[数控加工管理]AK型数控转塔刀架说明书精编
用AK31系列刀台更换FANUC3T_A系统数控车床刀台的电气控制设计

·!"·
机械管理开发
" 新旧刀台性能及逻辑比较
限于篇幅略去两种刀台结构图。旧刀台电气及机械都比较 简单,它采用接近开关计数选刀,反转锁紧由普通微动开关发 讯,这样经常选错刀,有时刀台没有锁紧,加之设计落后,刀台机 械 部 分 不 可 靠 , 故 障 率 相 当 高 。 -1%’ 新 刀 台 是 引 进 意 大 利 2-34,,-567 的先进技术研制成功的,其机械设计非常先进,刀 盘无须抬起实现转位刹紧。电气部分采用角度编码器,选刀快速 而可靠。逻辑控制也较简单。图 ’ 为 -1%’ 刀台的动作流程。
能的建设技术方案进行论证,寻找最优方案,并对项目建成后的 经济效益和社会影响进行预测和评价的一种科学分析方法。由 此考察项目技术上的先进性和适用性,经济上的盈利性和合理 性,建设上的可行性。
可行性研究应从项目建设到生产经营的全过程全方位考察、 分析项目的可行性。从市场需求的预测开始,通过多方案比较, 论证项目建设规模、产品方案、工艺技术方案、厂址选择的合理
#$$# 年增刊
机械管理开发
·!"·
其是重化工业、高新技术产业,要充分考虑到市场需求,设立进 入门槛,企业的进入、外国大企业、大集团的进入只能是逐步的, 不允许一哄而起。在制定和实施产业政策的过程中,必须建立有 效的协调机构。把政府、大企业(大集团)、中介组织、金融机构、 学术界的有关人士组织起来,共同制定并策划实施产业政策,在 全社会 范围内形成共识。
烟附霍尔刀架AK30说明书
信号
刀架在反向锁紧时, 反向锁紧电源缺相或电源不
仍是缓慢向前运行或 通
修复锁紧驱动电源
锁不紧
反向锁紧开始在1.8 秒内检测不到正位信
1.正位信号线接触不良
号
2.微动开关故障
1.将引线焊牢 2.更换微动开关
电机过热
1.锁紧时间过长 2.刀架换刀频率过高 3.电机有故障
1.将锁紧时间调至1.6秒 2.将刀架启动时间间隔加大至10 秒以上 3.更换电机
五、刀架位置信号与机床联机接口设计
正位信号是由微动开关发出的,
覆铜板上的工位信号是由霍尔元件发出的,霍尔开关参数如下:
型号;CS3144L; 电压:直流12V至24V;电流:25mA,输出方式:
NPN,正逻辑,联机接口电路见图5这3种型式。
电 源+
CS
负极
3144L 输出
电源+
负载
CS 负极
3144L 输出
接线板22上的引线编号与覆铜板20(图4)上的编号相对应,+ -为直流电源, 1.2.3.4.5.6(.7.8)为刀架的位置信号。刀架在第一工位时,1端为低电平,余者 为悬空状态。在第二工位时,2端为低电平,余者为悬空状态,其它依次类 推。
AK30系列
使用说明书
共9 页 第4 页
图2 AK30系列数控转塔刀架结构见图 1.本体 2.工位牌 3.主轴 4.转动齿盘 5.固定齿盘 6.刀盘 7.双联齿盘 8.发信杆 9.碰 头 10.皮带轮 11.微动开关 12.齿形带13.蜗轮 14.拨盘 15.粗定位销 16.皮带轮 17. 电机 18.罩 19.永久磁铁 20.覆铜板(带霍尔元件)21.接线座 22.接线板23.磁铁 座 24.转套 25.发信座 26.等分盘 27.销座 28接口(M16x1.5)
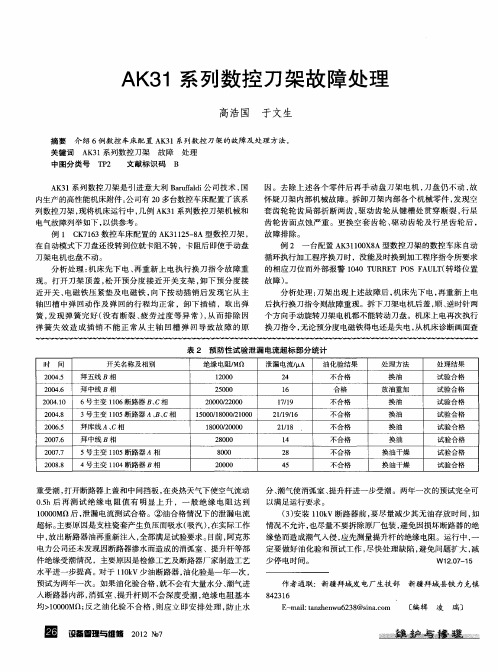
AK31系列数控刀架故障处理
E m i tnh n u 2 8 ia o — a :azew 6 3 @s . m l nc
团 设 管 与 修 22 7 备 理 维 0 № 1
- 缝 生珊墼罄L _ -
看 预分 度接近开关信号( 57 状态一直为“ ” 初 步诊断该故障 x .) l。 不是 因其他设备 干扰 等原 因导致 的一过性故 障,可能是机械损 坏 的破坏性故 障。拆去刀架顶盖 , 按动预分度 电磁铁心轴 , 发现 心轴被压下 、 弹起行程较正常行程 小。 怀疑插销的压缩弹簧可能 损坏 , 致使 预分 度插 销插入 刀架 主轴刀位 凹槽后 , 即使预分度 电 磁铁失 电后心轴缩 回,预分度插销也没被弹簧从刀位凹槽 内弹 出,数控系统一直得到预分度信号使得刀架电机只能反 转不 能 正转 , 而造成故 障。卸下预分度接近开关及支架 , 出预分度 从 取 电磁铁 、 插销及 弹簧 , 发现弹簧已经断裂成 两段 。 更换弹簧后 , 故
试验合格
试验合格 试验合格
