4000A五线母线槽材料成本核算
管型母线价格计算公式

管型母线价格计算公式管型母线是一种用于输电和配电系统的重要电力设备,其价格计算是一个复杂的过程,需要考虑多个因素。
在本文中,我们将探讨管型母线价格的计算公式,并对其中涉及的各种因素进行详细的解释。
管型母线价格的计算公式可以分为两个部分,基础价格和附加费用。
基础价格是指管型母线的基本成本,包括原材料成本、生产工艺成本和人工成本等。
而附加费用则包括运输费用、安装费用、税费等其他间接成本。
首先,我们来看基础价格的计算公式。
管型母线的基础价格可以通过以下公式进行计算:基础价格 = 原材料成本 + 生产工艺成本 + 人工成本。
其中,原材料成本是指管型母线所使用的金属材料的成本,包括铜、铝等金属材料的价格。
生产工艺成本是指管型母线的生产工艺所需的成本,包括设备折旧、能源消耗等。
人工成本是指生产管型母线所需的人工费用,包括工人的工资、社会保险等。
原材料成本、生产工艺成本和人工成本都是受到市场供求关系、原材料价格波动、生产工艺技术水平等多种因素的影响。
因此,管型母线的基础价格也会随着这些因素的变化而变化。
其次,我们来看附加费用的计算公式。
管型母线的附加费用包括运输费用、安装费用、税费等其他间接成本。
附加费用的计算公式可以表示为:附加费用 = 运输费用 + 安装费用 + 税费。
运输费用是指将管型母线从生产厂家运送到使用地点所需的费用,包括运输工具的费用、人工搬运费用等。
安装费用是指将管型母线安装到输电和配电系统中所需的费用,包括人工安装费用、设备使用费用等。
税费是指管型母线在运输和安装过程中所需缴纳的税费,包括运输税、安装税等。
除了上述的基础价格和附加费用外,管型母线的价格还受到市场供求关系、政策法规、竞争格局等因素的影响。
因此,在实际计算管型母线价格时,还需要考虑这些因素对价格的影响。
在实际应用中,管型母线价格的计算可以通过以上公式进行,但需要根据具体情况对各个因素进行具体的分析和计算。
在计算管型母线价格时,还需要考虑到管型母线的规格、材质、生产工艺等因素对价格的影响,以便得出准确的价格。
伊顿XAP系列密集型母线槽说明书

提供动力。
探索今天的伊顿。
我们提供:• 方案• • •动及动力总成解决方案3伊顿XAP 系列密集型母线槽模块化的母线槽系统,250 - 6300A- 购物中心- 高层建筑- 工业园区- 制造工厂- 数据中心- 医院- 分销仓库- 地标性建筑- 商业中心XAP 密集型母线应用领域伊顿XAP 系列母线系统致力于寻求技术性能和精巧设计的完美结合。
伊顿在母线槽产品系列的持续创新不仅保证了其解决方案的经济性和可靠性,XAP 系列母线槽从技术方面实现了水平或垂直安装的灵活性。
作为伊顿配电产品的重要组成部分,XAP 密集型母线槽进一步完善了伊顿低压配电产品线,从打包式的变电站产品、中低压配电开关产品到一个多系列的选择:组合开关柜,断路器系列,电动机控制产品和机械设备制造元件。
XAP 系列母线槽经过了严苛的产品测试,完全符合GB7251.1/.6与IEC61439-1/-6标准,具有CCC和KEMA认证。
系列涵盖250A 至6300A 等额定等级。
提供广泛的附件和分线设备选择。
这种简单而极具风格的设计为XAP 系列密集型母线槽安装和操作提供了便利。
伊顿XAP系列母线槽几大优势:XAP 母线槽经测试符合GB7251.1/.6与IEC61439-1/-6标准,兼具灵活性和可靠性,帮助确保您项目的成功。
我们能够提供满足多种室内安装条件的母线产品。
伊顿为全球各国提供母线产品系统。
XAP 系列密集型母线槽的优势如下:高功率的母线槽额定电流等级可达6300A ;符合GB7251.1/.6与IEC61439-1/-6标准;垂直或水平安装均可;全系列的分线单元产品和广泛的附件选择;环境温度35度标准下无需降容;馈电式防护等级可达IP65,插拔式可达IP54;安装简便,多种附件可选;完美匹配伊顿低压成套开关柜;优秀的电气服务和可供伊顿母线应用参考的多国成功案例。
•••••••••4除了标准的母线产品之外,伊顿还可提供众多其它定制化应用特性和优势防护等级达IP65的XAP 密集型母线槽及其自压铆联合技术可被广泛应用于恶劣环境;提供馈线式和插拔式母线产品;选择具有大于相线50%容量的整个相线作为接地系统,保证了安全的接地性能;插拔式母线槽水平或垂直安装均可。
线束报价公式范文

线束报价公式范文
一、材料成本
线束的材料成本是指生产线束所使用的电线、连接器、绝缘套管等原
材料的成本。
根据实际情况,可以按照每米或每台等单位来计算材料成本。
线束材料成本的计算公式为:
材料成本=(电线单价×电线长度)+(连接器单价×连接器数量)+(绝缘
套管单价×绝缘套管长度)+...
