BGA焊点可靠性工艺研究
BGA 板级组装的可靠性研究
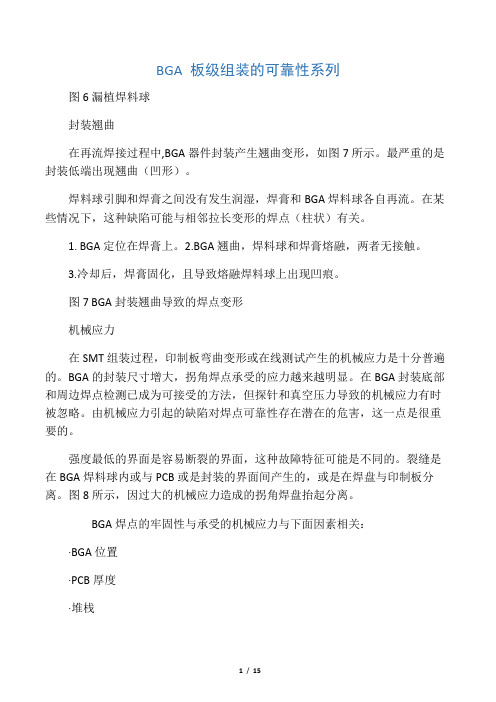
BGA 板级组装的可靠性系列图6漏植焊料球封装翘曲在再流焊接过程中,BGA器件封装产生翘曲变形,如图7所示。
最严重的是封装低端出现翘曲(凹形)。
焊料球引脚和焊膏之间没有发生润湿,焊膏和BGA焊料球各自再流。
在某些情况下,这种缺陷可能与相邻拉长变形的焊点(柱状)有关。
1. BGA定位在焊膏上。
2.BGA翘曲,焊料球和焊膏熔融,两者无接触。
3.冷却后,焊膏固化,且导致熔融焊料球上出现凹痕。
图7 BGA封装翘曲导致的焊点变形机械应力在SMT组装过程,印制板弯曲变形或在线测试产生的机械应力是十分普遍的。
BGA的封装尺寸增大,拐角焊点承受的应力越来越明显。
在BGA封装底部和周边焊点检测已成为可接受的方法,但探针和真空压力导致的机械应力有时被忽略。
由机械应力引起的缺陷对焊点可靠性存在潜在的危害,这一点是很重要的。
强度最低的界面是容易断裂的界面,这种故障特征可能是不同的。
裂缝是在BGA焊料球内或与PCB或是封装的界面间产生的,或是在焊盘与印制板分离。
图8所示,因过大的机械应力造成的拐角焊盘抬起分离。
BGA焊点的牢固性与承受的机械应力与下面因素相关:·BGA位置·PCB厚度·堆栈·焊盘尺寸·刚性机理·焊料量图8焊盘与印制板分离(BGA拐角部位)采用较大的拐角焊盘,增大焊盘面积和封装底层填料来提高牢固性,或采用适当的夹具或工具等方法,对于防止焊点破裂在实践中是可行的。
l 再流不充分BGA焊料球引脚未获得到足够的热量,使让其再流熔融,如图9所示是再流不充分的结果、焊料球没有达到能与焊盘上焊膏结合的再流温度所造成的缺陷。
图9再流不完全的焊点缺陷影响可靠性的重要因素封装技术阵列球引脚器件的种类繁多,封装采用了各种不同的材料。
大多数商品化的阵列器件使用塑料封装和增强型刚性有机封装基板互连材料。
封装与印制板的互连,采用金属化焊垫或球形焊料合金引脚。
为了降低封装高度,使用焊垫栅阵列(LGA)封装的IC,球栅阵列(BGA)将小的焊料合金球用于互连系统。
试论提高BGA焊接可靠性的方法-TCB X

IPC的模板设计指南谈到的一个普遍的关于模板的问题是,开孔设计对印刷性能 的影响。
图一显示锡膏印刷的三个主要性能问题。开孔尺寸[宽(W)和长(L)]与模板金属箔 厚度(T)决定锡膏印刷于PCB的体积。在印刷周期,随着刮刀在模板上走过,锡膏 充满模板的开孔。然后,在电路板/模板分开期间,锡膏释放到板的焊盘上。理 想情况,所有充满开膏从内孔壁释放的能力主要决定于三个因素:模板设计的面积比/宽深比 (aspect ratio)、开孔侧壁的几何形状、和孔壁的光洁度。采用电抛光的工艺和倒 梯形的开孔方式都可以提高脱膜效果。
存在BAG“黑色焊盘”的问题 好 无 有 较好 较好
5——20(金) 1.1-3
无关
改善孔壁的可靠性 是
金存在着脆性的问题 好 无 有 较好
存在金厚度控制的问题 30——100(金) 1.2-1.5
天津市通广集团数字通信有限公司 Tianjin Tong Guang Group Digital Communication Co.Ltd
另外一种方案可以对BGA的四角上的焊球失效有所帮助。我们可以增加四个角上 的BGA的开孔面积,如图所示:
当然采用此方法,对于PAD的设计也要有所改变。
天津市通广集团数字通信有限公司 Tianjin Tong Guang Group Digital Communication Co.Ltd
结束语: 优选的BGA焊点的要求是焊点光滑、圆、边界清晰、无空洞,所有焊点的直径、体 积、灰度和对比度均一样,位置对准,无偏移或扭转,无焊锡球。 在此我们仅讨论了关于BGA焊接可靠性方面的一些改善方法,仅供各位同事参考。
着色探伤检测分析结果: 1 PCB 在化学镀镍/浸金存在问题“黑色焊盘”的现象,这种现象导致镍层浸润性 差,在外力作用下易于产生焊盘脱落。 2 由于焊料的CTE和基体材料的CTE以及热偏差的差异,使距中心较远的焊球 首先失效。(陶瓷CTE大约为6,PCB的CTE大约为16-20)。
BGA焊接可靠性分析及工艺改进

科技风2020年8月机械化工DOT10.19392/ki.1671-7341.202024088 BGA焊接可靠性分析及工艺改进李晓明焦超锋任康中国航空工业集团公司西安航空计算技术研究所陕西西安710065摘要:随着电子产品的升级,为了实现电子产品的微型化、网络化和高性能,电子产品的组装技术,需要进一步的发展。
