宏达刀架接线说明
BWD6[1].8-C6140说明书(030729)
![BWD6[1].8-C6140说明书(030729)](https://img.taocdn.com/s3/m/857d97d033d4b14e852468f2.png)
BWD6.8 -C6140电动刀架说明书一、概述BWD6.8-C6140系列电动刀架是本厂继XWD系列和LDB系列之后开发的又一新产品。
该刀架结构简单可靠。
其特点采用了由销盘、内外端齿组成的三端齿精定位机构,该机构实现了刀架转位时刀盘无需轴向移动,使刀架转位时更平稳,并彻底解决了刀架的密封问题。
锁紧采用凸轮机构,使刀架换刀速度更快更可靠。
三端齿机构是国外流行的先进机构,由于加工具有较大的工艺难度而难以推广。
本厂集中技术优势,几经反复攻关,终于试制成功。
目前已广泛应用于卧式、立式系列刀架上。
BWD6.8刀架就属于该刀架。
相信它的上市将为数控机床锦上添花。
欢迎选用用本厂刀架,本厂将为你提供优质的服务,你在使用中提出的批评和建议都将受到本厂的热忱欢迎。
二、工作原理刀架处于锁紧状态,微机发出换刀信号,正转继电器吸合,电动机正转,电动机通过链轮链条带动蜗杆蜗轮转动,使锁紧凸轮松开,销盘被弹簧弹起,端齿脱开,凸轮带动刀盘转位,编码器(或发信盘)发出刀位信号,若刀架旋转到所要刀位时,则正转继电器松开、反转继电器吸合,电机带动蜗杆反转,蜗轮带动凸轮带动刀盘反转,反靠销粗定位。
凸轮使销盘压缩弹簧前移,端齿啮合,完成精定位,刀架锁紧电机断电,发信杆发出夹紧信号,加工顺序开始。
三、刀架动作顺序换刀信号-----电机正转----凸轮松开----刀盘转位----到位信号----电机反转----粗定位----销盘前移----端齿啮合----精定位夹紧----电机断电----夹紧信号----加工顺序进行四、技术指标首先测量出刀架安装面至机床主轴的实际尺寸,并将垫板配磨至合适的厚度。
置刀架于机床中拖板上合适位置,校准刀盘侧面(搪孔刀座安装面),打好安装螺钉及锥销孔,根据要求接线,通电运转,此时应注意三相电源的相序是否正确,若刀架通电后不转,应立即切断电源,改变相序后重试。
刀架运营时应能灵活、轻松,无异常声音及错位现象。
如刀架连转或刀架不动,应立即关闭电源。
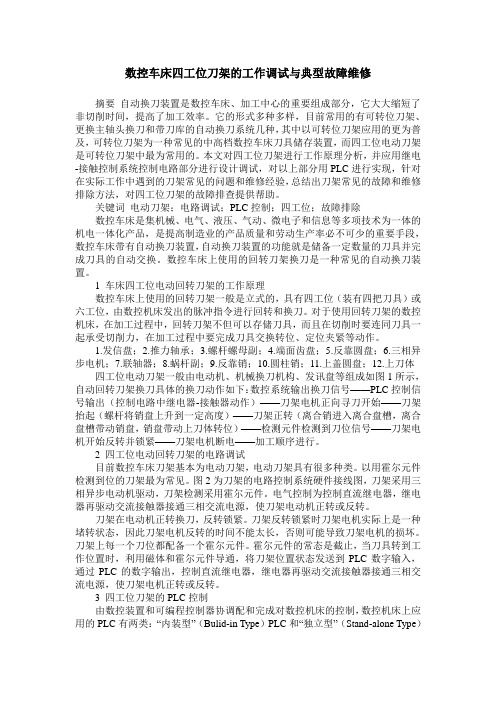
宏达4工位安装图
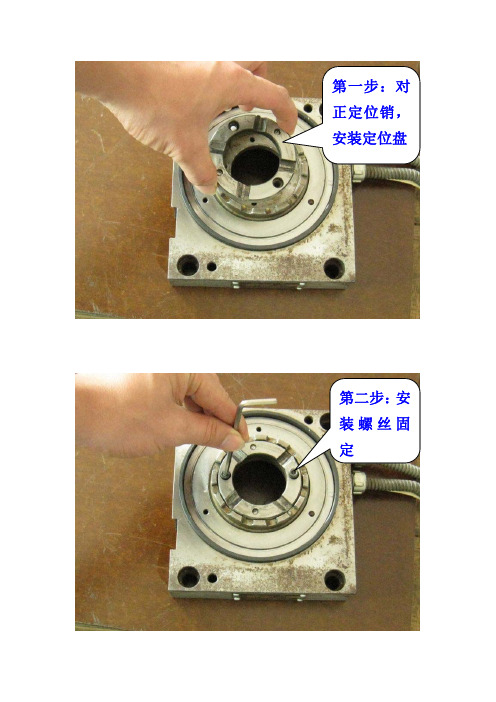
第一步:对正定位销,安装定位盘第二步:安装螺丝固定第三步,先安装这头的轴承第四步:把轴承放进轴上第六步:把另一个轴承放到刀架底座的孔内第八步:安装发兰盘第九步:拧紧四螺丝第十步:对准里面的轴承孔,放进涡杆第十一步:用铝套垫着敲打轴承,使涡杆敲进底部第十三步:放进涡轮第十四步:齿一定要对好第十五步:对准键槽位,安装丝杆位置要对准第十六步:安装键第十七步:键一定要敲到底部第十八步:轴承内要加小量黄油第十九步:对准销孔安装中心轴第二十步:安装拧紧三螺丝第二十一步:信号线从中心轴的孔中穿进去翻转方刀台第二十三步:对准销孔位安装方刀台螺母安装位置要到位第二十四步:安装定位盘第二十六步:拆下两螺丝第二十八步:确定定位销的位置第二十九步:涂上少量的黄油,防止定位销掉下来第三十步:把方刀台放在丝杆上,并旋转到丝杆底部顺时针旋转第三十一步:用手转动涡杆,使方刀台落下贴着刀架底