重受潮 , 打开断路器上盖和中间挡板 , 在炎热天气下使空气流动 05 . h后再 测 试 绝缘 电阻值 有 明显 上 升 ,一 般绝 缘 电 阻达 到 I0 0 D 后 , O0 M , 泄漏 电流测试合格 。②油合格情况下 的泄漏电流
分 、 气 使 消 弧 室 、 升 杆 进 一 步 受潮 。两 年 一 次 的 预 试完 全 可 潮 提 以满 足 运 行 要 求 。
A 3 K 1系列数 控 刀 架故 障处 理
高浩国 于文生
摘要 关键词 介绍 6例数控 车床配置 A 3 刀架 K1
T2 P
故障
处理
B
中 图分 类 号
文献 标 识 码
AK31数控刀架
烟台环球机床附件集团有限公司
尊敬的用户:
感谢您选用我公司产品。 您在使用本产品以前,请详细阅读本使用说明书,并严格按照使用说 明书进行操作。如有不明之处,请及时与我公司联系,谨防出现意外事故。
联系地址:烟台市芝罘区凤凰台路 1 号 烟台环球机床附件集团有限公司
AK31200A 222 110 60 227 190 140 M30 40 260 90 160 42 82
AK31 系列
使用说明书
4 电器布置、接线
4.1 刀架电器部件分布图(见图 7)
共 19 页 第 8页
1-编码器 2-预分度接近开关 3-锁紧开关 4-预分度电磁铁 5-温控开关 6-刹紧装置 7-电机 8-接线板
0.19 0.16 0.27 0.22 0.32 0.27 0.50 0.34 0.30 0.62 0.44 0.34
6 45°转位并刹紧时间 (s)
0.67 0.58 0.95 0.79 1.10 0.96 1.75 1.19 1.06 2.10 1.54 1.19
7 45°转位时间 (s)
0.29 0.25 0.40 0.34 0.47 0.40 0.75 0.50 0.45 0.90 0.66 0.50
451.5 100 190 247 50h5
470.5 125 230 310 63h5
656 160 270 390 80h5
683 200 358 465 100h5
L
MN S
T
32 32 8 23 7.5
40 30 9 32
9
44 43 10 34
9
48 - 10 36
9
自动回转刀架说明书最终版
数控车床自动回转刀架机电系统设计摘要数控车床的刀架是机床的重要组成部分。
随着数控车床的发展,数控刀架开始向快速换刀、电液组合驱动和伺服驱动方向发展。
电动刀架是数控车床重要的传统结构,合理地选配电动刀架,并正确实施控制,能够有效的提高劳动生产率,缩短生产准备时间,消除人为误差,提高加工精度与加工精度的一致性等等。
本设计主要是对立式四工位电动刀架机械传动部分的设计,对关键零部件进行了设计校核,并运用Auto CAD软件,做出了回转刀架装配图,对电动刀架有了更直观的了解。
关键词: 数控车床回转刀架结构设计 Auto CADCNC lathe automatic rotary turret Electro-Mechanical Systems DesignAbstractThe CNC lathe machine frame is the important component. Along with the development of CNC lathe, CNC turret began to rapid change,electro-hydraulic servo driver and combination development direction. Electric turret is an important tradition of CNC lathe, reasonable structure, and the correct selection electric turret control, can improve labor productivity and shorten the production preparation time, eliminate human error, the improvement of the machining accuracy and consistency of machining precision, etc. This design is mainly to the vertical 4 electric turret mechanical transmission parts design, the