其中,电线单价、连接器单价、绝缘套管单价等需要根据市场价格进
行获取。
二、工艺费用
线束的工艺费用是指制造线束所需要的人工费用。
根据生产过程中所
需的工序和工时来计算。
例如,焊接、剪线、插针等工序所需的工时乘以
对应的工人工资,再叠加其他工序的工时计算出的人工费用。
工艺费用的
计算公式为:
工艺费用=(工资×工时)+(工资×工时)+...
其中,工资需要根据实际情况和地域差异进行考量。
三、附加费用
附加费用是指线束生产过程中的一些额外费用,例如运输费用、包装
费用、税费等。
附加费用的计算公式为:
附加费用=运输费用+包装费用+税费+...
运输费用可以根据运输距离、运输方式等因素来计算;
包装费用可以根据产品的大小、重量和包装材料的价格等因素来计算;
税费可以根据国家和地区的规定进行计算。
四、利润
利润是对生产线束过程中的风险和劳动进行合理补偿的一部分。
利润
的计算公式为:
利润=(材料成本+工艺费用+附加费用)×利润率
利润率可以根据市场的供求关系、竞争局面和企业的经营策略来确定。
产品材料成本核算方法
180 T 220 T 400 T
电木件:
每啤次
1.050
每啤次
1.350
每啤次
2.400
? 五金件核算方法 :
油压机
? 材料费+加工费+表面 处理费
冲床
315 T 200 T 100 T 100 T 80 T 63 T 40 T 25 T 16 T
冲次 冲次 冲次 冲次 冲次 冲次 冲次 冲次 冲次
kg 27.10
价 = 左表单价 + 磨砂加工费单
kg 26.80
价
kg 26.40
kg 18.90
kg 17.90 注:磨砂SUS430单 kg 17.40 价 = 左表单价 + kg 16.30 磨砂加工费单价
kg 16.20
不锈钢磨砂
0.4mm 0.5mm 0.6mm 0.8mm 1.0mm 1.2mm 1.5mm
普通工程塑料件如 : PA66,PC,POM,PPS,PBT 等注塑件, 所用注塑机吨位 =工件投影面积 (平方英寸) × 4 × 模
腔数,单件加工费 = 按表查出吨位加工费 ÷ 模腔数
? 注塑机吨位=工件投影面积(平方英寸) × 5 × 模腔数。单件加工费 = 按表查出吨位加 工费 ÷ 模腔数
m2 m2 m2 m2 m2 m2 m2 m2 m2 m2 m2 m2 分钟
40.000 25.000 90.000 17.000 18.000 40.000 38.000 22.000 20.000 15.500 11.250 50.000 0.220
以烧烤盘为准核算,复杂或大型零 件另加20%
锌合金压铸
结构件 压铸费
压铸机吨位=工件投影面积(cm2) ×1.3×1.2×500~700÷1000
母线槽技术规范

母线槽技术规范、图纸及其它需要说明的事项1、技术要求1.1 环境条件密集型母线使用环境要求见下表:1.2 使用环境的对产品的基本要求1.3 采用标准制造、检验、安装和验收满足下列标准:IEC 439-2.1987 《国际电工化协会标准》(国家电工标准)GB7251.2-1997 《母线干线系统-对母线槽的特殊要求》(国标)JB/T 9662-1999 《密集绝缘母线干线系统》(密集母线行业标准)JB 8511 《空气绝缘母线干线系统》GBJ 149-90 《电气装置安装工程母线装置施工及验收规范》GB4208 《外壳防护等级(IP代码)》GB5585.1~3 《电工用铜、铝及其合金母线》GB6892 