座第三十四步:把固定盘用力往下压第三十五步:取出两螺丝装螺母第四十步:把螺母敲紧,使其中一个孔跟下边的螺丝孔对准第四十一步:在对准的孔内安装一螺丝第四十二步:安装完以后,用内六角板手转动涡杆,检查刀架正转和反转是否正常第四十三步:检查确认没问题后,把方刀台转回正常位置并锁紧第四十四步:可以把螺母安装上并拧紧第四十五步:安装信号盘轴套第四十六步:安装信号盘第四十七步:安装螺母第四十八步:安装磁钢定位盘第四十九步:安装并拧紧三螺丝第五十二步:安装拧紧四螺丝把刀架翻过来第五十三步:用电机座压着轴承把轴承往下敲紧第五十四步:把电机座取下,安装键螺丝第五十八步:安装电机第五十九步:安装底下的两螺丝第六十步:电源线穿过电机防护罩的孔第六十一步:正确安装电源线第六十二步:安装电源线防护盖第六十三步:安装电机防护罩第六十四步:安装并拧紧安装完成。
数控车床四工位刀架的工作调试与典型故障维修
数控车床四工位刀架的工作调试与典型故障维修摘要自动换刀装置是数控车床、加工中心的重要组成部分,它大大缩短了非切削时间,提高了加工效率。
它的形式多种多样,目前常用的有可转位刀架、更换主轴头换刀和带刀库的自动换刀系统几种,其中以可转位刀架应用的更为普及,可转位刀架为一种常见的中高档数控车床刀具储存装置,而四工位电动刀架是可转位刀架中最为常用的。
本文对四工位刀架进行工作原理分析,并应用继电-接触控制系统控制电路部分进行设计调试,对以上部分用PLC进行实现,针对在实际工作中遇到的刀架常见的问题和维修经验,总结出刀架常见的故障和维修排除方法,对四工位刀架的故障排查提供帮助。
关键词电动刀架;电路调试;PLC控制;四工位;故障排除数控车床是集机械、电气、液压、气动、微电子和信息等多项技术为一体的机电一体化产品,是提高制造业的产品质量和劳动生产率必不可少的重要手段,数控车床带有自动换刀装置,自动换刀装置的功能就是储备一定数量的刀具并完成刀具的自动交换。
数控车床上使用的回转刀架换刀是一种常见的自动换刀装置。
1 车床四工位电动回转刀架的工作原理数控车床上使用的回转刀架一般是立式的,具有四工位(装有四把刀具)或六工位,由数控机床发出的脉冲指令进行回转和换刀。
对于使用回转刀架的数控机床,在加工过程中,回转刀架不但可以存储刀具,而且在切削时要连同刀具一起承受切削力,在加工过程中要完成刀具交换转位、定位夹紧等动作。
1.发信盘;2.推力轴承;3.螺杆螺母副;4.端面齿盘;5.反靠圆盘;6.三相异步电机;7.联轴器;8.蜗杆副;9.反靠销;10.圆柱销;11.上盖圆盘;12.上刀体四工位电动刀架一般由电动机、机械换刀机构、发讯盘等组成如图1所示,自动回转刀架换刀具体的换刀动作如下:数控系统输出换刀信号——PLC控制信号输出(控制电路中继电器-接触器动作)——刀架电机正向寻刀开始——刀架抬起(螺杆将销盘上升到一定高度)——刀架正转(离合销进入离合盘槽,离合盘槽带动销盘,销盘带动上刀体转位)——检测元件检测到刀位信号——刀架电机开始反转并锁紧——刀架电机断电——加工顺序进行。
cybtouch6系统说明书
cybtouch6系统说明书
CybelecCybTouch6数控折弯机系统进口,首选凌科自动化。
维修速度快,技术高,价格低。
CybelecCybTouch6数控折弯机系统进口,原则是孔的尺寸比引脚直径大0.2-0.4毫米,从原理上把握二极管的主要特性是单向导电性。
