分切机张力控制系统方案
张力控制方案

关于张力控制的方案设计1.图示:放料组送料组收料组2.张力控制说明:张力控制是任何以卷材为原料的机器上最重要的控制系统,其可分为手动和全自动张力控制:手动控制器是依收料或出料卷径的变化而分阶段调整离合器或制动器的激磁电流,从而获得一致的张力;全自动张力控制器是由张力检测器来直接测定卷料的张力,然后把张力资料变成张力信号传回张力控制器从而自动调整离合器或制动器的激磁电流来控制卷料的张力。
3.控制说明:上面张力控制主要是指对放卷到前牵引辊,后牵引辊到收卷2段张力的控制。
张力的形成是由于各传动辊之间的速度差造成的,因此,控制张力首先要控制速度。
在这套系统里面我们所谓的主辊为主速度,其余的滚动辊为从动辊。
具体说,就是在运行中放卷的线速度会慢慢减慢,收卷的线速度会逐步增加。
为达到以上目的,在前牵引辊上安装张力传感器,由传感器测量出来的数据判断是否在允许的张力的范围内,通过PLC的PID指令调节放料辊的转速,从而调节他的线速度达到恒定,达到张力值恒定。
从最后后牵引辊到收卷的速度控制方式相同。
在此种控制方式中,我们主要是为了保证我们的整个系统的速度达到一个稳定的控制,所以会采用PID的调节方式来做。
另外,当我们的产品进行任何的更换,或是我们的主轴速度要进行调整,我们都可以通过牵引辊所测出的张力值来进行收料和放料滚的速度调节。
一般的方式是:当张力值小于我们的最初设定的范围内,那我们可以放慢放料机的速度;当张力值大于我们的最初设定的范围内,那我们可以加快放料的速度,并进行反方向的运转;但是这种控制在调节当中会出现抖动或震荡的现象,所以我们要PID 的整定方式,因为他是采用2维控制,随着调节时间的加长,我们的控制会逐渐趋于稳定。
要注意的地方是,在一开机的瞬间,一般放料和收料马达的速度要和主轴的启动速度相吻合,也就是说主轴的运行速度的下限值要正好可以和从轴的速度达到匹配。
这个就需要在调试过程中进行测量。
但是这种PID控制方式在运行中的控制会相对比较稳定。
张力控制系统类型与原理

张力控制系统的控制类型与原理(天机传动制动器离合器提供,仅供参考之用)目前广泛应用的张力控制方式主要有三种:手动控制型、半自动控制型和全自动控制型。
即全自动器张力控制器、半自动张力控制器以及手动张力控制器。
一、手动控制,在收料、放料或过程中不断调整离合器或制动器的扭矩,从而获得所需的张力,这就要求用户必须随时检查被控材料的张力,随时调节输出力矩,若用气动制动器或离合器时,手动控制器可直接选用精密调压阀,可使用户节约一定的设备成本,但仅适用于一些低速的复合机、挤出机、纺织机械等张力控制要求不高的场合。
二、半自动方式:利用超声波原理等自动检出卷径,从而调整卷料张力,从本质上来讲是一种张力的半闭环控制,不仅可以自动测出卷经、控制扭矩输出,同时还具有缓冲启动、防松卷和惯性补偿等功能。
该方案的实施成本较低,因此在中档机械中应用广泛。
三、全自动方式:一般也有两种检测方式。
一种是通过张力传感器测定卷材的张力,然后由控制器自动调整离合器或制动器来控制卷料张力。
这种方式是张力的全闭环控制,原理上来讲,此种方案能够实时反映出张力的变化因此控制精度最高,因此一些高档的精轧机、高速分切机等冶金上采用全自动的张力控制系统。
高精度的张力控制器可用在收放卷及牵引等环节,在张力闭环的同时在放卷控制时可实现缓冲启动、防松卷模式、换辊控制等,在收卷时可实现锥度张力控制(无需传感器输入卷径信号)、启动惯性补偿、停车惯性补偿和换辊控制。
在张力控制点较多时先进的张力控制器可实现一台控制器多路检测及多路控制输出。