design of the key parts. and using Auto CAD software , rotary cutter made assembly, to have more intuitive electric turret .Keywords:CNC lathe rotary cutter structure design Auto CAD目录摘要 (1)Abstract (2)第一章绪论 (4)1.1国内发展情况 (4)1.2国外发展情况 (4)1.3结构组成与动作循环 (5)1.4技术性能和发展趋势 (5)1.5 数控车床背景意义 (7)1.6 数控车床自动回转刀架的概述 (7)1.7 研究的实际社会意义及应用效果 (8)第二章设计任务 (9)第三章总体结构设计 (9)3.1 减速传动机构设计 (9)3.2 上刀体锁紧与精定位机构的设计 (9)3.3 刀架抬起机构的设计 (9)第四章自动回转刀架的工作原理 (11)第五章主要传动部件的设计 (14)5.1 蜗杆副的设计计算 (14)5.2 螺杆的设计计算 (19)5.3 轴承的选用 (20)第六章电器控制部分的设计 (21)6.1硬件电路设计 (21)6.1.1 收信电路 (21)6.1.2 发信电路 (22)6.1.3 单片机8031控制系统 (24)6.1.4 I/O接口芯片及其扩展电路设计 (27)6.1.5 8255并行I/O接口芯片 (33)6.2 控制软件设计 (36)第七章总结 (39)致谢 (40)参考文献 (41)一绪论1.1. 国内发展情况我国的刀架生产还处在发展阶段,品种、规格、可靠性等方面还需要有一个完善的过程,远远没有达到成熟。
AK31系列数控回轮刀架使用说明书_中文

尊敬的用户:感谢您选用我公司产品。
您在使用本产品以前,请详细阅读本使用说明书,并严格按照使用说明书进行操作。
如有不明之处,请及时与我公司联系,谨防出现意外事故。
联系地址:烟台市芝罘区凤凰台路1号烟台环球机床附件集团有限公司联系电话:************(总机)、6524611传 真:************邮政编码:264002电子信箱:*******************************网 址:编制日期:2007-10-12特别注意:1.要求预分度电磁铁、制动线圈配置单独电源(容量不小于100VA);编码器、传感器要求使用系统电源,且与系统之间连接不能有中间继电器; 2.刀架电机的保护:(1)刀架转位过程中,一定时间内找不到工位时,电机断电(AK3180、AK31l00、AK31125三种规格为6秒,AK31160、.AK31200两种规格为10秒);(2)预分度电磁铁通电后1.5秒钟,如果见不到预分度传感器信号,应立即给电机断电;(3)刀架电机反转锁紧过程中,2秒钟之内见不到锁紧传感器信号,应立即给电机断电;3.刀架电机上的温控保护不能直接接到系统板上,应通过中间继电器控制;4.发生刀架转不到位时,应重新转动,并且必须沿故障前的转向旋转; 5.预分度电磁铁芯杆表面要定期(6个月)注人l-3滴润滑油(见图1件17)。
目录1产品的用途、特点及规格参数 (1)1.1用途 (1)1.2特点 (1)1.3主要规格参数(见表1) (1)2 产品结构及传动原理 (2)3 产品的安装 (4)3.1刀架的安装尺寸参照图3及表2 (4)3.2刀架的安装 (5)3.3刀盘的安装 (5)3.4 冷却液的输入 (6)3.5刀架两侧的允许钻孔深度 (7)4 电器布置、接线 (8)4.1刀架电器部件分布图(见图7) (8)4.2 电机 (8)4.2.1 电机参数(见表5) (8)4.2.2 制动器 (8)4.2.3 温控开关 (8)4.3 编码器真值表 (9)4.4 电器件引线位置表 (9)4.5 编码器、接近开关的输出接口方式(见图8) (10)5 运行信号波形图及说明 (10)5.1 运行信号波形图 (10)5.2 运行过程说明 (11)6 产品性能参数图表 (11)6.1各方向力允许最大值图表 (11)6.2 刀具干涉图表 (12)7 刀架的调试、维护 (13)7.1刀架的润滑 (13)7.2更换冷却液套 (13)7.3更换电机 (14)7.4更换编码器 (14)7.5 调整与更换预分度接近开关 (15)7.6 更换预分度电磁铁 (16)7.7 调换锁紧接近开关 (16)8 注意事项及常见故障排除 (17)8.1 (17)8.2 (17)8.3 故障及排除表 (17)9 通用刀盘尺寸图 (19)1产品的用途、特点及规格参数1.1用途本刀架系引进世界著名数控转塔刀架生产企业-意大利Baruffaldi公司的先进技术,并获得其生产许可证而生产制造的。