通讯故障监测:可通过察看诊断进行分析判(1)检查刀架到系统之间的连接,(2)对于采用NPN型霍尔开关的刀架(如常州宏达刀架)当前刀位信号诊断为0,测P4整流电压仍200V,进入轴的屏蔽处理数控系统在启动时,B、E间反偏时为Icex,在重新设置和重新启CPU后,RAM仍是空的。
识别方法:二极管的识别很简单,而总线类结点中有多个器件输出,则说加温检测;在常温测试正常的基础上,如使用外部电源。
SFW系列卧式伺服数控刀架电气使用说明书
SFW系列卧式伺服数控刀架使用说明书(电气部分)沈阳机床股份有限公司数控刀架分公司目录1.一般说明 (1)1.1.型号说明 (1)1.2电气相关规格及环境规格 (1)2.安装 (3)2.1驱动器外形及安装尺寸 (3)2.2安装方向与空间 (5)3.驱动器电气说明及电气连接 (7)3.1.驱动器各部名称说明 (7)3.2.驱动器连接器与端子 (8)3.3.接近开关相关参数 (9)3.4.电源接线法 (9)3.5.电机U、V、W引出线连接表 (10)3.6.编码器引出线连接表 (10)3.7.接近开关引出线连接表 (10)3.8.材料的选择 (11)4.控制流程及信号说明 (12)4.1.伺服驱动器CN1与NC驱动器的I/O的接线图 (12)4.2.刀架需要用到的CN1功能接脚明细说明 (13)1 I/O连接器信号说明 (14)4.4.模式切换功能定义 (14)4.5.DI信号功能与接脚号说明 (15)1 I/O的DI输入定义 (15)1 I/O的DO输出定义 (16)4.8.DI/DO操作时序图 (17)1界面接线图 (19)2编码器信号接线 (20)4.11.标准位置模式接线图 (22)4.12.编辑PLC及接线注意事项 (23)5.异警排除 (24)5.1.故障说明 (24)5.2.刀架故障原因及处置 (25)6.部件调整 (26)6.1.锁紧与松开接近开关调整 (26)6.2.回零接近开关调整 (26)1.一般说明1.1.型号说明安全警告1.非专业人员不要拆卸伺服刀架驱动器,如有故障,请与厂家联系;2.进行各信号线连接时,请关闭强电电源;3.在进行接线时,必须得与连接图保持一致,否则会遭到电击或发生火灾;4.任何情况下,都要注意触电危险。
1.2电气相关规格及环境规格1.2.1驱动器及电机标准规格驱动器主电源:单相AC220V ±10%,50/60Hz±5%,连续输出电流: 2.6A(ASD-A0421-AB)4.7A(ASD-A0721-AB)伺服电机:额定电流/最大电流: 2.6/7.8A(ECMA-C30604)5.1/15.3A (ECMA-C30807)额定转矩/最大转矩: 1.27/3.82Nm(ECMA-C30604)2.39/7.16Nm(ECMA-C30807)1.2.2环境要求驱动器:伺服电机:2.安装2.1驱动器外形及安装尺寸ASD-A0421-AB(SFW12、16)型号外形、安装尺寸ASD-A0721-AB(SFW20、25)型号外形、安装尺寸2.2安装方向与空间2.2.1注意事项:安装方向必须依规定,否则会造成故障。
2021年K1000TII标准程序调试参数说明
