首次制程能力分析表
制程能力分析CPK报告模板V1.0

公司LOGO
1-1 第1组
2-1 第2组
3-1 第3组
4-1 第4组
5-1 第5组
平均数x-bar 标准差Sigma
组距 组界
0.0000 0.00 0.00 0.00 0.00 0.00 0.00 0.00 合计
样本测量值
1-2
1-3
1-4
1-5
1-6
1-7
2-2
2-3
2-4
2-5
2-6
2-7
3-2
制程能力分析CPK报告
产品名称:
量具名称: 测试项 目:
产品代码:
量具编号: 工程上 限:
过程能力 分析
(CPK)
CPK #DIV/0!
DPPM #DIV/0!
项目编号:
依据标准: 工程下 限: 分析结论
过程能力概述
所在工 序: 数据日期:
单位:
1<CPK≤1.33,三级加工水平,过程能力一般,应加以分析改善。
20
0
#DIV/0! #DIV/0!
15
0
#DIV/0! #DIV/0! 10
0
#DIV/0! #DIV/0! 5
0
0
0
0
#DIV/0! #DIV/0! 0
0.00
0.00
0.00
0
1-8
1-9
1-10 样本容量
50
2-8
2-9
2-10
样本范围
3-8
3-9
3-10 50pcs/80p
cs
4-8
4-9
4-10
检查员
5-8
5-9
5-10
精密度CP 准确度CA
制程能力分析报告
N
30
AD
0.454
P-Value 0.253
P Value = 0.253 > 0.05 所以 此筆數據為常態分配
1.0
1.5
2.0
2.5
3.0
3.5
4.0
THK
14
製程能力分析-Minitab 操作
答
15
製程能力分析-Minitab 操作
答
16
製程能力分析-Minitab 操作
答
Process Capability of THK
StDev 0.3186
N
30
AD
0.188
P-Value 0.894
P value = 0.894 > 0.05
4.0
4.5
5.0
5.5
THK
21
製程能力分析-Minitab 操作
答
2.再計算 Cpk
22
製程能力分析-Minitab 操作
答
2.再計算 Cpk
23
製程能力分析-Minitab 操作
一批量測 5片板子,其數據如附件所示(面銅厚度 :
204 m)
32
製程能力分析
答
1.先計算是否為 常態分佈
Percent
Probability Plot of data
Normal -95% CI
99.9 Mean 19.84
StDev 1.711
99
N
150
AD 0.822
95
P-Value 0.033
Exp. Overall Performance
PPM < LSL*
*
PPM > USL* 5910.86
制程能力分析

理想
製 程 能 力 評 價 與 改 進 圖
1
Cp評價
不理想
人、機、料、法小改進
理想
維持原狀生產
Cp評價
不理想
標準、設計的研究與改進
理想
維持原狀生產
Cp評價
不理想
製程能力的全面改進
維持原狀生產
1 Cp評價
不理想
理想
維持原狀生產
管制圖抽樣的基本原則 區分 製程能力指數 1.00 以下 1.00~1.33 1.33~1.66 1.66~2.00 大於 2.00 重要呎寸 管制方法 檢驗 管制圖 管制圖 查檢表 管制圖 查檢表 視情形需要 取樣頻率 全檢 高 中 高 低 中 次要呎寸 管制方法 檢驗 管制圖 查檢表 查檢表 取樣頻率 全檢 中 中 低
五、製程能力評價與改進 表3 工序能力評價標準與改進措施表
級 別 Cp(或 CPK)值 對應的不良品率 工序能 力評價 改進措施 (1)停止生產、追查原因、全面 改進人、機、料、法諸因素提 嚴重不 Cp≦0.67 P≧4.55% 高工序能力,直到 Cp>1.0 才恢復 4 足 生產;(2)在滿足要求情況下,修改 質量標準,降低要求 採取措施提高 Cp 值,同時加強 不足 3 0.67<Cp≦1.00 4.55%>P≧0.27% 控制,並進行全數檢驗 嚴格工序控制、預防不良品產 1.00<Cp≦1.33 0.27%>P≧0.006% 尚充足 2 生 對一般零件,採取簡化質量管理 0.006%>P≧ 充足 程序 ,降低質量成本 ;對關鍵工 1 1.33<Cp≦1.67 0.000055% 序、零部件維持原狀生產 簡化質量管理,延長檢驗間隔,減 特 很充足 少檢驗工作量,降低質量成本;或 Cp>1.67 P<0.000055% 級 提高質量要求、質量升級