《工业用铝合金热挤压型材》ENMABU1.1 《母线槽安装、维护标准》GB7251.1 《低压成套开关设备和控制设备第一部分:型式试验或部分型试验成套设备》GB7251.2 《低压成套开关设备和控制设备第二部分:对母线干线系统(母线槽)的特殊要求》IEC439.2 《低压成套开关设备和控制设备第一部分:型式试验或部分型试验成套设备》IEC439.2 《低压成套开关设备和控制设备第二部分:对母线干线系统(母线槽)的特殊要求》参考标准:美国UL857标准英国BS5486标准欧洲EN60439-1标准德国DIN VDE0660标准德国DIN EN50081标准1.4 结构与散热性(1)温升要求:(2)母线结构紧凑,设计合理,外形美观,外壳与导体紧密接触,整体散热。
母排间无明显空气间距,母线内部无空气流动,可以避免烟囱效应及导体与空气接触造成的氧化。
请投标人详细描述。
安装母线槽的外壳应采用铝镁合金,外壳可以作为50%相排的接地容量(必须提供第三方权威机构的试验报告)要求外壳通过1800小时抗盐雾腐蚀试验(必须附报告)。
(3)母线槽应有多种防护等级可选,本工程选用母线防护等级要求为IP55,且投标人应考虑环境的各种恶劣情况的发生,请在投标文件中详细阐述所能预想到的各种情况并提出相应的解决措施。
母线槽与电缆造价比较
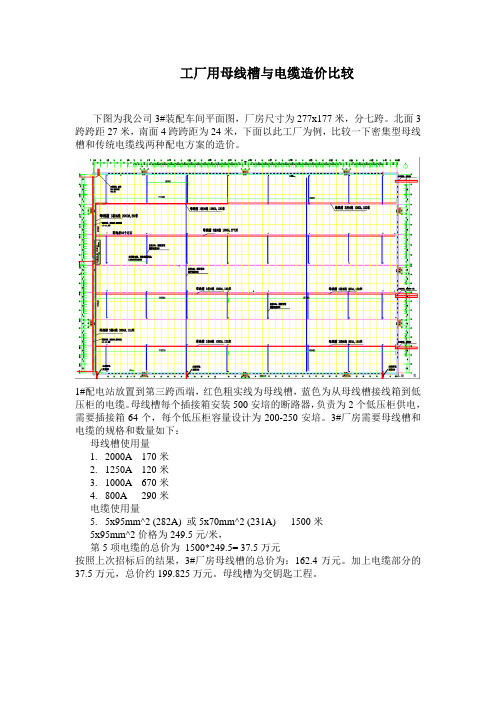
工厂用母线槽与电缆造价比较下图为我公司3#装配车间平面图,厂房尺寸为277x177米,分七跨。
北面3跨跨距27米,南面4跨跨距为24米,下面以此工厂为例,比较一下密集型母线槽和传统电缆线两种配电方案的造价。
1#配电站放置到第三跨西端,红色粗实线为母线槽,蓝色为从母线槽接线箱到低压柜的电缆。
母线槽每个插接箱安装500安培的断路器,负责为2个低压柜供电,需要插接箱64个,每个低压柜容量设计为200-250安培。
3#厂房需要母线槽和电缆的规格和数量如下:母线槽使用量1.2000A 170米2.1250A 120米3.1000A 670米4.800A 290米电缆使用量5.5x95mm^2 (282A) 或5x70mm^2 (231A) 1500米5x95mm^2价格为249.5元/米,第5项电缆的总价为1500*249.5= 37.5万元按照上次招标后的结果,3#厂房母线槽的总价为:162.4万元。
加上电缆部分的37.5万元,总价约199.825万元。
母线槽为交钥匙工程。
电缆载荷表如下电缆线径电缆直径空气中载流量A 埋地载流量A 重量g/米如下为使用电缆替代母线槽的方案:如果使用电缆替代母线槽,为了达到母线槽的效果,则电缆走向如上图(未完全画出)所示,电缆为星形发散结构。
红色部分应该使用5x240mm^2的电缆(530A),或降一级到5x185mm^2的电缆(442A),电缆用量如下1. 5x240mm^2(530A)5632米2. 5x95mm^2 (282A) 或5x70mm^2 (231A) 900米根据电缆厂家所报价格(铜芯电缆均价0.525/1米*1mm^2),5x240mm^2价格为630元/米,5x185mm^2价格为487.5元/米,5x95mm^2价格为249.5元/米,5x70mm^2价格为183.75元/米,3#厂房使用电缆总价为:使用5x240mm^2和5x95mm^2的电缆的总价5632 * 630 + 900 * 249.5 = 3548160 +224550 = 377,2710降一档使用,使用5x185mm^2和5x70mm^2的电缆的总价5632 * 487.5 + 900 * 183.75 =2745600 +165375 =291,0975总结:3#厂房使用母线槽方案总价为200万元,基本是交钥匙工程。