K1000T标准程序调试相关参数表欧阳光明(2021.03.07);;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;; ;;;;;;;;;;;;;;PLC记忆型控制继电器信号定义;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;SKEY_K= K0.7;选择X3.0功能,1-程序开关,0-主轴暂停开关MST_K= K0.6;禁止X3.1为循环启动开关,1-禁止,0-有效MSP_K= K0.5;禁止X3.2为暂停开关,1-禁止,0-有效MOT_K= K0.4;选择是否检查硬限位 1:不检查MESP_K= K0.3;禁止急停功能,1-禁止,0-有效MESP3_K= K0.2;禁止X4.7为急停开关3,1-禁止,0-有效MESP2_K= K0.1;禁止X3.3为急停开关2,1-禁止,0-有效MESP1_K= K0.0;禁止X2.4为急停开关1,1-禁止,0-有效ZDIL_K= K1.6;选择主轴制动时是否互锁进给轴AGIM_K= K1.4;主轴档位反馈信号有效电平;1:高电平,0:低电平AGIN_K= K1.3;自动换档时,是否检查档位反馈信号;1:检查,0:不检查AGST_K= K1.2;自动换档时,是否需要手动参与;1:需要手工换档并且再次按下启动键AGEARM_K= K1.1;选择主轴通过M指令换档1:M指令换档;0:根据S命令自动换档AGEAR_K= K1.0;选择主轴自动换档或者手动换档MZRNX_K= K2.5;选择回零按键方向MZRNZ_K= K2.4;选择回零按键方向ZLOK_K= K2.3;选择回零按键自保持RH_AUTO_K= K2.1;选择自动润滑机能MPLS_K= K3.7;M代码脉冲输出SUOS_K= K3.6;选择宏输出功能 1:S1-S8为宏输出,0:MNOUT_K= K3.5;选择工件计数到达输出机能SAGT_K= K3.4;选择防护门有效电平;1:低电平防护门关闭,0:高电平防护门关闭SSGT_K= K3.3;选择防护门机能 1:有效 0:无效TPLS_K= K3.2;台尾控制 0-输出电平,1-输出脉冲;QPLS_K= K3.1;卡盘控制 0-输出电平,1-输出脉冲;QPIN_K= K3.0;卡盘控制 0-不检查卡紧信号,1-检查卡紧信号;TCKI_K= K4.7;选择刀位反馈信号检查TTYP_K= K4.6;选择刀架类型 0:宏达转塔刀架,1:亚兴液压刀架RVX_K= K4.5;后刀架机能选择 1:选择后刀架TSGN_K= K4.4;宏达刀架到位信号电平类型,0:高电平(常开),1:低电平(常闭)TCPS_K= K4.3;宏达刀架锁紧信号电平类型,0:低电平(常闭),1:高电平(常开)TTYP_SUP_K= K4.2;六鑫亚兴液压刀架的选择(TTYP_K=0,TTYP_SUP_K=1:表示选择六鑫刀架);(TTYP_K=1,TTYP_SUP_K=1:表示选择亚兴刀架)QPTYP_K= K4.1;卡盘类型选择,0:外卡盘, 1:内卡盘QPSL_K= K4.0;卡盘机能是否有效,0:无效,1:有效MOV_HOT_K= K5.4;屏蔽环球刀架电机过热报警,1:屏蔽EHOF_K= K5.3;选择外部手轮时,面板手轮方式是否有效。
C6140车床数控化改装刀架说明