在卷径较大的情况下采用恒定张力卷取收料,随着料卷的增大时相对于卷心较近材料的力矩变大,产生打滑、收缩。
再有由于卷曲过程中材料的收缩及卷心的压力加大材料被挤坏或被横向窜出。
靠近卷芯的地方产生绉纹,使表面凹凸不平。
解决这些问题,就是卷径逐渐变大时张力应逐渐减小,即锥度控制)另一种全自动的控制方式是通过浮辊电位器的检测信号来实现的,然后通过浮辊张力控制器来自动调整离合器及制动器。
卫生纸分切机PLC控制系统设计
分类号:单位代码:毕业论文(设计)卫生纸分切机PLC控制系统的设计摘要分切机是将宽幅材料进一步加工成后续生产工艺所需宽度的产品的一种工序,本文提出PLC为核心,结合步进电机实现位置控制方法,以及通过指拨开关实现简单参数设定,对试剂片分切机进行改造,从而保证分切机实现精确进给。
电气传动系统采用可编程控制器(PLC)和变频器控制技术具有良好实用前景,既能提高自动化水平,还是节能高效,对提高系统的运行管理水平、减轻环境污染都会起到很好的作用。
目前国内的中小型企业只有一部份采用PLC 控制,所以推广应用这些新技术、新设备的任务仍是十分繁重。
采用三菱公司的可编程控制器对该分切机设计。
系统中由三菱PLC完成数据的采集和电动机等设备的控制任务。
使用FX2N可编程控制器的编程软件GX Developer 8.0进行编程编制,模块化的程序设计方法,大量采用代码重用,减少了软件的开发和维护工作量。
关键词:分切机电气控制PLCABSTRACTSlitter wide material is further processed into the production process of a subsequent step width of the product required, we propose PLC as the core, combined with stepper motor position control method, and by the DIP switch is simple parameter setting, for reagent tablets Slitter transformation, thus ensuring precise cutting machine infeed.Electric transmission system using a programmable controller (PLC) and the inverter control technology has a good practical prospects, both to improve the level of automation, or energy efficient, to improve the system's operation and management level, reduce environmental pollution will play a good role. At present, only a part of the small and medium enterprises with PLC control, so to promote the application of these new technologies, new equipment, the task is still very heavy.Mitsubishi PLC using the cutting machine design. System control tasks performed by