电线电缆成本计算
电线电缆成本计算电线电缆是现代化生产和生活必需的电力设备,广泛应用于电力、通信、交通、石油、化工等各个行业。
电线电缆的成本计算是企业生产经营的重要环节之一,直接影响到企业的盈利能力和竞争力。
本文将从原材料成本、人工成本和其他成本三个方面对电线电缆的成本计算进行分析。
一、原材料成本电线电缆的原材料主要包括铜或铝导体、绝缘材料以及电缆外护套等。
其中,导体材料是电线电缆成本的主要组成部分,占到了总成本的近70%。
导体材料的价格与国际市场铜价或铝价密切相关,而铜和铝的价格波动较大,对电线电缆的成本计算造成一定的不确定性。
此外,绝缘材料和外护套的价格也会对成本计算产生影响,不同的绝缘材料和外护套材料价格差异较大。
二、人工成本电线电缆的生产过程需要一定的人工操作,包括导体的拉拔、绝缘和护套的挤出、绕线和绝缘处理等。
人工成本主要包括工人工资和福利等。
工人的工资水平和技术水平对成本产生直接影响,技术水平较高的工人可以提高生产效率,降低生产成本。
此外,企业的管理费用也是人工成本的一部分,包括管理人员的工资和企业的各项费用。
三、其他成本除了原材料成本和人工成本外,还有一些其他成本需要计算。
例如设备的折旧和维修费用、电能的消耗费用、包装和运输费用等。
设备的折旧费用通常按设备的使用寿命和残值率计算,维修费用则包括设备的维护和修理费用。
电能的消耗费用因企业的生产规模和设备的能耗而异,需要根据实际情况进行计算。
包装和运输费用主要包括电线电缆的包装材料费用和运输车辆的费用。
此外,还需要考虑企业的税费和利润率。
税费包括增值税、所得税和城市建设税等,根据国家和地区的政策进行计算。
利润率则是企业的盈利能力的体现,通常根据行业的具体情况和企业的财务状况进行确定。
综上所述,电线电缆成本计算涉及多个方面,包括原材料成本、人工成本、设备折旧和维修费用、电能消耗费用、包装和运输费用等。
不同的企业和产品在成本计算上会有差异,需要根据具体情况进行计算和分析,以降低生产成本,提高企业的竞争力。
母线槽最关键的安全技术参数——极限温升
母线槽最关键的安全技术参数——极限温升随着我国经济及现代化建设的飞速发展,用电的负荷越来越大。
近几年来,母线槽代替电缆使用在发达国家已是普遍现象,我国也形成发展趋势。
但由于部分用户及质量监督人员对母线槽的认识和了解不深,致使工程上存在投资浪费和安全隐患。
笔者从事20多年母线槽的研发和生产,掌握着涉及到母线槽较多的安全技术,所以现浅谈一点母线槽最关键的技术参数—极限温升,以供大家探讨。
一、母线槽标准对母线槽的温升要求:国际电工标准IEC60439.2—2000与国家标准GB7251.2--2006标准规定是一样的:母线槽温升是根据绝缘材料耐热等级来确定温升的。
如果母线槽绝缘材料F级,其耐热≥155℃的绝缘材料,那么它允许温升则是115K(150℃-环境温度40℃)。
所以母线槽是满负荷试验后才能确定母线槽的载流能力,它是母线槽最关键的一项技术参数。
二、温升高涉及到母线槽问题:母线槽如同电线电缆,故同样是作为电力输送的干线设备使用。
同样一条电线35㎡它可以用来承载80A额定电流也可以承载125A额定电流,不同的是当额定电流80A和125A温升有差距。