AK21240X4F说明书
接蓝线
接黑线 接棕线
4 COM 3
1 接黄线
2 接绿线
2. 刀架动作说明
接灰线
刀架连续动作的顺序如下:(见图一)
首先,系统发出指令,电机通电,使电机按其特定的方向转动(电机为
正转),电机通过一对齿轮、蜗杆16带动传动体01和拨盘08沿逆时针方向旋
转,通过传动体01上的丝杆外螺纹、双联齿盘06的内螺纹,将双联齿盘06与
240×240 120 4 4 16 2500 1000 ≤0.008 32 1.7
AK21240X4F 刀架故障排除表
使用说明书
共
6页
第
6页
故障
原因
排除方法
刀架难以启动
1.电机电源没接通 2.电机电源相序不对
3 .电机有故障
1.将电机电源接通 2.将电机电源线任意两线调换一 下,以更正相序 3.更换电机
400mm排除方法刀架难以启动电机电源没接通下以更正相序更换电机刀架无法在选定的位置上编码器接线虚焊或断线刀架到达预选的工位后锁紧后锁紧过程又后退一个工位编码器位置错位沿刀架旋转方向微调编码器刀架能停在预选工位上但锁紧过程中刀盘明显后退或刀架停机后检测不到位置信号编码器位置错位背离刀架旋转方向微调编码器刀架在反向锁紧时仍是缓慢向前运行或锁不紧反向锁紧电源缺相或电源不修复锁紧驱动电源反向锁紧开始18后检测不到正位信电机过热锁紧时间过长10以上更换电机
架完成转位工作。
AK21240X4F
使用说明书
共
6页
第
3页
01.传动体 02.刀架座 03.定位齿盘 04.转动齿盘 05.销 06.双联齿盘 07.刀台 08.拨盘 09.电机罩 10.机械式编码器 11.主轴 12.齿轮箱 13.连接 板 14.电机罩 15.盖 16.蜗杆 17.法兰盘 18.定位套 19.拨盘 20.齿轮 21.齿轮 22.电机 23.三通接头
刀架说明书
沈阳建筑大学毕业设计说明书毕业论文题目HTM125车铣复合加工中心左刀架设计学院专业班级交通与机械工程学院机械1004班学生姓名侯天博性别男指导教师赵德宏职称副教授2014 年 6 月13 日摘要随着现代制造业的飞速发展,制造业企业越来越关注加工效率,加工质量和加工成本,所以机床制造商为了满足制造业的需求,提出了“一次装夹,全部完工”的设计理念,生产出车铣复合,铣车复合等多种类型数控车床。
复合加工作为机械加工的发展方向之一,也是数控设备发展的一个主要方向。
在多种复合加工的领域上,车铣复合加工是目前发展最完善的一个领域。
在国内外的各种展会上,我们可以看到很多机床厂家纷纷推出此类设备,作为高端设备的展示内容。
HTM125重型双刀架五轴联动卧式车铣复合加工中心,获2011年度机械工业科学技术二等奖。
该加工中心具有主轴和刀具主轴的输出扭矩大、刚性高、配有可实现外铣加工的右刀架、机床承重大等优点,满足了船舶、能源等领域典型零件的车铣五轴加工需求,其综合性能达到了国际先进水平,本设计题目是根据实际生产需要,在原有基础上对加工中心左刀架装备图纸的基础上,进行结构零部件的细化,完成全套图纸的设计,并根据实际设计计算进行装配图纸改进。
本文给出了刀架结构设计,还对左刀架进给所需丝杠,轴承设计计算和校核,最后对所有零件进行建模和装配成一个装配体,最后进行了总结说明。
关键词:左刀架进给系统;校核计算;总体设计;装配AbstractWith the rapid development of modern manufacturing industry, manufacturing companies are increasingly concerned about the processing efficiency, processing quality and costs, so the machine tool manufacturers in order to meet the needs of the manufacturing industry, proposed "a fixture, fully completed" design philosophy, production of the bus milling,mill-turn CNC lathes and other types of composites.Composite