制程能力分析

SPC與持續改進
• 1.收集數據并用統計方法來解釋并不是 1.收集數據并用統計方法來解釋并不是 最終目的, 最終目的,最終目標是對過程的不斷加深 持 理解 2.研究孌差和應用統計知識 研究孌差和應用統計知識來改進性能 續 • 2.研究孌差和應用統計知識來改進性能 的基本概念適用于任何領域 的基本概念適用于任何領域 改 • 3. 應用統計方法來控制輸出僅僅是第一 只有當產出的過程成為我們的努力的 過程成為我們的 步,只有當產出的過程成為我們的努力的 進 目標,才能在改進質量, 目標,才能在改進質量,提高生產率成本上 發揮作用. 發揮作用. • 4.MSA對分析數據很重要 4.MSA MSA對分析數據很重要
PROCESS CAPABILITY ANALYSIS
P管制圖簡介
• 子組容量(50-200)應恆定或差異應在 25%之內。 • 子組數量 25組或更多 • 計算子組內不合格品率 • 計算控制限: • 過程 控制圖之解釋 • 過程能力: P
PROCESS CAPABILITY ANALYSIS
改善與提高
PROCESS CAPABILITY ANALYSIS
基本知識
質 量 管 理 的 發 展
8. 檢驗控制 9. 品質管理系統 10.零缺陷理論
PROCESS CAPABILITY ANALYSIS
SPC與持續改進
SPC
&
CPK
SPC 統計過程控制 CPK 過程能力指數 PPK 過程性能指數
PROCESS CAPABILITY ANALYSIS
PROCESS CAPABILITY ANALYSIS
X-R應用實例分析
• a.子組大小、頻率、組數
• 1.子組大小:4-5連續的產品 • 2.頻率(換班/人員、材料變更) • 3.組數 :20-25( 樣本>100)
制程能力分析1
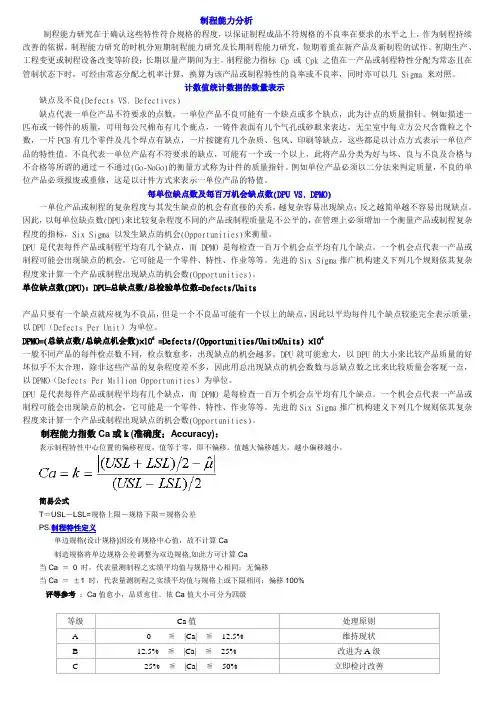
制程能力分析制程能力研究在于确认这些特性符合规格的程度,以保证制程成品不符规格的不良率在要求的水平之上,作为制程持续改善的依据。
制程能力研究的时机分短期制程能力研究及长期制程能力研究,短期着重在新产品及新制程的试作、初期生产、工程变更或制程设备改变等阶段;长期以量产期间为主。
制程能力指标 Cp 或 Cpk 之值在一产品或制程特性分配为常态且在管制状态下时,可经由常态分配之机率计算,换算为该产品或制程特性的良率或不良率,同时亦可以几 Sigma 来对照。
计数值统计数据的数量表示缺点及不良(Defects VS. Defectives)缺点代表一单位产品不符要求的点数,一单位产品不良可能有一个缺点或多个缺点,此为计点的质量指针。
例如描述一匹布或一铸件的质量,可用每公尺棉布有几个疵点,一铸件表面有几个气孔或砂眼来表达,无尘室中每立方公尺含微粒之个数,一片PCB有几个零件及几个焊点有缺点,一片按键有几个杂质、包风、印刷等缺点,这些都是以计点方式表示一单位产品的特性值。
不良代表一单位产品有不符要求的缺点,可能有一个或一个以上,此将产品分类为好与坏、良与不良及合格与不合格等所谓的通过-不通过(Go-NoGo)的衡量方式称为计件的质量指针。
例如单位产品必须以二分法来判定质量,不良的单位产品必须报废或重修,这是以计件方式来表示一单位产品的特值。
每单位缺点数及每百万机会缺点数(DPU VS. DPMO)一单位产品或制程的复杂程度与其发生缺点的机会有直接的关系,越复杂容易出现缺点;反之越简单越不容易出现缺点。
因此,以每单位缺点数(DPU)来比较复杂程度不同的产品或制程质量是不公平的,在管理上必须增加一个衡量产品或制程复杂程度的指标,Six Sigma 以发生缺点的机会(Opportunities)来衡量。