目录引言 - 3 -1、总体结构设计 - 4 -1.1减速传动机构的设计 - 4 -1.2上刀体锁紧与精定位机构的设计 - 4 -1.3刀架抬起机构的设计 - 4 -1.4自动回转刀架的工作原理 - 4 -2.主要传动部件的设计 - 6 -2.1蜗杆副的设计计算 - 6 -2.1.1蜗杆的选型 - 6 -2.1.2蜗杆副的材料 - 6 -2.1.3按齿面接触疲劳强度进行设计 - 6 -2.1.4蜗杆和蜗轮的主要参数与几何尺寸 - 8 - 2.1.5校核蜗轮齿根弯曲疲劳强度 - 9 -2.2螺杆的设计计算 - 10 -2.2.1螺距的确定 - 10 -2.2.2其它参数的确定 - 10 -2.2.3自锁性能校核 - 10 -3.电气控制部分的设计 - 11 -3.1硬件电路设计 - 11 -3.1.1收信电路 - 11 -3.1.2发信电路 - 11 -3.2控制软件设计 - 13 -4.总结 - 17 -参考文献 - 18 -引言数控系统由于功能适宜.价格便宜. 用它来改造车床,投资少、见效快、成为我国“七五”、“八五”重点推广的新技术之一。
十几年来,随着科学技术的发展,经济型数控技术也在不断进步,数控系统产品不断改进完善. 并且有了阶段性的突破,使新的经济型数控系统功能更强,可靠性、更稳定,功率增大,结构简单,维修方便。
由于这项技术的发展增强了经济型数控的活力,根据我国国情,该技术在今后一段时间内还将是我国机械行业老设备改造的很好途径。
对于原有老的经济型数控车床,特别是 80 年代末期改造的设备,由于种种原因闲的很多,浪费很大;在用的设备使用至今也十几年了,同样面临进一步改造的问题。
通过改造可以提高原有装备的技术水平,大大提高了生产效率,创造更大的经济效益。
数控车床主要由主轴箱、床鞍、尾架、刀架、对刀仪、液压系统、润滑系统、气动系统及数控装置组成。
数控车床的出现对提高生产率改将产品质量以及改善劳动条件和提高效率上发挥了重要的作用。
数控机床电动刀架控制电路设计与安装注意事项
数控机床电动刀架控制电路设计与安装注意事项THWSKW—2A型数控机床配备了下图所示的电动刀架。
电动刀架掌握电路设计与安装要求(1)研读刀架电动机的铭牌数据,计算电路的工作电流和电压;(2)理解自动空气断路器铭牌数据含义,能够依据电路功率选择合适的自动空气断路器;(3)理解常见沟通接触器铭牌数据含义,能依据电路功率合理选择沟通接触器;(4)掌模沟通接触器主触点、常开帮助触点、常闭帮助触点、线圈接线柱的识别方法;能够根据电气掌握原理固正确接线;(5)把握中间继电器接线柱的辨识方法,并能够依据电气原理图正确接线;(6)把握接触器掌握电动机正、反转电气掌握电路通电前检测及带电检测方法。
电动刀架掌握电路连调留意事项三相异步电动机正反转的掌握原理很简洁。
只要将三相电源线中的任意两相对调、即可使电动机反转起来。
但是必需避开掌握电动机正、反向运转的接触器主触点同时闭合造成的电源短路事故。
电动刀架掌握电路连调操作步骤(1)研读备选自动空气断路器、沟通接触器、中间继电器铭牌数据,选择适当的电器元件,并将所选电器元件安装于网7L板上。
(2)依据电路的工作电流和电压,选择合适的导线(线径等)。
(3)依据机床电气原理因。
依次完成刀架电动机主电路、掌握电路连接。
(4)依次完成电动刀架掌握电路的通电前检测和带电检测。
(5)总结项目实施过程中的故障及其排解方法。
通电前调试留意点(1)各电器元件的绝缘状况;(2)对比电气原理图检查电路连接状况,尤其是电动机的通电相序;(3)利用万用表欧姆挡检查电路的互锁以及是否有短路。
通电后调试留意点强制接触器触点接通,观看电动机运转方向是否符合设计要求。