CBGA have been studied in considerable detail. The tensile strengths of QFP joints were tested by means of STR-1000 Micro-joints Tester and the effects of pitch numbers, solder paste composition (SnPb paste and SnAgCu paste) on the mechanical properties of QFP joints were studied and the fracture micrograph of joints was also analyzed by means of SEM. The results indicate that under the condition of same pitch numbers, the tensile strength of the QFP joints soldered with SnAgCu solder paste is higher than that with SnPb solder paste; under the condition of same solder paste composition, the tensile strength of the QFP joints soldered with 48 pitches is lower than that with 100 pitches. Though PBGA packaging overcame the defect of QFP joints which the pitch is too fine, the detection method for the soldered joints of PBGA needs to be perfected. A series of PBGA soldered joints were detected by X-ray method, the shear strengths of soldered joints were detected by means of Micro-joints Tester, and the analysis and evaluation on shear strengths of PBGA balls with different diameters were also carried out. The results indicate that under the same conditions, the bigger the diameter is, the smaller the unit shear strength is, and the shear strength of PBGA joints soldered with eutectic solder is larger than that of tin- lead solder itself. Although CBGA packaging overcame the defect of PBGA packaging which it is easy to absorb moisture, the reliability of CBGA soldered joints still needs to research deeply. According to American Military Standard (MIL-STD-883), the reliability of CBGA soldered joints was studied under thermal cycling. The results indicate that the cracks emerged at the down interface of soldered joints which thermal cycling is up to 170 times and been expanded along grain boundary, and when thermal cycling is up to 240 times, the soldered joints fail. With the increase of thermal cycling times, the cracks expanded to the up interface of the soldered joints, the grains grown coarse and
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