BGA焊接正是在电子产品组装中,发挥了重要的作用。
然而,从实际情况来看,BGA焊接可能从多个方面,造成芯片固定管脚断裂等焊接方面的问题。
本文从影响焊接可靠性因素的方面,进行BGA焊接可靠性的分析,进一步的提出BGA焊接的工艺改进措施,实现焊接质量问题的防范。
关键词:焊接技术;BGA焊接;焊接工艺-、BGA焊接工艺简介BGA焊接,根据焊接封装材料的区别,可以将其划分为塑胶和陶瓷两个类别。
这两个类别分别为PBGA塑胶焊球、CBGA陶瓷焊球,随着技术的发展,目前也有TBGA载带型球阵列焊接。
PBGA的是最为常见的BGA技术,其使用材质为焊锡 球,从成本来看,成本低廉,且焊接容易,在回流焊过程中,焊球能够实现自主的校准,电学性能能够较好的实现。
但是,由于封装采用塑料材质,对于环境中湿气较为敏感,容易受潮。
因此,对气密性要求较高的封装焊接,不适用于PBGA。
同时,焊接前普通元器件,需要在八小时内完成焊接使用,否则受潮后容易导致元器件吸附水分,元器件氧化,导致在焊接过程元器件不能充分清除氧化物,产生虚焊、假焊的缺陷。
二、影响BGA焊接可靠性的因素(1)物料因素。
BGA物料,在焊接过程中岀现实效或焊接不良的情况,就会导致焊接可靠性下降。
例如BGA物料焊锡球脱落,或者焊锡球岀现裂纹等质量问题等。
物料的因素,会导致焊接后的焊点,与芯片元件岀现分离空洞。
(2)环境因素。
如采用PBGA完成焊接,可能由于湿度敏感问题,导致BGA出现失效的情况。
或者,在焊接环境下,静电的出现,也有可能导致出现静电击穿的情况,导致BGA焊接可靠性下降。
混合组装BGA焊点可靠性模拟与试验研究
哈尔滨工业大学工学硕士学位论文
both reflow process, and the presence of Cu6Sn5, Ag3Sn and Cu-Ni-Sn ternary was confirmed. The growth of IMC during aging stage was proportional to the square root of time, which was in line with bulk diffusion mechanism, and lead accumulation, crack and IMC fragmentation severely reduce reliability. However, no obvious lead aggregation and IMC thickness growth were observed during thermal cycling stage. The crack initiation and propagation after long-period cycle was pointed out to be subject to stress accumulation and weak interface. Through dyeing test and MAP diagram four kinds of solder joint failure was figured out, and the stress of four corners was greater than that of sides and even center. Component of ceramic package possessed lower reliability due to mismatch of thermal expansion, with long-term aging or thermal cycling test having the same result, and eventually the process Ⅱ was evaluated to be slightly better than process Ⅰ. Key Word : Mixed Pb-free BGA/SnPb solder paste assemblies, Reliability, FEM, Microstructure evolution, Fractography
球栅阵列BGA封装焊球的力学可靠性分析及预测