母线槽也是一样的,极限温升70K和90K时,同样的母线槽,其载流能力相差15%以上。
市场上母线槽温升值有55K、70K、90K、100K,甚至以上。
但温升值高涉及以下问题:2.1 电能的损耗加大。
2.2 温升越高,绝缘材料老化越快,母线槽的使用寿命急骤缩短。
2.3 涉及对周围的绝缘材料设备老化加快,(如与母线槽在相邻搭(或转)接的电线电缆;或电气绝缘支撑件等)甚至容易引起火灾事故。
2.4 母线槽内部温升高,电压降加大。
2.5 降低了安全系数,外壳高温容易烫伤人。
2.6 对周围的环境温度有影响。
三、温升的起源:3.1 铜排的含铜量低,电阻率大。
人们常提到铜排的含铜量以及电阻率等,它们确实与母线槽的载流能力有关。
有些企业想方设法以这些设立门槛挡住同行来竞争。
某些企业精炼一块铜排去做铜排纯度检测,凭一张试验报告说自己企业用的含铜量是99.99%的铜母排。
母线槽计算规则
母线槽计算规则
母线槽计算遵循以下规则:
1. 安装位置:母线槽通常安装在电气设备或电气柜旁边,用于连接和分配电流。
安装位置应符合相关的安全规范和标准。
2. 材料选择:母线槽的材料一般选择导电性能好且耐腐蚀的材料,如铜、铝或铝合金。
选择材料时应考虑母线槽的承载能力和电流的传导性能。
3. 母线槽尺寸:母线槽的尺寸需根据电流负荷和设备容量来确定。
根据电流负荷的大小,可以选择不同规格和截面积的母线槽。
一般来说,较大的电流负荷需要较大的母线槽。
4. 母线槽的截面积计算:母线槽的截面积计算需要考虑电流负荷和导体材料的电流密度。
一般来说,根据电流密度的不同,可以在一张表中查找出相应的母线槽截面积。
根据实际需要,可以选择合适的母线槽截面积。
5. 接地和防护:母线槽的安装需要考虑接地和防护措施。
母线槽必须正确接地以确保安全,并采取适当的防护措施,以防止电击和其他安全事故的发生。
6. 运行温度:母线槽在高负荷下会产生一定的热量,因此需要考虑运行温度。
确保母线槽的设计和材料选择能够承受所需的运行温度。
需要注意的是,母线槽的计算规则可能会因国家、地区或行业的不同而有所差异。
因此,在进行母线槽计算时,应严格按照适用的法规和标准进行。
线材单价的计算方法
线材单价的计算方法(线材材料费+端子费+打端子费+胶壳材料费+胶壳组立费)*1.03(包括运输费) 3Av(| <-cR线材材料费:长度*P数*单价w or'=b h\端子费:总P位*0.012 p tcH>wM!打端子费:总P位*0.005 )hZ} $P 1胶壳材料费:总P位*0.01 d&R\ 7)0-胶壳组立费:总P位*0.005 ht c O ~bXJ 1nh E注:线材的单价(按线径0.8的材料为参考,线径越粗,单价会相应增加) H E- <% d1007,1571 0.143/P/M 0c;"bA0>Sx1061 0.16/P/M ] j?Fk$C灰排非标0.085/P/M R = c灰排正标0.13/P/M单价(元/Km)=人工成本+原料成本+水电成本+设备折旧成本+包装成本 "R tt~["%s <3 M_mt一、人工成本(C1):人工成本(元/Km)=(D×K÷V÷T÷60÷F÷S)×(1+A)×1000 >8$Lq j^iD:操作员的日薪(元/人日)K:成品中该制程的条数,以LAN Cable为例,芯线制程为8,对绞为4,集合与外被为1; V:制程中机器的线速(M/min);T:一天的工时,以12小时计(hr/日);F:制程中机器的操作率(%)S:每人操作台数(台/人)A:间接人工成本(%)WQ B V~.