Mitsubishi PLC and other data acquisition and motor equipment. Use FX2N PLC programming software GX Developer 8.0 compiled programming, modular programming method uses a lot of code reuse, reduce software development and maintenance.Key words: Slitter Electrical Control PLC目录第一章绪论 (1)1.1 目前分切机的控制水平 (1)1.2 分切机的张力控制方法 (1)1.3 课题研究的主要内容 (2)第二章分切机的概述 (3)2.1 卫生纸分切机的概述 (3)2.2 卫生纸分切机控制研究 (3)第三章可编程序控制器工作原理 (4)3.1 可编程序控制器简介 (4)3.2 可编程序控制器的结构 (4)3.3 可编程序控制器的工作原理 (4)第四章卫生纸分切机控制系统设计 (5)4.1 控制系统整体结构 (5)4.2 系统设计 (9)4.4 PLC 设置 (12)结论 (13)参考文献 (16)谢辞 (17)第一章绪论1.1 目前分切机的控制水平在与多家国际品牌,目前我国的切割机(如德国,英国,意大利,美国康普该阿特拉斯,日本富士,泰坦)仍有较大差距,海内所生产的分切机自动化水准还停留在中下游水平上,虽然说对国内外把持原器件运用已非常普及,价钱也较低廉,但国内分切机厂家在使用时,了解切工艺和材料性能的发展远远落后于发达国家水平的深度,尤其是缺乏有机结合的控制系统和机械结构,和切割材料,在这个意义上,在粗线大部分仍留在国内切割机,切割机的控制系统的严密性、合理性没有更深入的了解。
分切机的控制系统及原理
中国科技期刊数据库 科研2015年14期 231分切机的控制系统及原理张海峰乐凯胶片股份有限公司,河北 保定 0710054摘要:随着科技的发展、社会文明的进步,人们对商品包装的要求越来越高,促使近年来我国包装行业的迅速蓬勃发展,作为配套的分切机在产品的分切及质量控制方面起着关键的作用,分切是宽幅薄膜生产线或印后加工的最后一道工序,在整个生产流程中占有十分重要的地位。
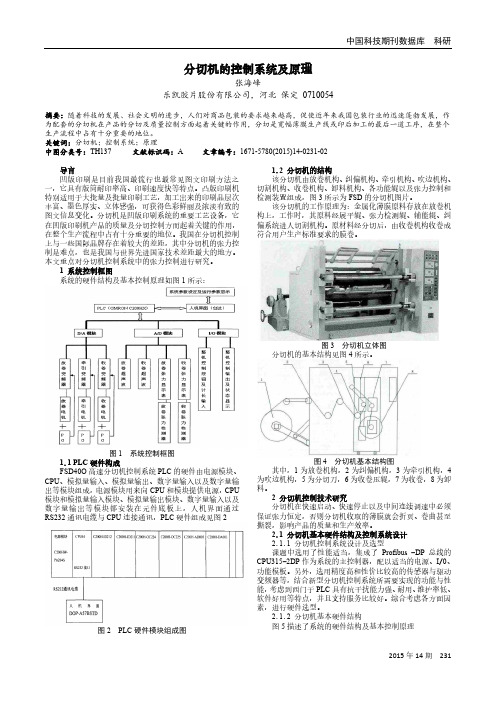
关键词:分切机;控制系统;原理 中图分类号:TH137 文献标识码:A 文章编号:1671-5780(2015)14-0231-02导言凹版印刷是目前我国最流行也最常见图文印刷方法之一,它具有版筒耐印率高、印刷速度快等特点。
凸版印刷机特别适用于大批量及批量印刷工艺,加工出来的印刷品层次丰富、墨色厚实、立体感强,可获得色彩鲜丽及浓淡有致的图文信息变化。
分切机是凹版印刷系统的重要工艺设备,它在凹版印刷机产品的质量及分切控制方而起着关键的作用,在整个生产流程中占有十分重要的地位。
我国在分切机控制上与一些国际品牌存在着较大的差距,其中分切机的张力控制是难点,也是我国与世界先进国家技术差距最大的地方。
本文重点对分切机控制系统中的张力控制进行研究。
1 系统控制框图系统的硬件结构及基本控制原理如图1所示:图1 系统控制框图1.1 PLC 硬件构成FSD40O 高速分切机控制系统PLC 的硬件由电源模块、CPU 、模拟量输入、模拟量输出、数字量输入以及数字量输出等模块组成,电源模块用来向CPU 和模块提供电源,CPU 模块和模拟量输入模块、模拟量输出模块、数字量输入以及数字量输出等模块都安装在元件底板上,人机界面通过RS232通讯电缆与CPU 连接通讯,PLC 硬件组成见图2图2 PLC 硬件模块组成图1.2 分切机的结构该分切机由放卷机构、纠偏机构、牵引机构、吹边机构、切割机构、收卷机构、卸料机构、各功能辊以及张力控制和检测装置组成,图3所示为FSD 的分切机图片。