复旦大学硕士学位论文球栅阵列BGA封装焊球的力学可靠性分析及预测姓名:祁波申请学位级别:硕士专业:材料物理与化学指导教师:王家楫20070425复日大学1=掌硕』+学位论空区。
整个回流焊时间约7至8分钟。
样品的冷却在常温下进行。
2.4,2SMT后B6A封装样品的检测BGA样品完成SMT后,须进行电学性能测试、X-ray观察等SMT后检测工作,检查样品回流焊的质量,是否有桥接、未对准、开焊、焊球丢失等缺陷,检测合格的样品才能进行下面的可靠性力学试验。
11电学检测用PC9D型数字微欧姆计测量BGA样品的焊球串联电阻值,检验BGA焊点的daisy.chain串联情况,确保BGA焊球都与其对应PCB板焊盘具有良好的电气连接。
2)OM检测并从SMT合格的BGA样品中,选取PbSn、SnAgCu样品各一个作为试验的原始参照样品。
对其进行cross.section分析(见图2.7),观察BGA封装焊点.PCB板间的互连结构、焊料与PCB板Cu焊盘的浸润情况,并对焊点的形状及尺寸进行测量,为后期计算机模拟提供试验参数依据。
图2.7BGA焊点.PCB板间互连结构的OM图(左lglxl00,右1蛩x200)31X—ray透射显微镜检测由于BGA器件的焊球在封装体的下面,回流焊到PCB板后,传统的OM仅能对其外围焊球情况进行观察,要判断BGA内部的焊接质量,就必须使用X-ray透射显徼镜(见图2.8)。
a.良好的焊点对准情况b.部分焊点未对准图2.8BGA封装所有焊点的X-ray图第三章可靠性试验的结果及焊点失效分析染色的焊球样品照片。
图3.3显示了拉断后PCB焊接界面的断口形貌。
图3.236009跌落失效焊球荧光染色照片图3.3拉断后PCB焊接的断口形貌由图中观察到,焊点断口出出现条状的疲劳条纹,同时呈现出被荧光染色剂渗透的结果。
说明BGA焊点与焊盘之间存在缝隙,染色剂才会渗透进去;另一方面拉脱元件时,其脱落位置除了少数为BGA焊盘断裂外,大部分均脱落在BGA焊球与PCB焊盘的界面,这初步说明PCB焊盘的焊接强度不够理想,在一定程度的外界应力作用下会产生裂纹。
SMT焊点的可靠性研究及CBGA焊点有限元分析

I
SMT 焊点的可靠性研究及 CBGA 焊点有限元分析
ABSTRACT
The reliability of soldered joints of electronic devices in surface mount technology is a key factor for the extensive application of electronic products. Therefore, aimed at meeting the needs of the components and devices for some type military products, the reliability of soldered joints of QFP, PBGA and CBGA have been studied in considerable detail. The tensile strengths of QFP joints were tested by means of STR-1000 Micro-joints Tester and the effects of pitch numbers, solder paste composition (SnPb paste and SnAgCu paste) on the mechanical properties of QFP joints were studied and the fracture micrograph of joints was also analyzed by means of SEM. The results indicate that under the condition of same pitch numbers, the tensile strength of the QFP joints soldered with SnAgCu solder paste is higher than that with SnPb solder paste; under the condition of same solder paste composition, the tensile strength of the QFP joints soldered with 48 pitches is lower than