<Yv二、原料成本(C2):原料成本(元/Km)=U×B×(1+E)N ]\)-OkU:原料单价(元/Kg)B:原料用量(Kg/ Km)E:制程中原料消耗量(%). V ohW=D3三、水电成本(C3):水电成本(元/Km)=P×T×R×G÷V÷T÷60÷F Q 6N?cQtOTP:制程中机器的用电量(Kw);T:一天的工时,以12小时计(hr/日);R:用电汇率(元/Kw hr)G:用电比率(%);V:制程中机器的线速(M/min)F:制程中机器的操作率(%)9eR";Wm ])四、设备仪器折旧成本(C4):设备仪器折旧成本(元/Km)=H÷(Y×12×25)÷(V×24×60×F)5Z=GFKf|H:设备仪器取得金额(元)Y:设备仪器折旧年数(年);V:制程中机器的线速(M/min)F:制程中机器的操作率(%);备注:检验仪器之V与F参照外被押出机 4 i<GqG五、包装成本(C5):包装成本(元/Km)=K÷L×1000 " EE (O9qK:包装材料单价(元/个)L:每个包装之线材单长(M/个)_@ g\.7@0G`P$X`;Sw Eh <n2p z }工程一般报价8;H<Y;y QC=直接材料成本C1+加工成本C2 _B v GEM` o C1=原材料用量M×原材料单价P1; E 5mYC2=机时H1×加工单价P2+人时H2×加工单价P3 i ?|u$[^=+H1(h/km)=(1/r/60)×1000×N H1=h10+h11+……+h18+h19 z$ Qy<_l(r为线速m/min ; N为电线次数) {s =c!08=H2(h/km)=机时H/单个人所开机台数量N H2=h21+h22+…..+h29+h20 n1b^o~agwC 则依工序不同而有所不同: v9Lf|FXo&束绞人时h21=束绞机时h11/ 7; 绝缘人时h22=绝缘机时h12/ 1; 2Tv W对绞人时h23=对绞机时h13/ 7; 缭绕人时h24=缭绕机时h14/ 10; A[ ^ k 4 >中被人时h25=中被机时h15/ 1; 返捻人时h26=返捻机时h16/ 6; >;}(? +|f立式包带人时h27=立式包带机时h17/ 5; 集合人时h28=集合机时h18/ 2; wp@6 R J编织人时h29=编织机时h19/ 6; 外被人时h20=外被机时h10/ 1. g <:TsP' |! "y dl2材料用量计算公式EWWCh -0 {1.单导体A单股材料用量(kg/km)==(πd2/4)×σ×C×λ2×λ3 (捻入率(%)=√((πD’/P)2+1) ;d:单股铜线径(mm) ; σ:铜比重=8.9 ;C:电缆芯数;λ2:对绞捻入率(%);λ3:集合捻入率(%);D’:层心径(mm);P:对绞平均绞距或集合绞距(mm) Q{ { -=2.绞铜线:材料用量(kg/km)=(πd2/4)×σ×N×C×λ1×λ2×λ3 (N:铜绞线股数;λ1:铜绞线捻入率(%) ) qpor1. 绝缘: 单股材料用量(kg/km)=(π(D2-d2)/4)×σ×C×λ2×λ3 p1IN%*IV+o2.. 绞线材料用量(kg/km)=((D2-d2)/4+0.3048×d2/4)×π×σ×C×λ2×λ3 (d:绞线径(mm);D:绝缘外径(mm) ) 1(3. 