分切机控制系统设计

[ 稿 日期 ] 2 1 一10 收 0 2O—5 [ 者 简 介] 杜 海 军 ( 9 2 ), , 堰 职 业 技 术 学 院 机 电系 教 师 ;钱 治 磊 ( 94 ) , , 作 17- 男 十 18 - 男 十堰 职 业 技 术 学 院 机 电系 教 师
杜 海 军 , 治 磊 钱
( 十堰职业 技 术学 院 机 电工 程系 湖北 十堰 4 2 0 ) 4 0 0
[ 摘
要] 分切 机是 凹版 印刷 系统 的重要 工 艺设 备 , 它在 凹版 印刷 机 产 品 的质 量及 分 切 控 制 方
面起 着 关键 的作 用 , 整 个生产 流程 中占有十分 重要 的地 位 。我 国在 分切 机 控 制上 与 一 些 国际 在 品牌 存在 着较 大的 差距 , 中分 切机 的张 力控制是 难 点 , 是我 国与世 界先进 国家技 术 差距 最 大 其 也
2 分 切 机 张 力 控 制 方 法
一
3 基 于 P C的 分切 机 控 制 系统 的 设 计 L
. 般来 说 , 切机 的张力 控 制 系统 在 整 体结 构 3 1 硬 件 设 计 分 上 由以下 三部 分 组成 : 张力 控 制装 置 ; 分切 机 速 度/ 根据分切机控制 系统所 要实现 的功能 , 文所 研 本 究 的分切 机控制系统的基本硬 件构 成如 下[ : 2 欧姆 龙 ] 张 力检测 装置 ; 张力 控制 驱动器 及执 行机 构Ⅱ 。 ] 2O 公选用 C U 模块 ; P 电源模 块 ; 在 分 切机 张 力控 制 系统 的三个 组 成 部分 之 中, 的 C O 可 编程控制器 , 1 8 核 心是 张力控 制装 置 。张力 控 制装置 首先 利用 张力 存储器模 块 ;6点 数 字 量输 入 和输 出模 块 各 一个 ; 触 L 传感 器和 速度 传感 器 , 对其 张力 控 制装 置 的相 关 信 点数 字 量 输 入 和 输 出 模 块 各 一 个 ; 摸 屏 ; X一 3TD型张力传 感器 ; M—P L C型张 力 显示 表 ; 声 超 号进 行采集 , 然后 控 制装置 对这 些信 号进行 处理 , 通 00 过对 比实 时测 量值 和设 定 值 之 间 的关 系和 差值 , 再 波传感器 ; 变频 器 ; 电气 比例阀 ; 电机 ; 编码器 。 . 通过 差值 的大 小并 应 用一 定 的 控 制 策 略 , 控 制 信 3 2 分切 机软 件控 制设计 对 由于分 切机 生 产线 非 常长 , 此对 整 个 分 切机 因 号进 行实 时调 整 , 后 将 控制 信 号 反 馈 给 张力 控 制 然 生产 线 的张力进 行稳定 控制难 度 比较 大 。本 文将 整 执行 机构 , 执行 机构 进行相 关动 作之后 , 成对分 切 完 个分 切机 生产线 , 成 几个 可 控 制 的部 分 分 段 进行 分 机 张力 和速度 的调整 。 分成 的几 个部分 分 别是 : 卷 和放 放 在 实际 的印刷 加 工生 产 之 中 , 常有 以下 两种 张 相关 的张 力控制 ,
分切机放卷张力控制分析

SD 4 S 5 5直 流 调 速 器 及 放 卷 直 流 马 达 和 测 速 发
电机 负 责 。 们 自己 构 成 一 个 速 度 闭 环 对 放 卷 它 速 度 进 行 控 制 , 达 到 按 给 定 信 号 要 求 的 放 卷 以