that with 100 pitches. Though PBGA packaging overcame the defect of QFP joints which the pitch is too fine, the detection method for the soldered joints of PBGA needs to be perfected. A series of PBGA soldered joints were detected by X-ray method, the shear strengths of soldered joints were detected by means of Micro-joints Tester, and the analysis and evaluation on shear strengths of PBGA balls with different diameters were also carried out. The results indicate that under the same conditions, the bigger the diameter is, the smaller the unit shear strength is, and the shear strength of PBGA joints soldered with eutectic solder is larger than that of tin- lead solder itself. Although CBGA packaging overcame the defect of PBGA packaging which it is easy to absorb moisture, the reliability of CBGA soldered joints still needs to research deeply. According to American Military Standard (MIL-STD-883), the reliability of CBGA soldered joints was studied under thermal cycling. The results indicate that the cracks emerged at the down interface of soldered joints which thermal cycling is up to 170 times and been expanded along grain boundary, and when thermal cycling is up to 240 times, the soldered joints fail. With the increase of thermal cycling times, the cracks expanded to the up interface of the soldered joints, the grains grown coarse and
基于有限元分析的BGA焊点可靠性研究
三种 B GA 器件的不同形态焊点蠕变应变分布状态
图. 应力应变过程分析是用 MARC 有限元分析软件
进行.
按照疲劳寿命试验条件 ,使用目前比较著名的
低循环疲劳 Coffin - Manson 模型进行寿命评估 ,得
到需要 的 B GA 器 件 焊 盘 直 径 设 计 推 荐 值 , 以 及
B GA 器件的最佳钎料量和焊点的热疲劳寿命预测
器件 器件重量 上焊盘直径 下焊盘直径
编号 (g)
( mm)( mm)A 0. 8550. 53
B
2. 39
0. 65
C
2. 61
0. 65
0. 53 0. 60 0. 72 0. 80 0. 90 0. 65 0. 70 0. 80 0. 90 1. 00 0. 65 0. 70 1. 08 1. 18 1. 37
n
κ κ ∑ ES = TdA +
Ti dA
(2)
A0
i =1 Ai
µ EG =
ρgz dv
(3)
V
式中 , T 为自由液面表面张力 ; A 0 为自由液面总面
积 ; Ti 为固液界面张力 ; n 为固液界面个数 ; A i 为标
号为 i 的固液界面面积 ;ρ为钎料密度 ; g 为重力加
速度 ; z 为竖直方向坐标.