processing as the direction of machining, CNC equipment is also one of the main directions of development. In a variety of areas of composite machining, milling machining is the most developed one in the field. In various exhibitions at home and abroad, we can see a lot of machine tool manufacturers have introduced such devices as high-end devices show content.HTM125 heavy twin turret milling complex five-axis horizontal machining center, won the 2011 Machinery Industry Science and Technology Award.The machining center has a spindle and tool spindle output torque, high rigidity can be achieved with the outer right turret milling machine tools for a major, etc., to meet the ship, energy and other areas of a typical five-axis milling machining parts demand , its overall performance has reached international advanced level, the design is based on the actual production of the subject needs, based on the original basis of the machining center equipped with drawings on the left turret, to refine the structure of parts to complete the design of a full set of drawings and improvements for assembly drawings based on the actual design calculations.Key words:Left turret feed system;Check Calculation;Overall design;Assembly目录目录 (1)第一章绪论 (1)1.1 车铣复合加工的定义 (1)1.2 复合加工机床的发展历史 (1)1.3 刀架简介 (2)1.3.1 我国数控刀架的现状和发展趋势 (2)1.3.2 数控刀架的开发应用 (3)1.3.3 数控刀架的功能 (3)1.3.4 数控刀架的基本要求 (4)1.3.5 数控刀架的类型 (4)1.4 刀库 (5)1.4.1 主要构件 (5)1.4.2 刀库的类型 (5)1.4.3 自动换刀系统 (6)1.4.4 刀库的发展趋势 (6)1.5 设计的内容、目的和方法 (7)第二章总体方案设计 (9)2.1 方案设计及总体布局 (9)2.2 主切削力的计算 (9)2.3 刀架应满足的要求 (11)第三章刀架系统 (13)3.1 已知技术参数 (13)3.2 滚珠丝杠的计算及选择 (13)3.2.1 滚珠丝杠导程的确定 (13)3.2.2 确定丝杠的等效转速 (14)3.2.3 估计工作台质量及工作台承重 (14)3.2.4 确定丝杠的等效负载 (14)3.2.5 确定丝杠所受的最大动载荷 (15)3.2.6 选择滚珠丝杠型号 (16)3.3 校核 (16)3.3.1 临界压缩负荷 (17)3.3.2 临界转速 (17)3.3.3 丝杠拉压振动与扭转振动的固有频率 (18)3.3.4 丝杠扭转刚度 (19)3.3.5 传动精度计算 (20)3.3.6 伺服电机计算 (21)3.3.7 电机的选择 (22)第四章丝杠支承轴承的设计 (23)4.1 影响轴承寿命因素 (23)4.2 轴承的计算及校核 (24)第五章建模与装配 (26)5.1 建模 (26)5.2 零件装配 (29)第六章经济技术分析 (30)6.1 经济技术分析的目的 (30)6.2 经济技术分析 (30)第七章结论 (32)参考文献 (33)致谢 (34)第一章绪论1.1 车铣复合加工的定义车铣是利用铣刀旋转和工件旋转的合成运动来实现对工件的切削加工, 使工件在形状精度、位置精度、已加工表面完整性等多方面达到使用要求的一种先进切削加工方法。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(数控加工)AK型数控转塔刀架说明书