速 度 。 SD 4 S 5 5直 流 调 速 器 主 要 进 行 把 三 相 3 0 交 流 电 源 整 流 成 直 流 电 ,并 根 据 速 度 给 8V
维普资讯
20 0 2年
第 1 2卷
第 3 期
塑 料 包 装
41
分 切 机 放 卷 张 力 控 制 分 析
李 文 裕
( 头海 洋 第一 聚酯 薄膜 有 限公 司 ) 汕 摘 要 :本 文 主 要 对 分 切 机 如 何 进 行 放 卷 张 力 自动 控 制 进 行 分 析 。 关 键 词 :放 卷 张 力 控 制 分 析
分 切 机 的 放 卷 张 力 控 制 系 统 的 组 成 部 分
有 稳 压 信 号 电 源 、精 密 气 缸 式 滑 动 电 位 器 、比
例 、 分 、 积 分 调 节 器 ( .. 及 S D 4 积 微 P ID) S 5 5直
流 调 速 系 统 等 组 成 。 方 框 图 如 图 2所 示 。
5 V,从 S D5 5直 接 调 速 器 来 的 电 流 反 馈 信 S 4
号 为 0 由 P. . , I D输 出 的 至 5 5的 可 控 硅 触 发 4
信 号 为 0 放 卷 马 达 没 有 电 流 , 也 无 力 矩 输 。 出 。 分 切 的 收 卷 马 达 及 牵 引 马 达 接 到 启 动 信 但 号 后 开 始 运 行 ,速 度 由 0开 始 加 速 , 薄 膜 牵 把
分切机控制系统设计

分切机控制系统设计作者:杜海军钱治磊来源:《十堰职业技术学院学报》2012年第01期[摘要]分切机是凹版印刷系统的重要工艺设备,它在凹版印刷机产品的质量及分切控制方面起着关键的作用,在整个生产流程中占有十分重要的地位。
我国在分切机控制上与一些国际品牌存在着较大的差距,其中分切机的张力控制是难点,也是我国与世界先进国家技术差距最大的地方。
本文重点对分切机控制系统中的张力控制进行研究,希望本文的研究可以为我国凹版印刷机的发展作出贡献。
[关键词]PLC;分切机;张力控制[中图分类号]TP302[文献标识码]A[文章编号]1008-4738(2012)01-0104-021.引言凹版印刷是目前我国最流行也最常见图文印刷方法之一,它具有版筒耐印率高、印刷速度快等特点。
凸版印刷机特别适用于大批量及批量印刷工艺,加工出来的印刷品层次丰富、墨色厚实、立体感强,可获得色彩鲜丽及浓淡有致的图文信息变化。
分切机是凹版印刷系统的重要工艺设备,它在凹版印刷机产品的质量及分切控制方面起着关键的作用,在整个生产流程中占有十分重要的地位。
我国在分切机控制上与一些国际品牌存在着较大的差距,其中分切机的张力控制是难点,也是我国与世界先进国家技术差距最大的地方。
本文重点对分切机控制系统中的张力控制进行研究。
2.分切机张力控制方法一般来说,分切机的张力控制系统在整体结构上由以下三部分组成:张力控制装置;分切机速度/张力检测装置;张力控制驱动器及执行机构。
在分切机张力控制系统的三个组成部分之中,核心是张力控制装置。
张力控制装置首先利用张力传感器和速度传感器,对其张力控制装置的相关信号进行采集,然后控制装置对这些信号进行处理,通过对比实时测量值和设定值之间的关系和差值,再通过差值的大小并应用一定的控制策略,对控制信号进行实时调整,然后将控制信号反馈给张力控制执行机构,执行机构进行相关动作之后,完成对分切机张力和速度的调整。
在实际的印刷加工生产之中,常有以下两种张力控制方式:(1)直接法:直接利用张力传感器对所测量物料的张力进行测量,然后辅以执行机构进行控制,构成整个张力闭环控制系统。