114
微电子学与计算机
2010 年
其它形式的力. 从能量最小原理出发 ,系统能量最小
时 ,液体界面形态达到平衡形态[1 ] . 对 SM T 焊点 ,
认为熔融钎料在金属表面润湿铺展时 , 系统能量
( E) 是表面势能 ( ES ) 和重力势能 ( EG) 之和 ,即 :
E = ES + EG
BGA封装的热分析与焊点可靠性分析的开题报告

三维叠层CSP/BGA封装的热分析与焊点可靠性分析的开题报告一、研究背景随着电子封装技术的不断发展,三维叠层CSP/BGA封装成为电子封装的趋势之一。
三维叠层CSP/BGA封装具有尺寸小、重量轻、高集成度、高可靠性等优点,被广泛应用于手机、电脑、智能家居等电子产品中。
然而,由于其内部组件密度高、热量集中、焊接强度难以保障等问题,三维叠层CSP/BGA封装在工作过程中存在着热失配、焊点开裂、老化降解等问题,严重影响着其可靠性与性能。
二、研究内容针对三维叠层CSP/BGA封装的热失配、焊点可靠性等问题,本研究拟进行以下研究内容:1、三维叠层CSP/BGA封装的热分析。
通过有限元仿真等方法,对三维叠层CSP/BGA封装中的热传导、传递、散热等问题进行分析。
2、三维叠层CSP/BGA封装的焊点可靠性分析。
利用非析出强化钎料(SAC)等现代焊接材料,对三维叠层CSP/BGA封装的焊接工艺进行改进,提高焊点的可靠性与耐久性。
3、三维叠层CSP/BGA封装的寿命评估。
通过实验方法对三维叠层CSP/BGA封装的寿命进行评估,检测其在高温、高湿、低温等环境中的老化情况,分析其寿命曲线,并提出改进措施,以提高其寿命与可靠性。
三、研究意义1、为三维叠层CSP/BGA封装的热失配、焊点可靠性等问题提出解决方案,可提高其可靠性与性能,推动电子封装技术的进一步发展。
2、为电子产品的质量、性能提供保障,提高其市场竞争力。
3、为相关厂家提供技术支持,促进电子封装行业技术的进步。
四、研究计划第一年:对三维叠层CSP/BGA封装进行热分析,建立有限元模型,分析其热传导、传递、散热等问题,优化其散热结构。
第二年:改进三维叠层CSP/BGA封装的焊接工艺,提高焊点的可靠性与耐久性,开展其力学性能测试。
第三年:对三维叠层CSP/BGA封装的寿命进行评估,分析其寿命曲线,提出改进措施,为电子产品的生产提供参考。
第四年:撰写论文,发表学术论文,申请专利。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
表l BGA焊球材料成分
公司 IBM Motorola Philip Sharp Toshiba
材料成分
90Pb/10Sn}95Pb/5Sn 97Pb/3Sn 37Pb/63Sn 37Pb/63Sn 37Pb·/63Sn
BGA焊球材料的选择将直接导致焊接后其形态 的变化,如果焊球熔点温度高于焊接温度,焊球不 参与反应,只是焊盘上印制的焊膏与Pd、Ag发生反 应形成金属化合物,依靠金属化合物实现焊点的机 械连接和电连接。但当焊球熔点温度低于焊接温度, 焊球就会与焊盘上的焊膏熔为一体,并且可能参与 到化学反应当中。
Y7h
图9老化时间与剪切强度的关系曲线 根据GJB548B.2005方法20 l 9.2的标准,直径为 0.76mm的BGA焊球对应剪切强度为12N·mm之,而经 过老化试验后最小的焊球剪切强度为25N·mm~,远 大于规定标准。图l 0是老化试验后焊球剪切断面, 可以看出金属导体没有受到熔蚀,试验证明,焊膏 厚度和焊接温度设定完全满足剪切强度的要求。
图6焊膏厚度与剪切强度的关系
0.25
3.3 焊接温度曲线对剪切强度影响 再流焊一般分为四个阶段:预热、浸润、熔化
和冷却。预热阶段基板均匀受热,并刺激助焊剂活 跃,理想升温速度为2℃·s~。浸润阶段基板缓慢升 温,助焊剂起活化作用,去除氧化物并逐渐挥发。为 使助焊剂充分挥发,避免在焊接时因焊剂的存在而 造成空洞和焊锡飞溅等现象,温度应该在1 40℃~ 160"C间保持60s~120s。当焊接温度超过焊料的熔点 温度时为熔化阶段,这一阶段实质上是固态的金属 和熔融的焊料相互反应形成金属化合物的过程,焊 接就是通过这螳化合物实现机械连接和电连接。冷 却阶段焊膏开始凝固,控温一般为3℃·s~,过快会 使应力变大,导致BGA焊球与基板问产生微小裂纹, 理想的焊接曲线如图7所示。
另外焊膏量对于BGA剪切强度有很大影响,于 是在印制焊膏时我们改变焊膏厚度,在相同的焊接 条件下,测定焊膏厚度与剪切强度关系。图6给出 了两者之间的关系。
从图6中可以看出,当焊膏厚度<0.15mm时,焊 球剪切强度基本随焊膏厚度增加而增加,而当焊膏
万方数据
m,O O
O.05
O.1
0.15
0.2
H|mm
×1.0mm,膜层为采用Dupont4093印制的Pt—Pd-Ag,
收稿日期:2010-01-17
一7.