DPU 是代表每件产品或制程平均有几个缺点,而DPMO 是每检查一百万个机会点平均有几个缺点。
一个机会点代表一产品或制程可能会出现缺点的机会,它可能是一个零件、特性、作业等等。
制程能力统计表CPK分析
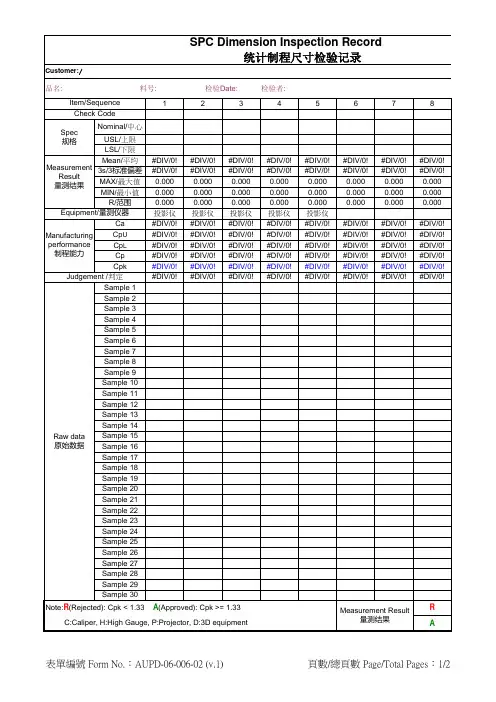
#DIV/0! #DIV/0! 0.000 0.000 0.000
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
#DIV/0! #DIV/0! 0.000 0.000 0.000
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
Sample 8
Sample 9
Sample 10
Sample 11
Sample 12
Sample 13
Sample 14
Raw data 原始数据
Sample 15 Sample 16
Sample 17
Sample 18
Sample 19
Sample 20
Sample 21
Sample 22
Sample 23
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
0 项判退 0 项合格
表單編號 Form No.:AUPD-06-006-02 (v.1)
頁數/總頁數 Page/Total Pages:2/2
Sample 24
Sample 25
Sample 26
Sample 27
Sample 28
Sample 29
Sample 30
#DIV/0! #DIV/0! 0.000 0.000 0.000 投影仪 #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
#DIV/0! #DIV/0! 0.000 0.000 0.000 投影仪 #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
最新制程能力表
ProcessManufacturing Capability IllustrationSupplier板料种类FR-4. CEM.高TG.无卤素最大开料尺寸1300mm 最大开料生产板尺寸546*623mm板厚0.075(不含铜)-3.2mm对角线偏差±0.5mm 直角边偏差±0.5mm 板厚0.1-4.0mm 最大生产尺寸624mm*725mm 板厚0.1-1.5mm 最大生产尺寸622mm*635mm 曝光最大生产尺寸558mm*635mm 生产菲林最小线宽(1/2OZ ,1OZ ,2OZ,3OZ ,4OZ )1/2-1OZ :3mil 2OZ :4mil 3-4OZ :5mil 生产菲林最小间距(1/2OZ ,1OZ ,2OZ,3OZ ,4OZ )1/2-1OZ :3mil 2OZ :4mil 3-4OZ :6mil生产菲林独立Pad 最小间距4milPTH孔到Line线(铜)间距min7mil内层线路补偿0.5oz:0.8mil 1oz:1.0mil 2oz:2.0mil 3oz:3.0mil内层Front to Back 对位公差±0.05mm 最小成品线宽/间距(1/2OZ ,1OZ ,2OZ, 3OZ ,4OZ )1/2-1OZ :3/3mil 2OZ :4/4mil 3-4OZ :5/6mil线宽最小公差±10%单边侧蚀度(1/2OZ ,1OZ ,2OZ, 3OZ ,4OZ )同一板面铜厚偏差2-4um 线宽公差(1/2OZ ,1OZ ,2OZ,3OZ ,4OZ )±20%OPE Machine 孔精度±3mil AOI (最小线宽/间距)3/3mil Hi-pot 测试棕化后线宽比之前减少多少无减少棕化一次减少铜厚多少1-2um 排板多层板对位精度(4L,6L,8L )4L :±3mil 6L,8L 以上:±2mil 板厚公差(4L,6L,8L )±0.1mm 最小介电层厚度/公差±10%多层板对位进度(层与层之间,4L,6L,8L )4L :±3mil 6L,8L 以上:±2mil最小孔环要求(1/2OZ ,1OZ ,2OZ,3OZ ,4OZ )材料TG值最高值210℃板弯/板曲0.5%加工孔位置精度±2mil管位孔/定位孔孔径及公差 3.2mm:+0/-0.025mm自动切板精度±0.15mm X-RAY加工厚度0.3-5.0mm 钻孔板厚范围0.1-7.0mm 最大板尺寸546mm×660mm 圆形孔孔径公差D+0/-0.025mm 槽形孔长度公差±0.05mm内层中检内层棕化制程能力表汇总开料压板锣板前处理内层涂布内层图形转移内层蚀刻四层板六层板最小槽宽度≥0.5mm 纵横比(需要结合叠板数)1:8最大钻孔孔径 6.5mm 或依客户要求扩大孔最小钻孔孔径0.2mm实际位置公差±3mil(特殊控制±2mil)孔壁到孔壁最小安全距离(PTH 孔到PTH 孔,PTH 孔到NPTH 孔)≥0.20mm钻槽能力公差长±2mil,宽+0/-1mil 成品PTH槽能力公差长±3mil,宽±2mil 邮票孔最小间距孔边到孔边≥0.35mmOSP、化金、化银、化锡±0.075mm有无铅喷锡板±0.075mm八字孔、短槽孔、PTH半孔可批量生产LDD 钻孔能力无表面铜厚无孔径无UV+CO2钻孔能力无表铜厚度无表面铜厚公差无孔径无最大介电层厚度无最大盲孔纵横比无孔径公差无实际位置公差无通孔深与直径比例1:6.4最小钻咀0.2mm 沉铜孔壁铜厚≥20um 数孔机能力(最小孔径,纵横比)0.3mm 板面电镀电镀机械钻通孔最大纵横比1:8最小线宽/间距,PAD 到线,PAD 到PAD 间距,PAD 到铜皮,独立线间距,独立PAD 到线PAD 到PAD 间距≥4.5mil3/3mil 独立线距,独立必须保证在4.5mil 以上独立PAD 到PAD ,PAD 到线间距≥4.5mil外层菲林对位公差±0.05mm 上下层菲林对位公差±0.05mm 显影后线宽与黑菲林同一位置线宽对比增加量-0.2mil 磨板机最大烘干纵横比1:8显影剂最大烘干纵横比1:8电镀铜厚范围20-um 电镀机械钻通孔最大纵横比1:10最小孔径0.2mm 镀通孔成品孔径公差±0.05mm 线宽/间距(1/2OZ ,1OZ ,2OZ, 3OZ ,4OZ )1/2-1OZ :3/3mil 2OZ :4/4mil 3-4OZ :5/6mil公差±20%外层中检AOI (最小线宽/间距)3/3mil 磨板机最大烘干纵横比1:8化学清洗最大烘干纵横比1:8防焊耐电压强度能力≥300VSilkscreen绿油可入孔不塞孔能力(1/2OZ ,1OZ ,2OZ, 3OZ ,4OZ )OK外层蚀刻PTH孔径公差通过特殊方式可做到±0.05mm图形电镀钻孔镭射钻孔沉铜外层干菲林绿油不入孔能力(1/2OZ ,1OZ ,2OZ, 3OZ ,4OZ )OK 绿油不塞孔能力(1/2OZ ,1OZ ,2OZ, 3OZ ,4OZ )OK 绿油前封孔最大钻孔孔径(双面盖油,板厚≤2.5mm)0.6mmBGA区孔距VIA孔距离≤4mil钻孔孔径<0.4mm 防止冒油上PADVIA孔与PAD相交且VIA需塞孔VIA 孔边缘需接受孔壁露铜绿油前塞孔能力(不同孔径)OK 喷锡后、化金后塞孔能力绿油曝光能力(对位精度)±0.05mm 绿油开窗Pad 至线路最小距离6mil 客户设计保留绿油桥时,SMT Pad 之前最小距离9.5mil 绿油厚度能力(1/2OZ ,1OZ ,2OZ, 3OZ ,4OZ ),包括线线面10--45um 绿油前及绿油后塞孔位绿油厚度10--30um IC开窗长度及绿油桥最小宽度A ≥75umB >100um两PAD开窗最小间距C >50um 盖线最小能力2mil 两PAD最小间距c ≥6mil 最小BGA开窗A ≥1.5mil 白色丝印对位精度能力±3mil树脂塞孔能力板厚2.0mm 孔径1.0mm 以下纵横比字宽4mil/字高30mil 塞孔孔径0.15--1.0mm 