包带(绕包) 材料用量(kg/km)=W×T×σ (W:带宽(mm);T:带厚(mm);σ:带模拟重) ,X \qlT5C4. 包带( 卷包) 材料用量(kg/km)=(D+T)×π×T×σ×(N/(N±1)) (D:集合外径(mm);N:重迭或分开率之倒数,重迭:-,分开:+) /K<>Oy R5. 被覆材料用量(kg/km)=(D2-d2+d2×K)/4×π×σ (d:被覆前芯线外径(mm);D:被覆后完成外径(mm); NFf?~I&mfuK:管型押出K=0,半管型押出K=0.15~0.2,充实押出K=0.2~0.3 U \F ?{/6.. 编织材料用量(kg/km)=(πd2/4)×N×C×σ×λ (λ2=π2×(D+5d)2/(25.4×C/2/P)2+1;P=(tan(A)×C×25.4)/(2×π×D) ; A=cos-1((C×N×d)/(2×π×D×F));F=1-√(1-K) ; d:编织单股铜线径(mm) ;N:每锭铜线条数(6~9条);C:锭数(16锭或24锭) ; σ:镀锡铜比重8.8;P:每吋交叉花数;D:编织前线径(mm);A:编织角度(°);F:单向编织率(%);K:编织遮蔽率(%) { G=|fgz -制程一般损耗率:一﹐束绞0.20%﹔二﹐绝缘0.50%﹔三﹐集合0.20%﹔四﹐立式包带0.10%﹔五﹐编织0.10%﹔六﹐外被2.20%﹔七﹐剪线1.80% cf H tUv一般材料比重﹕Cu-8.89;AL/MY-3.69*10-5;PVC-1.45;充麻-0.47(1.775g/m);棉线-0.75(0.288g/m);PP 膜-0.74﹔。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
宽厚单位备注
铜排规格175x6mm双排
长宽高材料厚度
外型规格2000x150x
434
δ2.0
4000A/5空气型母线槽材料成本核算
序号名称(图号)料厚(mm)数量重量(KG)单价成本面积(m2)人工备注
一直线母线(CKX6-4000A)
1
直线
①侧板δ2.0 1770x471228.795.60161.251.67冷轧板
盖板δ2.0 1770x173210.585.6059.230.61冷轧板
连接片δ2.0 250x43423.755.6020.990.22冷轧板
连接盖板δ2.0 290x18321.835.6010.270.11冷轧板
小计44.95251.732.60
②插板205x6108.0080.00
③绝缘螺柱M14x1508套7.0056.00镀锌
④外六角螺栓M8x12018套2.0036.00镀锌
⑤19#垫块上下中块360.5018.00
⑥19#垫块上下凹凸块240.5012.00
⑦19#垫块中中块180.509.00
⑧19#垫块中凹凸块120.506.00
⑨聚四氟乙烯1.75140.00245.00
⑩绝缘热缩套管φ1002.8035.0098.00
⑾铜排(TMY)62121x175362.4456.003496.38铜排长为2121mm
⑿铜排(TMY)62120.5x1755104.0356.005825.93铜排长为2120.5mm
⒀
喷粉费用(30元/m2)78.09
人工费用(11元/H)1611.00176.00
合计(长度为2M)10388.121.299元/安米
注:1.钢板材料计10%损耗;
2.铜排材料计5%损耗;
3.以上单价均为采购参考价。
开料尺寸(mm)
三相五线
2000x380x150