万方数据
第1 0卷第5期
电子与封装
其中,膜层厚度20肛m,试验基板的制作工艺流程 如图1所示。
l
基板处理IΒιβλιοθήκη I掩模制版I
Pt.Pd—Ag印制
I
烘干.烧成
I
基板检验
图l试验基板制作工艺流程图
2.2 BGA植球工艺 我们采用1 6 x l 6全阵列BGA分布方法,其
SMT工艺中能最好预示焊点强度的是焊点形 状,而能最佳地预示焊点形状的是焊膏量。在BGA 工艺中,焊膏量的多少将直接影响焊接的质量。当 焊膏量过多时,容易引起焊球的桥连和焊锡1毛溅现 象。焊锡飞溅是焊接巾比较棘手的问题,这种现象 主要由焊剂排气而引起。在预热阶段这种排气作用 超过了焊膏的内聚力,促进了焊膏形成孤立的团粒, 焊接后这些熔化的孤立焊膏就粘在B G A焊球或 AI,O,陶瓷基板上,这些细小的焊锡粒不容易清洗, 在经过振动后很容易成为活动的多余物,造成电子 产品的短路;而当焊膏量过少,就会造成BGA焊球 连接不充分。为了避免焊膏印制过量,在制作不锈 钢模板时可以将印刷孔的尺寸制成相应焊盘面积的 90%左右。
第10卷,第5期 V01.10,No.5
电子与封装 ELECTRONICS&PACKAGI_NG
勇一誊、ji,埋,簧,,:I皇’。道、蔓
BGA焊点可靠性工艺研究
总第85期 2010年5月
巫建华
(中国电子科技集团公司第43研究所,合肥230022)
摘要:伴随高密度电子组装技术的发展,BGA(Ball Grid Array)成为高密度、高性能、多功能
因素及工艺的可行性,Pb/Sn焊料应用最为广泛。 BGA焊球的生产公司也比较多,世界上几家主要公 司生产的BGA焊球用材料如表l所示。一股来说,Pb 含量越高,焊料的熔点温度越高,但在混合集成电 路中某些元器件在经受高温时很容易损坏,另外过 高的温度可能造成基板翘曲、应力变大。对于工作温 度不超过150。C的产品,一般采用37Pb/63Sn的焊料。 在BGA的植球工艺中,我们就采用这种含量的焊膏, 其熔点温度为183℃。
由图9可见,焊球的剪切强度呈下降趋势,并 且开始下降的速度快,随着贮存时间的增加,这种
.10.
万方数据
下降的趋势趋于平缓。这主要是因为在老化试验中 焊点的微观结构发生了很大的变化,这种变化导致 合金层机械特性的改变。在高温老化中,Pd、Ag会 继续和Pb、Sn发生扩散形成金属化合物,这些化合 物受热会引起体积的增大,从而妨碍了金属原子间 的扩散速度,并且化合物越厚,其阻碍金属原子扩 散速度的能力越强,所以老化试验的开始阶段焊点 的剪切强度F降快。
50
/ 40
q
l 30 磊20
lO
0 210
220
7\ 、
230
240 7y℃
250
260
图8焊接温度与剪切强度的关系曲线
由图8可见,温度在220。C-240。C时BGA焊球 剪切强度基本达到最大,当温度>240℃其剪切强度 呈下降趋势。
为了进一步检验焊点的抗疲劳强度,对220’E温 度下焊接的样品进行150℃、l 000h的高温贮存,其 中老化时间与焊球剪切强度的关系如图9所示。
/。
/
售
/
阜
/
吞
钙∞弱∞筋加:2
图5 90Pb/10Sn的焊接断面
试验中采用37Pb/63Sn焊球的焊接空洞比较多, 主要因为焊球本身町能就在焊接前带有空洞,焊接 时当与焊膏熔为一体时,在表面张力的作用下,液 体表面有自动缩成最小的趋势,导致空洞里的气体 和焊膏咀的助焊剂不易排出。 3.2 焊膏厚度对BGA焊接性能的影响
一般单个空洞面积不得超过整个焊接面积的 l 0%,总体空洞面积不得超过整个焊接面积的25%, 当空洞面积过大时,就视为一种缺陷,会对焊点的 机械或电可靠性造成隐患,所以改进工艺减小空洞 产生是焊接必须要考虑的因素。
第1 0卷第5期 图4 37Pb/63Sn的焊接断面
巫建华:BGA焊点可靠性T艺研究