树脂塞孔磨板总去铜量塞孔深度控制80%以上防焊字符字宽8mil 字高48mil正片印负字符最小线宽/字高6mil/36mil 正片印正字符最小线宽/字高4mil/30mil 字符距PAD最小距离6mil 字符最小线隙0.15mm 碳油对准度能力4mil碳油间距0.3mm 以上,key 爪≥0.5mm碳油宽度0.3mm 以上碳油厚度范围10--40um 孔壁锡厚能力5-30um 最大纵横比1:6孔壁锡厚能力1-40um 最大纵横比1:6最小孔径0.4mm BGA 独立Pad 最小尺寸0.4mm 电镀铜厚预留2um OSP 膜厚0.2-0.5um 沉锡锡厚0.8-1.2um金镍厚度Au:1-3u 〞,Ni:100-150u 〞纵横比印字符印碳油湿绿油沉金喷锡无铅喷锡cA最小R 角0.4mm 最大锣刀直径 2.4mm 最小锣刀直径0.8mm Slot 位到锣边最小距离:D10.2mm Slot 位到Slot 最小距离:D20.2mm 导线到锣边最小距离:D30.2mm 非电镀孔到锣边最小距离:D40.2mmPTH 半孔生产能力≥0.5mm 以上半孔金手指中心到外型公差及金手指边到成型边最小间距±0.1mm ,<0.15mm 孔到边公差±0.10mm锣板外型公差±0.1mm (特殊控制±0.05mm)上下V 坑线对准度±0.1mm上下V 坑深度偏差±0.1mm 余厚控制精度±0.05mm 坑位置精度±0.1mm V 坑到V 坑的距离公差±0.05mm V 坑角度及公差20°、30°、±5°mm 最小冲孔≥0.7mm啤Slot 孔最小公差±0.05mm啤边外围公差±0.1mm (特殊控制±0.05mm)啤板厚度0.4-1.6mm啤板板料FR4、CEM3、无卤素/高TG最小测试Pad 宽度0.1mm测试参数250V 、50MΩ、20Ω碳油板导通阻值为100Ω测试速度1000点/分钟导通电阻20Ω绝缘电阻60MΩ测试电压250V 最小测试Pad 宽度3mil 最小测试Pitch 宽度0.15mm FQC AVI350mm×250mm 解析度≧2Mil 包装包装方式(真空包装)真空包装锣板飞针测试V-坑电测啤板。
初始过程能力分析报告
双边控制限型 供方信息 零件信息 模具信息 尺寸信息 供应商 零件号 图纸编号 模具编号 DHQ-50005 测量工具 游标卡尺 尺寸规格 267.500 上公差 1.500 下公差 1.500 下公差限 266.000 规格中线 267.500 上公差限 269.000 部门 零件名称/描述 工程更改水平 模腔数 控制限 UCLx UCLr 过程信息栏
267.12 267.40 267.26 267.38 267.12
267.30 267.30 267.74 267.52 267.36
267.30 267.54 267.50 267.84 267.72
267.46 268.16 267.18 267.48 267.64
267.72 267.60 267.30 267.24 267.16
267.66 267.14 267.78 267.56 267.42
267.66 267.52 267.76 268.02 267.26
267.20 267.54 267.98 267.42 267.76
267.54 268.10 267.34 268.00 267.06
267.4240 267.5120 267.7320 267.5000 267.5000 267.6840 267.4800 267.6800 267.6480 267.5400 267.6240 267.2560 267.4440 267.5800 267.5840 267.4040 267.4360 267.4400 267.4320 267.4160 267.5320 267.5120 267.6440 267.5800 267.6080 1.1400 1.1600 0.6400 0.6000 0.7200 0.3800 1.0200 0.6800 0.7400 0.4200 0.8000 0.2800 0.4400 0.5400 0.9800 0.5600 0.4200 0.7600 1.0600 0.6400 0.8400 0.6400 0.7600 0.7800 1.0400