BGA焊点可靠性研究综述Review of Reliability of BGA Solder Joints陈丽丽,李思阳,赵金林(北京航空航天大学,北京100191)Chen Li-li,Li Si-yang,Zhao J in-lin(College of Reliability and System Engineering,Beihang University,Beijing100191)摘要:随着集成电路封装技术的发展,BGA封装得到了广泛应用,而其焊点可靠性是现代电子封装技术的重要课题。
该文介绍了BGA焊点可靠性分析的主要方法,同时对影响焊点可靠性的各因素进行综合分析。
并对BGA焊点可靠性发展的前景进行了初步展望。
关键词:有限元;焊点;可靠性;BGA中图分类号:TN305.94文献标识码:A文章编号:1003-0107(2012)09-0022-06 Abstract:With the development of IC packaging technology,BGA is widely used,the reliability of its sol-der joints has became an important subject of modern electronic packaging technology.In this paper,a common method to analysis the reliability of BGA solder joints is introduced,various parameters which were displayed and the factors of influence on the solder joints,reliability were analyzed simultaneity. Based on above,we have an expectation of development foreground of the reliability of BGA solder joints.Key w ords:finite element;solder joint;reliability;BGACLC num ber:TN305.94Docum ent code:A Article ID:1003-0107(2012)09-0022-060引言近年来,高功能,高密度,高集成化的BGA封装技术成为主流的封装形式,其焊点可靠性是现代电子封装技术的重要课题。
电子封装技术的飞速发展,不断为焊点可靠性的研究提出新课题。
传统焊点可靠性研究主要依靠实验,近年来有限元模拟法成为焊点可靠性研究的主要手段;微观显示技术的发展,为分析焊点构成成分变化及裂纹产生,发展提供有力的支持;无铅化进程,针对焊点在不同载荷条件下材料性质成为当前研究的热点;不断涌现出大量新型BGA封装形式,其内部结构,尺寸以及空洞对焊点可靠性的影响有待进一步的研究;板级焊点的可靠性也越来越得到重视。
本文主要针对以上几个问题进行综述分析。
1焊点可靠性研究方法传统的焊点可靠性研究主要依靠实验,随着电子产品的微型化,焊点向着更加微小的方向发展,应用实验方法对其可靠性进行分析面临很大的困难。
有限元模拟法[1],将一个结构分离成若干规则的形状单元,并在空间用边界模型来定义每一个单元就可求解整体结构的位移和应力,利用该方法研究焊点的可靠性也成为热点。
针对单独使用实验方法与有限元模拟方法的局限性,现阶段焊点可靠性的研究多采用实验与有限元模拟方法综合使用的方法。
分析方法流程汇总如图1所示。
电子显微技术的发展,使得测试手段多样化发展,检测结果更为准确,对于焊点内部化学成分及结构的变化观察更为直观,能够更好地了解其失效原因,失效部位的形成及发展。
下面汇总几种常见的测试方法如表1所示。
2器件级焊点可靠性影响因素器件封装技术的飞速发展,封装结构,尺寸和材料都发生了较大变化。
近年来,专家学者对这类器件级焊点可靠性的影响因素进行了大量研究,下面针对其研究成果进行总结概括。
2.1新型BGA封装结构2.1.1热增强型BGA随着电子封装向高密度,薄型化的方向发展,封装的尺寸越来越小,器件的功率越来越大,对芯片的热可靠性提出了更高的要求,为减小热阻,提高热性能,产生了多种热增强型BGA,其主要特点是在BGA封装的底部中间位置(芯片)加有一个散热的铜块或铜片,增加热传导能力,主要用于高功耗器件的封装。
其主要结构作者简介:陈丽丽(1986-),女,硕士研究生,研究方向为系统安全及可靠性。
22测试方法测试结果应用范围白光干涉仪几何尺寸,Z方向位移,分辨率:纳米应用于常温环境,样本表面较为平整电子散斑干涉仪(ESPI)3方向位移及形变,分辨率:>20纳米实验环境温度范围:-40℃~150℃,组件级(包括焊点)云纹干涉仪面内方向位移及形变,分辨率:亚像素实验测试环境,同ESPI,其等位移线可以直接与有限元模拟方法得到结果对比数字图像相关(DIC)面内方向位移及形变,分辨率:亚像素实验测试环境,同ESPI,观察范围较大,(>cm到1/10像素),可以与显微镜及SEM结合硅芯片测试发生位移芯片的应力及应变,分辨率:M Pa器件级测试,连接在电路内,可应用于现场环境X射线反射晶体材料的弯曲半径(如硅材料)实验环境温度:-40℃~120℃,原则上可以进行内部封装测试X射线衍射晶体材料的机械应力及应变(如硅材料)实验环境温度:-40℃~120℃,原则上可以进行内部封装测试扫描电子显微镜(SEM)面内方向位移,分辨率:纳米观察形貌的同时,作微区成分分析表1常见测试方法[2]如图2所示。