分切机收卷张力补偿

分切机收卷张力补偿1. 引言分切机收卷张力补偿是在纸张或薄膜等材料生产过程中的一个重要环节。
在纸张或薄膜的生产过程中,由于各种原因,如纸张厚度不均匀、速度变化等,会造成纸张或薄膜在收卷过程中的张力不均衡。
这就需要通过分切机收卷张力补偿来解决问题,以确保产品的质量和稳定性。
2. 分切机收卷张力补偿的原理分切机收卷张力补偿是通过控制收卷辊的速度来实现的。
当纸张或薄膜在分切机上经过切割后,进入收卷辊。
在收卷的过程中,通过控制收卷辊的速度,可以实现对纸张或薄膜的张力进行调节和补偿。
当纸张或薄膜在分切机上经过切割后,进入收卷辊时,传感器会检测到收卷辊上的张力。
根据传感器的反馈信号,系统会自动调节收卷辊的转速,以实现对纸张或薄膜的张力进行补偿。
当收卷辊上的张力低于设定值时,系统会增加收卷辊的转速;当张力高于设定值时,系统会降低收卷辊的转速。
通过这种方式,可以保持纸张或薄膜在收卷过程中的恒定张力,从而避免纸张或薄膜因张力不均衡而产生的问题。
3. 分切机收卷张力补偿的重要性分切机收卷张力补偿对于纸张或薄膜的质量和稳定性具有重要意义。
如果在收卷过程中无法保持恒定的张力,会导致以下问题:•纸张或薄膜的卷曲:张力不均衡会导致纸张或薄膜的卷曲,影响产品的外观质量。
•包装问题:张力不均衡会导致纸张或薄膜在包装过程中无法平整,影响包装效果。
•生产效率:张力不均衡会导致纸张或薄膜在生产过程中频繁断裂,影响生产效率。
因此,通过分切机收卷张力补偿,可以有效解决这些问题,提高产品质量和生产效率。
4. 分切机收卷张力补偿的应用分切机收卷张力补偿广泛应用于纸张、薄膜、塑料等材料的生产过程中。
特别是在印刷、包装和纸品加工行业中,该技术被广泛采用。
在印刷行业中,分切机收卷张力补偿可以提高印刷品的质量,避免纸张的卷曲和变形问题,同时也减少了纸张的损耗。
在包装行业中,分切机收卷张力补偿可以保证包装材料的平整度,提高包装效果,增加产品的附加值。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
分切机张力控制系统方案-汇川分切机专用变频器
系统方案:
分切机是一种将宽幅纸张或薄膜分切成多条窄幅材料的机械设备,常用于造纸机械及
印刷包装机械。其传动系统主要由一台主机变频器、一台放卷变频器及两台收卷 变频器组
成。其中主机变频器工作在开环矢量方式下,控制系统速度。放卷变频器及两个收卷变频器
工作在开环转矩模式下,控制系统放料及分切后的上下收料。如 图所示。
方案说明:
■主机变频器使用汇川通用变频器MD320,控制分切机的运行速度,它工作在开环矢量方
式下,主速度一般用电位器来调整,其AO1端口作为运行频率的输出,作为放卷变频器及
上、下收卷变频器的线速度给定。放卷变频器及收卷变频器使用汇川 MD330张力专用变频
器,此三种变频器均工作在开环转矩模式下;
■汇川MD330变频器是一种可以实现恒张力控制的变频器,可以通过变频器内部的计算,
获得料卷实时的卷径,通过控制变频器的输出转矩来获得恒张力控制;
方案优势:
■方案简易,调试简单,而且恒张力控制基本不受速度的影响,可以实现高速分切;
■通过设置合理的系统惯量补偿、摩擦补偿及材料惯量补偿的相关参数可以弥补由于系统
惯量、磨擦阻力及材料惯量引起的启动或加速过程中的速度不均匀的情况,获得非常平稳的
张力控制效果。而且收卷变频器可以实现锥度控制,达到收卷紧齐的效果;
■克服了磁粉固有的弱点,使得高速分切的控制成为了现实,而且大大提高了设备的可靠
性;
万纬工控提供分切机张力控制系统方案-汇川分切机专用变频器