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
文件编号
日期
产品规格LOT NO测定仪器设备机号
品质特性测定者测定单位班别
特性规格确认者测定条件作业员
序号12345678910
组内MAX组内MIN
01.99932.00061.99942.00152.00172.00182.00202.00192.00162.00102.00201.9993
11.99902.00032.00191.99992.00052.00072.00061.99881.99992.00022.00191.9988
22.00091.99951.99831.99981.99912.00162.00132.00112.00102.00102.00161.9983
32.00132.00111.99902.00062.00021.99941.99991.99981.99912.00042.00131.9990
42.00112.00072.00182.00102.00102.00052.00022.00011.99992.00072.00181.9999
52.00082.00122.00051.99932.00082.00092.00192.00212.00062.00082.00211.9993
62.00012.00002.00032.00122.00112.00122.00042.00172.00031.99942.00171.9994
72.00072.00031.99942.00041.99992.00102.00072.00091.99992.00082.00101.9994
82.00052.00262.00102.00102.00042.00102.00062.00181.99992.00112.00261.9999
91.99952.00062.00002.00162.00082.00121.99972.00012.00042.00002.00161.9995
组序号中心值频数
16.087100
26.090
36.0930
46.0960
56.0990
66.1020
0
2.00056USL=2.0000
0.00083LSL=1.9950
0.2280.228
2.247
φ2.0X38结论首次制程能力指数 >3,满足要求,可正式大批量生产,不需使用 控制图进行过程控制。产品/制程能力分析表产品/制程名称编制人/日期STJ-BJ43-001轴全距R=La-Sm产品/制程编号审核人/日期CCD测微仪
1.99905~1.99985
1.99985~2.00065
2.00065~2.00145
2.00145~2.00225
2.00225~2.00305
检查表
组界值1.99825~1.99905计算公式数据分布状态
STB-F0142004.02.24/
—生技处
编号作成日修订日REV作成部门
USL:规格的最大值
注:序号中“行号“+“列号”代表被测样品编号;读法:行号代表十位,列号代表个位。
2.00261.9983总体数据的最大值La总体数据的最小值Sm
LSL:规格的最小值
轴径数据表1.997~2.000胡佩珍
0.1Um
22℃
KRK
SLHma=-
=×é¾à
2
²â¶¨µ¥Î»
µÚÒ»×éÏÂ×é½ç-=mS
2
ÏÂÏÞÖµÉÏÏÞÖµÖÐÐÄÖµ+
=
HSm+-=2²â¶¨µ¥Î»µÚÒ»×éÉÏ×é½ç
的计算PKP
:所有数据的平均值X
=X
=
s
ˆ
=PKP
=PKUP
=PKLP
1ˆ2--=n
XXis)(
£©£¬£¨PKLPKUPKPPPmin=
s
PKU
XUSLPˆ3-
=
s
PKL
LSLXPˆ3-
=
PK
P
RX-
标准微型马达有限公司
1.99905
0.004300.0008
标准微型马达有限公司