Tong[3]等人对比了多种新型具有耐热功能的BGA封装,包括:传导冷却型BGA(C2BGA),金属芯型BGA,带散热块型BGA,带散热片型BGA等。
研究表明,芯片粘接材料及散热块粘接材料对其焊点可靠性的影响均较小,其热疲劳寿命与封装的翘曲度成正比,减小封装的翘曲度能有效地提高焊点可靠性,带散热片型BGA具有良好的热传导性,焊点的疲劳寿命最长。
图1实验与有限元模拟综合使用方法图2带散热块型BGA结构示意图232.1.2具有嵌入式芯片的系统封装型BGA近年来,小型化和多功能化成为电子设计的主要趋势,为了满足这些趋势,出现了具有嵌入式芯片的系统封装型BGA ,对于其焊点可靠性的研究仍然比较少。
其封装结构示意图如图3所示。
Seon [4]等人通过实验与有限元分析结合的方法对该种封装与传统BGA 封装在相同温度循环条件下进行对比,发现嵌入式芯片改变了最大蠕变应变的位置,将最大蠕变应变值位置有传统的边缘区域焊球转移到中心区域焊球,但是并未改变其最大蠕变应变值,而该值主要受到基板填充材料的影响。
2.1.3高分子核心焊点BGA2000年,Sekisui 公司生产了一种新型焊点结构的高分子核心焊点型(M PS)BGA ,其焊料内部包含有高分子化合物。
焊点结构如图4所示。
Gallow [5]等人通过研究发现该封装可以将焊点的热疲劳寿命提高1.5~4倍。
Rolf [6]等人通过实验及有限元模拟方法针对该新型焊点进行研究,发现该种焊点经过焊接过程后,焊点基本无塌陷,焊点高度基本不变化,在热循环过程焊点的应力集中在焊点与器件连接处,并且应变值与焊点半径及焊盘半径成正比,能较好地提高焊点的热疲劳寿命。
2.2材料属性2.2.1焊料材料近年来,无铅进程快速发展,但由于无铅化过程减少铅在合金中的使用却丧失了铅锡合金的各种优点,给工艺制造过程带来了很大的挑战。
现阶段有铅焊料仍有较多应用,因此研究无铅焊料及混合焊料的可靠性有着重要意义。
现阶段存在的几种混合焊点形式主要有:向前兼容型焊点,即有铅组件结合无铅焊料;向后兼容型焊点,即无铅组件结合有铅焊料,该种焊点又分为一致结构型和非一致结构型两种。
其中,一致结构型焊点焊接时采用无铅回流焊温度曲线,非一致结构型焊点焊接时采用有铅回流焊温度曲线。
Jiang [7]通过有限元模拟方法对上述几种混合焊料在温度循环条件下的可靠性进行研究,结果显示无铅及向前兼容性焊点的热疲劳寿命高于先后兼容型焊料和有铅焊料。
SAC(Sn-xAg-Cu)焊料作为广泛使用的无铅焊料,大量学者对其可靠性进行了研究,结果表明,热疲劳周期随着SAC 焊料中Ag 成分的增加而提高[8],但其跌落寿命会随之降低[9]。
2.2.2基板材料焊点失效主要是由于芯片和基板由于外界载荷激励发生翘曲,引起焊点与与之相连接的部分发生位移,引起裂纹产生,生长,最终导致失效,所以基板材料的性质也是影响焊点可靠性的影响因素之一。
Shoulung [10]等人通过实验研究了基板材料的性质对芯片和基板翘曲度的影响,研究基板材料的杨氏模量值增大时,芯片和基板的翘曲度均增大,而当基板的热膨胀系数增大时,芯片的翘曲度增大,基板的翘曲度则会减小。
2.3封装尺寸封装尺寸同样是影响焊点可靠性的主要因素,现对部分封装尺寸对焊点可靠性的影响进行总结,如表2所示。
然而,由于部分影响因素并不相互独立存在,各影响因素之间存在相互关系,简单的相关性分析并不能清晰地表述各影响因素的关系,不能为封装可靠性设计人员提供有效的指导。
Qiang Yu [14]提出了聚类分析的方法,将各影响因素根据相关性进行分类,根据分析结果,设计工程师可以评价每个因素的影响,在概念设计阶段对基本设计方案进行有效的可靠性评估。
2.4载荷条件焊点可靠性受到载荷条件的影响,在不同的载荷类型下,表现出不同的失效模式,其寿命同样受到载荷形式及载荷量级的影响。
不同学者对此作了大量研究,将载荷料件对焊点可靠性的影响汇总如表3所示。
2.5空洞无铅焊料和有铅焊料具有不同的浸润性,在使用无铅焊料时易形成空洞,研究人员针对空洞的大小,数量及位置对焊点可靠性的影响进行大量研究。
Robert [17]通过X 射线对SAC 焊点进行观察,得到空洞位置及大小,空洞约占焊点面积的10%,利用有限元模图3具有嵌入式芯片的系统封装型BGA结构示意图图4MPS 型焊点内部聚合物截面图24表3载荷条件对焊点可靠性的影响汇总拟的方法进行建模,并加载温度循环载荷。
研究发现,空洞并非均造成焊点裂纹产生与生长,裂纹通常由焊点的外侧产生延伸到焊点内侧。
空洞位于蠕变带,其蠕变应变在每个温度循环的作用下增大2倍。
M ike[18]等人研究发现在空洞远离焊点界面区域和蠕变生长线处时对焊点的疲劳寿命造成的影响较小。
相反,具有提高焊点热疲劳寿命的作用;在此基础上,在保留空洞总面积占焊点截面面积20%的条件下,改变空洞数量,单一空洞作用下焊点热疲劳寿命最高。