方圆牌
AK21136X4型数控转塔刀架技术文件
使用说明书
合格证明书
中华人民共和国
瓦房店机床附件厂
使用说明书
1.产品外形照片
2.主要用途和特点
该刀架是卧式数控车床的功能部件之壹,具有四个工作位置,以电动机作动力。
该刀架和数控车床控制系统联用,能完成车床自动加工工件的功能,刀架采用了三齿盘结构,且设有减震装置,刀台旋转时不需抬起,转动平稳,噪音小,刚性好,重复定位精度高。
该刀架改变了传统的外冷却方式,采用内冷却系统,使刀架外观结构更加紧凑,使用更加方便。
发讯元件采用无触点的磁性开关传感器,具有寿命长,动作可靠等优点。
仍能够通过改变调整垫厚度调整刀尖高度,以适用于不同回转直径的车床使用。
3.基本结构和动作说明:
3.1基本结构见图1
3.2动作说明(参见图1)
动作传动路线是由电动机(1)→传动套(3)→蜗杆轴(4)→蜗轮(7)→螺杆(16)→螺母(14)→传动盘(17)→传动销(13)→夹紧齿盘(12)→连接盘(18)→方刀台(11)(来完成方刀台的松开、转动和夹紧)。
基本动作是主机控制系统发出指令,电动机(1)转动,螺母(14)带动夹紧齿盘(12)升起,传动销(13)和螺杆上的传动盘(17)接合,从而带动夹紧齿盘,连接盘和方刀台壹起旋转。
当方刀台转动到预先选好的位置时,永久磁铁(19)感应磁性开关(20)发出信号,主机控制系统发出指令,电动机反向旋转,螺母带动夹紧齿盘下降,三个齿盘啮合锁紧后,主机控制系统发出
指令,电机停止转动。
4.主要技术参数和外形(参见图1)
见表1
图1
1电动机、2电机座、3传动套、4蜗杆轴、5调整垫、6底座、7蜗轮、8定齿盘、9动齿盘、10定位盘、11方刀台、12夹紧齿盘、13传动销、14螺母、15定位销、16螺杆、17传动盘、18连接盘、19固定环、20垫、21螺母、22覆铜板、23永久磁铁、24磁性开关、25罩
5.使用说明
5.1刀架开箱使用时,应将防锈剂除掉,且擦试干净,不得有磕碰现象。
5.2将刀架安装在车床横滑板上,配作适当厚度的调整垫,使车刀刀尖高和车床主轴中心线保持壹致。
5.3根据车床加工范围确定刀架在车床横滑板上的位置,在横滑板上配作安装螺钉孔,对正刀架位置,拧紧安装螺钉,在刀架座上的适当位置配作2个定位锥销,以保证刀架的工作可靠性和重新安装的准确性。
表1
5.4刀架的拆卸(参见图1)
5.4.1电机的拆卸
将电机防护罩拆下,松开电机座(2)螺钉,取下电动机,拆掉传动套即可。
5.4.2方刀台的拆卸
取下上端防护罩(25),松开连接盘(18)螺钉,拆下覆铜板(22)、螺母(21)、垫(20),再拆下连接盘,固定环(19)和传动盘(17),旋转螺母和夹紧齿盘使其脱离螺杆,即可向上取出方刀台。
安装和之顺序相反。
5.4.3蜗杆轴的拆卸
取下电动机座(2)、传动套(3),将蜗杆轴向右端推出。
5.4.4底部的拆卸
拆下覆铜板和接线,将立轴和底盘卸下即可。
5.5润滑
刀架装配时,各相对运动部件已注入润滑脂,用户在完成壹次拆装后,必须重新进行全面的润滑。
刀架使用壹段时间后,必须注入润滑脂,以保证刀架润滑状态良好。
5.6刀架走线
刀架内部电线的安排,要认真细心,以防止电线被损坏或刮伤。
刀架走线见图2。
电路说明:
1.因霍尔开关Umax=24V、Imax=20mA,所以电路中R的取值不应过小(实物取3.3KΩ)否则霍尔开头容易损坏。
2.调试时,调整磁铁的位置,使刀架在锁紧时,指示灯D刚好发光。
3.刀架盘供电为24V。
注:该刀架在每壹工位上都设有俩个出水口,但不能同时出水,根据加工工件需要的冷却方式,可将每壹工位上的俩上出水口进行调换,达到冷却的目的。
图2
本产品执行JB/T8334.1-1996《数控转塔刀架立式》标准,经检验合格,准予出厂。
厂长:
检查处长:责任检查员:
日期:检验单
装箱单
装箱检验员:日期:。