但BGA的焊点质量和可靠性不能依靠常规的目检来 检查,即使专用检测设备也不能对BGA的焊接质量 进行定量判定,这些都成为制约BGA封装技术发展 的重要因素。因此,研究提高BGA焊点可靠性的有 效方法显得相当重要,提高焊点的可靠性问题成为 了BGA技术发展的关键。
2 试验
2.1 试验基板的制作工艺 试验基板材料为96%舢203尺寸26.0mm×26.0mm
Abstract:With the development on electronic packaging technology of high density,BGA will be the best choice of high density,high performance,multiple functions and high I/Os.This paper analyzes the critical factors on reliability of BGA solder joint,especially presents critical solutions how to decrease void defect and increase shear strength of solder joint and optimizes process parameters through test.The results show solder void and shear strength ofBGA solderjoint ale apparently improved using optimizing process parameters.After 150。C,1000hhightemperature storage,shearstrengthofsolderjointcallmeetthe requirementofGJB548B一2005. Key words:BGA;solderjoint;void;shear strength
另外当温度继续升高、时间进一步延长时,Sn/Pb 焊料中的Sn不断向Pd、Ag表面扩散,在焊料一侧 只留下Pb,形成富Pb层。金属化合物和富Pb层之 间的界面结合力非常脆弱,当受到温度、振动等冲 击,就会在焊接界面i处发生裂纹。
所以说焊接温度和时间对于BGA焊球剪切强度 有很大影响。理论上焊接温度要比焊料的熔点温度 高30℃~50℃,焊接时间一般为焊料熔化后的3s~ 10s。考虑到AI,O,陶瓷慕板的尺寸大小和BGA焊球 分布数量,我们设定相同的焊接时间5s,改变焊接 温度,测定焊接温度与剪切强度关系,图8给出了 两者之间的关系。
BGA的典型缺陷包括:连焊、开焊,焊球丢失、 空洞、大焊锡球和焊点边缘模糊。其中窄洞是引起 焊接失效的主要原因。图4、图5分别为37Pb/63Sn 和90Pb/10Sn两种焊球的焊接断面,可以看出采用 90Pb/1 0Sn焊球时焊接面空洞比较小。空洞主要是没 有排尽的助焊剂引起的,焊盘表面污染也有可能形 成窄洞,空洞中的气体可能会在温度循环试验中产 生收缩和膨胀的应力作用,其存在的地方大多为应 力集中点,并有可能成为产生应力裂纹的根本原因。
p \ 倒 赠
图7焊接温度曲线 .9.
第10卷第5期
电子与封装
在再流焊工艺的四个阶段中,最为关键的是 熔化阶段,此阶段金属原子发生了相互扩散,形 成Ag—Sn,Pd—Sn等金属化合物。金属原子间的扩 散速度与焊接温度和时间有关,焊接温度越高, 时间越长,原子的扩散就越活跃,不同原子之间 形成的金属化合物就越多,这种化合物的厚度与 焊点机械连接强度有直接关系。由于化合物是脆 性的,太薄或太厚的合金层都将削弱焊点的剪切 强度,一般0.5¨m~4“m的合金层厚度最佳。当 厚度<0.5 u m时,金属间合金层太薄,几乎没有强 度;而厚度>4 u m时,金属间合金层太厚,金属 间结合层的结构疏松、发脆,会使连接处失去弹性, 这样也会导致剪切强度减小。